JP4978570B2 - レーザ溶接方法 - Google Patents
レーザ溶接方法 Download PDFInfo
- Publication number
- JP4978570B2 JP4978570B2 JP2008154160A JP2008154160A JP4978570B2 JP 4978570 B2 JP4978570 B2 JP 4978570B2 JP 2008154160 A JP2008154160 A JP 2008154160A JP 2008154160 A JP2008154160 A JP 2008154160A JP 4978570 B2 JP4978570 B2 JP 4978570B2
- Authority
- JP
- Japan
- Prior art keywords
- lead
- laser welding
- frame
- cutting
- plating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Laser Beam Processing (AREA)
Description
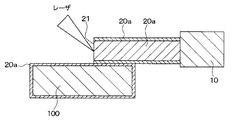
図1、図2は、本発明の第1実施形態に係るレーザ溶接方法を示す工程図であり、図1において(a)は切断加工前のリード20を示す概略平面図、(b)は切断加工後のリード20の概略平面図、(c)は(b)のB1−B1概略断面図、(d)は(b)の矢印B2方向からみたリード20の突出先端部21の概略平面図である。この図1(a)では、フレーム材23を同図中の破線で切断することで、リード20がフレーム22から分離するものである。図2はレーザ溶接工程を示す概略断面図である。
図3は、本発明の第2実施形態に係るレーザ溶接方法を示す工程図であり、図3において(a)は切断加工前のリード20を示す概略平面図、(b)は切断加工後のリード20の概略平面図、(c)は(b)のC1−C1概略断面図、(d)は(b)の矢印C2方向からみたリード20の突出先端部21の概略平面図である。この図3(a)でも、フレーム材23を同図中の破線で切断することで、リード20がフレーム22から分離するものである。
図4は、本発明の第3実施形態に係るレーザ溶接方法を示す工程図であり、図4において(a)は切断加工前のリード20を示す概略平面図、(b)は(a)中のリード20の長手方向に沿った概略断面図、(c)は切断加工後のリード20の概略平面図、(d)は(c)のD1−D1概略断面図、(e)は(c)の矢印D2方向からみたリード20の突出先端部21の概略平面図である。この図4(a)でも、フレーム材23を同図中の破線で切断することで、リード20がフレーム22から分離するものである。
図5は、本発明の第4実施形態に係るレーザ溶接方法を示す工程図であり、図5において(a)は切断加工前のリード20を示す概略平面図、(b)は切断加工後のリード20の概略平面図、(c)は(b)のE1−E1概略断面図、(d)は(b)の矢印E2方向からみたリード20の突出先端部21の概略平面図である。この図5(a)でも、フレーム材23を同図中の破線で切断することで、リード20がフレーム22から分離するものである。
図6は、本発明の第5実施形態に係るレーザ溶接方法を示す工程図であり、図6において(a)は切断加工前のリード20を示す概略平面図、(b)は切断加工後のリード20の概略平面図、(c)は(b)のF1−F1概略断面図、(d)は(b)の矢印F2方向からみたリード20の突出先端部21の概略平面図である。この図6(a)でも、フレーム材23を同図中の破線で切断することで、リード20がフレーム22から分離するものである。
なお、上記フレーム材23に設けられ切断後のリード20の突出先端部21を構成する穴24、26としては、その開口形状は上記図に示した四角形、溝形状などに限定されるものではなく、各種の多角形、円形など適宜変更が可能である。
20 リード
20a めっき
21 リードの先端部
22 フレーム
23 フレーム材
24 第1の穴
26 凹部
100 基材
Claims (4)
- 電子部品(10)に対して当該電子部品(10)から突出して設けられ表面にめっき(20a)が施されてなる板状のリード(20)を、当該リード(20)の突出先端部(21)側の部位にて基材(100)にレーザ溶接するレーザ溶接方法において、
前記リード(20)をフレーム(22)に一体に連結してなる板状のフレーム材(23)に対して当該フレーム材(23)の外表面に前記めっき(20a)を施す第1の工程と、
前記フレーム材(23)の状態で、前記リード(20)を前記電子部品(10)に設ける第2の工程と、
前記第1及び第2の工程の後、前記フレーム(22)から前記リード(20)を切断して分離することにより、前記電子部品(10)から突出する前記リード(20)を形成する第3の工程と、
しかる後、前記リード(20)と前記基材(100)とのレーザ溶接を行う第4の工程とを備え、
前記フレーム材(23)として、当該フレーム材(23)の外表面に、当該外表面より凹んだ穴(24、26)を形成し、当該穴(24、26)における深さ方向に延びる側面が前記リード(20)の切断後における前記突出先端部(21)として構成されるものを用意し、
前記第1の工程では、前記穴(24、26)の前記側面にも前記めっき(20a)を施すようにすることを特徴とするレーザ溶接方法。 - 前記穴(24)は前記フレーム材(23)を貫通する貫通穴であることを特徴とする請求項1に記載のレーザ溶接方法。
- 前記穴は前記フレーム材(23)の厚さ方向に凹んだ凹部(26)であることを特徴とする請求項1に記載のレーザ溶接方法。
- 前記穴(24、26)の開口形状は、レーザ溶接時のレーザのビーム径と同等の曲率半径を有する円弧形状を有し、当該円弧形状の部分が前記突出先端部(21)として構成されるものであることを特徴とする請求項1ないし3のいずれか1つに記載のレーザ溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008154160A JP4978570B2 (ja) | 2008-06-12 | 2008-06-12 | レーザ溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008154160A JP4978570B2 (ja) | 2008-06-12 | 2008-06-12 | レーザ溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009297737A JP2009297737A (ja) | 2009-12-24 |
| JP4978570B2 true JP4978570B2 (ja) | 2012-07-18 |
Family
ID=41545179
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008154160A Expired - Fee Related JP4978570B2 (ja) | 2008-06-12 | 2008-06-12 | レーザ溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4978570B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0799278A (ja) * | 1993-09-28 | 1995-04-11 | Toppan Printing Co Ltd | リードフレーム及びリードフレームの製造方法 |
| JP2002361454A (ja) * | 2001-05-31 | 2002-12-18 | Nippon Steel Techno Research Corp | 半導体レーザによるアルミニウム合金の重ね溶接方法 |
| JP2007021506A (ja) * | 2005-07-12 | 2007-02-01 | Yamase Denki Kk | 電子機器筐体、その製造方法及びそのレーザースポット溶接方法 |
| JP4842118B2 (ja) * | 2006-01-24 | 2011-12-21 | ルネサスエレクトロニクス株式会社 | 半導体装置の製造方法 |
| JP2007265962A (ja) * | 2006-02-28 | 2007-10-11 | Hitachi Ltd | レーザ溶接方法,コントロールユニットの製造方法、及び車両用コントロールユニット |
-
2008
- 2008-06-12 JP JP2008154160A patent/JP4978570B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009297737A (ja) | 2009-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20250309163A1 (en) | Semiconductor device and method for manufacturing the same | |
| JP2006202617A (ja) | コネクタ端子の製造方法及びコネクタ端子 | |
| US10658317B2 (en) | Semiconductor device and method for manufacturing the same | |
| CN106449421A (zh) | 引线框、半导体装置以及引线框的制造方法 | |
| JPWO2012090668A1 (ja) | 電池端子用接続板および電池端子用接続板の製造方法 | |
| CN106169453B (zh) | 半导体装置、金属部件以及半导体装置的制造方法 | |
| KR101990220B1 (ko) | 압착 단자, 접속 구조체, 압착 단자의 제조 방법 및 레이저 용접 방법 | |
| JP4978570B2 (ja) | レーザ溶接方法 | |
| JP3915794B2 (ja) | 半導体パッケージ、その製造方法、および、これに使用するリードフレーム | |
| WO2013054898A1 (ja) | チップ抵抗器、チップ抵抗器の実装構造、およびチップ抵抗器の製造方法 | |
| KR20130140889A (ko) | 배선판 및 배선판의 제조 방법 | |
| JP4649172B2 (ja) | 半導体パッケージ用ステムの製造方法 | |
| JP4380334B2 (ja) | 電子装置の製造方法 | |
| JP2013171912A (ja) | 発光装置 | |
| JP5104020B2 (ja) | モールドパッケージ | |
| JP4566857B2 (ja) | 半田ごて用のこて先及びその製造方法 | |
| JP4887749B2 (ja) | 抵抗器の製造方法 | |
| JP2019166533A (ja) | レーザー重ね溶接の構造および方法 | |
| JP2007200920A (ja) | 挿入実装部品のはんだ接合構造及びその製造方法並びに光モジュール | |
| JP6967431B2 (ja) | シャント抵抗器の製造方法 | |
| JP2011222363A (ja) | 端子、電子回路部品 | |
| WO2015093593A1 (ja) | 電子装置 | |
| JP2009202226A (ja) | 低出力レーザの溶接構造 | |
| JP4728032B2 (ja) | 半導体装置および半導体装置の製造方法 | |
| JP2017037863A (ja) | 電子装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100805 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120321 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120403 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150427 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |