JP4948844B2 - 回転工具タレット - Google Patents
回転工具タレット Download PDFInfo
- Publication number
- JP4948844B2 JP4948844B2 JP2006030034A JP2006030034A JP4948844B2 JP 4948844 B2 JP4948844 B2 JP 4948844B2 JP 2006030034 A JP2006030034 A JP 2006030034A JP 2006030034 A JP2006030034 A JP 2006030034A JP 4948844 B2 JP4948844 B2 JP 4948844B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- shaft
- connecting shaft
- tongue
- fitting groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
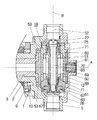
2 中空割出軸
3 固定軸
4 伝達軸
5 ヘッドケース5
12 インナーケース
13 工具駆動軸
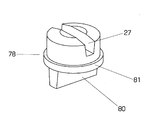
25 工具取付軸
26 タング
27 嵌合溝
29 回転工具
51 ヘッドケースの空室
63 進退装置(ピストン)
65 連結軸
75 板ばね
78 オールダム継手
A 割出軸線
B 工具軸線
Claims (2)
- 割出軸線(A)回りに旋回してその外周部に装着された回転工具(29)を加工位置に割出すヘッドケース(5)と、このヘッドケースに前記割出軸線と直交する方向に軸方向移動不能に軸支されて前記加工位置に割出された回転工具に連結される工具駆動軸(13)とを備え、前記連結が、前記ヘッドケースの周方向を向いた嵌合溝(27)とヘッドケースの割出し回転によって側方から当該嵌合溝に挿入されるタング(26)との嵌合により行われる回転工具タレットにおいて、
前記工具駆動軸の軸心に軸方向移動可能かつ相対回動不能に設けられた連結軸(65)と、この連結軸を当該工具駆動軸に対してその軸方向に相対的に進退させる進退装置(63)と、外に向けて溝幅が広くなる台形断面の前記嵌合溝と、先端が薄くなる方向の台形断面の前記タングとを備え、
前記進退装置で連結軸を進出したときに、前記工具駆動軸の回転が当該連結軸及び密に嵌合した前記嵌合溝とタングとを介して回転工具に伝達され、
前記進退装置で連結軸を後退したときには、前記工具駆動軸の回転が当該連結軸及びタングが嵌合溝に側方から進入及び離脱するのに必要な微小隙間が存在する状態で嵌合した前記タングと嵌合溝とを介して回転工具に伝達されることを特徴とする、
回転工具タレット。 - 割出軸線(A)回りに旋回割出される中空のヘッドケース(5)と、このヘッドケースの空室(51)に前記軸線と直交する一定方向に先端を向けて軸支された工具駆動軸(13)と、前記ヘッドケースに装着されてこの工具駆動軸の先端が向く方向に割出された回転工具(29)を当該工具駆動軸に回転連結する連結装置とを備え、
当該連結装置は、前記ヘッドケースの周方向を向いた嵌合溝(27)とヘッドケースの割出し回転によって側方から当該嵌合溝に挿入及び離脱されるタング(26)とを備えている回転工具タレットにおいて、
前記連結装置が、前記工具駆動軸の軸心に軸方向移動可能かつ相対回動不能に設けた連結軸(65)と、この連結軸を前記工具駆動軸に対してその軸方向に相対的に進退させる進退装置(63)と、外に向けて溝幅が広くなる台形断面の前記嵌合溝と、先端が薄くなる方向の台形断面の前記タングとを備え、
前記連結軸を進出させたときに当該連結軸と前記割出された回転工具とが密に嵌合した前記嵌合溝とタングとを介して回転連結され、
当該連結軸が退避したときに当該連結軸と前記割出された回転工具とが、前記嵌合溝とタングとの間の相対滑りを可能にする微小隙間の存在によって緩められた状態で嵌合した前記嵌合溝とタングとを介して回転連結されることを特徴とする、回転工具タレット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006030034A JP4948844B2 (ja) | 2006-02-07 | 2006-02-07 | 回転工具タレット |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006030034A JP4948844B2 (ja) | 2006-02-07 | 2006-02-07 | 回転工具タレット |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007210042A JP2007210042A (ja) | 2007-08-23 |
| JP4948844B2 true JP4948844B2 (ja) | 2012-06-06 |
Family
ID=38488897
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006030034A Expired - Lifetime JP4948844B2 (ja) | 2006-02-07 | 2006-02-07 | 回転工具タレット |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4948844B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111788027A (zh) * | 2018-10-26 | 2020-10-16 | 山崎马扎克公司 | 旋转力传递机构、转塔刀具台及车床 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4840287B2 (ja) | 2007-08-10 | 2011-12-21 | 日産自動車株式会社 | 内燃機関の可変動弁制御装置 |
| KR200456102Y1 (ko) * | 2008-01-08 | 2011-10-13 | 이더블유에스 코리아 주식회사 | 터렛공구대용 공구홀더 |
| JP5361563B2 (ja) * | 2009-06-22 | 2013-12-04 | 株式会社ツガミ | 旋盤 |
| DE102016001804A1 (de) * | 2016-02-17 | 2017-08-17 | Benz GmbH Werkzeugsysteme | Umlaufendes Rohrmagazin mit verfahrbaren Speicherdeckeln |
| CN118926561B (zh) * | 2024-07-31 | 2025-05-09 | 日东(上海)机械技术中心有限公司 | 一种数控机床用动力刀塔 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03277403A (ja) * | 1990-03-22 | 1991-12-09 | Teijin Seiki Co Ltd | 刃物台装置 |
| JP2654331B2 (ja) * | 1993-04-15 | 1997-09-17 | 日清紡績株式会社 | 多頭式加工ユニットの動力伝達装置 |
| JP4251630B2 (ja) * | 2003-12-17 | 2009-04-08 | 株式会社森精機製作所 | 工作機械のタレット |
-
2006
- 2006-02-07 JP JP2006030034A patent/JP4948844B2/ja not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111788027A (zh) * | 2018-10-26 | 2020-10-16 | 山崎马扎克公司 | 旋转力传递机构、转塔刀具台及车床 |
| CN111788027B (zh) * | 2018-10-26 | 2022-02-22 | 山崎马扎克公司 | 旋转力传递机构、转塔刀具台及车床 |
| US11583932B2 (en) | 2018-10-26 | 2023-02-21 | Yamazaki Mazak Corporation | Rotational force transmission mechanism, turret tool rest, and lathe |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007210042A (ja) | 2007-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4488375B2 (ja) | 工作機械の主軸装置 | |
| TW201700199A (zh) | 工作機械的刀具台 | |
| JP3183660U (ja) | マシニングセンタの非回転工具を取り付ける工具ホルダ | |
| CN111670087B (zh) | 机床的内置型电力驱动系统及其运转方法 | |
| EP1808267A1 (en) | Tool turret | |
| US7287940B2 (en) | Device for fixing a tool on a shaft and machine spindle comprising same | |
| JP4948844B2 (ja) | 回転工具タレット | |
| JP5009838B2 (ja) | ワークの支持装置および回転割出機 | |
| KR102374050B1 (ko) | 복합공작기계용 밀헤드 | |
| JP5411686B2 (ja) | 加工工具ホルダ | |
| JP4609337B2 (ja) | タレット旋盤 | |
| KR101682558B1 (ko) | 전기구동 터렛 시스템 및 그 작동방법 | |
| CN116810725B (zh) | 电动压接工具 | |
| JP3793107B2 (ja) | 回転工具の径方向切込み駆動装置 | |
| KR100653511B1 (ko) | 회전 공구 구동축의 전후진 위치 조절이 가능한 선반용터릿 공구대 | |
| JP4771301B2 (ja) | タレット刃物台 | |
| JP5368965B2 (ja) | バルブシート加工工具 | |
| JP2001287109A (ja) | 工作機械による加工方法及び工作機械 | |
| JPH10138013A (ja) | 工作機械の径方向切り込み装置 | |
| JP2008055576A (ja) | 回転工具タレット | |
| JP4616725B2 (ja) | タッピングユニット | |
| JP4261663B2 (ja) | 回転工具ホルダおよびそれを用いた工作機械 | |
| JP2002086304A (ja) | 主軸装置 | |
| JPH079208A (ja) | Nc旋盤の割出し刃物台 | |
| JP5345460B2 (ja) | 工作機械のu軸駆動構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120207 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120307 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150316 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4948844 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |