JP4865160B2 - 脆性材料基板用カッターホイールおよびそれを備えたスクライバー - Google Patents
脆性材料基板用カッターホイールおよびそれを備えたスクライバー Download PDFInfo
- Publication number
- JP4865160B2 JP4865160B2 JP2001236437A JP2001236437A JP4865160B2 JP 4865160 B2 JP4865160 B2 JP 4865160B2 JP 2001236437 A JP2001236437 A JP 2001236437A JP 2001236437 A JP2001236437 A JP 2001236437A JP 4865160 B2 JP4865160 B2 JP 4865160B2
- Authority
- JP
- Japan
- Prior art keywords
- cutter wheel
- wheel
- brittle material
- glass
- material substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Description
【発明の属する技術分野】
本発明は、ガラス板上に圧接状態にして転動させることでスクライブライン(切筋)を刻むガラスカッターホイールに関する。また、このカッターホイールは半導体ウエハーやセラミックス等を分断するためのスクライブカッターとしても用いられる。
【0002】
【従来の技術】
本発明の説明には、加工対象がガラス板であるガラスカッターホイールを例として用いる。また、同じカッターホイールが半導体ウエハーやセラミックス等の脆性材料の分断用として用いられる。このガラスカッターホイールは、超硬合金製または焼結ダイヤモンド製の円盤に対して両側の円周エッジ部を互いに斜めに削り込み、円周面にV字形の刃を形成したものであり、このホイールは自動ガラススクライバーのカッタヘッド等に回転自在に軸着して用いられる。
【0003】
しかしこのようなガラスカッターホイールでは、深い切り込み(垂直クラック)が得られず、又、スクライブ時にガラス板上でスリップし易く、そのため刃先が摩耗しやすいという欠点があり、スクライブラインに沿って残留応力が発生し、ブレーク後、ガラス断面に不用な欠け(水平クラック)が生じ易いというガラス加工後の品質上の問題があった。
【0004】
そこで本願出願人が先に開示した「ガラスカッターホイール」(特願平8−141614号)では図1に示したように、ガラスカッターホイール1に形成したV字状の刃2の稜線部である刃先3に沿い、微細な切り欠き4を等間隔で設けることで突起5を形成している。これにより、スクライブ時の残留応力の発生を抑えるとともに、 ブレーク後、ガラス断面に不用な欠け(水平クラック)の発生を増大させることなく、ガラスを貫通するような深い垂直クラックを得ることに成功した。
【0005】
【発明が解決しようとする課題】
本願発明が提供しようとしているガラスカッターホイールの主な加工対象は液晶パネルである。近年、この液晶パネルの需要は急増しており、それにつれて高品位の液晶パネルが求められるようになっている。そのためにも品質を低下させるような水平クラックの発生を極力抑えなければならなかった。
【0006】
本願発明は、スクライブ性能を損ねることなく、水平クラックの発生を少なくできるガラスカッターホイールを提供することを目的とする。
【0007】
【課題を解決するための手段】
本発明は、ディスク状ホイールの円周部に沿ってV字形の刃を有するガラスカッターホイール11において、
前記V字形の刃を形成する際に、刃の稜線部である刃先13が多角形の形状となるように加工した。
【0008】
【発明の実施の形態】
図2に本発明の第1実施形態を示している。ガラスカッターホイール11におけるV字状の左右の刃12の稜線部である刃先13を、側方から見て正60角形(図面ではわかりやすくするために正18角形に簡略化している)とすると共に、前記正60角形の各辺を含む平面で刃の面を削り取ることで125°の刃先角度θを持つ前記V字状の刃12を形成している。つまり、刃先13をも含めた刃12のいずれの個所においても、その個所における側断面が正60角形になっており、図2の中図のQ−Q'ラインでの側断面を右図に示した。
【0009】
尚、後で記す製作例でわかるように、実際には刃12を形成していくことで刃先13を正60角形に形成していく。
【0010】
本実施形態でのガラスカッターホイール11の寸法を次表に示す。

このガラスカッターホイール11を用い、次表のスクライブデータによりスクライブを行った。
これによると、垂直クラックの深さは図1のガラスカッターホイール1の場合と同程度だったのに対し、水平クラックの発生を抑制することができた。図1のガラスカッターホイール1で深い垂直クラックが得られた理由として、刃先3に形成した突起5がスクライブ時にガラス板に打点衝撃を与えたためと推察されている。しかし、突起5自体がガラスカッターホイールの稜線部となっているため、、その稜線部を切り欠くことで形成された4a部と4b部が作用して水平クラックを発生させると考えられる。
【0013】
一方、本発明のガラスカッターホイール11では、正60角形の角頂点がガラス板に打点衝撃を与えるものの、その頂点自身は刃先方向に長さを持たず、しかも頂点以外は直線部(正60角形の1辺)となっているため、その直線部でのガラス板への食い込み量は少なく、よって、水平クラックの発生が抑制されたものと考えられる。
【0014】
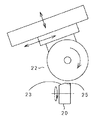
本ガラスカッターホイール11を製作するための加工装置を図3に示している。超硬合金製のディスク状ホイール20を軸固定した上で、V字状の刃の左側を形成するために、その刃の角度方向に移動可能なグラインダー22を前記方向に移動させ研磨することにより、ディスク状ホイール20の左側に60角形の1辺を含む平面23を形成する。この後、ホイール20を6°(=360/60)回転させる毎に上述と同じ加工を繰返すことで、左側のみ60角形の平面を有するホイールが得られる。そしてV字状の刃の右側を形成するために、ホイールを軸から取り外して裏返した後に、再度軸固定する。その後、画像処理システム(図示せず)によりホイールを加工条件に合うように位置決めし、グラインダー22を再度移動させることにより右側にも1辺を含む平面25を形成する。この後、ホイール20を6°(=360/60)回転させる毎に上述と同じ加工を繰返すことで、正60角形の刃先を有するガラスカッターホイール11が得られる。
【0015】
尚、既にV字状の刃が形成された従来のガラスカッターホイールに対し、図3で示した加工装置で刃の部分を加工して本ガラスカッターホイール11を得ることもできる。
【0016】
グラインダーによる研磨加工以外に、放電加工機を用いて本発明のガラスカッターホイール11を製作することもできる。
【0017】
図4は本発明の第2実施形態を示したガラスカッターホイール31であり、正60角形をなす刃先13の各辺に対し、図1における切り欠き4と同等の切り欠き14を形成することで角辺の直線部をなくしている。切り欠き14の深さは正60角形の一辺の長さの20%前後とした。
【0018】
図4のガラスカッターホイール31では、図2のガラスカッターにおける直線部の刃先13に切り欠き14を形成することで、各辺の直線部分をなくしている。これにより、各辺とガラス板との接触を完全になくすことができるため、更に、水平クラックの発生を抑えることができる。
【0019】
切り欠き13の形成法としては、上記「ガラスカッターホイール」(特願平8−141614号)にて刃先に切り欠きを形成したときのように、直交方向に当接させたデイスク状の薄いグラインダーで切り欠く。
【0020】
図10は本発明の第3実施形態を示したガラスカッターホイール101であり、既にV字状の刃が形成された従来のガラスカッターホイールに対し、図3とは異なる加工装置(不図示)を用いて製作される。
【0021】
図10のガラスカッターホイール101は従来のガラスカッターホイールの刃先を形成する稜線部を、カッターホイールの放射方向と垂直に研削し、多角形のホイールを形成する。すなわち、刃先の稜線が平面15に研削されることで、正60角形の頂点部16が形成される。
【0022】
図11は本発明の第4実施形態を示したガラスカッターホイール111であり、図10における平面15に切り欠き14を形成することで、各辺の直線部をなくしている。これにより、各辺とガラス板との接触を完全になくすことができるため、更に水平クラックの発生を抑えることができる。
【0023】
そして、図10および図11の実施例とは別に、従来のガラスカッターホイールの刃先稜線を形成する曲面の傾斜面の稜線に近い領域を研削して、曲面の傾斜面を部分的に平面化して、刃先稜線が多角形となるのに加えて、左右の傾斜部の一部に平面からなる多角平面を形成するようにしてもよい。
【0024】
上表のガラスカッターホイール11の寸法は単なる一例であり、ここで一般的な推奨寸法およびスクライブデータを次表に示す。
上述した本発明のガラスカッタホイールは、自動ガラススクライバーおよび手切りタイプのガラスカッターへの装着に好適である。
【0026】
図5および図6は、一般的な自動ガラススクライバーの正面図および側面図を示しており、ガラス板を載置するテーブル41は、回転テーブル42により、水平方向に回転すると共に、ボールネジ44により、Y方向(図5中、左右方向)に移動可能であり、一方、下端に本願発明のガラスカッターホイール11を回転自在に軸着したカッターヘッド46は、レール47に沿ってX方向(図6中、左右方向)に移動可能としたものである。
スクライブ時、テーブル41を所定ピッチでY方向に移動させる毎に、カッターヘッド46をX方向に移動させることにより、ガラス板はX方向にスクライブされ、この後、テーブル41を90°回転させた後、同じようにスクライブすれば、ガラス板は今度はY方向にスクライブされる。
【0027】
ここで示した自動ガラススクライバーは一例であって、カッターヘッド46が固定され、テーブル41がXおよびY方向に移動するタイプや、テーブル41が固定され、カッターヘッド46がXおよびY方向に移動するタイプにも本願発明のガラスカッターホイールを適用できる。
【0028】
図7は、本出願人による「ガラス切り」(実公昭62−23780)で開示したものに本願発明のガラスカッターホイール11を装着したものを示している。61は握り部である筒状の柄(ハンドル)であり、その下部にはヘッド62が設けられ、そのヘッド62の下端に、本願発明のガラスカッターホイール11が回転自在に軸着される。ここでは更に、ガラスカッターホイール11に油を供給するために、柄の中空部に設けた油室63、油室のキャップ64、及びそれに付随する機構65〜73を備えるが、本願発明と直接に関係しない技術なので説明は省略する。
【0029】
図8は図7のヘッド62の詳細を示しており、ガラスカッターホイール11には適した軸11aが挿通され、その軸11aの両端部がヘッド62の二股になった部材にて軸支される。62aは軸11aの止めキャツプである。
【0030】
尚、本発明に係わるガラスカッターホイール11は図2や図4で示されるように、ホイール単体で提供され、使用時に際しては、これらのガラスカッターホイール11の挿通孔Tに図8に示した軸11aを挿通して用いられるが、ホイール径が数ミリメートルと小さく、それゆえ、軸11aの径は1ミリメートル以下となることもあり、軸管理が容易でない。そこで図9の(A)に示すように、軸11a'と一体形成したホイール11'や、ヘッド62の軸受け部の構造に応じて(B)図に示すようなピボット軸11a"と一体成形したホイール11"として提供できる。
【0031】
本願発明の実施例では正多角形の形状のカッターホイールを示したが、多角形のカッターホイールであれば同等の効果が得られる。
【0032】
そして、本発明のガラスカッターホイールはその周辺稜線部の一部分が多角形であるものを含む。
【0033】
本発明の説明には、加工対象がガラス板であるガラスカッターホイールを一例として用いたが、同じカッターホイールが半導体ウエハーやセラミックス等の脆性材料の分断用として用いられる
【0034】
【発明の効果】
以上説明したように、本発明は、ガラスカッターホイールの刃先稜線部を側方から見て多角形としたので、多角形の各頂点でガラス板に打点衝撃を与えると共に、それらの頂点以外では必要以上のガラス板への食い込みをなくしたため、水平クラックの発生を減少できる。又、各頂点間の直線部に切り欠きを形成することで、より低い刃先荷重で同程度の垂直クラックが得られるため、水平クラックの発生を更に減少できる。
【図面の簡単な説明】
【図1】 従来のガラスカッターホイールの詳細図
【図2】 本発明の第1実施形態を示したガラスカッターホイールの正面図および側面図
【図3】 本発明のガラスカッターホイールを加工するための加工装置を示した図
【図4】 第2実施形態を示したガラスカッターホイールの正面図および側面図
【図5】 一般的な機構の自動ガラススクライバーの正面図
【図6】 図5の自動ガラススクライバーの側面図
【図7】 手切りタイプのガラス切りを示した図
【図8】 本発明に係わるガラスカッターホイールの使用例を示した図
【図9】 本発明に係わるガラスカッターホイールの別の実施形態を示した図
【図10】 本発明の第3実施形態を示したガラスカッターホイールの正面図および側面図
【図11】 本発明の第4実施形態を示したガラスカッターホイールの正面図および側面図
【符号の説明】
11,31,101,111 ガラスカッターホイール
11a 軸
12 刃
13 刃先
14 切り欠き
15 平面
16 頂点部
21 ディスク状ホイール
22 グラインダー
62 ヘッド
Claims (9)
- ディスク状ホイールの円周部に沿ってV字形の刃を有する脆性材料基板用カッターホイール(11)において、
前記V字形の刃を形成する際に、刃の稜線部である刃先(13)が多角形の形状となるように加工したことを特徴とする脆性材料基板用カッターホイール。 - 刃先の各直線部に対し、所定深さの切り欠きを設けた請求項1記載の脆性材料基板用カッターホイール。
- 上記多角形は16〜300の角数のいずれかを持つ請求項1〜2のいずれかに記載の脆性材料基板用カッターホイール。
- 上記ホイールの径は1〜20mmの範囲である請求項1〜3のいずれかに記載の脆性材料基板用カッターホイール。
- 上記ホイールの厚さは0.6〜5mmの範囲である請求項1〜4のいずれかに記載の脆性材料基板用カッターホイール。
- 上記刃先の角度は90〜160°の範囲である請求項1〜5のいずれかに記載の脆性材料基板用カッターホイール。
- テーブルに載置したガラス板に対して、カッターヘッドが相対的にXおよびY方向に移動する機構の自動ガラススクライバーにおいて、前記カッターヘッドに請求項1ないし6のいずれかに記載の脆性材料基板用カッターホイールを具備したことを特徴とするスクライバー。
- 柄の先に設けたホルダーに、請求項1ないし6のいずれかに記載の脆性材料基板用カッターホイールを回転自在に軸着してなることを特徴とするスクライバー。
- 請求項1ないし6のいずれかに記載の脆性材料基板用カッターホイールは、該ホイールに挿通される軸と一体的に形成されることを特徴とする脆性材料基板用カッターホイール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001236437A JP4865160B2 (ja) | 2000-08-11 | 2001-08-03 | 脆性材料基板用カッターホイールおよびそれを備えたスクライバー |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000-244310 | 2000-08-11 | ||
| JP2000244310 | 2000-08-11 | ||
| JP2000244310 | 2000-08-11 | ||
| JP2001236437A JP4865160B2 (ja) | 2000-08-11 | 2001-08-03 | 脆性材料基板用カッターホイールおよびそれを備えたスクライバー |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002121040A JP2002121040A (ja) | 2002-04-23 |
| JP2002121040A5 JP2002121040A5 (ja) | 2008-08-28 |
| JP4865160B2 true JP4865160B2 (ja) | 2012-02-01 |
Family
ID=26597829
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001236437A Expired - Fee Related JP4865160B2 (ja) | 2000-08-11 | 2001-08-03 | 脆性材料基板用カッターホイールおよびそれを備えたスクライバー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4865160B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005005649A (ja) * | 2003-06-16 | 2005-01-06 | Mitsubishi Electric Corp | GaN系半導体光装置の製造方法 |
| JP2007152936A (ja) * | 2005-11-09 | 2007-06-21 | Nikken Dia:Kk | 脆性材料用のホイールカッター |
| JP4956986B2 (ja) * | 2005-12-16 | 2012-06-20 | パナソニック株式会社 | 表示パネルの切断装置および切断方法 |
| JP5037521B2 (ja) | 2006-11-30 | 2012-09-26 | 株式会社トクヤマ | メタライズドセラミック基板チップの製造方法 |
| DE202007013306U1 (de) | 2007-09-22 | 2008-04-24 | Bohle Ag | Schneidrädchen |
| JP2010126383A (ja) * | 2008-11-26 | 2010-06-10 | Joyo Kogaku Kk | ガラス切断用カッターホイール |
| JP4836150B2 (ja) * | 2008-11-26 | 2011-12-14 | 株式会社日本製鋼所 | カッターホイール |
| JP5075185B2 (ja) * | 2009-10-29 | 2012-11-14 | 三星ダイヤモンド工業株式会社 | スクライビングホイール |
-
2001
- 2001-08-03 JP JP2001236437A patent/JP4865160B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002121040A (ja) | 2002-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100780365B1 (ko) | 취성재료 기판용 커터휠 및 그것을 구비하는 스크라이버 | |
| JP2989602B1 (ja) | ガラスカッタホィ―ル | |
| JP3074143B2 (ja) | ガラスカッターホイール | |
| JP2007031200A (ja) | カッターホイール | |
| JP6357746B2 (ja) | スクライビングホイール、ホルダユニット、スクライブ装置、スクライビングホイールの製造方法及びスクライブ方法 | |
| JP2007165712A (ja) | 半導体ウエーハの面取り部の加工方法及び砥石の溝形状の修正方法 | |
| JP2007152936A (ja) | 脆性材料用のホイールカッター | |
| JP4865160B2 (ja) | 脆性材料基板用カッターホイールおよびそれを備えたスクライバー | |
| KR102516664B1 (ko) | 커터 휠 | |
| TW201634153A (zh) | 多點鑽石刀具 | |
| TWI680041B (zh) | 多點鑽石刀具 | |
| TW201808569A (zh) | 刻劃輪 | |
| TW201808572A (zh) | 用於鑄錠研磨之系統及方法 | |
| JP6422009B2 (ja) | スクライビングホイール及びその製造方法 | |
| JP4220192B2 (ja) | 脆性材料用切刃の製造方法およびその製造方法で製造される脆性材料用切刃 | |
| TW201600229A (zh) | 刻劃輪及其製造方法 | |
| JP2016182661A (ja) | 面取り加工された基板及び液晶表示装置 | |
| JP5370913B2 (ja) | ガラス基板の端面研磨装置およびその端面研磨方法 | |
| JP5942783B2 (ja) | スクライビングホイール及びその製造方法 | |
| JP2006007677A (ja) | ダイヤモンド多結晶体スクライバー | |
| KR20150026770A (ko) | 반도체 웨이퍼의 분단 방법 | |
| JP2005342805A (ja) | ラジアスエンドミル及びそれを用いた切削加工方法 | |
| JP2018001536A (ja) | マルチポイントダイヤモンドツール及びその製造方法 | |
| JP2005279977A (ja) | 硬質脆性基板の切断方法 | |
| JP4212482B2 (ja) | ガラス基板の研削加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080714 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080714 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20081009 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100402 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111101 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111110 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141118 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |