JP4954652B2 - 精密部品の組み付け装置 - Google Patents
精密部品の組み付け装置 Download PDFInfo
- Publication number
- JP4954652B2 JP4954652B2 JP2006253068A JP2006253068A JP4954652B2 JP 4954652 B2 JP4954652 B2 JP 4954652B2 JP 2006253068 A JP2006253068 A JP 2006253068A JP 2006253068 A JP2006253068 A JP 2006253068A JP 4954652 B2 JP4954652 B2 JP 4954652B2
- Authority
- JP
- Japan
- Prior art keywords
- suction head
- precision
- lifting
- precision parts
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Supply And Installment Of Electrical Components (AREA)
- Die Bonding (AREA)
Description
マウント作業の一例を特許文献1の記載を引用して説明する。図2は組み付けを行う電子部品の一例を示す(a)は平面図、(b)は正面図で、Sはマウントベースとなるステム、CはステムS上の所定位置にマウントされる半導体等の固体素子のチップ(ワーク)である。
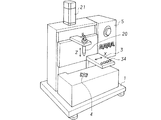
図4は特許文献2に記載の平板状精密部品の組み付け装置を示す斜視図で、1はベース、20は先端でワークを吸着する吸着ヘッド、21は吸着ヘッド20をZ軸方向(上下方向)に移動させるZ軸駆動部(昇降機構)、3はチップ、ステムなどの精密部品を上面に載置して水平移動するワークステージ、34はワークステージ3においてワークを保持するホルダ、4は位置決め装置であるセンタリングチャック、5はこれらを操作する操作スイッチや制御盤を含む操作盤である。
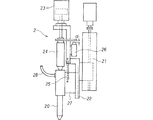
精密部品を吸着して昇降する吸着ヘッド2は、昇降機構21によって垂直に昇降する昇降フレーム22と、この昇降フレーム22の上端からバランス機構23を介して吊り下げられた衝撃手段24と、スライドフレーム27を介して前記昇降フレーム22に対して上下スライド可能に取り付けられ、真空ホース28に連通して下端に精密部品を吸着する吸着ヘッド本体20と、この吸着ヘッド本体20を前記昇降フレーム22側に吊り上げる引張りばね25と、吸着ヘッド本体20と昇降フレーム22との間の距離の変化を検出する距離変化検出手段26とから構成される。
バランス機構23は、ピストンの上下で油圧を変えて、下側は、吊り下げられている衝撃手段24、スライドフレーム27、引張りばね25による付勢力の合計の重量に見合う力を上向きに作用させてバランスさせ、いわば浮いた状態としている。
2 吸着ヘッド
3 ワークステージ
3a、3b トレイ
4 センタリングチャック(位置決め装置)
5 操作盤
20 吸着ヘッド本体
21 Z軸駆動部(昇降機構)
22 昇降フレーム
23 バランス機構
24 衝撃手段
25 引張りばね
26 距離変化検出手段
27 スライドフレーム
28 真空ホース
34 ホルダ
S ステム
C チップ
Claims (2)
- 精密部品の組み付け装置において、精密部品を吸着して昇降する吸着ヘッド(2)が、昇降機構(21)によって垂直に昇降する昇降フレーム(22)と、この昇降フレーム(22)の上端からバランス機構(23)を介して吊り下げられた衝撃手段(24)と、前記昇降フレーム(22)に対して上下スライド可能に取り付けられ、下端に精密部品を吸着する吸着ヘッド本体(20)と、この吸着ヘッド本体(20)を前記昇降フレーム(22)側に吊り上げる引張りばね(25)と、吸着ヘッド本体(20)と昇降フレーム(22)との間の距離の変化を検出する距離変化検出手段(26)とを備え、
前記距離変化検出手段(26)により吸着ヘッド本体(20)と昇降フレーム(22)との間の距離の変化を検出して前記衝撃手段(24)を作動させ、前記吸着ヘッド本体(20)を叩くことを特徴とする精密部品の組み付け装置。 - 前記衝撃手段(24)が圧電素子である請求項1に記載の精密部品の組み付け装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006253068A JP4954652B2 (ja) | 2006-09-19 | 2006-09-19 | 精密部品の組み付け装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006253068A JP4954652B2 (ja) | 2006-09-19 | 2006-09-19 | 精密部品の組み付け装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008078213A JP2008078213A (ja) | 2008-04-03 |
| JP4954652B2 true JP4954652B2 (ja) | 2012-06-20 |
Family
ID=39350008
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006253068A Expired - Fee Related JP4954652B2 (ja) | 2006-09-19 | 2006-09-19 | 精密部品の組み付け装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4954652B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200473073Y1 (ko) * | 2012-07-16 | 2014-06-12 | (주)네오하나텍 | 플라스틱 사출성형 렌즈 조립장치 |
| KR101734157B1 (ko) | 2015-02-27 | 2017-05-12 | 주식회사 로보스타 | 브이씨엠 엑츄에이터에 렌즈를 삽입하는 장치 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61265218A (ja) * | 1985-05-20 | 1986-11-25 | Tokico Ltd | 部品插入装置 |
| JP3412224B2 (ja) * | 1994-01-07 | 2003-06-03 | 住友電気工業株式会社 | レンズ実装方法と装置 |
| JPH08330790A (ja) * | 1995-05-30 | 1996-12-13 | Nec Corp | ベアチップマウンタ |
| JP4171336B2 (ja) * | 2003-01-31 | 2008-10-22 | オリンパス株式会社 | 部品組立装置および部品組立方法 |
| JP2006198712A (ja) * | 2005-01-20 | 2006-08-03 | Nec Engineering Ltd | レンズモジュール組立装置及びその方法 |
-
2006
- 2006-09-19 JP JP2006253068A patent/JP4954652B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008078213A (ja) | 2008-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101886300B1 (ko) | 전자부품 실장장치 | |
| JP5059518B2 (ja) | 電子部品実装方法及び装置 | |
| JP5102358B2 (ja) | アライメント機能付きステージ及びこのアライメント機能付きステージを備えた処理装置 | |
| JP6807755B2 (ja) | 実装装置及び実装装置の制御方法 | |
| JP5491748B2 (ja) | 半導体装置の製造装置および半導体装置の製造方法 | |
| JPWO2013168278A1 (ja) | 電子部品保持ヘッド、電子部品検出方法、および、ダイ供給機 | |
| WO2018179317A1 (ja) | 部品実装機及び実装ヘッド | |
| JP2000133684A (ja) | ボンディング装置 | |
| CN101662926A (zh) | 电子部件安装装置的控制方法 | |
| CN202565667U (zh) | 嘴更换用夹具 | |
| CN118943045A (zh) | 晶圆剥离机构、晶圆剥离设备及晶圆剥离方法 | |
| JP2001048350A (ja) | ワークの移送ミス防止装置 | |
| KR20110090553A (ko) | 다이 본딩 장비의 이젝팅 장치 | |
| JP6103745B2 (ja) | 突き上げ高さ計測システム | |
| JP4954652B2 (ja) | 精密部品の組み付け装置 | |
| JP2010027726A (ja) | 基板接合装置 | |
| CN102014603B (zh) | 吸附嘴驱动控制方法 | |
| JP2002198398A (ja) | ボンディング装置 | |
| JP2015219007A (ja) | 位置決め装置、及び処理装置 | |
| JP6684833B2 (ja) | 保持プレート、検出方法、およびダイ供給装置 | |
| JP7591765B2 (ja) | 高さ測定装置及び部品実装装置 | |
| TWI830034B (zh) | 零件頂起裝置及零件安裝裝置 | |
| JP4415326B2 (ja) | ボールマウント装置 | |
| KR102650876B1 (ko) | 다이 이젝터의 높이 설정 방법 | |
| KR102758008B1 (ko) | 마이크로 ic 플립형 실장 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090907 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110712 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120313 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120314 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150323 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |