JP4962423B2 - Manufacturing method of heat transfer plate - Google Patents
Manufacturing method of heat transfer plate Download PDFInfo
- Publication number
- JP4962423B2 JP4962423B2 JP2008156348A JP2008156348A JP4962423B2 JP 4962423 B2 JP4962423 B2 JP 4962423B2 JP 2008156348 A JP2008156348 A JP 2008156348A JP 2008156348 A JP2008156348 A JP 2008156348A JP 4962423 B2 JP4962423 B2 JP 4962423B2
- Authority
- JP
- Japan
- Prior art keywords
- lid
- plate
- groove
- heat
- base member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Description
本発明は、例えば熱交換器や加熱機器あるいは冷却機器などに用いられる伝熱板の製造方法に関する。 The present invention relates to a method for manufacturing a heat transfer plate used in, for example, a heat exchanger, a heating device, a cooling device, or the like.
熱交換、加熱あるいは冷却すべき対象物に接触し又は近接して配置される伝熱板は、その本体であるベース部材に例えば高温液や冷却水などの熱媒体を循環させる熱媒体用管を挿通させて形成されている。
かかる伝熱板の製造方法としては、例えば、特許文献1に記載された方法が知られている。図10は、従来の伝熱板を示した図であって、(a)は、斜視図、(b)は断面図である。図10に示すように、従来の伝熱板100は、表面に開口する断面視矩形の蓋溝106と蓋溝106の底面に開口する凹溝108とを有するベース材102と、凹溝108に挿入される熱媒体用管116と、蓋溝106に嵌合される蓋板110と、を備え、蓋溝106における両側壁105,105と蓋板110の両側面113,114とのそれぞれの突合部V0,V0に沿って摩擦攪拌接合(本接合)を施すことにより、塑性化領域W0,W0が形成されている。なお、本接合をよりよい環境下で作業を行うために、本接合で用いる回転ツールよりも小さい回転ツールを用いて、突合部V0,V0に対して仮接合を行う場合がある。
A heat transfer plate arranged in contact with or close to an object to be heat exchanged, heated or cooled is provided with a heat medium pipe for circulating a heat medium such as high-temperature liquid or cooling water through a base member as a main body. It is formed by insertion.
As a method for manufacturing such a heat transfer plate, for example, a method described in
図10の(b)に示すように、伝熱板100には、凹溝108と熱媒体用管116の外側面と蓋板110の下面とによって空隙部120が形成されているが、伝熱板100の内部に空隙部120が存在していると、熱媒体用管116から放熱された熱が蓋板110に伝わりにくくなるため、伝熱板100の熱伝導効率が低下するという問題があった。
As shown in FIG. 10B, the
また、伝熱板100の蓋板110が比較的薄い場合、回転ツールの下端に攪拌ピンの付いた回転ツールで仮接合を行うと、突合部に応力が集中するため蓋板110が変形しやすくなるという問題があった。蓋板110が変形すると、本接合の作業が煩雑になるとともに、製品の質が低下するという問題があった。
In addition, when the
このような観点から、本発明は、摩擦攪拌接合により製造される伝熱板において、熱伝導効率が高く、突合部の接合を容易に行うことができる伝熱板の製造方法を提供することを課題とする。 From such a point of view, the present invention provides a method for manufacturing a heat transfer plate that has a high heat conduction efficiency and can easily join a butt portion in a heat transfer plate manufactured by friction stir welding. Let it be an issue.
このような課題を解決するために本発明は、ベース部材の表面側に開口する蓋溝の底面に形成された凹溝に、熱媒体用管を挿入する挿入工程と、前記蓋溝に蓋板を配置する蓋溝閉塞工程と、ピン無し回転ツールを前記蓋溝の側壁と前記蓋板の側面との突合部に押し当てて、前記突合部に沿って相対移動させて摩擦熱により仮接合を行う仮接合工程と、前記蓋板の表面で、前記凹溝に沿って流入攪拌用回転ツールを相対移動させて前記熱媒体用管の周囲に形成された空隙部に、摩擦熱によって流動化させた塑性流動材を流入させる流入攪拌工程と、を有することを特徴とする。 In order to solve such a problem, the present invention includes an insertion step of inserting a heat medium pipe into a concave groove formed on a bottom surface of a lid groove opened on the surface side of the base member, and a lid plate in the lid groove. A lid groove closing step of arranging the pin, and a pinless rotating tool is pressed against the abutting portion between the side wall of the lid groove and the side surface of the lid plate, and is relatively moved along the abutting portion to perform temporary joining by frictional heat. And a temporary joining step to be performed, and the surface of the lid plate is made to fluidize by frictional heat in a gap formed around the heat medium pipe by relatively moving the inflow stirring rotary tool along the concave groove. And an inflow stirring step for allowing the plastic fluidized material to flow in.
かかる製造方法によれば、空隙部に塑性流動材を流入させることで、空隙部を埋めることができるため、熱媒体用管とその周囲のベース部材及び蓋板との間で、熱を効率よく伝達することができる。これにより、熱伝導効率の高い伝熱板を製造することができ、例えば、熱媒体用管に冷却水を通して伝熱板及び冷却対象物を効率的に冷却できる。また、ピン無し回転ツールを突合部に押し当てて移動させることで、蓋板の変形を抑制しつつ、摩擦熱によって蓋板とベース部材とを接合することができる。これにより、よりよい環境下で流入攪拌工程を行うことができる。 According to this manufacturing method, since the gap can be filled by flowing the plastic fluid material into the gap, heat can be efficiently transferred between the heat medium pipe and the surrounding base member and cover plate. Can communicate. As a result, a heat transfer plate with high heat conduction efficiency can be manufactured. For example, the heat transfer plate and the object to be cooled can be efficiently cooled by passing cooling water through the heat medium pipe. Further, by pressing and moving the pinless rotating tool against the abutting portion, the lid plate and the base member can be joined by frictional heat while suppressing deformation of the lid plate. Thereby, an inflow stirring process can be performed in a better environment.
また、前記仮接合工程では、円周方向に回転する前記ピン無し回転ツールの端面を前記突合部に押し当てて前記突合部に沿って相対移動させて仮接合を行うことが好ましい。また、前記ピン無し回転ツールの端面に、渦巻状の突状体が突設されていることが好ましい。かかる製造方法によれば、仮接合工程をより好適に行うことができる。 Further, in the temporary joining step, it is preferable that the end surface of the pinless rotating tool rotating in the circumferential direction is pressed against the abutting portion and relatively moved along the abutting portion to perform temporary joining. Moreover, it is preferable that a spiral protrusion is provided on the end face of the pinless rotary tool. According to this manufacturing method, a temporary joining process can be performed more suitably.
また、本発明は、ベース部材の表面側に開口する蓋溝の底面に形成された凹溝に、熱媒体用管を挿入する挿入工程と、前記蓋溝に蓋板を配置する蓋溝閉塞工程と、円板状を呈する円板状回転ツールを円周方向に回転させて、前記円板状回転ツールの円周面を前記蓋溝の側壁と前記蓋板の側面との突合部に押し当てて、前記突合部に沿って相対移動させて摩擦熱により仮接合を行う仮接合工程と、前記蓋板の表面で、前記凹溝に沿って流入攪拌用回転ツールを相対移動させて前記熱媒体用管の周囲に形成された空隙部に、摩擦熱によって流動化させた塑性流動材を流入させる流入攪拌工程と、を有することを特徴とする。 Further, the present invention provides an insertion step of inserting a heat medium tube into a concave groove formed on the bottom surface of the lid groove that opens on the surface side of the base member, and a lid groove closing step of arranging a lid plate in the lid groove. And rotating the disk-shaped rotating tool having a disk shape in the circumferential direction, and pressing the circumferential surface of the disk-shaped rotating tool against the abutting portion between the side wall of the lid groove and the side surface of the lid plate A temporary joining step of relatively moving along the abutting portion and temporarily joining by frictional heat; and a relative movement of the rotating tool for inflow stirring along the concave groove on the surface of the lid plate, And an inflow stirring step of allowing a plastic fluidized material fluidized by frictional heat to flow into a gap formed around the working tube.
かかる製造方法によれば、空隙部に塑性流動材を流入させることで、空隙部を埋めることができるため、熱媒体用管とその周囲のベース部材及び蓋板との間で、熱を効率よく伝達することができる。これにより、熱伝導効率の高い伝熱板を製造することができ、例えば、熱媒体用管に冷却水を通して伝熱板及び冷却対象物を効率的に冷却できる。また、円板状回転ツールの円周面を突合部に押し当てて移動させることで、蓋板の変形を抑制しつつ、摩擦熱によって蓋板とベース部材とを接合することができる。これにより、よりよい環境下で流入攪拌工程を行うことができる。 According to this manufacturing method, since the gap can be filled by flowing the plastic fluid material into the gap, heat can be efficiently transferred between the heat medium pipe and the surrounding base member and cover plate. Can communicate. As a result, a heat transfer plate with high heat conduction efficiency can be manufactured. For example, the heat transfer plate and the object to be cooled can be efficiently cooled by passing cooling water through the heat medium pipe. Moreover, the cover plate and the base member can be joined by frictional heat while suppressing the deformation of the cover plate by pressing and moving the circumferential surface of the disk-shaped rotating tool against the abutting portion. Thereby, an inflow stirring process can be performed in a better environment.
また、前記円板状回転ツールの円周面に、凹溝が凹設されていることが好ましい。かかる製造方法によれば、仮接合工程をより好適に行うことができる。 Moreover, it is preferable that the ditch | groove is provided in the circumferential surface of the said disk shaped rotation tool. According to this manufacturing method, a temporary joining process can be performed more suitably.
また、前記仮接合工程前に、前記ベース部材及び前記蓋板を脱脂する脱脂工程を行うことが好ましい。かかる製造方法によれば、ベース部材と蓋板の突合せ面の油や水分を取り除くことができるため、各部材同士をより密接させることができ、塑性化領域に有機物の残渣や分解ガスが混入するのを防止することができる。 Moreover, it is preferable to perform the degreasing process which degreases the said base member and the said cover board before the said temporary joining process. According to this manufacturing method, the oil and moisture on the abutting surfaces of the base member and the cover plate can be removed, so that the members can be brought into closer contact with each other, and organic residues and decomposition gas are mixed into the plasticized region. Can be prevented.
また、前記仮接合工程前に、前記蓋溝の側壁及び前記蓋板の側面のいずれか一方に対して、前記ベース部材及び前記蓋板よりも低融点の金属でメッキしてメッキ層を設けるメッキ工程を含むことが好ましい。 Further, before the temporary joining step, plating is performed by plating with a metal having a melting point lower than that of the base member and the lid plate on one of the side wall of the lid groove and the side surface of the lid plate. It is preferable to include a process.
かかる製造方法によれば、回転するツールを突合部に押し当てるだけで、摩擦熱によりメッキ層が容易に溶融し、2つの金属部材を密着した状態で良好に接合することができる。また、加圧していることにより、空気層が形成されにくい。したがって、熱伝導効率の高い接合部を得ることができる。
また、メッキ層は低融点の金属から形成され、容易に溶融するため、回転ツールを押し当てる力を弱くしたり、回転ツールの移動速度を遅くしたりしても、良好に接合することができる。これにより、蓋板の変形をより抑制することができる。
According to such a manufacturing method, the plating layer can be easily melted by frictional heat simply by pressing the rotating tool against the abutting portion, and the two metal members can be bonded well together. Moreover, it is difficult to form an air layer due to the pressurization. Therefore, it is possible to obtain a joint having high heat conduction efficiency.
In addition, since the plating layer is made of a low melting point metal and melts easily, it can be satisfactorily bonded even if the force of pressing the rotating tool is weakened or the moving speed of the rotating tool is reduced. . Thereby, a deformation | transformation of a cover board can be suppressed more.
また、前記仮接合工程において、前記突合部に沿って間欠的に前記ピン無し回転ツール又は円板状回転ツールを押し当てて摩擦熱により仮接合を行うことが好ましい。かかる製造方法によれば、接合工程に要する手間と時間を低減しつつ、蓋板を確実に固定した状態で流入攪拌工程を行うことができる。 Further, in the temporary joining step, it is preferable that the pinless rotating tool or the disk-shaped rotating tool is intermittently pressed along the abutting portion to perform temporary joining by frictional heat. According to this manufacturing method, the inflow stirring process can be performed in a state where the lid plate is securely fixed while reducing the labor and time required for the joining process.
また、前記流入攪拌工程では、前記流入攪拌用回転ツールの先端を、前記蓋溝の底面よりも深く挿入することが好ましい。かかる製造方法によれば、蓋板とベース部材とをより確実に接合するとともに、空隙部に塑性流動材を容易に流入させることができる。 In the inflow stirring step, it is preferable to insert the tip of the inflow stirring rotary tool deeper than the bottom surface of the lid groove. According to this manufacturing method, the lid plate and the base member can be more reliably joined, and the plastic fluidized material can easily flow into the gap.
また、前記流入攪拌工程では、前記仮接合工程で形成された塑性化領域を前記流入攪拌用回転ツールによって攪拌することが好ましい。かかる製造方法によれば、蓋板を確実に固定した状態で流入攪拌工程を行うことができるとともに、伝熱板の表面に露出される塑性化領域を流入攪拌用回転ツールによるものだけとすることができる。 In the inflow agitation step, it is preferable that the plasticized region formed in the temporary joining step is agitated by the inflow agitation rotating tool. According to such a manufacturing method, the inflow stirring process can be performed with the lid plate fixed securely, and the plasticized region exposed to the surface of the heat transfer plate is limited only to the rotating tool for inflow stirring. Can do.
また、前記流入攪拌工程後に、前記ベース部材の前記蓋溝よりも表面側に、前記蓋溝よりも幅広に形成された上蓋溝に前記蓋板を覆う上蓋板を配置する上蓋溝閉塞工程と、前記上蓋溝の側壁と、前記上蓋板の側面との突合部に沿って接合用回転ツールを相対移動させて前記ベース部材と前記上蓋板との摩擦攪拌を行う上蓋接合工程を含むことが好ましい。 Further, after the inflow stirring step, an upper lid groove closing step of disposing an upper lid plate that covers the lid plate in an upper lid groove formed wider than the lid groove on the surface side of the lid groove of the base member; An upper lid joining step of performing frictional stirring between the base member and the upper lid plate by relatively moving a rotary tool for joining along the abutting portion between the side wall of the upper lid groove and the side surface of the upper lid plate. Is preferred.
かかる製造方法によれば、伝熱板の表面側において、蓋板よりも幅広の上蓋板を用いてさらに摩擦攪拌接合を施すため、伝熱板のより深い位置に熱媒体用管を配置させることができる。 According to this manufacturing method, on the surface side of the heat transfer plate, since the friction stir welding is further performed using the upper cover plate wider than the cover plate, the heat medium pipe is disposed at a deeper position of the heat transfer plate. be able to.
本発明に係る伝熱板の製造方法によれば、突合部の接合を容易に行うことができるとともに、熱伝導効率が高い製品を製造することができる。 According to the method for manufacturing a heat transfer plate according to the present invention, it is possible to easily join the butt portion and to manufacture a product having high heat conduction efficiency.
[第一実施形態]
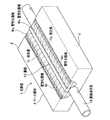
本発明の最良の実施形態について、図面を参照して詳細に説明する。図1は、第一実施形態に係る伝熱板を示した斜視図である。図2は、第一実施形態に係る伝熱板を示した分解断面図である。図3は、第一実施形態に係る伝熱板を示した断面図である。
[First embodiment]
The best embodiment of the present invention will be described in detail with reference to the drawings. FIG. 1 is a perspective view showing a heat transfer plate according to the first embodiment. FIG. 2 is an exploded cross-sectional view showing the heat transfer plate according to the first embodiment. FIG. 3 is a cross-sectional view showing the heat transfer plate according to the first embodiment.
第一実施形態に係る伝熱板1は、図1乃至図3に示すように、表面3及び裏面4を有する厚板形状のベース部材2と、ベース部材2の表面3に開口した蓋溝6に配置される蓋板10と、蓋溝6の底面5cに開口する凹溝8に挿入される熱媒体用管16とを主に備えている。ベース部材2と蓋板10は、摩擦攪拌接合により形成された塑性化領域W3,W4によって一体形成されている。
As shown in FIGS. 1 to 3, the
ベース部材2は、例えば、アルミニウム合金(JIS:A6061)で形成されている。ベース部材2は、熱媒体用管16に流れる熱媒体の熱を外部に伝達させる役割、あるいは、外部の熱を熱媒体用管16に流れる熱媒体に伝達させる役割を果たすものであって、図2に示すように、熱媒体用管16を内部に収容する。ベース部材2の表面3には、蓋溝6が凹設されており、蓋溝6の底面5cの中央には、蓋溝6よりも幅狭の凹溝8が凹設されている。蓋溝6は、熱媒体用管16を覆う蓋板10が配置される部分であって、ベース部材2の長手方向に亘って連続して形成されている。蓋溝6は、断面視矩形を呈しており、蓋溝6の底面5cから垂直に立ち上がる側壁5a,5bを備えている。
The
凹溝8は、熱媒体用管16が挿入される部分であって、ベース部材2の長手方向に亘って連続して形成されている。凹溝8は、上方が開口した断面視U字状の溝であって、下端には熱媒体用管16の外周と同等の曲率半径を有する半円形の曲面7が形成されている。凹溝8の開口部分は、熱媒体用管16の外径と略同等の幅で形成されている。
The
蓋板10は、図2及び図3に示すように、ベース部材2と同様のアルミニウム合金からなり、ベース部材2の蓋溝6の断面と略同じ矩形断面を形成する上面(表面)11、下面12、側面13a及び側面13bを有する。蓋板10は、蓋溝6に挿入されて配置されている。蓋板10の側面13a,13bは、蓋溝6の側壁5a,5bと面接触するか又は微細な隙間をあけて対向する。ここで、図3に示すように、側面13aと側壁5aとの突合せ面を以下、突合部V1とし、側面13bと側壁5bとの突合せ面を以下、突合部V2とする。
As shown in FIGS. 2 and 3, the
なお、本実施形態では、図2に示すように、蓋板10の側面13a,13bにベース部材2及び蓋板10よりも低融点の金属でメッキされたメッキ層m,mを設けている。蓋板10とベース部材2の間にメッキ層mを設けることで、摩擦熱によりメッキ層mが比較的低い温度で溶融するため、ベース部材2と蓋板10とを密着した状態で良好に接合することができる。なお、メッキ層mは、蓋溝6の側壁5a,5bに形成してもよい。メッキ層mの詳細な説明については後記する。
In the present embodiment, as shown in FIG. 2, plating layers m and m plated with a metal having a lower melting point than the
熱媒体用管16は、例えば、銅管にて構成されており、図2に示すように、断面視円形の中空部18を有する円筒管である。熱媒体用管16の外径は、凹溝8の幅と略同等に形成されており、図3に示すように、熱媒体用管16の下半部と凹溝8の曲面7とが面接触する。熱媒体用管16の上端は、蓋板10の下面12と線接触する。熱媒体用管16は、中空部18に、例えば高温液、高温ガスなどの熱媒体を循環させて、ベース部材2及び蓋板10に熱を伝達させる部材、あるいは中空部18に、例えば冷却水、冷却ガスなどの熱媒体を循環させて、ベース部材2及び蓋板10から熱を伝達される部材である。また、熱媒体用管16の中空部18に、例えばヒーターを通して、ヒーターから発生する熱をベース部材2及び蓋板10に伝達させる部材として利用してもよい。
The
なお、本実施形態においては、凹溝8と熱媒体用管16の下半部を面接触させ、かつ、熱媒体用管16の上端と蓋板10の下面12とを線接触させたが、これに限定されるものではない。例えば、凹溝8の深さを、熱媒体用管16の外径と同等か、あるいはその1.2倍までの範囲となるようにしてもよい。また、凹溝8の幅を、熱媒体用管16の外径と同等か、あるいはその1.1倍までの範囲となるようにしてもよい。
In the present embodiment, the
熱媒体用管16の周囲に形成される空隙部P1,P2は、図2に示すように、熱媒体用管16と凹溝8と蓋板10の下面12とにより囲まれた空間である。本実施形態においては、熱媒体用管16の上端と蓋板10の下面12とが接触しているので、接触部分を境界として、二つの空隙部P1,P2が形成されている。なお、空隙部P1,P2は、凹溝8、熱媒体用管16の形状等に基づいて適宜決定されるものであり、前記した形態に限定されるものではない。
As shown in FIG. 2, the gaps P 1 and P 2 formed around the
塑性化領域W1,W2は、図1及び図3に示すように、突合部V1,V2に対して後記する仮接合工程を行った際に、ベース部材2及び蓋板10の一部が塑性流動して一体化された領域である。なお、塑性化領域とは、回転ツールの摩擦熱によって加熱されて現に塑性化している状態と、回転ツールが通り過ぎて常温に戻った状態の両方を含むこととする。塑性化領域W1,W2は、図3においては、黒く塗りつぶした部分で示す。即ち、突合部V1,V2に沿って、後記するピン無し回転ツール20を用いて仮接合工程を行うと、突合部V1,V2の周辺にかかるベース部材2、蓋板10及びメッキ層mの金属材料が、ピン無し用回転ツール20の摩擦熱により流動化した後、再び固まって一体化される。
As shown in FIGS. 1 and 3, the plasticized regions W 1 and W 2 are formed on the
塑性化領域W3,W4は、図1及び図3に示すように、塑性化領域W1,W2を含み、凹溝8に沿って後記する流入攪拌用回転ツール25(図4参照)を移動させることで生成されている。塑性化領域W3,W4は、流入攪拌用回転ツール25の回転による摩擦熱によって流動化させた塑性流動材Q(塑性化領域W3,W4の一部)を熱媒体用管16の周囲に形成された空隙部Pに流入させる際に生成される部分である。すなわち、塑性化領域W3,W4は、ベース部材2及び蓋板10の一部が塑性流動して、空隙部Pに流入して一体化する領域であって、熱媒体用管16と接触する。塑性化領域W3,W4は、図3においては、ハッチング部分で示す。
As shown in FIGS. 1 and 3 , the plasticizing regions W 3 and W 4 include the plasticizing regions W 1 and W 2 , and will be described later along the
摩擦攪拌接合を行う際には、空隙部Pの形状や大きさ等に基づいて、流入攪拌用回転ツール25の押込み量及び挿入位置等を設定することにより、空隙部Pに塑性流動材Qを好適に流入させることができる。つまり、熱媒体用管16がつぶれない程度に、流入攪拌用回転ツール25を近づけて、空隙部Pに塑性流動材Qを隙間なく流入させることが好ましい。
When performing friction stir welding, the plastic fluid material Q is placed in the gap P by setting the push-in amount and insertion position of the inflow stirring
次に、伝熱板1の製造方法について説明する。
図4は、第一実施形態に係る回転ツールを示した図であって、(a)は、ピン無し回転ツールを示した斜視図、(b)は、流入攪拌用回転ツールを示した側面図である。図5は、伝熱板の製造方法を示した断面図であって、(a)は、切削工程を示した図であり、(b)は、熱媒体用管を挿入した挿入工程を示した図であり、(c)は、蓋溝閉塞工程を示した図である。図6は、伝熱板の製造方法を示した断面図であって、(a)は、仮接合工程を示した図であり、(b)は、流入攪拌工程を示した図である。
Next, a method for manufacturing the
4A and 4B are diagrams showing the rotary tool according to the first embodiment, in which FIG. 4A is a perspective view showing a pinless rotary tool, and FIG. 4B is a side view showing the inflow stirring rotary tool. It is. FIG. 5 is a cross-sectional view showing a method of manufacturing a heat transfer plate, where (a) shows a cutting process, and (b) shows an insertion process in which a heat medium pipe is inserted. It is a figure and (c) is the figure which showed the cover groove | channel obstruction | occlusion process. 6A and 6B are cross-sectional views showing a method for manufacturing a heat transfer plate, wherein FIG. 6A is a view showing a temporary joining step, and FIG. 6B is a view showing an inflow stirring step.
第一実施形態に係る伝熱板の製造方法は、ベース部材2を形成する切削工程と、ベース部材2及び蓋板10を脱脂する脱脂工程と、蓋板10にメッキ層mを形成するメッキ工程と、ベース部材2に形成された凹溝8に熱媒体用管16を挿入する挿入工程と、蓋溝6に蓋板10を配置する蓋溝閉塞工程と、突合部V1,V2に沿ってピン無し回転ツール20を移動させて仮接合を行う仮接合工程と、蓋板10の表面11で、凹溝8に沿って流入攪拌用回転ツール25を移動させて熱媒体用管16の周囲に形成された空隙部Pに、摩擦熱によって流動化させた塑性流動材Qを流入させる流入攪拌工程と、を含むものである。
The manufacturing method of the heat transfer plate according to the first embodiment includes a cutting step for forming the
ここで、図4を用いて、ピン無し回転ツール20と流入攪拌用回転ツール25について詳細に説明する。
ピン無し回転ツール20は、図4の(a)に示すように、例えば、工具鋼からなり、円柱形のツール本体21と、その底面22(下端面)の中心から放射状に延設された複数の突状体23,23・・・とを有する。即ち、ピン無し回転ツール20は、図4の(b)に相当するピン28(攪拌ピン)を備えていない点を特徴とする。突状体23は、放射状に配置されており、所定の曲率で弧を描くように形成されている。突状体23の形状、個数は、特に限定されるものではないが、ピン無し回転ツール20を突合部V1,V2に押し当てたときに、バランスよく塑性化される形態であることが好ましい。
Here, the
As shown in FIG. 4A, the pinless
流入攪拌用回転ツール25は、図4の(b)に示すように、例えば、工具鋼からなり、円柱形のツール本体26と、その底面27の中心部から同心軸で垂下するピン28とを有する。ピン28は、先端に向けて幅狭となるテーパ状に形成されている。なお、ピン28の周面には、その軸方向に沿って図示しない複数の小溝や径方向に沿ったネジ溝が形成されていてもよい。
As shown in FIG. 4B, the inflow stirring
流入攪拌用回転ツール25は、ピン無し回転ツール20よりも大型のものが使用されている。具体的には、流入攪拌用回転ツール25を蓋板10の上面11に押し込んで摩擦攪拌接合を施す際に、ピン28の下端部(流入攪拌用回転ツール25の先端)が、蓋溝6の底面5cよりも低くなる大きさのものが採用されている。
The inflow
(切削工程)
まず、図5の(a)に示すように、公知のエンドミル加工により、厚板部材に蓋溝6を形成する。さらに、蓋溝6の底面5cに、エンドミル加工により半円形断面を備えた凹溝8を形成する。これにより、蓋溝6と、蓋溝6の底面5cに開口された凹溝8を備えたベース部材2が形成される。凹溝8は、下半部に断面半円形の曲面7を備えており、曲面7の上端から一定の幅で上方に向けて開口されている。なお、第一実施形態においては、ベース部材2をエンドミル加工により形成したが、アルミニウム合金製の押出形材や鋳造品を用いてもよい。
(脱脂工程)
次に、ベース部材2及び蓋板10に対して脱脂工程を行う。脱脂工程では、ベース部材2及び蓋板10を、図示せぬ脱脂用処理槽内のアルコールやアセトン等の脱脂処理液に浸けて、表面に付着した加工油等の油脂分や汚れを取り除く。これによって、ベース部材2及び蓋板10の油等の有機物や水分を取り除くことができるので、摩擦攪拌によって形成される塑性化領域に有機物の残渣や分解ガスが混入するのを防止することができ、摩擦攪拌の接合性を高めることができる。
(Cutting process)
First, as shown in FIG. 5A, the
(Degreasing process)
Next, a degreasing process is performed on the
(挿入工程)
次に、図5の(b)に示すように、凹溝8に熱媒体用管16を挿入する。このとき、熱媒体用管16の下半部は、凹溝8の下半分を形成する曲面7と面接触する。
(Insertion process)
Next, as shown in FIG. 5B, the
(メッキ工程)
次に、図5の(c)に示すように、蓋板10の側面13a,13bに対して所定の金属を用いてメッキ処理を行ってメッキ層m,mを形成する。本実施形態では、蓋板10の側面13a,13bにメッキ層mを設けているが、蓋溝6の側壁5a,5b及び蓋板10の側面13a,13b少なくともいずれか一方に設ければよい。メッキする金属の種類は、接合対象であるベース部材2及び蓋板10を形成する金属よりも低融点の金属が選択される。また、メッキする金属は、ベース部材2及び蓋板10に係る金属と共晶反応または包晶反応する金属であることが好ましい。
(Plating process)
Next, as shown in FIG. 5C, the side surfaces 13a and 13b of the
メッキ層m,mの厚みは特に限定されるものではないが、1〜30μmであることが好ましい。これは、メッキ層mが、1μm未満であると、ベース部材2と蓋板10とが好適に密着して接合しないためである。一方、メッキ層mが30μmより厚いと、接合後の熱伝導度が大きく低下してしまう。
The thickness of the plating layers m and m is not particularly limited, but is preferably 1 to 30 μm. This is because when the plating layer m is less than 1 μm, the
メッキする方法は、特に限定されないが、例えば、電気メッキ方法や、所謂ドブづけ方法などを採用できる。このうち、電気メッキ方法を採用した場合、電流密度やメッキ時間を制御することによって、メッキ層mの厚さを精密に制御し、薄層状のメッキ層mを形成することもできる。したがって、接合後に熱伝導度がばらつくことがない。
なお、メッキ層mは、必ずしも必要なものではなく、必要に応じて適宜設ければよい。
The plating method is not particularly limited, and for example, an electroplating method or a so-called dotting method can be employed. Among these, when the electroplating method is adopted, the thickness of the plating layer m can be precisely controlled by controlling the current density and the plating time to form the thin plating layer m. Therefore, the thermal conductivity does not vary after joining.
Note that the plating layer m is not necessarily required, and may be appropriately provided as necessary.
(蓋溝閉塞工程)
次に、図5の(c)に示すように、ベース部材2の蓋溝6内に、蓋板10を配置する。このとき、蓋板10の下面12と熱媒体用管16の上端が線接触すると共に、蓋板10の上面11が、ベース部材2の表面3と面一なる。また、蓋溝6の側壁5a,5b(図5の(b)参照)と、蓋板10の側面13a,13bとによって突合部V1,V2が形成される。
(Cover groove closing process)
Next, as shown in FIG. 5C, the
(仮接合工程)
次に、図6の(a)に示すように、ピン無し回転ツール20を用いて突合部V1,V2に対して仮接合を行う。仮接合工程では、突合部V1,V2に、ピン無し回転ツール20を押し当てつつ、突合部V1,V2に沿ってピン無し回転ツール20を相対移動させる。ピン無し回転ツール20の移動軌跡には、摩擦熱により流動化した後に冷却された塑性化領域W1,W2が形成されている。
なお、本実施形態では、突合部V1,V2に沿って連続して仮接合工程を行うが、間欠的に仮接合工程を行ってもよい。これにより、仮接合の作業を省力化することができる。
(Temporary joining process)
Next, as shown in FIG. 6 (a), performing temporary bonded to the butting portion V 1, V 2 using the
In the present embodiment, the temporary joining process is continuously performed along the abutting portions V 1 and V 2 , but the temporary joining process may be intermittently performed. Thereby, labor of temporary joining can be saved.
(流入攪拌工程)
次に、図6の(b)に示すように、蓋板10の上面(表面)11で、下方の凹溝8に沿って、摩擦攪拌接合を施す。流入攪拌工程は、熱媒体用管16の周囲に形成された空隙部P(図2参照)に、摩擦攪拌接合によって流動化させた塑性流動材Qを流入させる工程であって、その摩擦攪拌接合は、流入攪拌用回転ツール25を用いて行う。本実施形態では、流入攪拌用回転ツール25を蓋板10の上面11に押し込んで摩擦攪拌接合を施す際に、ピン28の下端部(流入攪拌用回転ツール25の先端)が、蓋溝6の底面5cよりも低くなる大きさのものが採用されている。
(Inflow stirring process)
Next, as shown in FIG. 6B, friction stir welding is performed on the upper surface (surface) 11 of the
流入攪拌工程における摩擦攪拌接合は、蓋板10の上面(表面)11で、高速回転する流入攪拌用回転ツール25を押し込み、下方の凹溝8に沿って流入攪拌用回転ツール25を移動させる。流入攪拌用回転ツール25は、ツール本体26の底面27(ショルダ)の投影部分の一部が熱媒体用管16の空隙部Pと重なるように配置される。このとき、流入攪拌用回転ツール25の先端が、蓋溝6の底面5cよりも深く挿入され、高速回転するピン28により、その周囲の蓋板10及びベース部材2のアルミニウム合金材料は、摩擦熱によって加熱され流動化される。流入攪拌用回転ツール25は、ツール本体26の底面27が、蓋板10の上面11よりも低くなるように押し込まれる。その押込み量(長さ)は、ツール本体26が押し退ける蓋板10の金属の体積が、熱媒体用管16の周囲の一方の空隙部Pに充填される塑性流動化されたアルミニウム合金材料の体積及び塑性化領域W3(W4)の幅方向両側に発生するバリの体積との和と同等になるような長さとなっている。そして、流動化された塑性流動材Qは、流入攪拌用回転ツール25のツール本体26の底面27の押込み力によって、空隙部Pへと押し出されて流入される。流入攪拌工程における摩擦攪拌接合の後に、塑性化領域W3,W4の幅方向両側に発生したバリを取り除く。前記の摩擦攪拌接合は、凹溝8の幅方向両側でそれぞれ施されて、熱媒体用管16の上側に位置する一対の空隙部P1,P2に塑性流動材Qが流入される。
In the friction stir welding in the inflow agitation step, the inflow
以上、本実施形態に係る伝熱板の製造方法について説明したが、前記した工程順に限定されるものではなく、挿入工程の後にメッキ工程を行ってもよい。 As mentioned above, although the manufacturing method of the heat exchanger plate which concerns on this embodiment was demonstrated, it is not limited to an above described process order, You may perform a plating process after an insertion process.
以上のようにして形成された伝熱板1によれば、ベース部材2と蓋板10とが塑性化領域W3,W4において一体化されるとともに、流動化された塑性流動材Qが空隙部Pに流入されている。これにより、ベース部材2と蓋板10とを接合するとともに、空隙部Pを埋めることができる。また、熱媒体用管16は、流入攪拌工程の際に、塑性流動材Qを介して、流入攪拌用回転ツール25のツール本体26の底面27(ショルダ)によって加圧されるので、凹溝8の曲面7と確実に面接触させることができる。これにより、例えば、熱媒体用管16中を循環する熱媒体からの熱を、効率よく伝達することができる。
According to the
また、仮接合工程では、ピンを備えていないピン無し回転ツール20を用いて、仮接合を行うため、蓋板10の変形を抑制することができる。即ち、例えば、比較的薄い蓋板10を用いた場合、仮接合工程でピンを有する回転ツールで摩擦攪拌を行うと、突合部V1,V2に応力が集中するため、蓋板10が撓んで変形する。これにより、仮接合工程及び流入攪拌工程の作業が煩雑になるばかりでなく、伝熱板1の表面が平坦にならず製品の質が低下する可能性があった。しかし、本実施形態によれば、ピン無し回転ツール20を押し当てることで比較的浅い領域で塑性化させるため、蓋板10の変形を抑制することができる。
Moreover, in the temporary joining process, since temporary joining is performed using the
また、本実施形態によれば、流入攪拌工程に先だって仮接合を行って蓋板10をベース部材2に予め接合しているので、流入攪拌工程では、蓋板10が固定された状態で摩擦攪拌接合を施すことができる。したがって、比較的大きい流入攪拌用回転ツール25を用いて大きい押込み力がかかる摩擦攪拌接合を、安定した状態で行うことができる。
In addition, according to the present embodiment, since the
なお、蓋溝6及び蓋板10の幅が大きい場合には、仮接合工程によって形成された塑性化領域W1,W2は、塑性化領域W3,W4の外に形成されることもあるが、好ましくは、本実施形態のように、塑性化領域W1,W2が、塑性化領域W3,W4の内部に含まれることが好ましい。これにより、塑性化領域W1,W2が外部に露出するのを防ぐことができるとともに、流入攪拌工程では、塑性化領域W1,W2を目印として流入攪拌用回転ツール25を移動させればよいため、作業性を高めることができる。
Incidentally, in the case where the width of the
[第二実施形態]
次に、第二実施形態に係る伝熱板について説明する。図7の(a)は、第二実施形態に係る伝熱板を示した分解断面図であり、(b)は、第二実施形態に係る伝熱板を示した断面図である。
[Second Embodiment]
Next, the heat transfer plate according to the second embodiment will be described. FIG. 7A is an exploded cross-sectional view showing the heat transfer plate according to the second embodiment, and FIG. 7B is a cross-sectional view showing the heat transfer plate according to the second embodiment.
第二実施形態に係る伝熱板61は、前記した伝熱板1と略同等の構造を内包し、蓋板10の表面側にさらに上蓋板70を配置して、摩擦攪拌接合を施して接合した点で第一実施形態と相違する。
The
なお、前記した伝熱板1と同等の構造を以下、下蓋部Mともいう。また、第一実施形態に係る伝熱板1と重複する部材については、同等の符号を付し、重複する説明は省略する。
In addition, the structure equivalent to the above-described
伝熱板61は、ベース部材62と、凹溝8に挿入された熱媒体用管16と、蓋板10と、蓋板10の表面側に配置された上蓋板70とを有し、塑性化領域W1〜W6で摩擦攪拌接合により一体化されている。
The
ベース部材62は、図7の(a)及び(b)に示すように、例えばアルミニウム合金からなり、ベース部材62の表面63に、長手方向に亘って形成された上蓋溝65と、上蓋溝65の底面65cに長手方向に亘って連続して形成された蓋溝6と、蓋溝6の底面に長手方向に亘って形成された凹溝8とを有する。上蓋溝65は、断面視矩形を呈し、底面から垂直に立ち上がる側壁65a,65bを備えている。上蓋溝65の幅は、蓋溝6の幅よりも大きく形成されている。上蓋溝65の底面65cは、塑性化領域W3,W4の生成後に、面削加工されて、塑性化領域W3,W4の表面と面一となっている。
As shown in FIGS. 7A and 7B, the
ベース部材62の下部に形成された凹溝8には、熱媒体用管16が挿入されており、蓋板10によって閉塞された後、塑性化領域W1,W2で仮接合され、さらに蓋板10の表面から、蓋溝6の底面の下側まで塑性化領域W3,W4が形成されて熱媒体用管16の周囲の空隙部P1,P2に塑性流動材Qが流入されている。即ち、ベース部材62の内部に形成された下蓋部Mは、第一実施形態に係る伝熱板1と面削された部分を除いて略同等に形成されている。
The
上蓋板70は、図7の(a)及び(b)に示すように、例えば、アルミニウム合金からなり、上蓋溝65の断面と略同じ矩形断面を形成し、上面71と、下面72と、この下面72から垂直に形成された側面73a及び側面73bとを有する。上蓋板70は、上蓋溝65に嵌合される。即ち、上蓋板70の側面73a,73bは、上蓋溝65の側壁65a,65bと面接触されるか又は微細な隙間をあけて配置されている。ここで、側面73aと側壁65aとの突合せ面を以下、上側突合部V5とし、側面73bと側壁65bとの突合せ面を以下、上側突合部V6とする。上側突合部V5,V6は、摩擦攪拌接合により、塑性化領域W5,W6で一体化されている。
As shown in FIGS. 7A and 7B, the
伝熱板61の製造方法は、伝熱板1と同等の製造方法により、ベース部材62の下部に下蓋部Mを形成した後、上蓋板70を配置する上蓋溝閉塞工程と、上側突合部V5,V6に沿って摩擦攪拌接合を施す上蓋接合工程を含むものである。
The
(上蓋溝閉塞工程)
上蓋溝閉塞工程は、下蓋部Mを形成した後、上蓋溝65に上蓋板70を配置する。この際、上蓋溝65の底面65c、蓋板10及び塑性化領域W3,W4の上面は、前記した流入攪拌工程により平面状でない(凹凸がある)ので、上蓋溝65の底面65c、蓋板10及び塑性化領域W3,W4の上面を削って平坦にする面削加工を施す。
(Upper cover groove closing process)
In the upper lid groove closing step, the
(上蓋接合工程)
上蓋接合工程は、上側突合部V5,V6に沿って接合用回転ツール(図示せず)を移動させて摩擦攪拌接合を施す。当該接合用回転ツールは、前記した流入攪拌用回転ツール25と同様に、ピンを有する回転ツールであることが好ましい。上蓋接合工程における接合用回転ツールの押し込み深さは、ピンの長さ及び上蓋板70の厚み等の各種条件によって、適宜設定すればよい。
(Upper lid joining process)
In the upper lid joining process, the joining rotary tool (not shown) is moved along the upper abutting portions V 5 and V 6 to perform friction stir welding. The joining rotary tool is preferably a rotary tool having a pin, like the inflow stirring
実施形態に係る伝熱板61によれば、下蓋部Mの上方にさらに上蓋板70を配置して、摩擦攪拌接合を施すことにより、より深い位置に熱媒体用管16を配置させることができる。
[第三実施形態]
次に、第三実施形態に係る伝熱板の製造方法について説明する。図8の(a)は、第三実施形態に係る円板状回転ツールを示した側面図であり、(b)は、第三実施形態に係る仮接合工程を示した側面図である。
第三実施形態では、仮接合工程において、突合部V1,V2に対して円板状回転ツールの円周面を接触させる点で第一実施形態と相違する。
According to the
[Third embodiment]
Next, the manufacturing method of the heat exchanger plate which concerns on 3rd embodiment is demonstrated. FIG. 8A is a side view showing a disk-shaped rotary tool according to the third embodiment, and FIG. 8B is a side view showing a temporary joining step according to the third embodiment.
The third embodiment is different from the first embodiment in that the circumferential surface of the disk-like rotary tool is brought into contact with the abutting portions V 1 and V 2 in the temporary joining step.
図8の(a)に示すように、円板状回転ツール40は、軸の円周方向に回転する軸部41と、軸部41の先端に取り付けられ円柱状を呈する本体部42とを有する。軸部41の一端側は、図示しない駆動源と連結されており、軸部41の円周方向に回転するように形成されている。本体部42の円周面(円筒面)には、全面に亘って鉛直線に対して傾斜するように凹溝43が所定の深さで凹設されている。
As shown to (a) of FIG. 8, the disk-shaped
仮接合工程では、図8の(b)に示すように、突合部V1,V2に対して、回転させた円板状回転ツール40の円周面を押し当てて仮接合を行う。これにより、摩擦熱によってベース部材2と蓋板10とを仮接合することができる。
In the temporary joining step, as shown in FIG. 8B, the circumferential surface of the rotated disk-shaped rotating
なお、円板状回転ツール40の円周面に形成された凹溝43は、本実施形態の形状に限定されるものではない。例えば、鉛直線と平行に凹溝を形成してもよい。
The
以上、本発明に係る実施形態について説明したが、これに限定されるものではなく本発明の趣旨を逸脱しない範囲において、適宜変更が可能である。例えば、図9は、ピン無し回転ツールの他の形態を示した斜視図である。図9に示すピン無し回転ツール200のように、ツールの端面220に渦巻状の突状体230を設けてもよい。このような形態であっても、好適に仮接合工程を行うことができる。
The embodiment according to the present invention has been described above. However, the present invention is not limited to this, and can be appropriately changed without departing from the spirit of the present invention. For example, FIG. 9 is a perspective view showing another form of the pinless rotary tool. Like the pinless
1 伝熱板
2 ベース部材
5a (蓋溝の)側壁
5b (蓋溝の)側壁
5c (蓋溝の)底面
6 蓋溝
8 凹溝
10 蓋板
11 (蓋板の)上面(表面)
13a (蓋板の)側面
13b (蓋板の)側面
16 熱媒体用管
20 ピン無し回転ツール
25 流入攪拌用回転ツール
40 円板状回転ツール
43 凹溝
61 伝熱板
62 ベース部材
65 上蓋溝
65a (上蓋溝の)側壁
65b (上蓋溝の)側壁
70 上蓋板
73a (上蓋板の)側面
73b (上蓋板の)側面
P 空隙部
Q 塑性流動材
V 突合部
W 塑性化領域
DESCRIPTION OF
13a (Cover plate)
Claims (11)
前記蓋溝に蓋板を配置する蓋溝閉塞工程と、
ピン無し回転ツールを前記蓋溝の側壁と前記蓋板の側面との突合部に押し当てて、前記突合部に沿って相対移動させて摩擦熱により仮接合を行う仮接合工程と、
前記蓋板の表面で、前記凹溝に沿って流入攪拌用回転ツールを相対移動させて前記熱媒体用管の周囲に形成された空隙部に、摩擦熱によって流動化させた塑性流動材を流入させる流入攪拌工程と、を有することを特徴とする伝熱板の製造方法。 An insertion step of inserting the heat medium pipe into the concave groove formed on the bottom surface of the lid groove opening on the surface side of the base member;
A lid groove closing step of disposing a lid plate in the lid groove;
A temporary joining step in which a pinless rotating tool is pressed against the abutting portion between the side wall of the lid groove and the side surface of the lid plate, and is temporarily moved by frictional heat by relatively moving along the abutting portion;
On the surface of the lid plate, a plastic fluidized material fluidized by frictional heat flows into a gap formed around the heat medium tube by relatively moving the inflow stirring rotary tool along the concave groove. An inflow agitation step for producing a heat transfer plate.
前記蓋溝に蓋板を配置する蓋溝閉塞工程と、
円板状を呈する円板状回転ツールを円周方向に回転させて、前記円板状回転ツールの円周面を前記蓋溝の側壁と前記蓋板の側面との突合部に押し当てて、前記突合部に沿って相対移動させて摩擦熱により仮接合を行う仮接合工程と、
前記蓋板の表面で、前記凹溝に沿って流入攪拌用回転ツールを相対移動させて前記熱媒体用管の周囲に形成された空隙部に、摩擦熱によって流動化させた塑性流動材を流入させる流入攪拌工程と、を有することを特徴とする伝熱板の製造方法。 An insertion step of inserting the heat medium pipe into the concave groove formed on the bottom surface of the lid groove opening on the surface side of the base member;
A lid groove closing step of disposing a lid plate in the lid groove;
Rotate the disk-shaped rotating tool that exhibits a disk shape in the circumferential direction, and press the circumferential surface of the disk-shaped rotating tool against the abutting portion between the side wall of the lid groove and the side surface of the lid plate, A temporary bonding step of performing temporary bonding by frictional heat by relatively moving along the abutting portion;
On the surface of the lid plate, a plastic fluidized material fluidized by frictional heat flows into a gap formed around the heat medium tube by relatively moving the inflow stirring rotary tool along the concave groove. An inflow agitation step for producing a heat transfer plate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008156348A JP4962423B2 (en) | 2008-06-16 | 2008-06-16 | Manufacturing method of heat transfer plate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008156348A JP4962423B2 (en) | 2008-06-16 | 2008-06-16 | Manufacturing method of heat transfer plate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009297761A JP2009297761A (en) | 2009-12-24 |
| JP4962423B2 true JP4962423B2 (en) | 2012-06-27 |
Family
ID=41545203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008156348A Active JP4962423B2 (en) | 2008-06-16 | 2008-06-16 | Manufacturing method of heat transfer plate |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4962423B2 (en) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102085598B (en) * | 2009-12-03 | 2015-10-14 | 鸿富锦精密工业(深圳)有限公司 | Friction stirring connecting method |
| KR20120085920A (en) | 2009-12-25 | 2012-08-01 | 미쓰이 가가쿠 가부시키가이샤 | Polarizing diffusion film, production method therefor, and liquid crystal display device comprising polarizing diffusion film |
| CN102626824A (en) * | 2012-04-28 | 2012-08-08 | 沈阳航空航天大学 | Friction stir welding process for preparing high-performance aluminum alloy sheet |
| JP5754431B2 (en) * | 2012-10-10 | 2015-07-29 | 日本軽金属株式会社 | Heat sink manufacturing method and heat transfer plate manufacturing method |
| JP2014094409A (en) | 2012-10-10 | 2014-05-22 | Nippon Light Metal Co Ltd | Method of producing heat exchanger plate and friction agitation joining method |
| JP6274257B2 (en) * | 2012-10-10 | 2018-02-07 | 日本軽金属株式会社 | Manufacturing method of heat transfer plate and manufacturing method of composite plate having no flow path inside |
| JP2019058933A (en) | 2017-09-27 | 2019-04-18 | 日本軽金属株式会社 | Manufacturing method of liquid-cooled jacket |
| JP2019058934A (en) | 2017-09-27 | 2019-04-18 | 日本軽金属株式会社 | Manufacturing method of liquid-cooled jacket |
| JP6769427B2 (en) | 2017-12-18 | 2020-10-14 | 日本軽金属株式会社 | How to manufacture a liquid-cooled jacket |
| JP6927128B2 (en) | 2018-04-02 | 2021-08-25 | 日本軽金属株式会社 | How to manufacture a liquid-cooled jacket |
| JP2019181473A (en) | 2018-04-02 | 2019-10-24 | 日本軽金属株式会社 | Liquid-cooled jacket manufacturing method |
| JP2020032429A (en) * | 2018-08-27 | 2020-03-05 | 日本軽金属株式会社 | Heat exchanger plate manufacturing method |
| JP7070389B2 (en) | 2018-12-19 | 2022-05-18 | 日本軽金属株式会社 | Joining method |
| JP7322748B2 (en) * | 2020-02-26 | 2023-08-08 | 日本軽金属株式会社 | Composite structure manufacturing method |
| JP7322749B2 (en) * | 2020-02-26 | 2023-08-08 | 日本軽金属株式会社 | Composite structure manufacturing method |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5890387A (en) * | 1981-11-20 | 1983-05-30 | Toshiba Mach Co Ltd | Method and apparatus for friction pressure welding |
| JP3818084B2 (en) * | 2000-12-22 | 2006-09-06 | 日立電線株式会社 | Cooling plate and manufacturing method thereof, and sputtering target and manufacturing method thereof |
| JP4126966B2 (en) * | 2002-06-10 | 2008-07-30 | 株式会社日立製作所 | Bonding structure of main body and lid |
| JP4325260B2 (en) * | 2003-04-15 | 2009-09-02 | 日本軽金属株式会社 | Manufacturing method of heat transfer element |
| JP4305273B2 (en) * | 2004-05-11 | 2009-07-29 | 日本軽金属株式会社 | Manufacturing method of heat exchange plate and manufacturing method of heat exchanger |
| JP4808949B2 (en) * | 2004-10-12 | 2011-11-02 | 助川電気工業株式会社 | Method for manufacturing a heating element having an embedded heater |
-
2008
- 2008-06-16 JP JP2008156348A patent/JP4962423B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009297761A (en) | 2009-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4962423B2 (en) | Manufacturing method of heat transfer plate | |
| JP5163419B2 (en) | Manufacturing method of heat transfer plate | |
| JP5262822B2 (en) | Manufacturing method of liquid cooling jacket | |
| KR101411143B1 (en) | Method of producing heat transfer plate and heat transfer plate | |
| WO2010041529A1 (en) | Method of manufacturing heat transfer plate | |
| JP5440676B2 (en) | Heat transfer plate manufacturing method and heat transfer plate | |
| WO2017033923A1 (en) | Bonding method, liquid cooling jacket production method, and liquid cooling jacket | |
| WO2009142070A1 (en) | Method for producing heat exchanger plate, and heat exchanger plate | |
| KR20150034223A (en) | Method for producing heat exchanger plate and method for friction stir welding | |
| JP2020032429A (en) | Heat exchanger plate manufacturing method | |
| JP5573973B2 (en) | Manufacturing method of liquid cooling jacket | |
| JP5012339B2 (en) | Heat transfer plate manufacturing method and heat transfer plate | |
| JP5141487B2 (en) | Manufacturing method of heat transfer plate | |
| JP5195098B2 (en) | Manufacturing method of heat transfer plate | |
| JP2010140951A (en) | Method of manufacturing liquid-cooled jacket and frictional agitation bonding method | |
| JP4888422B2 (en) | Heat transfer plate manufacturing method and heat transfer plate | |
| JP5071132B2 (en) | Manufacturing method of heat transfer plate | |
| JP6828675B2 (en) | How to manufacture a liquid-cooled jacket | |
| JP5071144B2 (en) | Manufacturing method of heat transfer plate | |
| JP6617834B2 (en) | Manufacturing method of heat transfer plate | |
| JP2017159351A (en) | Manufacturing method of liquid-cooled jacket | |
| JP5125760B2 (en) | Heat transfer plate manufacturing method and heat transfer plate | |
| JP6365752B2 (en) | Heat transfer plate manufacturing method and heat transfer plate | |
| JP5071249B2 (en) | Heat transfer plate manufacturing method and heat transfer plate | |
| JP5071274B2 (en) | Heat transfer plate manufacturing method and heat transfer plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100818 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120228 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120312 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4962423 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150406 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |