JP5000382B2 - Method for manufacturing shaft member for hydrodynamic bearing device - Google Patents
Method for manufacturing shaft member for hydrodynamic bearing device Download PDFInfo
- Publication number
- JP5000382B2 JP5000382B2 JP2007147118A JP2007147118A JP5000382B2 JP 5000382 B2 JP5000382 B2 JP 5000382B2 JP 2007147118 A JP2007147118 A JP 2007147118A JP 2007147118 A JP2007147118 A JP 2007147118A JP 5000382 B2 JP5000382 B2 JP 5000382B2
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- shaft
- outer peripheral
- peripheral surface
- shaft member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 55
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 230000002093 peripheral effect Effects 0.000 claims description 68
- 239000000463 material Substances 0.000 claims description 42
- 239000012530 fluid Substances 0.000 description 9
- 239000010687 lubricating oil Substances 0.000 description 8
- 239000002994 raw material Substances 0.000 description 7
- 239000000945 filler Substances 0.000 description 5
- 238000005242 forging Methods 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- BGPVFRJUHWVFKM-UHFFFAOYSA-N N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] Chemical compound N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] BGPVFRJUHWVFKM-UHFFFAOYSA-N 0.000 description 4
- 239000007769 metal material Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 229920000491 Polyphenylsulfone Polymers 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 229920006127 amorphous resin Polymers 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011231 conductive filler Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229920006038 crystalline resin Polymers 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- NJLLQSBAHIKGKF-UHFFFAOYSA-N dipotassium dioxido(oxo)titanium Chemical compound [K+].[K+].[O-][Ti]([O-])=O NJLLQSBAHIKGKF-UHFFFAOYSA-N 0.000 description 1
- 239000012765 fibrous filler Substances 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000011553 magnetic fluid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000002086 nanomaterial Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000011295 pitch Substances 0.000 description 1
- -1 polybutylene terephthalate Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images










Landscapes
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Sliding-Contact Bearings (AREA)
Description
本発明は、流体軸受装置に用いられる軸部材の製造方法に関する。 The present invention relates to a method for manufacturing a shaft member used in a hydrodynamic bearing device.
流体軸受装置は、その高回転精度および静粛性から、情報機器、例えばHDD等の磁気ディスク駆動装置、CD−ROM、CD−R/RW、DVD−ROM/RAM等の光ディスク駆動装置、MD、MO等の光磁気ディスク駆動装置等のスピンドルモータ用、レーザビームプリンタ(LBP)のポリゴンスキャナモータ、プロジェクタのカラーホイール、あるいは電気機器の冷却ファン等に使用されるファンモータなどの小型モータ用として好適に使用可能である。 Due to its high rotational accuracy and quietness, the hydrodynamic bearing device is an information device, for example, a magnetic disk drive device such as HDD, an optical disk drive device such as CD-ROM, CD-R / RW, DVD-ROM / RAM, MD, MO, etc. Suitable for small motors such as fan motors used for spindle motors such as magneto-optical disk drive devices, etc., polygon scanner motors for laser beam printers (LBP), color wheels for projectors, cooling fans for electrical equipment, etc. It can be used.
例えば特許文献1には、外周面がラジアル軸受隙間に面する流体軸受装置用軸部材の製造方法が示されている。この製造方法は、(1)鍛造加工によりフランジ部を有する軸素材を形成し、(2)幅研削加工により軸素材の両端面を研削し、(3)その両端面を基準として、軸素材の外周面を所定形状に研削加工を施し、(4)さらに、両端面を基準として外周面に仕上げ研削加工を施すものである。
For example,
ところで、最近の情報機器の高性能化に伴い、上記のような流体軸受装置には更なる回転精度や振れ精度の向上が求められている。また、上記のような軸部材の外周面はラジアル軸受隙間に面するため、その加工精度は、ラジアル軸受隙間の隙間幅、すなわち軸受性能に直結する。このとき、製造した軸部材ごとに外周面の精度のバラつきが大きいと、軸受性能にバラつきが生じ、所定の軸受性能が得られない不良品の割合が増大する恐れがある。従って、製品ごとの加工精度、特に外周面の加工精度のバラつきを抑えることが求められている。 By the way, with the recent improvement in performance of information equipment, the hydrodynamic bearing device as described above is required to further improve rotational accuracy and runout accuracy. Further, since the outer peripheral surface of the shaft member as described above faces the radial bearing gap, the processing accuracy is directly related to the gap width of the radial bearing gap, that is, the bearing performance. At this time, if there is a large variation in the accuracy of the outer peripheral surface for each manufactured shaft member, the bearing performance varies, which may increase the proportion of defective products for which the predetermined bearing performance cannot be obtained. Accordingly, it is required to suppress variations in processing accuracy for each product, particularly processing accuracy on the outer peripheral surface.
上記の特許文献1に示されている軸部材の製造方法では、幅研削加工が施された軸素材の両端面を基準として、外周面に最終的な仕上げ研削加工を施している。このような幅研削加工によりある程度端面の精度を高めることはできるが、さらなる高精度化は難しい。従って、製品単体の端面自体が上記要求に応えるだけの十分な精度で加工されず、かかる端面を基準として外周面の研削加工を行うことで、端面の外周面に対する直角度や振れ精度等の加工精度を十分に高められない恐れがある。また、製品ごとの端面精度のバラつきが十分に抑えられず、製品ごとの外周面精度にバラつきが生じる恐れがある。
In the shaft member manufacturing method disclosed in
そこで、本発明は、外周面の加工精度を十分に高めると共に、製品ごとの外周面精度のバラつきを抑えることができる流体軸受装置用軸部材の製造方法を提供することを目的とする。 Then, an object of this invention is to provide the manufacturing method of the shaft member for hydrodynamic bearing apparatuses which can fully raise the processing precision of an outer peripheral surface, and can suppress the variation in the outer peripheral surface precision for every product.
前記目的を達成するために、本発明は、外周面がラジアル軸受隙間に面する流体軸受装置用軸部材を製造するための方法であって、軸素材の外周面に両端面を基準とした第1の研削加工を施した後、その外周面を基準として軸素材の両端面に第2の研削加工を施し、さらにその両端面を基準として外周面に第3の研削加工を施すことを特徴とする。 In order to achieve the above object, the present invention provides a method for manufacturing a shaft member for a hydrodynamic bearing device having an outer peripheral surface facing a radial bearing gap, wherein the outer peripheral surface of the shaft material is based on both end surfaces. After the first grinding process is performed, the second grinding process is performed on both end faces of the shaft material with reference to the outer peripheral face, and the third grinding process is performed on the outer peripheral face with reference to the both end faces. To do.
このように、本発明の製造方法では、軸素材の外周面に両端面を基準とした第1の研削加工を施すことにより外周面の精度を高めた上で、両端面に外周面を基準とした第2の研削加工を施す。これにより、従来のような幅研削加工と比べ、両端面の面精度が高められると共に、製品ごとのバラつきが抑えられる。この端面を基準として外周面に第3の研削加工を施すと、外周面の端面に対する直角度や振れ精度が十分に高められると共に、製品ごとのバラつきを抑えることができる。 Thus, in the manufacturing method of the present invention, the accuracy of the outer peripheral surface is improved by performing the first grinding process on the outer peripheral surface of the shaft material on the basis of the both end surfaces, and the outer peripheral surface is used as the reference on both end surfaces. The second grinding process is performed. Thereby, compared with the conventional width grinding process, the surface accuracy of both end faces is increased, and variations between products are suppressed. When the third grinding process is performed on the outer peripheral surface with this end surface as a reference, the squareness and runout accuracy of the outer peripheral surface with respect to the end surface can be sufficiently increased, and variations in each product can be suppressed.
この第2の研削加工は、例えば芯無し研削により行うことができる。芯無し研削は、短時間で端面を高精度に仕上げることが出来る点で有利な加工方法である。 This second grinding process can be performed by, for example, coreless grinding. Coreless grinding is an advantageous processing method in that the end face can be finished with high accuracy in a short time.
また、前記第1の研削加工を行う前に、軸素材の両端面に予備研削加工を施しておくと、端面精度を高めた上で前記第1の研削加工を行うことができるため、第2の研削加工の基準となる両端面の加工精度をより一層高めることができる。 In addition, if preliminary grinding is performed on both end faces of the shaft material before performing the first grinding, the first grinding can be performed with improved end face accuracy. It is possible to further increase the processing accuracy of both end surfaces which are the basis of the grinding process.
この製造方法により、例えば軸端にフランジ部を一体に有する軸部材を製造することもできる。この場合、軸素材の端部にフランジ部を設け、このフランジ部の端面に第2の研削加工が施される。 With this manufacturing method, for example, a shaft member integrally having a flange portion at the shaft end can be manufactured. In this case, a flange portion is provided at the end portion of the shaft material, and a second grinding process is performed on the end surface of the flange portion.
以上のように、本発明の流体軸受装置用軸部材の製造方法によると、外周面の端面に対する直角度や振れ精度が十分に高められると共に、製品ごとの外周面精度のバラつきを抑えることができる。 As described above, according to the method for manufacturing a shaft member for a hydrodynamic bearing device of the present invention, the squareness and runout accuracy with respect to the end surface of the outer peripheral surface can be sufficiently increased, and variations in the outer peripheral surface accuracy of each product can be suppressed. .
以下、本発明の実施形態を図面に基づいて説明する。 Hereinafter, embodiments of the present invention will be described with reference to the drawings.
図2は、本発明に係る製造方法で製作された流体軸受装置用軸部材2(以下、単に軸部材2と称す)を有する流体軸受装置(動圧軸受装置)1を組込んだ情報機器用スピンドルモータの一構成例を概念的に示している。この情報機器用スピンドルモータは、HDD等のディスク駆動装置に用いられるもので、軸部材2を回転自在に非接触支持する動圧軸受装置1と、軸部材2に取り付けられたディスクハブ3と、例えば半径方向のギャップを介して対向させたステータコイル4およびロータマグネット5と、ブラケット6とを備えている。ステータコイル4はブラケット6の外周に取り付けられ、ロータマグネット5は、ディスクハブ3の内周に取り付けられる。ブラケット6は、その内周に動圧軸受装置1を装着している。また、ディスクハブ3は、その外周に磁気ディスク等のディスクDを一枚または複数枚保持している。この情報機器用スピンドルモータは、ステータコイル4に通電すると、ステータコイル4とロータマグネット5との間の磁力によりロータマグネット5が回転し、それに伴って、ディスクハブ3および軸部材2が一体となって回転する。
FIG. 2 is for information equipment incorporating a fluid dynamic bearing device (dynamic pressure bearing device) 1 having a fluid dynamic bearing device shaft member 2 (hereinafter simply referred to as a shaft member 2) manufactured by the manufacturing method according to the present invention. 1 shows a conceptual example of a configuration of a spindle motor. This spindle motor for information equipment is used in a disk drive device such as an HDD, and includes a hydrodynamic bearing
図3は、動圧軸受装置1を示している。この動圧軸受装置1は、一端に底部7bを有するハウジング7と、ハウジング7の内周に固定された軸受スリーブ8と、軸受スリーブ8の内周に挿入される軸部材2とを主な構成部品として構成される。なお、説明の便宜上、ハウジング7の底部7bの側を下側、底部7bと反対の側を上側として以下説明を行う。
FIG. 3 shows the hydrodynamic bearing
この動圧軸受装置1では、軸部材2の軸部21の外周面に形成されたラジアル軸受面23a、23bと軸受スリーブ8の内周面8aとの間に、軸部材2をラジアル方向に回転自在に非接触支持するラジアル軸受部R1、R2が形成される。また、軸部材2のフランジ部22の上側端面に形成されたスラスト軸受面22aと軸受スリーブ8の下側端面8bとの間、及びフランジ部22の下側端面に形成されたスラスト軸受面22bとハウジング7の底部7bの上側端面7b1との間に、軸部材2をスラスト方向に回転自在に非接触支持するスラスト軸受部T1、T2がそれぞれ形成される。
In the hydrodynamic bearing
本発明に係る製造方法で形成される軸部材2は、例えば図1に示すように、軸部21と軸部21の下端に設けられたフランジ部22とを一体に備える断面T字形をなす。軸部21の外周には、ラジアル軸受隙間に面する平滑な円筒面状のラジアル軸受面23a、23bが、軸方向に離隔して2箇所形成される。このラジアル軸受面23a、23bは、軸部材2を動圧軸受装置1に組み込んだ際に形成されるラジアル軸受隙間に面する。一方のラジアル軸受面23aの上方には、軸先端に向けて漸次縮径するテーパ面24が隣接して形成され、さらにその上方に後述するディスクハブ3の取り付け部となる円筒面25が形成されている。二つのラジアル軸受面23a、23bの間、他方のラジアル軸受面23bとフランジ部22との間、およびテーパ面24と円筒面25との間には、それぞれ環状のヌスミ部26、27、28が形成されている。
For example, as shown in FIG. 1, the
フランジ部22の両端面には、平滑な平面状のスラスト軸受面22a、22bが形成され、このスラスト軸受面22a、22bは、軸部材2を動圧軸受装置1に組み込んだ際に形成されるスラスト軸受隙間に面する。
Smooth flat thrust bearing
ハウジング7は、図3に示すように、例えば樹脂材料で円筒状に形成された側部7aと、側部7aの一端側に位置し、例えば金属材料で形成された底部7bとで構成されている。側部7aの樹脂材料は、例えば非晶性樹脂として、ポリサルフォン(PSF)、ポリエーテルサルフォン(PES)、ポリフェニルサルフォン(PPSU)、ポリエーテルイミド(PEI)等、結晶性樹脂として、液晶ポリマー(LCP)、ポリエーテルエーテルケトン(PEEK)、ポリブチレンテレフタレート(PBT)、ポリフェニレンサルファイド(PPS)等を用いることができる。また、上記の樹脂に充填する充填材の種類も特に限定されないが、例えば、充填材として、ガラス繊維等の繊維状充填材、チタン酸カリウム等のウィスカー状充填材、マイカ等の鱗片状充填材、カーボンファイバー、カーボンブラック、黒鉛、カーボンナノマテリアル、金属粉末等の繊維状又は粉末状の導電性充填材を用いることができる。これらの充填材は、単独で用い、あるいは、二種以上を混合して使用しても良い。
As shown in FIG. 3, the
底部7bは、この実施形態では側部7aとは別体として成形され、側部7aの下部内周に後付けされている。底部7bの上側端面7b1の一部環状領域には、動圧発生部として、図示は省略するが、例えばスパイラル状の動圧溝が形成されている。なお、底部7bはこれに限らず、例えば側部7aと樹脂材料で一体に型成形することもできる。その際、上側端面7b1に設けられる動圧溝は、側部7aおよび底部7bからなるハウジング7の射出成形と同時に型成形することができ、これにより別途底部7bに動圧溝を成形する手間を省くことができる。
In this embodiment, the
軸受スリーブ8は、例えば、焼結金属からなる多孔質体、特に銅を主成分とする焼結金属の多孔質体で円筒状に形成され、ハウジング7の内周面7cの所定位置に固定される。
The
軸受スリーブ8の内周面8aの全面又は一部円筒面領域には、動圧発生部としての動圧溝が形成される。この実施形態では、例えば図4に示すように、へリングボーン形状の動圧溝8a1、8a2がそれぞれ軸方向に離隔して2箇所形成される。上側の動圧溝8a1は、軸方向中間部に形成された環状平滑部に対して軸方向非対称に形成されており、環状平滑部より上側領域の軸方向寸法X1が下側領域の軸方向寸法X2よりも大きくなっている(X1>X2)。
A dynamic pressure groove as a dynamic pressure generating portion is formed on the entire
軸受スリーブ8の下側端面8bの全面あるいは一部環状領域には、動圧発生部として、図示は省略するが、例えばスパイラル形状の動圧溝が形成される。
For example, a spiral-shaped dynamic pressure groove is formed on the entire
軸受スリーブ8の外周面8dには、円周方向複数箇所(例えば3箇所)に軸方向溝8d1が形成される。また、軸受スリーブ8の上側端面8cには、外周面8dの軸方向溝8d1と連通する位置に径方向溝8c1が形成される。
On the outer
シール部材9は、例えば真ちゅう等の軟質金属材料やその他の金属材料、あるいは樹脂材料で環状に形成され、ハウジング7の側部7aの上部内周に圧入、接着等の手段で固定される。この実施形態において、シール部材9の内周面9aは円筒状に形成され、シール部材9の下側端面9bは軸受スリーブ8の上側端面8cと当接している。
The
軸部21のテーパ面24と、テーパ面24に対向するシール部材9の内周面9aとの間には、ハウジング7の底部7b側から上方に向けて半径方向寸法が漸次拡大する環状のシール空間Sが形成される。組み立て完了後の動圧軸受装置1(図3参照)においては、シール空間Sの範囲内に油面がある。
Between the
上述の如く構成された動圧軸受装置1において、軸部材2を回転させると、軸受スリーブ8内周の動圧溝8a1、8a2の形成領域(上下2箇所)と、これらの領域にそれぞれ対向する軸部21のラジアル軸受面23a、23bとの間のラジアル軸受隙間に潤滑油の動圧が発生し、軸部材2の軸部21がラジアル方向に回転自在に非接触支持される。この軸部材2をラジアル方向に回転自在に非接触支持する部分を、概念的に第1ラジアル軸受部R1及び第2ラジアル軸受部R2と称する。また、軸受スリーブ8の下側端面8bに形成される動圧溝領域と、この動圧溝領域に対向するフランジ部22の上側(軸部側)のスラスト軸受面22aとの間の第1スラスト軸受隙間、および底部7bの上側端面7b1に形成される動圧溝領域と、この面と対向するフランジ部22の下側(反軸部側)のスラスト軸受面22bとの間の第2スラスト軸受隙間に潤滑油の動圧がそれぞれ発生し、軸部材2のフランジ部22が両スラスト方向に回転自在に非接触支持される。この軸部材2をスラスト方向に回転自在に非接触支持する部分を、それぞれ概念的に第1スラスト軸受部T1及び第2スラスト軸受部T2と称する。
In the dynamic
また、図3に示すように、軸受スリーブ8の外周面8dに形成された軸方向溝8d1及び上側端面8cに形成された径方向溝8c1により、ラジアル軸受隙間の上端と第1スラスト軸受隙間の外径端とが連通される。これにより、軸受装置の内部空間での圧力バランスを適正に保つことができる。さらに、本実施形態では、図4に示すように、軸受スリーブ8の内周面8aの動圧溝8a1を、軸方向中間部に形成した環状の平滑部に対して軸方向非対称、具体的には、環状平滑部より上側領域の軸方向寸法X1が下側領域の軸方向寸法X2よりも大きくなっている(X1>X2)。このため、軸部材2の回転時、動圧溝8a1による潤滑油の引き込み力(ポンピング力)は上側領域が下側領域に比べて相対的に大きくなる。この引き込み力の差圧によって、ラジアル軸受隙間に満たされた潤滑油が下方に流動し、第1スラスト軸受隙間→軸方向溝8d1→径方向溝8c1を流動して、再びラジアル軸受隙間に戻る。このように、ラジアル軸受隙間の潤滑油を強制的に循環させることにより、軸受装置の内部空間での局所的な負圧の発生をより効果的に防止できる。なお、このようにラジアル軸受隙間で潤滑油を強制的に流動させる必要がないときは、動圧溝8a1の形状を環状平滑部に対して軸方向対称に形成してもよい。
As shown in FIG. 3, the axial groove 8d1 formed on the outer
以下、本発明に係る軸部材2の製造方法、特に軸部材2の表面研削加工方法の実施形態について説明する。
Hereinafter, an embodiment of a method for manufacturing the
まず、成形すべき軸部材2の素材となるステンレス鋼等の金属材を、鍛造や旋削等の任意の方法で加工して、図5に示すように軸部11及びフランジ部12を一体に有する断面T字形の軸素材10を成形する。図5に示す例では、軸部11の外周面11aに、大径外周面13、テーパ面14、及び小径外周面15とを有する形状を成している。軸部11の形状はこれに限らず、例えば外周面11aの全長を均一径とした円筒面とすることもできる。
First, a metal material such as stainless steel as a material of the
こうして形成された軸素材10の表面に、(1)幅研削加工(予備研削加工)、(2)アンギュラ研削加工(第1の研削加工)、(3)芯無し研削加工(第2の研削加工)、及び、(4)仕上げ研削加工(第3の研削加工)を施す。以下、これらの研削加工工程の詳細を説明する。 On the surface of the shaft blank 10 thus formed, (1) width grinding (preliminary grinding), (2) angular grinding (first grinding), and (3) coreless grinding (second grinding) ) And (4) Finish grinding (third grinding) is performed. Hereinafter, details of these grinding steps will be described.
(1)幅研削加工(予備研削加工)
軸素材10の両端面、すなわち軸部端面11bおよびフランジ部12の反軸部側端面12b(図5参照)を、軸部外周面11aの大径外周面13を基準として研削加工する。この研削工程に用いられる研削装置40は、例えば図6、図7に示すように、ワークとしての軸素材10を複数保持するキャリア41と、キャリア41によって保持された軸素材10の軸部端面11b、およびフランジ部12の反軸部側端面12bを研削する一対の砥石42、42とを備えている。
(1) Width grinding (preliminary grinding)
Both end surfaces of the shaft blank 10, that is, the
キャリア41の外周縁の円周方向一部領域には、複数の切欠き43が円周方向等ピッチに設けられる(図6(a)参照)。軸素材10は、その矯正加工面13を切欠き43の内面43aにアンギュラコンタクトさせた状態で切欠き43に収容される(図6(b)参照)。軸素材10の大径外周面13はキャリア41の外周面よりも僅かに突出しており、キャリアの外径側には、軸素材10の突出部分(大径外周面13)を外径側から拘束する形でベルト44が張設されている。切欠き43に収容した軸素材10のキャリア41の軸方向両端側には、一対の砥石42、42がその端面(研削面)同士を対向させて所定の間隔で同軸配置されている。
A plurality of
キャリア41の回転に伴い、軸素材10が定位置から切欠き43に順次投入される。投入された軸素材10は、切欠き43からの脱落をベルト44で拘束された状態で、回転する砥石42、42の端面上をその外径端から内径端にかけて横断する。これに伴い、軸素材10の両端面、すなわち軸部端面11bとフランジ部12の反軸部側端面12bとが砥石42、42の端面で研削される。これと同時に、軸素材10の軸方向幅(フランジ部12を含めた全長)が所定寸法に仕上げられる。
As the
(2)アンギュラ研削加工(第1の研削加工)
次いで、前記幅研削加工(予備研削加工)を施した軸素材の両端面11b、12bを基準として、軸素材10の外周面10bおよびフランジ部12の軸部側端面12aの研削加工を行う(アンギュラ研削加工)。この研削工程で用いられる研削装置50は、例えば図8に示すように、バッキングプレート54およびプレッシャプレート55を軸素材10の両端面に押し当てながら、砥石53で軸素材10の外周面11aをプランジ研削するものである。このとき、シュー52によって軸素材10の大径外周面13が回転自在に支持される。
(2) Angular grinding (first grinding)
Next, the outer
砥石53は、完成品としての軸部材2の外周面形状に対応した研削面56を備える総形砥石である。研削面56は、軸部11の軸方向全長に亘る外周面11aおよびフランジ部12の外周面12cを研削する円筒研削部56aと、フランジ部12の軸部側端面12aを研削する平面研削部56bとを備えている。図示例の砥石53では、円筒研削部56aとして、軸部材2のラジアル軸受面23a、23bに対応する領域を研削する部分56a1・56a2、テーパ面24に対応する領域を研削する部分56a3、円筒面25に対応する領域を研削する部分56a4、各ヌスミ部26〜28を研削加工する部分56a5〜56a7、フランジ部12の外周面12cを研削する部分56a8を備えている。
The
上記構成の研削装置50における研削加工は以下の手順で行われる。まず、軸素材10および砥石53を回転させた状態で砥石53を斜め方向(図中の矢印1方向)に送り、軸素材10のフランジ部12の軸部側端面12aに砥石53の平面研削部56bを押し当て、主として軸部側端面12aを研削する。これにより、軸部材2のフランジ部22における軸部側端面12aが研削される。次いで、砥石53を軸素材10の回転軸心と直交する方向(図中の矢印2方向)に送り、軸素材10の軸部11の外周面11aおよびフランジ部12の外周面12cに砥石53の円筒研削部56aを押し当てて、各面11a、12cを研削する。これにより、軸部材2の軸部21外周面のうち、軸素材10のラジアル軸受面23a,23bに対応する領域13a・13b、テーパ面24、円筒面25に対応する領域15、およびフランジ部22の外周面22cが研削され、さらに各ヌスミ部26〜28が形成される。なお、上記研削の際には、例えば図8に示すように、計測ゲージ57で残りの研削代を計測しつつ研削を行うのが好ましい。このように、直前の幅研削加工加工で精度が高められた両端面11b、12bを基準としてアンギュラ研削加工を行うことにより、軸素材10の外周面等を高精度に加工することができる。
The grinding process in the grinding
(3)芯無し研削加工(第2の研削加工)
次に、上記のアンギュラ研削加工(第1の研削加工)により研削された外周面を基準として、軸素材10の両端面11b、12bに研削加工を施す。ここで使用される研削装置60は、図9に示すように、いわゆる2ロール1シュー方式の芯無し研削を行うものである。詳しくは、2つの駆動ロール61,62、及びシュー63で軸素材10の軸部11を外周から三点接触で支持しながら、駆動ロール61及び62を図9(b)に矢印aで示す方向に回転させ、軸素材10を矢印bで示す方向に回転駆動する。この状態で、軸部11の端面11bをプレッシャプレート65で支持しながら、砥石64をフランジ部12の反軸部側端面12bに押し当てて研削する。この芯無し研削の基準面となる軸部11の外周面11aは、前記アンギュラ研削加工が施されているため高い円筒度を有する。従って、この面を基準としてフランジ部12の反軸部側端面12bを研削することにより、この面を高精度に仕上げることができる。特に、フランジ部12の反軸部側端面12bの研削を芯無し研削で行うことにより、芯無し研削の特性から、基準面となる外周面11aに対するフランジ部12の反軸部側端面12bの直角度や振れ精度を高めることができる。上記と同様にして、外周面11aを基準とした芯無し研削加工により、軸部11の端面11bを研削する。
(3) Coreless grinding (second grinding)
Next, the both end surfaces 11b and 12b of the shaft blank 10 are ground with reference to the outer peripheral surface ground by the above-described angular grinding (first grinding). As shown in FIG. 9, the grinding
(4)仕上げ研削加工(第3の研削加工)
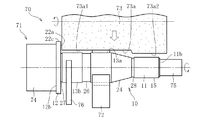
前記芯無し研削加工(第2の研削加工)を施した軸素材10の両端面12b、11bを基準として、軸部材2のラジアル軸受面23a,23b、および円筒面25に対応する領域13a・13b、15に最終的な仕上げ研削を施す。この研削加工に用いる研削装置70は、図10に示す円筒研削盤で、バッキングプレート74とプレッシャプレート75とで挾持した軸素材10を回転させながら、砥石73でプランジ研削するものである。このとき、軸素材10はシュー72で回転自在に支持される。砥石73の研削面73aは、ラジアル軸受面23a,23bに対応する領域13a・13bを研削する第1の円筒研削部73a1と、円筒面25に対応する領域15を研削する第2の円筒研削部73a2とからなる。
(4) Finish grinding (third grinding)
上記構成の研削装置70において、回転する砥石73に半径方向外方から軸素材10の外周面に接触させることにより、ラジアル軸受面23a,23bおよび円筒面25に対応する領域13a・13b、15がそれぞれ研削され、これらの領域が最終的な表面精度に仕上げられる。このとき、基準面となる軸素材10の両端面12b、11bは、前記芯無し研削が施されているため、これらの面は高い平面度、直角度、振れ精度等を有する。従って、この面を基準として軸部材2の外周面、特にラジアル軸受面23a,23bを仕上げ研削することで、これらの面の加工精度を高めることができると共に、製品ごとの精度のバラつきを抑えることができる。尚、この実施形態では、ラジアル軸受面23a,23bに対応する領域と円筒面25に対応する領域の双方を仕上げ研削しているが、円筒面25に対応する領域の研削は省略することもできる。
In the grinding
上記のような研削工程を経た後、必要に応じて熱処理や洗浄処理を施すことで、図1に示す軸部材2が完成する。
After passing through the grinding process as described above, the
以上のように、本発明の流体軸受装置用軸部材の製造方法では、外周面のラジアル軸受面23a、23bに施される最終的な仕上げ研削加工(第3の研削加工)の基準面となる軸素材10の両端面11b、12bに、前もって芯無し研削加工(第2の研削加工)を施している。さらに、この芯無し研削加工の基準面となる軸素材10の外周面11aに、前もってアンギュラ研削加工(第1の研削加工)を施している。このように、次工程の基準面となる面に前もって研削加工を施して表面精度を高めることで、最終的な仕上げ研削加工の精度を高めることができると共に、製品ごとの外周面研削精度のバラつきを抑えることができる。
As described above, in the method for manufacturing a shaft member for a hydrodynamic bearing device according to the present invention, it becomes a reference surface for final finish grinding (third grinding) applied to the radial bearing surfaces 23a and 23b on the outer peripheral surface. The both ends 11b and 12b of the shaft blank 10 are subjected to coreless grinding (second grinding) in advance. Further, an angular grinding process (first grinding process) is performed in advance on the outer
さらに、第1の研削加工の前段階で、この加工の基準面となる軸素材10の両端面に研削加工(予備研削加工)を施すことにより、より一層最終的な仕上げ研削加工の精度を高めることができる。 Further, by performing grinding processing (preliminary grinding processing) on both end faces of the shaft blank 10 which is the reference surface of this processing at the first stage of the first grinding processing, the accuracy of the final finish grinding processing is further improved. be able to.
また、以上の説明では、図8に示すアンギュラ研削加工において、軸素材10の外周面10bの円筒研削とフランジ部12の軸部側端面12aの平面研削とを共通の砥石53で行うこととしているが、両者を別砥石を用いて別工程で行うこともできる。
In the above description, in the angular grinding process shown in FIG. 8, the cylindrical grinding of the outer
また、以上の説明では、軸部材2のヌスミ部26〜28を、図8に示すアンギュラ研削加工で形成する場合を例示したが、これらのヌスミ部26〜28は、図5に示す軸素材10に予め形成しておくこともできる。この場合、特に軸部21とフランジ部22との間の角部のヌスミ部27を図11に示すように傾斜状に形成することにより、アンギュラ研削加工(図8参照)において、フランジ部12の軸部側端面12aと軸部外周面11aとを同時研削する際の砥石53の逃げとして機能させることができる。
Moreover, in the above description, although the case where the pussies 26-28 of the
また、以上の実施形態では、軸部材2のラジアル軸受面23a、23bおよびスラスト軸受面22a、22bを、全て動圧溝のない平滑面とした場合を例示したが、これらの軸受面に動圧溝を形成することもできる。この場合、ラジアル動圧溝は、図8に示すアンギュラ研削加工の前の段階で、転造あるいは鍛造により形成することができ、スラスト動圧溝は、プレスあるいは鍛造により形成することができる。
Moreover, although the radial bearing surfaces 23a and 23b and the thrust bearing surfaces 22a and 22b of the
また、以上の実施形態では、ラジアル軸受部R1、R2およびスラスト軸受部T1、T2を構成する動圧軸受として、例えばへリングボーン形状やスパイラル形状の動圧溝からなる動圧発生部を用いた軸受を例示しているが、動圧発生部の構成はこれに限定されるものではない。ラジアル軸受部R1、R2として、例えば多円弧軸受、ステップ軸受、テーパ軸受、テーパ・フラット軸受等を使用することもでき、スラスト軸受部T1、T2として、ステップ軸受や波型軸受等を使用することもできる。 Further, in the above embodiment, as the dynamic pressure bearings constituting the radial bearing portions R1 and R2 and the thrust bearing portions T1 and T2, for example, a dynamic pressure generating portion including a herringbone shape or a spiral shape dynamic pressure groove is used. Although the bearing is illustrated, the configuration of the dynamic pressure generating unit is not limited to this. For example, multi-arc bearings, step bearings, taper bearings, taper / flat bearings can be used as the radial bearing portions R1, R2, and step bearings, wave bearings, etc. are used as the thrust bearing portions T1, T2. You can also.
また、以上の実施形態では、ラジアル軸受部R1、R2が軸方向に離隔して設けられているが、これらを軸方向に連続的に設けても良い。あるいは、ラジアル軸受部R1、R2の何れか一方のみを設けても良い。 Moreover, in the above embodiment, radial bearing part R1, R2 is provided in the axial direction apart, However, You may provide these continuously in an axial direction. Alternatively, only one of the radial bearing portions R1 and R2 may be provided.
また、以上の実施形態では、動圧発生部によりラジアル軸受隙間の潤滑油に動圧を強制的に発生させる場合が示されているが、軸部材2の外周面及び軸受スリーブ8の内周面8aを何れも円筒面としたいわゆる真円軸受を構成することもできる。
Moreover, although the case where the dynamic pressure is forcibly generated in the lubricating oil in the radial bearing gap by the dynamic pressure generating portion is shown in the above embodiment, the outer peripheral surface of the
また、以上の実施形態では、動圧軸受装置1の内部に充満し、軸受スリーブ8と軸部材2との間のラジアル軸受隙間や、軸受スリーブ8およびハウジング7と軸部材2との間のスラスト軸受隙間に動圧作用を生じる流体として、潤滑油を例示したが、特にこの流体に限定されるものではない。動圧溝を有する各軸受隙間に動圧作用を生じ得る流体、例えば空気等の気体や、磁性流体等の流動性を有する潤滑剤を使用することもできる。
Moreover, in the above embodiment, the inside of the
また、本発明の製造方法による軸部材を有する流体軸受装置は、上記のようにHDD等のディスク駆動装置に用いられるスピンドルモータに限らず、光ディスクの光磁気ディスク駆動用のスピンドルモータ等、高速回転下で使用される情報機器用の小型モータ、レーザビームプリンタのポリゴンスキャナモータ等における回転軸支持用、あるいは電気機器の冷却ファン用のファンモータとしても好適に使用することができる。 In addition, the hydrodynamic bearing device having the shaft member according to the manufacturing method of the present invention is not limited to the spindle motor used for the disk drive device such as the HDD as described above, but is a high-speed rotation such as a spindle motor for driving the magneto-optical disk of the optical disk. It can also be suitably used as a fan motor for rotating shaft support in a small motor for information equipment used below, a polygon scanner motor of a laser beam printer, or a cooling fan for electrical equipment.
1 動圧軸受装置
2 流体軸受装置用軸部材
21 軸部
22 フランジ部
22a,22b スラスト軸受面
23a,23b ラジアル軸受面
7 ハウジング
8 軸受スリーブ
9 シール部材
10 軸素材
11 軸部
11a 外周面
11b 軸部端面
12 フランジ部
12a 軸部側端面
12b 反軸部側端面
40,50,60,70 研削装置
D ディスク
R1,R2 ラジアル軸受部
T1,T2 スラスト軸受部
S シール空間
DESCRIPTION OF
Claims (5)
軸素材の外周面に両端面を基準とした第1の研削加工を施した後、その外周面を基準として軸素材の両端面に第2の研削加工を施し、さらにその両端面を基準として外周面に第3の研削加工を施すことを特徴とする流体軸受装置用軸部材の製造方法。 A method for manufacturing a shaft member for a hydrodynamic bearing device with an outer peripheral surface facing a radial bearing gap,
After the first grinding process is performed on the outer peripheral surface of the shaft material with reference to both end surfaces, the second grinding process is performed on the both end surfaces of the shaft material with reference to the outer peripheral surface. A method for manufacturing a shaft member for a hydrodynamic bearing device, characterized in that a third grinding process is performed on the surface.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007147118A JP5000382B2 (en) | 2007-06-01 | 2007-06-01 | Method for manufacturing shaft member for hydrodynamic bearing device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007147118A JP5000382B2 (en) | 2007-06-01 | 2007-06-01 | Method for manufacturing shaft member for hydrodynamic bearing device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008298234A JP2008298234A (en) | 2008-12-11 |
| JP5000382B2 true JP5000382B2 (en) | 2012-08-15 |
Family
ID=40171932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007147118A Active JP5000382B2 (en) | 2007-06-01 | 2007-06-01 | Method for manufacturing shaft member for hydrodynamic bearing device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5000382B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6621575B2 (en) * | 2013-08-29 | 2019-12-18 | Ntn株式会社 | Shaft member for fluid dynamic pressure bearing device and manufacturing method thereof |
| JP6464666B2 (en) * | 2014-10-29 | 2019-02-06 | 住友金属鉱山株式会社 | Cylindrical target material and manufacturing method thereof, and cylindrical sputtering target and manufacturing method thereof |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3555318B2 (en) * | 1996-03-25 | 2004-08-18 | 豊田工機株式会社 | Grinding method |
| JP3907977B2 (en) * | 2001-07-11 | 2007-04-18 | 株式会社ジェイテクト | Crankshaft grinding method and grinding apparatus |
| JP3990181B2 (en) * | 2002-04-15 | 2007-10-10 | Ntn株式会社 | Manufacturing method of hydrodynamic bearing device |
| JP4786157B2 (en) * | 2004-09-08 | 2011-10-05 | Ntn株式会社 | Shaft member for hydrodynamic bearing device and manufacturing method thereof |
| JP4642416B2 (en) * | 2004-09-08 | 2011-03-02 | Ntn株式会社 | Manufacturing method of shaft member for hydrodynamic bearing device |
| JP4610973B2 (en) * | 2004-09-08 | 2011-01-12 | Ntn株式会社 | Method for manufacturing shaft member for hydrodynamic bearing device |
-
2007
- 2007-06-01 JP JP2007147118A patent/JP5000382B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008298234A (en) | 2008-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3893021B2 (en) | Hydrodynamic bearing unit | |
| JP3990181B2 (en) | Manufacturing method of hydrodynamic bearing device | |
| JP5000382B2 (en) | Method for manufacturing shaft member for hydrodynamic bearing device | |
| JP2005282779A (en) | Fluid bearing device | |
| CN101216074A (en) | Fluid bearing device | |
| JP4786157B2 (en) | Shaft member for hydrodynamic bearing device and manufacturing method thereof | |
| JP4610973B2 (en) | Method for manufacturing shaft member for hydrodynamic bearing device | |
| JP4566565B2 (en) | Hydrodynamic bearing device | |
| US20180178343A1 (en) | Shaft member for fluid dynamic bearing device and manufacturing method for shaft member | |
| WO2006027986A1 (en) | Shaft member for dynamic pressure bearing device and method of producing the same | |
| JP6757219B2 (en) | Shaft members for fluid bearing equipment, their manufacturing methods, and fluid bearing equipment | |
| JP4642416B2 (en) | Manufacturing method of shaft member for hydrodynamic bearing device | |
| JP4504391B2 (en) | Manufacturing method of hydrodynamic bearing device | |
| JP2008144847A (en) | Dynamic pressure bearing device | |
| JP4832736B2 (en) | Hydrodynamic bearing unit | |
| JP2007064278A (en) | Fluid bearing device, spindle motor using it and method of manufacturing fluid bearing device | |
| JP2012225385A (en) | Hub-integrated shaft, fluid dynamic pressure bearing device including same, and spindle motor | |
| JP4731852B2 (en) | Hydrodynamic bearing unit | |
| JP2013053692A (en) | Fluid dynamic pressure bearing device and method of manufacturing the same | |
| JP2005127525A (en) | Hydrodynamic bearing device | |
| JP2006077860A (en) | Fluid bearing device and its sealing member manufacturing method | |
| JP2006234176A (en) | Dynamic pressure bearing device | |
| JP2006200583A (en) | Dynamic pressure bearing device | |
| JP2005003172A (en) | Cone-type dynamic pressure bearing device | |
| JP2006071029A (en) | Dynamic pressure bearing device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091104 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120501 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120516 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5000382 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |