JP5020571B2 - 電気式点火器の製造方法 - Google Patents
電気式点火器の製造方法 Download PDFInfo
- Publication number
- JP5020571B2 JP5020571B2 JP2006232212A JP2006232212A JP5020571B2 JP 5020571 B2 JP5020571 B2 JP 5020571B2 JP 2006232212 A JP2006232212 A JP 2006232212A JP 2006232212 A JP2006232212 A JP 2006232212A JP 5020571 B2 JP5020571 B2 JP 5020571B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- pyrotechnic material
- manufacturing
- filling
- electric igniter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Air Bags (AREA)
Description
通電により発熱する発熱体と、前記発熱体が底面において露出して配置されている収容室と、前記収容室に収容されている火工材料を含む電気式点火器であって、
前記火工材料が、前記発熱体側の第1層と、前記第1層の上層となる第2層を有しており、
前記第1層が、乾燥状態の第1火工材料が収容されてなるものであり、前記第2層が、湿潤状態の第2火工材料が収容されてなるものである電気式点火器を提供する。
通電により発熱する発熱体と、前記発熱体が底面において露出して配置されている収容室と、前記収容室に収容されている火工材料を含む電気式点火器の製造方法であって、
前記収容室が開口部を有するものであり、前記開口部から前記火工材料を充填するとき、乾燥状態の第1火工材料を先に充填して、前記発熱体上に第1層を形成した後、前記第1層の上に湿潤状態の第2火工材料を充填して第2層を形成する工程を含む電気式点火器の製造方法を提供する。
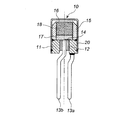
図1は、本発明の電気式点火器の縦断面図、図2は、図1で使用している点火器本体10の縦断面図である。
図1で示す電気式点火器1の製造方法において、完成された点火器本体10を用いて電気式点火器を製造する方法自体は公知であり(但し、図2で示す点火器本体10は公知ではない)、例えば、特開2004−293835号公報などに記載されている。
燃料:ジルコニウム 141g
酸化剤:過塩素酸カリウム 137.6g
バインダ:ヒドロキシプロピルセルロース 2g
溶媒:イソプロピルアルコール 64.2g
〔実施例1〕
図2に示す点火器本体10(但し、収容室16が空のもの)を用意した。円筒状の収容室16の深さは約5mmであった。
10 点火器本体
11 ヘッダ部
14 ブリッジワイヤ
15 チャージホルダ
16 収容室
17 第1層
18 第2層
Claims (3)
- 通電により発熱する発熱体と、前記発熱体が底面において露出して配置されている収容室と、前記収容室に収容されている火工材料を含む電気式点火器の製造方法であって、
前記収容室が開口部を有するものであり、前記開口部から前記火工材料を充填するとき、乾燥状態の粉末状の第1火工材料を先に充填した後に上から押圧して、前記発熱体上に第1層を形成した後、
前記第1層の上に湿潤状態の第2火工材料を充填後に乾燥して第2層を形成する工程を含む電気式点火器の製造方法。 - 通電により発熱する発熱体と、前記発熱体が底面において露出して配置されている収容室と、前記収容室に収容されている火工材料を含む電気式点火器の製造方法であって、
前記収容室が開口部を有するものであり、前記開口部から前記火工材料を充填するとき、乾燥状態の粉末状の第1火工材料を先に充填した後に上から圧力10〜200MPaで押圧して、前記発熱体上に第1層を形成した後、
前記第1層の上に湿潤状態の第2火工材料を充填後に乾燥して第2層を形成する工程を含む電気式点火器の製造方法。 - 前記第2火工材料が、燃料、酸化剤、バインダーを含んでいる請求項1又は2記載の電気式点火器の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006232212A JP5020571B2 (ja) | 2006-08-29 | 2006-08-29 | 電気式点火器の製造方法 |
| US11/846,325 US20080060541A1 (en) | 2006-08-29 | 2007-08-28 | Electric igniter and method of manufacturing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006232212A JP5020571B2 (ja) | 2006-08-29 | 2006-08-29 | 電気式点火器の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008057805A JP2008057805A (ja) | 2008-03-13 |
| JP5020571B2 true JP5020571B2 (ja) | 2012-09-05 |
Family
ID=39240774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006232212A Active JP5020571B2 (ja) | 2006-08-29 | 2006-08-29 | 電気式点火器の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5020571B2 (ja) |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2981186A (en) * | 1954-09-15 | 1961-04-25 | Richard H F Stresau | Electric detonator |
| GB960186A (en) * | 1961-10-19 | 1964-06-10 | Bendix Corp | Electrically triggered squib |
| US3135200A (en) * | 1964-05-27 | 1964-06-02 | Hi Shear Corp | Squib |
| US3906858A (en) * | 1974-07-30 | 1975-09-23 | Us Eneregy Research And Dev Ad | Miniature igniter |
| US5648634A (en) * | 1993-10-20 | 1997-07-15 | Quantic Industries, Inc. | Electrical initiator |
| DE19637587A1 (de) * | 1996-09-14 | 1998-03-19 | Dynamit Nobel Ag | Zünd-/Anzündelement mit einer auf einem Chip angeordneten Zündbrücke |
| CZ20021371A3 (cs) * | 1999-10-28 | 2002-10-16 | Daicel Chemical Industries, Ltd. | Iniciátor a předpínač elektrického typu |
| US6698356B2 (en) * | 2002-07-01 | 2004-03-02 | Special Devices, Incorporated | Axial spin method of distributing pyrotechnic charge in an initiator |
| JP4206009B2 (ja) * | 2002-09-02 | 2009-01-07 | ダイセル化学工業株式会社 | インフレータ用点火器及びその製造方法 |
| JP4037300B2 (ja) * | 2003-03-26 | 2008-01-23 | ダイセル化学工業株式会社 | 点火器組立体 |
| US6979021B2 (en) * | 2003-08-07 | 2005-12-27 | Autoliv Asp, Inc. | Integral initiator assembly for use in inflator devices |
| US6905562B2 (en) * | 2003-09-04 | 2005-06-14 | Autoliv Asp, Inc. | Low density slurry bridge mix |
-
2006
- 2006-08-29 JP JP2006232212A patent/JP5020571B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008057805A (ja) | 2008-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4231086B2 (ja) | スラリーを装填可能な電気起爆装置 | |
| US20080060541A1 (en) | Electric igniter and method of manufacturing same | |
| US7530310B2 (en) | Metal holder with electrode pin, method of manufacturing the metal holder, and gas generator | |
| EP2594545B1 (en) | Igniting powder composition for igniters | |
| EP1726357A1 (en) | Gas generator | |
| JP4244365B2 (ja) | 着火薬組成物、及びその着火薬組成物を用いた点火具 | |
| US8057612B2 (en) | Methods of forming a multi-composition pyrotechnic grain | |
| US20090044886A1 (en) | Multi-composition pyrotechnic grain | |
| JP4473818B2 (ja) | イニシエータ用点火薬とその製造方法及びそれを用いたイニシエータの製造方法 | |
| JP2011093796A (ja) | 低密度スラリーブリッジ混合物及び電気式起爆装置 | |
| JP4811975B2 (ja) | 着火薬組成物、及びその着火薬組成物を用いた点火具 | |
| JP2019018783A (ja) | ガス発生器 | |
| JP5020571B2 (ja) | 電気式点火器の製造方法 | |
| US3096714A (en) | Electric detonators | |
| US3604353A (en) | Cast booster assembly | |
| JP4206009B2 (ja) | インフレータ用点火器及びその製造方法 | |
| US20040244626A1 (en) | Propellant charge batch in particular for bolt setting tools | |
| JP2004010386A (ja) | 火薬組成物、この火薬組成物を用いる雷管 | |
| KR20160045680A (ko) | 가스 발생기 | |
| KR101909870B1 (ko) | 파암용 고체 분말 혼합물 | |
| US2075969A (en) | Blasting explosive cartridge and borehole charge | |
| CN108947747A (zh) | 5-氨基四唑/硝酸盐类气体发生剂防吸湿的方法 | |
| JP2001260815A (ja) | ガス発生器 | |
| US6976430B2 (en) | Igniter for inflator and method of manufacturing thereof | |
| WO2001014173A1 (fr) | Generateur de gaz permettant d'actionner un dispositif de contrainte de passager |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090326 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111108 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120612 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120613 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5020571 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150622 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |