JP4955339B2 - Lid and packaging body and method for producing the packaging body - Google Patents
Lid and packaging body and method for producing the packaging body Download PDFInfo
- Publication number
- JP4955339B2 JP4955339B2 JP2006223089A JP2006223089A JP4955339B2 JP 4955339 B2 JP4955339 B2 JP 4955339B2 JP 2006223089 A JP2006223089 A JP 2006223089A JP 2006223089 A JP2006223089 A JP 2006223089A JP 4955339 B2 JP4955339 B2 JP 4955339B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- inner layer
- lid
- outer layer
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 4
- 238000004519 manufacturing process Methods 0.000 title description 3
- 239000000463 material Substances 0.000 claims description 82
- -1 polypropylene Polymers 0.000 claims description 29
- 229920005989 resin Polymers 0.000 claims description 29
- 239000011347 resin Substances 0.000 claims description 29
- 239000004743 Polypropylene Substances 0.000 claims description 27
- 229920001155 polypropylene Polymers 0.000 claims description 24
- 238000007789 sealing Methods 0.000 claims description 16
- 238000010030 laminating Methods 0.000 claims description 15
- 229920013716 polyethylene resin Polymers 0.000 claims description 14
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 claims description 13
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 claims description 13
- 229920005678 polyethylene based resin Polymers 0.000 claims description 11
- 239000004840 adhesive resin Substances 0.000 claims description 8
- 229920006223 adhesive resin Polymers 0.000 claims description 8
- 230000000149 penetrating effect Effects 0.000 claims description 3
- 238000003860 storage Methods 0.000 claims description 3
- 239000010410 layer Substances 0.000 description 237
- 239000000853 adhesive Substances 0.000 description 26
- 230000001070 adhesive effect Effects 0.000 description 26
- 238000000034 method Methods 0.000 description 17
- 239000002781 deodorant agent Substances 0.000 description 13
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 9
- 206010040844 Skin exfoliation Diseases 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 8
- 239000003205 fragrance Substances 0.000 description 8
- 229920001684 low density polyethylene Polymers 0.000 description 8
- 239000004702 low-density polyethylene Substances 0.000 description 8
- 229920002799 BoPET Polymers 0.000 description 6
- 235000013361 beverage Nutrition 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 6
- 235000013305 food Nutrition 0.000 description 6
- 238000001035 drying Methods 0.000 description 4
- 239000000428 dust Substances 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 238000003475 lamination Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000004888 barrier function Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000002075 main ingredient Substances 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 1
- 229920005676 ethylene-propylene block copolymer Polymers 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 229910052809 inorganic oxide Inorganic materials 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 239000012939 laminating adhesive Substances 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920006290 polyethylene naphthalate film Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000010902 straw Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images



Landscapes
- Packages (AREA)
- Closures For Containers (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Description
この発明は、食品、飲料品や芳香剤、消臭剤等を収納した容器の封緘に用いるのに好適な内層と外層とが剥離可能に積層された蓋材、およびこの蓋材を用いた包装体、およびこの包装体の製造方法に関する。 The present invention relates to a lid material in which an inner layer and an outer layer suitable for use in sealing containers containing foods, beverages, fragrances, deodorants and the like are detachably laminated, and packaging using the lid material The present invention relates to a body and a method for producing the package.
特許文献1や2に記載されているように、外層と内層とを接着剤を介して剥離可能に積層した蓋材が既に知られている。
このような蓋材は、食品、飲料品や芳香剤、消臭剤等が収納された容器の開口を封緘するのに好適である。
As described in
Such a lid material is suitable for sealing an opening of a container in which food, beverages, fragrances, deodorants and the like are stored.
すなわち、外層と内層とが接着した状態では、この蓋材からなる蓋により容器を密封すると、収納物が外部へ遺漏することがなく、外層にバリアー性を有する素材を用いるなどすると収納物の経年劣化を防止できるため、保存に好適である。
そして、内層から外層を剥離させると、内層が容器開口に接着された状態で残るため、収納物が芳香剤や消臭剤である場合には、内層にあらかじめ設けられた複数の小さな貫通孔あるいは切れ込み(特許文献1の図3参照)が現れ、これを通じて芳香剤や消臭剤が外気へと拡散し使用状態となる。
また、収納物が食品や飲料品である場合には、内層にあらかじめ設けられ、あるいは外層の剥離とともに形成された部分開口(特許文献2の図4参照)が現れ、これを通じてストローやスプーンを差し込むことで喫食可能状態となる。
That is, in a state where the outer layer and the inner layer are bonded, if the container is sealed with a lid made of this lid material, the stored item will not leak to the outside, and if the outer layer is made of a material having a barrier property, Since deterioration can be prevented, it is suitable for storage.
When the outer layer is peeled off from the inner layer, the inner layer remains adhered to the container opening. Therefore, when the stored item is a fragrance or a deodorant, a plurality of small through holes provided in the inner layer in advance or A notch (see FIG. 3 of Patent Document 1) appears, through which the fragrance or deodorant diffuses into the outside air and enters the use state.
In addition, when the stored item is a food or beverage, a partial opening (see FIG. 4 of Patent Document 2) provided in advance in the inner layer or formed along with the peeling of the outer layer appears, through which a straw or spoon is inserted. It will be in a state ready for eating.
このとき、内層に設けられた部分開口や貫通孔、切れ込みの大きさは調節可能であるため、これを小さくすることで容器内に塵埃が侵入することが防止される。
このため、収納物が消臭剤や芳香剤である場合には、容器内に塵埃が堆積せずに見栄えがよく、また消臭剤や芳香剤の表面に塵埃が付着することがないため、消臭性能等が低下することもない。
また、収納物が食品や飲料品である場合には、食品や飲料品がこぼれにくく、またこれらに塵埃が付着することなく衛生的である。
At this time, since the size of the partial opening, the through hole, and the cut provided in the inner layer can be adjusted, it is possible to prevent dust from entering the container by reducing the size.
For this reason, when the stored item is a deodorant or fragrance, it looks good without dust accumulating in the container, and dust does not adhere to the surface of the deodorant or fragrance. Deodorant performance and the like are not deteriorated.
Further, when the stored item is a food or beverage, the food or beverage is not easily spilled, and it is hygienic without dust adhering thereto.
しかし、このような蓋材は、外層と内層との接着強度をコントロールするのが難しく、弱接着剤と強接着剤とを組み合わせた複雑な塗布工程が必要であった(特許文献1の図6および特許文献2の図1参照)。
そのため、この接着強度のコントロールがばらつくと、接着強度が強すぎて外層が手で容易に剥離できなかったり、逆に接着強度が弱すぎて外層が不用意に(勝手に)剥離したりしてしまうという問題があった。
また、この蓋材よりなる蓋を容器の開口部フランジにヒートシールする際、これら弱接着剤および強接着剤あるいはその他の接着剤にも熱がかかり、接着強度が上昇するため、外層の剥離が一層困難になる問題があった。
For this reason, if this adhesive strength control varies, the adhesive strength is too strong and the outer layer cannot be easily peeled by hand, or conversely, the adhesive strength is too weak and the outer layer is peeled inadvertently (selfishly). There was a problem that.
In addition, when heat-sealing the lid made of this lid material to the opening flange of the container, heat is applied to these weak and strong adhesives or other adhesives, and the adhesive strength is increased, so that the outer layer is peeled off. There was a problem that became more difficult.
そこで、この発明は、内層と外層とを積層してなる蓋材において、接着剤による接着強度をコントロールするなどの複雑な工程を要することなく、簡便に外層と内層とを安定した状態で剥離可能に積層できる手段および、蓋材よりなる蓋を容器の開口部フランジに高温度でヒートシールしても、外層が剥離不良を起すことなく、手で容易に剥離できる手段を提供することをその課題とする。 Therefore, according to the present invention, the outer layer and the inner layer can be easily and stably peeled without requiring a complicated process such as controlling the adhesive strength by the adhesive in the cover material formed by laminating the inner layer and the outer layer. It is possible to provide means that can be laminated on the outer surface of the container, and means that the outer layer can be easily peeled by hand without causing poor peeling even when the lid made of the lid is heat-sealed to the opening flange of the container at a high temperature. And
上記した課題を解決するため、この発明では、内層と外層とを積層してなる蓋材について、外層は内層との界面にポリエチレン系樹脂層を有するものとし、この外層のポリエチレン系樹脂層と内層とを界面剥離可能に形成したのである。 In order to solve the above-described problems, in the present invention, the outer layer has a polyethylene resin layer at the interface with the inner layer, and the outer layer has a polyethylene resin layer and an inner layer. Are formed to be capable of interfacial peeling.
このようにすれば、外層と内層とはその界面で剥離可能な状態で直接積層されているため、別途接着剤を用いる必要がなく、そのため接着強度をコントロールするなどの複雑な工程を要することなく、簡便に安定した状態で剥離可能に積層することができる。
また、この蓋材よりなる蓋を、容器の開口部フランジに高温度でヒートシールしても、外層と内層との界面に接着剤を用いていないため、剥離強度に変化が生じず、剥離不良を起すことなく、手で容易に剥離させることができる。
In this way, since the outer layer and the inner layer are directly laminated in a state where they can be peeled off at the interface, it is not necessary to use a separate adhesive, and therefore, complicated processes such as controlling the adhesive strength are not required. It can be easily and stably laminated in a stable state.
In addition, even if the lid made of this lid material is heat-sealed to the opening flange of the container at a high temperature, no adhesive is used at the interface between the outer layer and the inner layer, so that the peel strength does not change and the peel failure It can be easily peeled off by hand without causing any trouble.
より具体的には、内層と外層とを積層してなる蓋材において、外層は内層との境界にポリエチレン系樹脂層を有するものとし、内層は延伸ポリプロピレンフィルムからなる基材層と、熱接着性樹脂からなるシール層とを少なくとも有するものとし、このシール層は外面ヒートシール面を構成するものとし、外層のポリエチレン系樹脂層と内層とを界面剥離可能に形成したのである。 More specifically, in a lid formed by laminating an inner layer and an outer layer, the outer layer has a polyethylene-based resin layer at the boundary with the inner layer, the inner layer is a base material layer made of a stretched polypropylene film, and thermal adhesiveness It is assumed that it has at least a sealing layer made of resin, and this sealing layer constitutes an outer surface heat sealing surface, and the outer polyethylene-based resin layer and the inner layer are formed so as to be capable of interfacial peeling.
ここで、内層に延伸ポリプロピレンフィルムからなる基材層を設けたのは、外層を剥離した後においても、内層単体で蓋材としての十分な強度を維持するためであり、熱接着樹脂からなるシール層を設けたのは、容器の開口部フランジに蓋材をヒートシールするためである。 Here, the base layer made of a stretched polypropylene film was provided on the inner layer in order to maintain sufficient strength as a lid material by itself, even after the outer layer was peeled off, and a seal made of a thermoadhesive resin The layer was provided in order to heat seal the lid to the opening flange of the container.
内層に、その厚み方向に貫通する単数または複数の貫通孔を設けておくと、外層を内層から剥離すると簡単に低コストで部分開口を形成することができる。 If the inner layer is provided with one or a plurality of through holes penetrating in the thickness direction, a partial opening can be easily formed at low cost by peeling the outer layer from the inner layer.
外層のポリエチレン系樹脂層と内層との界面剥離強度を、0.02N/15mmから0.5N/15mmとすると、手で容易に剥離することができ、しかも外層が不用意に(勝手に)剥離する心配もない。 If the interface peel strength between the outer polyethylene-based resin layer and the inner layer is 0.02N / 15mm to 0.5N / 15mm, it can be easily peeled by hand, and the outer layer can be peeled inadvertently (selfishly) There is no worry to do.
内層は、上記外層のポリエチレン系樹脂層との境界に、ブテン含有ポリプロピレン樹脂層を有するものとすると、界面剥離強度のばらつきを抑えて一定範囲に保つことが容易となる。 If the inner layer has a butene-containing polypropylene resin layer at the boundary with the polyethylene resin layer of the outer layer, it becomes easy to suppress variation in interfacial peel strength and keep it within a certain range.
開口部にフランジを有する樹脂製容器に収納物を収納し、そのフランジ上面に、上記蓋材よりなる蓋の内層のシール層を当ててリングシールして包装体を形成すると、このリングシールした部分で蓋の内層が脆弱化するため、蓋の外縁部分(主にタブ)の内層と外層とを同時に掴んでも、内層がリングシール部分で破断し、リングシールより内側が容器開口部に残存するため、内層全体を外層と一緒にフランジから剥がしてしまう恐れがない。
そのため、従来の接着剤を用いた蓋のように、内層と外層を同時に容器開口から剥がしてしまうことを防ぐために、タブの部分の内層と外層とを分離するような手間が要らず、確実に外層のみをフランジから剥がすことが可能である。
When a stored item is stored in a resin container having a flange in the opening, and a ring seal is applied to the upper surface of the flange by applying a sealing layer of the inner cover layer, the ring sealed portion is formed. Because the inner layer of the lid becomes brittle, even if the inner layer and outer layer of the outer edge portion (mainly tab) of the lid are gripped at the same time, the inner layer breaks at the ring seal portion and the inner side from the ring seal remains in the container opening. There is no risk of peeling the entire inner layer from the flange together with the outer layer.
Therefore, like a lid using a conventional adhesive, in order to prevent the inner layer and the outer layer from being peeled from the container opening at the same time, there is no need to separate the inner layer and the outer layer of the tab portion, and it is ensured. Only the outer layer can be peeled from the flange.
また、収納物を収納した樹脂製容器のフランジ上面の一部または全部に、凸部や凹部を設け、このフランジ上面に、上記蓋材よりなる蓋の内層のシール層を当ててヒートシールして包装体を形成すると、シール時の凸部等により蓋が押圧されるなどしてこの部分の内層が脆弱化するため、リングシールした場合と同様の効果を奏することが可能となる。 Further, a convex part or a concave part is provided on a part or all of the upper surface of the flange of the resin container containing the stored items, and a heat seal is applied to the upper surface of the flange by applying an inner sealing layer of the lid made of the lid material. When the package is formed, the inner layer of this portion becomes weak because the lid is pressed by a convex portion or the like at the time of sealing, so that the same effect as that in the case of ring sealing can be achieved.
上記包装体を製造するに当たっては、ヒートシールの温度を210℃〜240℃とすると、蓋内層のリングシール部分や容器の凸部や凹部に接着する部分の十分な脆弱化が図られ蓋(外層)を剥がしても内層が容器開口から剥がれてしまう心配がなく、かつ蓋外層の物性に影響を与えることなく、剥離強度が変化する心配も無い。 In manufacturing the package, if the temperature of the heat seal is 210 ° C. to 240 ° C., the ring seal portion of the inner lid layer and the portion adhering to the convex portion or concave portion of the container are sufficiently weakened, and the lid (outer layer) ), The inner layer is not peeled off from the container opening, and the physical strength of the outer lid layer is not affected, and the peel strength is not changed.
内層と外層とを積層してなる蓋材を、外層は内層との界面にポリエチレン系樹脂層を有するものとし、この外層のポリエチレン系樹脂層と内層とを界面剥離可能に形成したことにより、接着強度をコントロールするなどの複雑な工程を要することなく、簡便に安定した状態で剥離可能に積層できる。 Adhering a lid made by laminating an inner layer and an outer layer, the outer layer having a polyethylene-based resin layer at the interface with the inner layer, and forming the outer-layer polyethylene-based resin layer and the inner layer so that the interface can be peeled off. Without requiring a complicated process such as controlling the strength, it can be easily and stably laminated in a peelable manner.
以下、図面を参照しつつ、この発明の実施形態について説明する。 Hereinafter, embodiments of the present invention will be described with reference to the drawings.
図1に示すように、第一の実施形態にかかる蓋材10は、内層11と外層12とからなり、内層11は、基材層11aとシール層11bとからなり、外層12は、基材層12aとポリエチレン系樹脂層12bとからなり、この内層11の基材層11aと外層12のポリエチレン樹脂層12bとがその界面で剥離可能な状態で積層されて形成されている。
As shown in FIG. 1, the
内層11の基材層11aは、内層11の強度を高め、外層12を剥離する際や、剥離した後、不用意に破れないように延伸ポリプロピレンフィルム(OPPフィルム、延伸PP)から形成されている。
この延伸ポリプロピレンフィルムの厚みは、12μmから120μmとすると、嵩張らず、しかも強度も十分であるため好ましい。
The
The stretched polypropylene film preferably has a thickness of 12 μm to 120 μm because it is not bulky and has sufficient strength.
内層11のシール層11bは、蓋材10を後述する容器40の開口部にヒートシール可能なように、熱接着性樹脂から形成されている。
熱接着性樹脂の種類は特に限定されることはないが、例えば無延伸ポリプロピレン(CPP)、ポリエチレン、アイオノマー樹脂、エチレン−アクリル酸共重合体、エチレン−プロピレンブロック共重合体、スチレン、ポリエステル、エチレン酢酸ビニル共重合体(EVA)等を挙げることができ、勿論市販のシーラントフィルムを用いることもできる。
シール層11bの厚みは特に制限されるものではないが、通常2μmから60μm程度である。
また、基材層11aとシール層11bの積層方法は特に制限されるものではなく、各種コート法、ドライラミネート接着剤を用いたドライラミネート法などを挙げることができる。
The sealing
The type of the heat-adhesive resin is not particularly limited. For example, unstretched polypropylene (CPP), polyethylene, ionomer resin, ethylene-acrylic acid copolymer, ethylene-propylene block copolymer, styrene, polyester, ethylene A vinyl acetate copolymer (EVA) etc. can be mentioned, Of course, a commercially available sealant film can also be used.
The thickness of the
Moreover, the lamination | stacking method in particular of the
外層12の基材層12aは、特に種類は制限されず、紙、樹脂フィルム、アルミニウム箔などを用いることができ、必要に応じて基材層12aの表裏面または中間層に印刷や着色等を施しても良い。
特に、基材層12aとしてポリエチレンテレフタレートフィルム(PETフィルム)、ポリブチレンテレフタレートフィルム(PBTフィルム)、ポリエチレンナフタレートフィルム(PENフィルム)、アルミニウム箔、無機酸化物蒸着フィルムから選ばれる少なくとも1種を用いるのが強度、コスト、バリアー性等の点から好ましい。
なお、勿論、同種または異種のフィルム、アルミニウム箔等を2種以上積層して用いてもよい。
また、基材層12aの厚みも特に制限されることはないが、通常12μmから200μm程度が嵩張らず、強度も十分であるため好ましい。
The
In particular, as the
Of course, two or more of the same or different types of films, aluminum foils and the like may be laminated.
Further, the thickness of the
また、ポリエチレン系樹脂層12bとしては、高密度ポリエチレン、低密度ポリエチレン、線状低密度ポリエチレン等から選択すればよいが、これらの中でも、特に低密度ポリエチレン(LDPE)を用いるのが界面剥離性に優れるため好ましい。
The polyethylene-based
内層11と外層12との積層は、外層12のポリエチレン系樹脂層12bを介することにより、ヒートラミネーション法または押出し法等により積層するのがよい。
このヒートラミネーション法を採用する場合は、その温度は80℃から130℃とするのが好ましい。
なぜなら、80℃未満では、内層11と外層12との接着不良の原因となり十分な接着強度が望めず、130℃を超えると、内層11のシール層11bが溶融し始め、ヒートロールに付着脱離するので安定したラミネートが望めないからである。
一方、押出し法を採用する場合は、通常冷却ロールを用いることから、比較的高温例えば、300℃程度で押出し積層すればよい。
The
When this heat lamination method is adopted, the temperature is preferably 80 to 130 ° C.
This is because if the temperature is less than 80 ° C., sufficient adhesion strength cannot be expected due to poor adhesion between the
On the other hand, when the extrusion method is employed, since a cooling roll is usually used, extrusion lamination may be performed at a relatively high temperature, for example, about 300 ° C.
外層12のポリエチレン系樹脂層12bと内層11の基材層11aとの剥離強度は0.02N/15mmから0.5N/15mmの範囲内が好ましく、この範囲内に設定すると、外層12のポリエチレン系樹脂層12bと内層11の基材層11aとの界面での剥離性能が良好なものとなる。
なぜなら、剥離強度が0.02N/15mmより低い場合は、工程中や製品の輸送中に外層12が不用意に内層11から剥離するおそれがあり、一方剥離強度が0.5N/15mmより高い場合は、手でスムーズに剥離できないおそれがあるからである。
The peel strength between the polyethylene-based
This is because if the peel strength is lower than 0.02 N / 15 mm, the
図2に示すように、第二の実施形態にかかる蓋材20は、内層21と外層22とからなり、内層21は、基材層21aとシール層21bとブテン含有ポリプロピレン(ブテン含有PP)樹脂層21cとからなり、外層22は、基材層22aとポリエチレン系樹脂層22bとからなり、この内層21のブテン含有PP樹脂層21cと外層22のポリエチレン系樹脂層22bとがその界面で剥離可能な状態で積層されて形成されている。
ここで、内層21の基材層21aとシール層21bおよび外層22の基材層22aとポリエチレン系樹脂層22bは、第一の実施形態と同様であるため、説明を省略する。
As shown in FIG. 2, the
Here, since the
ブテン含有ポリプロピレン樹脂層21cは、上述したように、内層21の基材層21aと外層22のポリエチレン系樹脂層22bとの間に積層されており、このため、蓋材10の剥離強度のばらつきが低く抑えられている。
ブテン含有ポリプロピレン樹脂層21cは強度等を考慮して、その厚みは1μmから15μm程度とするのが好ましく、ブテンの含有量はブテン含有ポリプロピレン樹脂層21cの1重量%から10重量%程度とするのが好ましい。
また、ブテン含有ポリプロピレン樹脂層21cには、ポリエチレン系樹脂層22bとの接着強度を調整する目的で、ポリエチレン樹脂を数重量%、例えば1.5重量%程度含有させることもできる。
As described above, the butene-containing
In consideration of strength and the like, the butene-containing
The butene-containing
実施形態にかかる蓋材10,20の構成は以上のようであるが、これに加えて必要に応じ、内層11,21や外層12,22の任意の位置に補強樹脂層、バリアー層、オーバーコート、アンカーコート、プライマーコート、印刷、着色、防滑コート、遮光層、防曇剤コート、滑剤コート等を積層してもよい。
また、その積層方法も特に制限されることはなく、ドライラミネート法、ウエットラミネート法、ヒートラミネート(熱ラミネート)法、共押出し法、押出しラミネート法等を採用することができる。
Although the structure of the lid | cover
Also, the laminating method is not particularly limited, and a dry laminating method, a wet laminating method, a heat laminating (thermal laminating) method, a coextrusion method, an extrusion laminating method and the like can be employed.
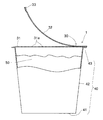
これら蓋材10,20を用いて、図3のような、実施形態にかかる包装体1を作製する。
包装体1は、蓋材10、20をタブ33付き円形に打ち抜いてなる内層31と外層32とからなる蓋30と、容器40と、消臭剤50とからなる。
Using these
The
図示のように、蓋30の内層31には、抜き加工等により、その表裏を貫通する貫通孔31aが設けられており、その孔径は、1mmから10mm程度とするのが好適である。
As illustrated, the
容器40は公知の樹脂製容器であって、円形の底面41と、底面41周縁から広がって立ち上がる周面42と、周面42上縁から水平に張り出すフランジ43とからなる。
この容器40の収納空間に消臭剤50を収納し、容器40のフランジ43に蓋材10,20からなる蓋30をリングシール(線シール)することにより得られる。
合成樹脂製容器40としては、特にポリエステル、ポリスチレン、ポリプロピレン、塩化ビニル、ポリエチレン製の容器が安価であり、ヒートシールしやすいなどの理由から好ましい。
なお、合成樹脂製容器40に代えて、例えば公知の紙容器、樹脂製容器、ガラス容器、金属製容器を用いてもよい。
The
The
As the
In place of the
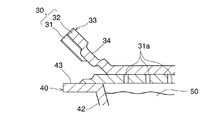
ここで、リングシールとは、図5のように、容器40の開口縁部のフランジ43上面に、断面凸(または凹)型の平面視リング状の熱板60を用いて、熱接着部断面が凹(または凸)型になるようヒートシールすることを意味する。
その他のヒートシール(リングシール)の条件は公知の範囲から適宜選択すればよいが、特に、シール温度(熱板温度)210〜240℃、圧力約50kg/カップから150kg/カップ、時間0.5〜5秒程度とするのが好ましい。
このような範囲が好適であるのは、ヒートシール温度が210℃未満の場合は、内層がリングシール部分で完全に破断せず、内層の一部が外層に接着した状態で開封され、内層が不用意に破れると共に、破れた部分が想定外の開口になってしまい商品価値が無くなるからである。
また他方で、ヒートシール温度が240℃を超えると、熱板の余熱で内層と外層の間に積層しているポリエチレン樹脂が溶融し始め、熱ジワや浮きを発生させ外観や性能に支障をきたすからである。
Here, as shown in FIG. 5, the ring seal uses a ring-shaped
Other heat seal (ring seal) conditions may be appropriately selected from a known range. Particularly, the seal temperature (hot plate temperature) is 210 to 240 ° C., the pressure is about 50 kg / cup to 150 kg / cup, and the time is 0.5. It is preferable to set it to about 5 seconds.
Such a range is suitable when the heat seal temperature is less than 210 ° C., the inner layer is not completely broken at the ring seal portion, and the inner layer is opened with a part of the inner layer adhered to the outer layer. This is because it is inadvertently broken, and the broken portion becomes an unexpected opening, resulting in loss of commercial value.
On the other hand, when the heat seal temperature exceeds 240 ° C., the polyethylene resin laminated between the inner layer and the outer layer starts to melt due to the residual heat of the hot plate, causing thermal wrinkles and floats, which hinder the appearance and performance. Because.
なお、リングシールの際に、実施形態では、図5のように熱板60を用いたが、超音波加熱や誘導加熱によりシールしてもよい。
また、リングシールに代えて、容器40フランジ43の上面(ヒートシール面)の少なくとも一部に凸部または凹部を形成し、ここに蓋材10,20をヒートシールしてもよい。
In the case of ring sealing, in the embodiment, the
Further, instead of the ring seal, a convex portion or a concave portion may be formed on at least a part of the upper surface (heat seal surface) of the
包装体1の構成は以上のようであり、図3および図4に示すとおり、予め蓋30に設けたタブ33を指で掴み開封方向へと引っ張ると、まず、リングシール部34の外方では外層32と内層31が積層されたままの状態で容器40から離脱し、つぎに、リングシール部34に沿って内層31が破断するため、リングシール部34より内側においては、内層31は容器40の開口部に残留する。
そのため、図5に示すように、最終的には外層32とリングシール部34より外側の内層31が容器40から剥離し、リングシール部34より内側の内層31のみ容器40の開口上に留まる。
こうして、内層31に設けられた貫通孔31aの部分が部分開封され、ここから消臭剤50の消臭成分が外気に放散され使用状態になる。
The structure of the
Therefore, as shown in FIG. 5, the
In this way, the portion of the through
実施形態では、容器40の収納物を消臭剤50としたが、これに限定されず、芳香剤、薬品、食品、飲料品などでもよい。
また、実施形態では、蓋30の内層31に貫通孔31aを設けたが、これに代えて切れ込み、ミシン目、ハーフカットなどを施しておいてもよい。
ミシン目、ハーフカットを施す場合には、蓋30の外層を剥がした際に、これらの部分が破断して部分開口が形成されるように破断強度を調節しておくとよい。
容器40の収納物が消臭剤50や芳香剤である場合には、内層31にこれら部分開口を設けずに、内層31を、透気性を有する素材から形成してもよい。
In the embodiment, the stored item in the
In the embodiment, the through
When performing perforation and half-cutting, it is preferable to adjust the breaking strength so that, when the outer layer of the
When the stored item in the
さらに詳細な実施例および比較例を挙げて、この発明の特徴を一層明確にする。 Further detailed examples and comparative examples are given to further clarify the features of the present invention.
実施例および比較例として、以下の構成の蓋材を用意する。
実施例の蓋材は、外層材と内層材を積層してなり、外層材は、外層基材と低密度ポリエチレンとがアンカーコート剤を介して接着積層されており、内層材は内層基材と熱接着性樹脂とが接着剤を介して接着積層されている。
比較例の蓋材は、外層材と内層材とを接着剤を介して積層してなり、外層材は、外層基材単層からなり、内層材は外層材との界面から順に、剥離剤/内層基材/接着剤/熱接着性樹脂を積層して形成されている。
As examples and comparative examples, lid materials having the following configurations are prepared.
The cover material of the example is formed by laminating an outer layer material and an inner layer material, and the outer layer material is formed by bonding and laminating an outer layer base material and low-density polyethylene via an anchor coat agent, and the inner layer material is formed of an inner layer base material and The heat-adhesive resin is bonded and laminated through an adhesive.
The cover material of the comparative example is formed by laminating an outer layer material and an inner layer material via an adhesive. The outer layer material is composed of a single layer of an outer layer base material, and the inner layer material is sequentially separated from the interface with the outer layer material. It is formed by laminating an inner layer base material / adhesive / thermal adhesive resin.
(参考例1、実施例2〜実施例3)
内層基材として片面をコロナ処理した25μmOPPフィルムを用い、大日本インキ化学工業社製 LX500を主剤として10重量部に対し、硬化剤として同社製KW75を1重量部配合し、2液硬化型の接着剤として用い、この接着剤を酢酸エチルで希釈した後、先程のOPPフィルムのコロナ処理面に乾燥後重量として3.5g/m2となるようグラビア方式にて塗布、乾燥を行った。
60℃のヒートロールにて熱接着性樹脂として東レフィルム加工社製 30μm無延伸ポリプロピレンフィルムCF3301の貼り合わせを行い、40℃で3日間の養生を行った。
そして、この内層材に予めφ2mmの抜き加工を多数施しておいた。
また、外層基材として予め25μmPETフィルムにウレタン系アンカーコート剤を塗布乾燥し、これに住友化学社製 低密度ポリエチレン樹脂L705を厚さ15μmで押出しコートを施しておいた。
100℃のヒートロールにて外層材を加熱し、低密度ポリエチレン樹脂層を半溶融し、内層材のOPP面と熱接着(弱接着)し、蓋材を作製した。
そして、この蓋材を直径76mmタブ付の形状に打ち抜き蓋を作製した。
( Reference Example 1, Example 2 to Example 3)
Using a 25μm OPP film with corona treatment on one side as the inner layer base material, 10 parts by weight of LX500 made by Dainippon Ink & Chemicals, Inc. and 1 part by weight of KW75 made by the company as a curing agent are blended into a two-part curable adhesive. This adhesive was diluted with ethyl acetate, and then applied to the corona-treated surface of the previous OPP film by a gravure method so that the weight after drying was 3.5 g / m 2 .
A 30 μm unstretched polypropylene film CF3301 manufactured by Toray Film Processing Co., Ltd. was bonded as a heat-adhesive resin with a 60 ° C. heat roll, and cured at 40 ° C. for 3 days.
The inner layer material was preliminarily punched with a diameter of 2 mm.
Further, a urethane anchor coating agent was applied and dried in advance on a 25 μm PET film as an outer layer base material, and a low density polyethylene resin L705 manufactured by Sumitomo Chemical Co., Ltd. was extruded and coated at a thickness of 15 μm.
The outer layer material was heated with a 100 ° C. heat roll, the low-density polyethylene resin layer was semi-melted, and thermally bonded (weakly bonded) to the OPP surface of the inner layer material to prepare a lid material.
And this lid | cover material was punched out in the shape with a diameter 76mm tab, and the lid | cover was produced.
(実施例4)
内層基材としてブテン含有ポリプロピレン樹脂とポリプロピレン樹脂を共押出しした延伸ポリプロピレンフィルムの25μmOPPフィルムを用い、大日本インキ化学工業社製
LX500を主剤として10重量部に対し、硬化剤として同社製 KW75を1重量部配合し、2液硬化型の接着剤として用い、この接着剤を酢酸エチルで希釈した後、先程のOPPフィルムのポリプロピレン面に乾燥後重量として3.5g/m2となるようグラビア方式にて塗布、乾燥を行った。
60℃のヒートロールにて熱接着性樹脂として東レフィルム加工社製 30μm無延伸ポリプロピレンフィルムCF3301の貼り合わせを行い、40℃で3日間の養生を行った。
そして、この内層材に予めφ2mmの抜き加工を多数施しておいた。
また、外層基材として予め25μmPETフィルムにウレタン系アンカーコート剤を塗布乾燥し、これに住友化学社製 低密度ポリエチレン樹脂L705を厚さ15μmで押出しコートを施しておいた。
100℃のヒートロールにて外層材を加熱し、低密度ポリエチレン樹脂層を半溶融し、内層材のOPP面(ブテン含有ポリプロピレン樹脂面)と熱接着(弱接着)し、蓋材を作製した。
そして、この蓋材を直径76mmタブ付の形状に打ち抜き蓋を作製した。
Example 4
Using 25μm OPP film of expanded polypropylene film co-extruded with butene-containing polypropylene resin and polypropylene resin as the inner layer base material, LX500 made by Dainippon Ink & Chemicals, Inc. as the main ingredient, 10 parts by weight of KW75 made by the company as a curing agent Partly blended and used as a two-component curable adhesive, diluted with ethyl acetate and dried on the polypropylene surface of the previous OPP film by gravure method so that the weight after drying is 3.5 g / m 2 Application and drying were performed.
A 30 μm unstretched polypropylene film CF3301 manufactured by Toray Film Processing Co., Ltd. was bonded as a heat-adhesive resin with a 60 ° C. heat roll, and cured at 40 ° C. for 3 days.
The inner layer material was preliminarily punched with a diameter of 2 mm.
Further, a urethane anchor coating agent was applied and dried in advance on a 25 μm PET film as an outer layer base material, and a low density polyethylene resin L705 manufactured by Sumitomo Chemical Co., Ltd. was extruded and coated at a thickness of 15 μm.
The outer layer material was heated with a 100 ° C. heat roll, the low-density polyethylene resin layer was semi-melted, and thermally bonded (weakly bonded) to the OPP surface (butene-containing polypropylene resin surface) of the inner layer material to produce a lid material.
And this lid | cover material was punched out in the shape with a diameter 76mm tab, and the lid | cover was produced.
(比較例)
内層基材として予めアクリル系剥離剤を多数のドット状(径1mm程度)にグラビア印刷機により塗布した12μmPETフィルムを用い、大日本インキ化学工業社製 LX500を主剤として10重量部に対し、硬化剤として同社製 KW75を1重量部配合し、2液硬化型の接着剤として用い、この接着剤を酢酸エチルで希釈した後、先程のPETフィルムの剥離コート反対面に乾燥後重量として3.5g/mm2となるようグラビア方式にて塗布、乾燥を行った。
60℃のヒートロールにて熱接着性樹脂として東レフィルム加工社製 30μm無延伸ポリプロピレンフィルムCF3301の貼り合わせを行い、40℃で3日間の養生を行った。
そして、この内層材に予めφ2mmの抜き加工を多数施しておいた。
また、外層基材として25μmPETフィルムを用い、ウレタン系接着剤を用いて前記内層材と貼り合わせ、蓋材を作製した。
そして、この蓋材を直径76mmタブ付の形状に打ち抜き蓋を作製した。
(Comparative example)
As an inner layer base material, a 12 μm PET film in which an acrylic release agent is applied in a large number of dots (about 1 mm in diameter) with a gravure printing machine in advance, and 10 parts by weight of LX500 manufactured by Dainippon Ink & Chemicals, Inc. as a main ingredient. As a two-part curable adhesive, this adhesive was diluted with ethyl acetate, and dried on the opposite side of the PET film on the opposite side of the release coat to a weight of 3.5 g / Coating and drying were performed by a gravure method so as to be mm 2 .
A 30 μm unstretched polypropylene film CF3301 manufactured by Toray Film Processing Co., Ltd. was bonded as a heat-adhesive resin with a 60 ° C. heat roll, and cured at 40 ° C. for 3 days.
The inner layer material was preliminarily punched with a diameter of 2 mm.
Further, a 25 μm PET film was used as the outer layer base material, and was bonded to the inner layer material using a urethane adhesive to produce a lid material.
And this lid | cover material was punched out in the shape with a diameter 76mm tab, and the lid | cover was produced.
容器は開口にフランジを有するポリプロピレン容器(開口径:70mm)を用い、上記で作製した各蓋を1mm幅のリング状熱板を使用し、参考例1については200℃×100kg/カップ×1秒の条件で、実施例2については210℃×100kg/カップ×1秒の条件で、実施例3、4および比較例については220℃×100kg/カップ×1秒の条件で、それぞれ容器フランジにリングシールを行った。 The container uses a polypropylene container (opening diameter: 70 mm) having a flange in the opening, and each lid produced above uses a 1 mm wide ring-shaped hot plate. For Reference Example 1 , 200 ° C. × 100 kg / cup × 1 second. For Example 2, 210 ° C. × 100 kg / cup × 1 second, for Examples 3, 4 and Comparative Example, 220 ° C. × 100 kg / cup × 1 second. Sealing was performed.
これら実施例および比較例の蓋のタブ部となる外層材と内層材を摘み剥がしたとき、容器から外層材だけが剥がれるかどうかを確認するテストを行い下記の3段階で評価した。 また、容器から外層材を剥離する際の強度を開封強度(タブ部の方向から見て仰角45°方向に剥離、歪速度200mm/分)として測定した。
また、外層材と内層材の剥離強度を、実施例および比較例の蓋から別途作製した試料(長さ200mm×15mm幅)を用い、T型剥離試験(歪速度:100mm/分)を行うことにより測定した。
When the outer layer material and the inner layer material which are the tab portions of the lids of these Examples and Comparative Examples were picked and peeled, a test was conducted to check whether only the outer layer material was peeled off from the container, and the following three stages were evaluated. Moreover, the strength at the time of peeling the outer layer material from the container was measured as an opening strength (peeling in a 45 ° elevation direction when viewed from the direction of the tab portion, strain rate 200 mm / min).
In addition, the peel strength between the outer layer material and the inner layer material is subjected to a T-type peel test (strain rate: 100 mm / min) using a sample (length 200 mm × 15 mm width) separately prepared from the lids of Examples and Comparative Examples. It was measured by.
結果を表1に示す。
表中開封評価Aは、リングシール内の内層のみ容器に残留し、外層およびリングシール外の内層は容器から剥離したことを、Bは、開封はできたが、リングシール内の内層の一部が破れ、外層と共に剥離したことを、Cは手で開封できなかったことをそれぞれ示す。
The results are shown in Table 1.
Opening evaluation A in the table indicates that only the inner layer in the ring seal remains in the container, and the outer layer and the inner layer outside the ring seal have been peeled off from the container. B shows that a part of the inner layer in the ring seal has been opened. Indicates that it was torn and peeled off together with the outer layer, and C indicates that it could not be opened by hand.

表からわかるように、実施例2から4の蓋については特に開封性が良好であるのに対し、比較例の蓋については、開封性が不十分である。 As can be seen from the table, the openability of the lids of Examples 2 to 4 is particularly good, whereas the openability of the lid of the comparative example is insufficient.
1 実施形態の包装体
10 第一の実施形態の蓋材
11 内層
11a 基材層
11b シール層
12 外層
12a 基材層
12b ポリエチレン系樹脂層
20 第二の実施形態の蓋材
21 内層
21a 基材層
21b シール層
21c ブテン含有ポリプロピレン樹脂層
22 外層
22a 基材層
22b ポリエチレン系樹脂層
30 蓋
31 内層
31a 貫通孔
32 外層
33 タブ
34 リングシール部
40 容器
41 底面
42 周面
43 フランジ
50 消臭剤
60 熱板
DESCRIPTION OF
Claims (4)
前記蓋材は、前記外層が内層との境界にポリエチレン系樹脂層を有し、前記内層が延伸ポリプロピレンフィルムからなる基材層と、熱接着性樹脂からなるシール層とを少なくとも有し、このシール層は外面ヒートシール面を構成し、前記外層のポリエチレン系樹脂層と内層とが界面剥離可能に形成されており、
前記樹脂製容器のフランジ上面に、前記蓋材より形成された蓋の内層のシール層をあてて210℃〜240℃の温度でリングシールして形成された、前記蓋の内層のリングシール部分のみが脆弱化している包装体。 A packaging body comprising a resin container having a flange at an opening, a storage object stored in the resin container, and a lid formed from a lid material formed by laminating an inner layer and an outer layer,
The lid member has a polyethylene-based resin layer at the boundary between the outer layer and the inner layer, and the inner layer has at least a base material layer made of a stretched polypropylene film and a seal layer made of a heat-adhesive resin. The layer constitutes an outer surface heat seal surface, and the polyethylene-based resin layer and the inner layer of the outer layer are formed so as to be capable of interfacial peeling,
Only the ring seal portion of the inner layer of the lid formed by ring sealing at a temperature of 210 ° C. to 240 ° C. by applying a seal layer of the inner layer of the lid formed of the lid material to the upper surface of the flange of the resin container Is a fragile package.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006223089A JP4955339B2 (en) | 2006-08-18 | 2006-08-18 | Lid and packaging body and method for producing the packaging body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006223089A JP4955339B2 (en) | 2006-08-18 | 2006-08-18 | Lid and packaging body and method for producing the packaging body |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008044657A JP2008044657A (en) | 2008-02-28 |
| JP2008044657A5 JP2008044657A5 (en) | 2009-07-02 |
| JP4955339B2 true JP4955339B2 (en) | 2012-06-20 |
Family
ID=39178780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006223089A Active JP4955339B2 (en) | 2006-08-18 | 2006-08-18 | Lid and packaging body and method for producing the packaging body |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4955339B2 (en) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5378016B2 (en) * | 2008-03-17 | 2013-12-25 | 株式会社エムエーパッケージング | Food container lid, food container, and food and beverage packaging |
| JP5369660B2 (en) * | 2008-12-16 | 2013-12-18 | 大日本印刷株式会社 | Sealed container |
| JP5573091B2 (en) * | 2009-10-19 | 2014-08-20 | 凸版印刷株式会社 | Seal lid and package using the same |
| JP5542508B2 (en) * | 2010-04-01 | 2014-07-09 | 昭和電工パッケージング株式会社 | Hot beverage container lid material |
| JP5679510B2 (en) * | 2010-09-03 | 2015-03-04 | 凸版印刷株式会社 | Lid |
| JP2013086851A (en) * | 2011-10-19 | 2013-05-13 | Sekisui Film Kk | Laminated film adhesive structure and peeling method therefor |
| JP6318629B2 (en) * | 2014-01-10 | 2018-05-09 | 凸版印刷株式会社 | Packaging container manufacturing method |
| JP6398246B2 (en) * | 2014-03-25 | 2018-10-03 | 三菱ケミカル株式会社 | Easy peelable multilayer film, laminated multilayer film, and package |
| WO2016006186A1 (en) * | 2014-07-08 | 2016-01-14 | パナソニックIpマネジメント株式会社 | Gas-adsorbing device, vacuum insulation material including same, and refrigerator and heat-insulating wall |
| JP6449668B2 (en) * | 2015-02-13 | 2019-01-09 | 小林製薬株式会社 | air purifier |
| JP6449669B2 (en) * | 2015-02-13 | 2019-01-09 | 小林製薬株式会社 | air purifier |
| JP2019206348A (en) * | 2018-05-28 | 2019-12-05 | 凸版印刷株式会社 | Lid material |
| JP2020196518A (en) * | 2019-06-04 | 2020-12-10 | 坤隆行實業股▲フン▼有限公司 | Heatable food package with automatic exhaust function and film therefor |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03200559A (en) * | 1989-12-20 | 1991-09-02 | Sun A Chem Ind Co Ltd | Easily unsealing packed vessel |
| JPH05270545A (en) * | 1992-03-25 | 1993-10-19 | Toyo Alum Kk | Heat sealing lid material for partially opening |
| JP4090550B2 (en) * | 1998-01-29 | 2008-05-28 | 大日本印刷株式会社 | Lid and manufacturing method thereof |
| JP4456824B2 (en) * | 2003-04-16 | 2010-04-28 | 出光ユニテック株式会社 | Easily openable multilayer film, lid material and package comprising the film |
-
2006
- 2006-08-18 JP JP2006223089A patent/JP4955339B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008044657A (en) | 2008-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4955339B2 (en) | Lid and packaging body and method for producing the packaging body | |
| US9278506B2 (en) | Non-metallic, tabbed multi-purpose covering for hygienically covering a container top | |
| ES2750814T3 (en) | Composite container with detachable membrane | |
| US9856064B2 (en) | Packaging container for liquids with frangible flap | |
| JP5573252B2 (en) | Packaging materials, and packaging containers and lids using the same | |
| JP2014520046A (en) | Sealing member with a removable portion that exposes and forms the removal mechanism | |
| US11878502B2 (en) | Fracture film for peelable membrane containers | |
| JP4712324B2 (en) | Easy-open packaging | |
| JP2007030933A (en) | Paper-made lid material | |
| JP5655488B2 (en) | 2-stage container | |
| JP6650199B2 (en) | Food container lids and packages | |
| JP2011189948A (en) | Lid material | |
| JP6589454B2 (en) | Packaging material and method for producing packaging container | |
| JP2003237816A (en) | Lid material | |
| JP3739677B2 (en) | Lid and packaging body using the same | |
| JP2007091311A (en) | Lid material | |
| JP4170683B2 (en) | Easy release paper | |
| JP5060050B2 (en) | Lid and packaging | |
| JP2000198167A (en) | Easy opening package having aroma retaining property | |
| JP4194349B2 (en) | Package sealed with a ring seal with heat-sealing lid | |
| JP2004535340A (en) | Packaging bag or lid with integrated sticker | |
| JP2006199356A (en) | Packaging bag | |
| JP2012066831A (en) | Composite container | |
| JP6163901B2 (en) | Lid material | |
| JP2014237452A (en) | Paper-made liquid container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090515 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090515 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110920 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120228 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120315 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4955339 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150323 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |