JP4986751B2 - 圧粉成型体の製造方法、圧粉成型体及び焼結体の製造方法 - Google Patents
圧粉成型体の製造方法、圧粉成型体及び焼結体の製造方法 Download PDFInfo
- Publication number
- JP4986751B2 JP4986751B2 JP2007187468A JP2007187468A JP4986751B2 JP 4986751 B2 JP4986751 B2 JP 4986751B2 JP 2007187468 A JP2007187468 A JP 2007187468A JP 2007187468 A JP2007187468 A JP 2007187468A JP 4986751 B2 JP4986751 B2 JP 4986751B2
- Authority
- JP
- Japan
- Prior art keywords
- green compact
- polyvinyl acetal
- acetal resin
- raw material
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Powder Metallurgy (AREA)
Description
焼結含油軸受の最大の利点は無給油で使用できることであり、自動車や土木機械等だけでなく、家庭用機器、事務機等、環境的又は機構的に充分な給油が望めない機器において広く用いられ、近年は、末端ユーザー向けのOA機器、音響機器等のディスクドライブに備えるモーター軸受として、また小型のファンモーター軸受としての利用も盛んである。
しかしながら、このような方法では、得られる圧粉成型体の機械的強度、特に圧粉成型体のエッジにおける破壊に対する強度が低下するため、加圧成型時に圧粉成型体のエッジ部分に欠けが生じ、不良品が発生することから、製品の品質が低下し、生産性についても低いものとなっていた。
以下に本発明を詳述する。
しかしながら、ポリビニルアセタール樹脂を添加した場合、金型に対する離型性が低下するため、原料粉末を加圧成型後、金型から抜き出す際の抜出力が高くなり、これに起因して金型の耐久性が低下してしまうという問題が新たに生じていた。
そこで、本発明者らは更に鋭意検討した結果、ポリビニルアセタール樹脂に加えて、ステアリン酸亜鉛を原料粉末に添加することにより、圧粉成型体の機械的強度の向上と、空孔率の高い焼結体とを同時に実現できるとともに、圧粉成型体の金型に対する離型性が改善され、金型への負荷を大幅に低減させることが可能となることを見出し、本発明を完成させるに至った。
また、上記ポリビニルアセタール樹脂の重合度のより好ましい下限は200、より好ましい上限は1000である。重合度をこのような範囲内とすることで、成形時に、ポリビニルアセタール樹脂が充分に流動し、鉄粉同士の接着効果がより強くなることによって、得られる圧粉成型体の機械的強度を更に高めることが可能となる。
なお、本明細書において、アセタール化度とは、ポリビニルアルコールの水酸基数のうち、アセタール化された水酸基数の割合のことであり、アセタール化度の計算方法としては、ポリビニルアセタール樹脂のアセタール基が2個の水酸基からアセタール化されて形成されていることから、アセタール化された2個の水酸基を数える方法を採用してアセタール化度のモル%を算出する。
上記原料粉末における上記ステアリン酸亜鉛の含有量の好ましい下限は金属材料100重量部に対して0.1重量部、好ましい上限は2.0重量部である。0.1重量部未満であると、金型の耐久性が低下することがあり、2.0重量部を超えると、圧粉成型体の機械的強度が低下することがある。
具体的には例えば、ダイと下パンチからなる空間に原料粉末を充填した後、下パンチ及び上パンチを用いて上方及び下方から原料粉末を加圧することにより、圧粉成型体を成型する。その後、上パンチを引き上げ、圧粉成型体を取り出す。本発明では、原料粉末にポリビニルアセタール樹脂に加えて、ステアリン酸亜鉛を添加することで、上パンチの抜出力が低減され、成型用金型に破損等が発生することがなく、成型用金型の耐久性を大幅に向上させることができる。
なお、上記ラトラ値は、日本粉末冶金工業会規格(JPMA)P11−1992に規定されているものであり、具体的には、圧粉成型体先端の摩耗強さを示し、円柱状の圧粉成型体を回転するかごの中で繰り返し落下させ、その質量減少率で表した圧粉成型体のエッジ強さのことをいう。
更に、焼結後に得られる焼結体の空孔率が高いことから、得られる焼結含油軸受は、潤滑性、潤滑状態の長期安定性に優れるものとなる。
加えて、本発明の焼結体の製造方法では、機械的強度の高さと充分な空孔率とを両立させた焼結体を得ることができ、これを用いて得られる本発明の焼結含油軸受は、耐久性に優れ、かつ、潤滑性、潤滑状態の長期安定性に優れるものとなる。
(1)ポリビニルアセタール樹脂の調製
重合度1700、ケン化度98モル%のポリビニルアルコール193gを純水2900gに加え、90℃で約2時間攪拌し溶解した。この溶液を28℃に冷却し、濃度35重量%の塩酸20gとn−ブチルアルデヒド115gとを添加し、更に10℃に冷却、保持してアセタール化反応を行い、反応生成物を析出させた。その後、溶液を30℃で5時間保持して反応を完了させ、中和、水洗及び乾燥工程を行い、ポリビニルアセタール樹脂の白色粉末を得た。
得られたポリビニルアセタール樹脂を DMSO−d6(ジメチルスルホキサイド)に溶解し、13C−NMR(核磁気共鳴スペクトル)を用いてブチラール化度を測定したところ、65モル%であった。
還元鉄粉100重量部に対して、ポリビニルアセタール樹脂1.45重量部、ステアリン酸亜鉛0.05重量部を加えて、ミキサーで混合することにより、原料粉末を調製した。
得られた原料粉末2.8gを、密度が5.4g/cm3となるように圧縮成型して、外径11.3mm、長さ5.2mmの円柱状の圧粉成型体を得た。
重合度850、ケン化度95モル%のポリビニルアルコールを用いた以外は、実施例1と同様の方法で、アセタール化度が73モル%のポリビニルアセタール樹脂を調製した。
次いで、得られたポリビニルアセタール樹脂、ステアリン酸亜鉛及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
重合度300、ケン化度98モル%のポリビニルアルコールを用いた以外は、実施例1と同様の方法で、アセタール化度が63モル%のポリビニルアセタール樹脂を調製した。
次いで、得られたポリビニルアセタール樹脂、ステアリン酸亜鉛及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
重合度2400、ケン化度98モル%のポリビニルアルコール、及び、アルデヒドとしてn−ブチルアルデヒドとアセトアルデヒドを用いた以外は、実施例1と同様の方法で、アセタール化度が66モル%のポリビニルアセタール樹脂を調製した。
次いで、得られたポリビニルアセタール樹脂、ステアリン酸亜鉛及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
重合度2400、ケン化度98モル%のポリビニルアルコール、及び、アルデヒドとしてアセトアルデヒドを用いた以外は、実施例1と同様の方法で、アセタール化度が74モル%のポリビニルアセタール樹脂を調製した。
次いで、得られたポリビニルアセタール樹脂、ステアリン酸亜鉛及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
実施例2で得られたポリビニルアセタール樹脂、炭化水素系ワックス(日本精蝋社製「LUVAX−1151」)、ステアリン酸亜鉛及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
実施例5で得られたポリビニルアセタール樹脂、二硫化モリブデン(ダイゾー社製「M−5パウダー」)、ステアリン酸亜鉛及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
実施例1で得られたポリビニルアセタール樹脂、ステアリン酸亜鉛及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
実施例1で得られたポリビニルアセタール樹脂、ステアリン酸亜鉛及び還元鉄粉を表1に記載の組成で混合した原料粉末を、圧粉成型体の密度が4.92g/cm3となるような成型圧力で成型した以外は実施例1と同様にして圧粉成型体を得た。
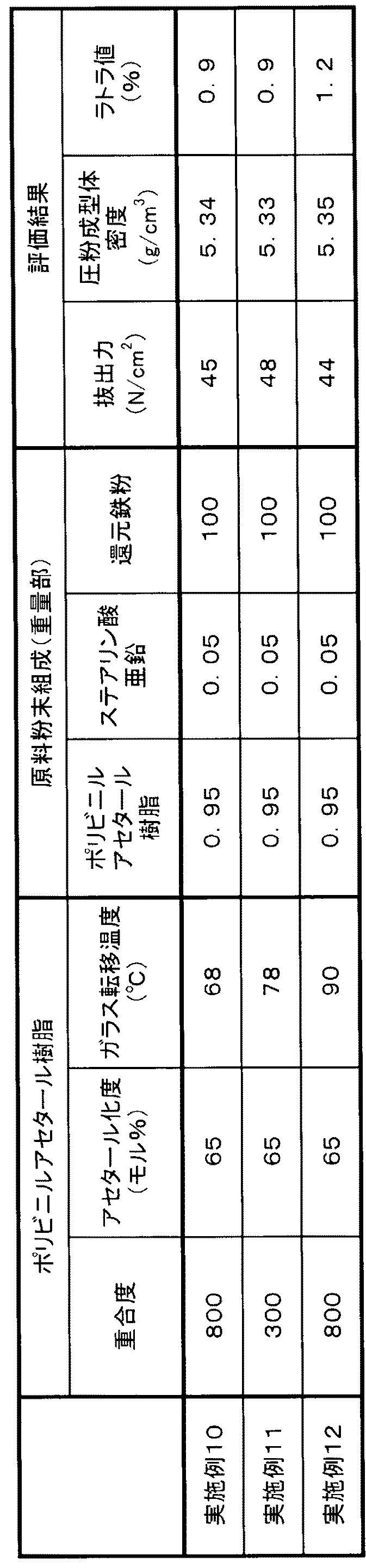
(1)ポリビニルアセタール樹脂の調製
重合度800、ケン化度98モル%のポリビニルアルコール193gを純水2900gに加え、90℃で約2時間攪拌し溶解した。この溶液を28℃に冷却し、濃度35重量%の塩酸20gと、アルデヒドとしてn−ブチルアルデヒドを115g添加し、更に10℃に冷却、保持してアセタール化反応を行い、反応生成物を析出させた。その後、溶液を30℃で5時間保持して反応を完了させ、中和、水洗及び乾燥工程を行い、ポリビニルアセタール樹脂の白色粉末を得た。
還元鉄粉100重量部に対して、ポリビニルアセタール樹脂0.95重量部、ステアリン酸亜鉛0.05重量部を加えて、ミキサーで混合することにより、原料粉末を調製した。
得られた原料粉末2.8gを、密度が5.4g/cm3となるように圧縮成型して、外径11.3mm、長さ5.2mmの円柱状の圧粉成型体を得た。
実施例10の(1)ポリビニルアセタール樹脂の調製において、重合度300、ケン化度98モル%のポリビニルアルコールを用い、アルデヒドとしてアセトアルデヒド21gとn−ブチルアルデヒド80gとを用いた以外は実施例10と同様にしてポリビニルアセタール樹脂及び圧粉成型体を得た。
実施例10の(1)ポリビニルアセタール樹脂の調製において、重合度800、ケン化度98モル%のポリビニルアルコールを用い、アルデヒドとしてアセトアルデヒド42gとn−ブチルアルデヒド46gとを用いた以外は実施例10と同様にしてポリビニルアセタール樹脂及び圧粉成型体を得た。
実施例1の(2)において、ポリビニルアセタール樹脂を用いず、ステアリン酸亜鉛及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
実施例1の(2)において、ステアリン酸亜鉛を用いず、ポリビニルアセタール樹脂及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
実施例6において、ステアリン酸亜鉛を用いず、ポリビニルアセタール樹脂及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
実施例1の(2)において、ポリビニルアセタール樹脂及びステアリン酸亜鉛を用いず、脂肪酸アマイドであるステアリン酸アマイド及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
実施例6において、ポリビニルアセタール樹脂を用いず、炭化水素系ワックス(日本精蝋社製「LUVAX−1151」)、ステアリン酸亜鉛及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
実施例1の(2)において、ポリビニルアセタール樹脂及びステアリン酸亜鉛を用いず、炭化水素系ワックス(シューマン・サゾール社製「SPRAY40」)及び還元鉄粉を表1に記載の組成で混合した以外は実施例1と同様にして圧粉成型体を得た。
実施例及び比較例で得られたポリビニルアセタール樹脂、原料粉末及び圧粉成型体について、以下の方法で評価を行った。結果を表1に示す。
(1)アセタール化度
実施例10〜12で調製したポリビニルアセタール樹脂について、DMSO−d6(ジメチルスルホキサイド)に溶解し、13C−NMR(核磁気共鳴スペクトル)を用いてアセタール化度を測定した。
実施例10〜12で調製したポリビニルアセタール樹脂について、示差走査熱量計(セイコー社製、DSC−6200R)を用い、昇温速度10℃/分でガラス転移温度を測定した。
実施例及び比較例で調製した原料粉末について、日本粉末治金工業会規格(JPMA P 13−1992)による「金属圧粉体の抜出力測定方法」に準拠した方法で成型後、抜出力を測定した。
実施例及び比較例で作製した圧粉成型体について、日本粉末治金工業会規格(JPMA P 11−1992)による「金属圧粉体のラトラ値測定方法」に準拠した方法でラトラ値を測定した。
Claims (3)
- 金属材料、ポリビニルアセタール樹脂及びステアリン酸亜鉛を含有する原料粉末を調製する工程1、及び、前記原料粉末を加圧成型する工程2を有し、前記ポリビニルアセタール樹脂は、重合度が200〜1000、かつ、示差走査熱量計(DSC)を用いて測定したガラス転移温度が50〜100℃であることを特徴とする圧粉成型体の製造方法。
- 請求項1記載の圧粉成型体の製造方法によって得られる圧粉成型体であって、密度が6.0g/cm3以下であり、かつ、日本粉末冶金工業会規格JPMA P 11−1992に準拠した方法で測定したラトラ値が5.0%以下であることを特徴とする圧粉成型体。
- 請求項2記載の圧粉成型体を加熱することにより、金属材料を焼結させるとともに脱脂する工程3を有することを特徴とする焼結体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007187468A JP4986751B2 (ja) | 2007-03-19 | 2007-07-18 | 圧粉成型体の製造方法、圧粉成型体及び焼結体の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007071255 | 2007-03-19 | ||
| JP2007071255 | 2007-03-19 | ||
| JP2007187468A JP4986751B2 (ja) | 2007-03-19 | 2007-07-18 | 圧粉成型体の製造方法、圧粉成型体及び焼結体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008261044A JP2008261044A (ja) | 2008-10-30 |
| JP4986751B2 true JP4986751B2 (ja) | 2012-07-25 |
Family
ID=39983738
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007187468A Active JP4986751B2 (ja) | 2007-03-19 | 2007-07-18 | 圧粉成型体の製造方法、圧粉成型体及び焼結体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4986751B2 (ja) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06145701A (ja) * | 1992-11-04 | 1994-05-27 | Kawasaki Steel Corp | 粉末冶金用鉄基粉末混合物及びその製造方法 |
| JP2000212679A (ja) * | 1999-01-22 | 2000-08-02 | Daido Steel Co Ltd | Fe―Si系軟磁性焼結合金用原料粒体およびその製造方法ならびにFe―Si系軟磁性焼結合金部材の製造方法 |
| JP3861556B2 (ja) * | 2000-03-24 | 2006-12-20 | セイコーエプソン株式会社 | 焼結体の製造方法および焼結体 |
-
2007
- 2007-07-18 JP JP2007187468A patent/JP4986751B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008261044A (ja) | 2008-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5247329B2 (ja) | 鉄系焼結軸受およびその製造方法 | |
| CN1068263C (zh) | 金属粉末组合物用润滑剂 | |
| JP5990100B2 (ja) | 金属粉組成物 | |
| CN1101736C (zh) | 用于冶金粉末组合物的润滑剂 | |
| CN101534980B (zh) | 粉末冶金用铁-铜复合粉末及其制造方法 | |
| JP4863618B2 (ja) | ステンレス鋼粉末の温間圧縮成形のための組成物及び方法 | |
| JP2012167302A (ja) | 粉末冶金用粉末混合物およびその製造方法 | |
| JP4922090B2 (ja) | 圧粉成型体の製造方法、圧粉成型体及び焼結体の製造方法 | |
| CN1119212C (zh) | 冶金粉末组合物用的润滑剂 | |
| CN104039995A (zh) | 耐磨损性优越的烧结合金 | |
| JP4986751B2 (ja) | 圧粉成型体の製造方法、圧粉成型体及び焼結体の製造方法 | |
| JP5203814B2 (ja) | 焼結含油軸受材 | |
| JP4658602B2 (ja) | 圧縮成形品を製造するための混合物 | |
| US7264646B2 (en) | Lubricant system for use in powdered metals | |
| TWI294317B (en) | Method for making compacted products and powder composition | |
| CN110983151A (zh) | 一种含纳米wc的高铁铜基含油轴承材料及其制备方法 | |
| JP6675886B2 (ja) | 含油軸受及びその製造方法 | |
| JP2009091661A (ja) | 複合材料、複合材料の製造方法及び該複合材料を用いた摺動部材 | |
| CN113399667B (zh) | 一种钛合金金属粉末注射成型喂料及其制备方法 | |
| KR101650174B1 (ko) | 구리-탄소결합분말 및 이를 이용하여 제조되는 압분체 및 슬라이드재. | |
| JP6536866B1 (ja) | 焼結軸受、焼結軸受装置及び回転装置 | |
| JP2016102259A (ja) | 粉末冶金方法 | |
| JP2016108209A (ja) | セラミックス成形体の製造方法及びセラミックス焼結体の製造方法 | |
| CN108380863B (zh) | 粉末冶金用混合粉末及其制造方法 | |
| RU2396144C2 (ru) | Состав антифрикционных порошковых материалов на основе меди |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110916 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110927 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111116 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20111116 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120222 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120403 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120424 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4986751 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |