JP4854891B2 - 閉鎖容器の漏れ検査の方法及びその装置 - Google Patents
閉鎖容器の漏れ検査の方法及びその装置 Download PDFInfo
- Publication number
- JP4854891B2 JP4854891B2 JP2001500835A JP2001500835A JP4854891B2 JP 4854891 B2 JP4854891 B2 JP 4854891B2 JP 2001500835 A JP2001500835 A JP 2001500835A JP 2001500835 A JP2001500835 A JP 2001500835A JP 4854891 B2 JP4854891 B2 JP 4854891B2
- Authority
- JP
- Japan
- Prior art keywords
- signal
- force
- container
- unit
- output
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000007689 inspection Methods 0.000 title claims description 74
- 238000000034 method Methods 0.000 title claims description 48
- 238000012360 testing method Methods 0.000 claims abstract description 14
- 238000005259 measurement Methods 0.000 claims description 32
- 238000003860 storage Methods 0.000 claims description 21
- 238000006243 chemical reaction Methods 0.000 claims description 20
- 238000005070 sampling Methods 0.000 claims description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 6
- 238000012544 monitoring process Methods 0.000 claims description 6
- 238000012935 Averaging Methods 0.000 claims description 5
- 239000007789 gas Substances 0.000 claims description 5
- 238000002847 impedance measurement Methods 0.000 claims description 5
- 239000007788 liquid Substances 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 238000004140 cleaning Methods 0.000 claims description 4
- 230000001419 dependent effect Effects 0.000 claims description 4
- 229910052757 nitrogen Inorganic materials 0.000 claims description 3
- 238000007788 roughening Methods 0.000 claims description 3
- 238000010438 heat treatment Methods 0.000 claims description 2
- 230000002401 inhibitory effect Effects 0.000 claims 1
- 238000003754 machining Methods 0.000 claims 1
- 238000010998 test method Methods 0.000 claims 1
- 238000010586 diagram Methods 0.000 description 14
- 230000008859 change Effects 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000003321 amplification Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010348 incorporation Methods 0.000 description 2
- 238000003199 nucleic acid amplification method Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 230000003044 adaptive effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 238000000418 atomic force spectrum Methods 0.000 description 1
- 238000009530 blood pressure measurement Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 235000011837 pasties Nutrition 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000011664 signaling Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
- 239000011345 viscous material Substances 0.000 description 1
Images


















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M3/00—Investigating fluid-tightness of structures
- G01M3/02—Investigating fluid-tightness of structures by using fluid or vacuum
- G01M3/36—Investigating fluid-tightness of structures by using fluid or vacuum by detecting change in dimensions of the structure being tested
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M3/00—Investigating fluid-tightness of structures
- G01M3/02—Investigating fluid-tightness of structures by using fluid or vacuum
- G01M3/36—Investigating fluid-tightness of structures by using fluid or vacuum by detecting change in dimensions of the structure being tested
- G01M3/363—Investigating fluid-tightness of structures by using fluid or vacuum by detecting change in dimensions of the structure being tested the structure being removably mounted in a test cell
Description
【発明の属する技術分野】
本発明は、少なくとも一つの可撓性壁領域を備えた閉鎖容器がプロダクトで充填されているか否かにかかわらず、この容器の漏れを検査(テスト)する方法、及び、このような可撓性壁領域を備えた閉鎖容器の漏れ検査装置に関するものである。
【0002】
【従来の技術】
閉鎖容器を検査するときは、一の公知の手法では、検査キャビティに検査する容器を配置し次いで密閉封鎖して、検査する容器の周りの検査キャビティの内部空間を排気し、所定のレベルで排気を停止した後に容器の周りの圧力の時間変化(挙動)を評価する。この手法は非常に高い精度を有するが、このような高い精度に達するためには非常に注意が必要である。検査キャビティの容積及びその形状は検査する容器の外側形状とぴったりとフィットしなければならない。一方でこの容積を最小にすることは排気時間を短くすることにつながり、他方でこの最小化の程度は検査精度を大きく支配する。容器の周りの圧力変化を漏れの存在として検出するので、漏れを通して圧力が影響される容積が小さいほど、検査精度は高くなる。
【0003】
さらに、容器の周りに形成された真空の程度によって精度は大きく影響され、高精度のためには、もし、ターボ真空ポンプによってしか達することができないレベルにまで真空が達するためには、比較的高価な真空ポンプ、多段階真空ポンプさえも必要となる。
【0004】
【発明が解決しようとする課題】
本発明の目的は、圧力モニタリングを用いた従来の漏れ検査法の欠点を克服する方法及び装置を提供することである。この目的は、容器の可撓性壁領域上までバイアス(変形、変形付与)部材を相対的に移動する段階と、このような移動を停止して前記容器上のバイアス力をモニターする段階とを備えた上述の漏れ検査法によって達成される。モニターされる変形(バイアス)力は第1の時点でサンプリングされて第1の力測定信号を生成し、少なくとも一つのその後の第2の時点でサンプリングされて第1の力測定信号を生成する。さらに、前記の2つの測定信号に基づく差信号が漏れ指示信号として生成される。
【0005】
【課題を解決するための手段】
本発明は、検査される容器が変形されてこの容器が圧縮あるいは膨張されるならば、膨張されあるいは圧縮された容器の反作用力として容器の壁に外的に印加される面に変形力が印加されるという認識から出発している。このような反作用力は容易にモニターされる。このような変形が所定のレベルまで付与され、次いで止めると、張った容器は達した変形レベルに従って一定の反作用力がモニターされる。もし容器に漏れがある場合、容器の周囲とその内部との間で媒体の交換が生じ、所定時間にわたってモニターされた反作用力の減少につながる。
【0006】
このような手法の精度は、検査中の容器を囲繞する容積にはあまり依存せず、変形の程度と変形された容器が反作用する方向の力検出面とに主に支配される。
【0007】
本発明の方法の好適な実施形態では、変形は所定の変形力まで行われる。
【0008】
このような所定の変形力に達すると、このような所定の変形力に達すると、サンプリングによって第1及び第2の力測定信号が生成され、それに依存して差信号が生成される前にある時間間隔の間待つことが要求される。この時間間隔において、変形された容器はその形状を安定化することができる。一の実施形態では、検査中の容器の変形付与が、所定の値で前記差信号を保持し、変形付与部材の作用を漏れ指示として利用するために、生成された差信号の関数として制御される。変形付与部材が漏れに起因してモニターされる力の変化に制御可能に反作用する負のフィードバックループが確立され、それによって、極端な場合には、変形付与部材が適当な作用によって一定の反作用力を維持することによって力の変化が生じない。
【0009】
非常に好適な実施形態では、容器の変形付与は、外部面を容器の壁の方へ相対的に移動することによって行われるのではなく、容器の内部とその周囲との間に差圧を作ることによって行う。差圧は非常に好適な実施形態においては容器の周囲を排気することによって形成される。容器の可撓性壁領域は外方への曲がる性質を有するが、この外方への曲がりが容器外の静止面によって防止されている場合は、容器はこのような面上への反作用力で作用する。この力をモニターする。
【0010】
本発明による変形付与によって、容器に存在する漏れは、外部面上に付勢されるこのような漏れを有する壁領域によって塞がれているのを回避するために、変形が付与されると、ある構造によって容器の壁に接触される面領域を提供することを提案している。このような構造は、容器の壁領域とこのような外部面との間のメッシュ状あるいはグリッド状部材を挿入することによって実現されてもよく、好適には、このような面をエッチングや機械加工等で粗くすることによって実現されてもよい。
【0011】
さらに好適な実施形態では、第1の力測定信号が格納され、差信号が格納された第1の力測定信号と第2の力測定信号とに依存して生成される。
【0012】
作動の他の好適なモードでは、第1の時点ですでに、格納された第1の力測定信号と格納されていない第1の力測定信号とから差信号が生成されている。できた差信号をゼロオフセット信号として格納され、後者の生成された差信号のゼロオフセットが格納されたゼロオフセット信号によって補償される。
【0013】
大きな漏れ、さらにはそれより小さな漏れを迅速に検出するために、非常に大きな漏れがあることの特定につながる前記の第1の時点でのサンプリングにおいて、モニターされた変形力と少なくとも一の所定しきい値とを比較することが提案され、さらに好適には、差信号を一の所定しきい値と比較することが提案されている。
【0014】
本発明による漏れ検査装置は、検査中の容器を圧縮するためとあるいは膨張するための変形付与アレンジメント
(構成)と、検査中の容器の壁に適用可能でかつ電気出力信号を生成する力検出器とを備える。力検出器の出力は格納ユニットに使用可能に結合され、格納ユニットの出力はコンパレータユニットに使用可能に結合されている。その第2の入力は力検出器の出力に使用可能に結合されている。
【0015】
本発明は、例えば、可撓性壁容器の周囲全体が糊状物質で充填されているいわゆるパウチの漏れ検査するために特に適している。
【0016】
本発明の方法及び装置を実現する他の好適な態様は、以下の詳細な説明と特許請求の範囲とを読めば当業者に明らかになるだろう。
【0017】
【発明の実施の形態】
図1は、本発明による一の原理を模式的に示したものである。漏れ検査される容器1は、可撓性の壁の一領域3を有する。本発明の原理は、容器1を漏れ検査するために、変形付与部材5がドライブ7によって容器1の壁へ動いて、力検出器9が反作用力Fをモニターし、この力Fに従って電気信号Felを生成する。図2で示した好適なモードのように、力検出器9は変形付与部材5に直接結合しており、両者は容器1の壁の可撓性領域3に対してその上に駆動される。変形付与部材5は例えばベースプレート11上に備わってもよい。
【0018】
他の好適な実施形態では図3で示したように、ドライブ7は、変形付与部材5、力検出器9又は変形付与部材と力検出器の結合体5/9のうちの一つを容器1の壁の可撓性領域3に対して動かすものであり、これは実際には液圧式ドライブとして実現されている。力検出器9と変形付与部材5とは検査チャンバ13に静止されている。
【0019】
排気ポンプ15によって、検査チャンバ13を排気し、それによって容器1の周囲とその内部との間に容器の内部から外部へ向かう差圧Δpを形成する。可撓性壁部3は外へ曲げられ、力検出器9の方へ動く。好適な実施形態では、変形付与部材として及び力検出器として同時に機能する。点線で示したように、例えば圧縮された気体源16によって容器1を圧縮することも可能であり、また、容器1の壁構造に依存して外方へ撓む領域3を有することも可能である。
【0020】
本願の変形付与部材5や力検出器9がどこに配置されたか、図1あるいは図2に図示されているような機械的なドライブとして又は図3に図示されているように差圧が印加されることによってドライブ7をどのように実現されているかた手法にかかわらず、図1あるいは図2に示した実施形態において容器1が刺激を付与されたとき又は図3の好適な実施形態に従って容器1が膨張されたときには、変形付与部材5が容器1の方へ相対的に移動することによって容器1を変形することによって、力検出器9が上昇力Fを検出することにつながる。図4によれば、変形付与部材5が容器1の壁に接触する(t0)や否や、変形付与部材5がさらに容器1の壁にさらに押されるときに反作用力Fは上昇する。所定の時間t1の後、容器壁と変形付与部材5の相対移動が停止する。容器に漏れがなくその壁が形状が平衡に達するまでさらに反作用することがなければ、これによって反作用力が一定(F0)となる。
【0021】
圧力下の容器が経路(b)に従って大きな漏れLLを有するならば、変形付与部材の変形の動き(移動)によっては反作用力FがF0に達しないが、t1−t0の時間間隔の後、かなり小さい力FLLが力検出器9によって測定されあるいはモニターする。
【0022】
変形付与部材が所定の割合であるいは速度で容器壁に動き、t1−t0の所定の時間間隔の後、F0のような所定の力に達しないならば、大きな漏れLLが独創的にも検出される。
【0023】
容器のこのような挙動はt1−t0より短い時間の時間間隔後に検出されるのが好ましく、これによって、十分に迅速にかつ容器に収容されるプロダクトを容器の周囲へ押し出す前あるいは容器の周囲に吸い出す前に容器の変形付与を停止することが可能となる。好適には、短めの時間間隔tLL−t0を設定し、変形付与を増大するこの時間間隔の後に、図4に従ってFLLのような所定のしきい値の力に達したか否かをチェックする。変形付与経路(b)に従ってそれに達しないならば、さらなる変形付与は中止され、大きな漏れを有する容器は可能な限り迅速に変形付与から開放される。
【0024】
容器1が大きな漏れがないならば、モニターされる反作用力Fは変形付与が大きくなる時間間隔t1−t0の後に、要求されるF0のようなしきい値に達し、容器の漏れ挙動はその後に検出される。
【0025】
大きな漏れLLをチェックし、時間t1で、好適にはt2までの所定の時間間隔t2−t1を設定して容器のさらなる変形付与をできなくした後、変形付与部材5と力検出器9とは、例えば、容器の形状の平衡に達したままにしておく。
【0026】
好適なモードでは、t2は最大値に設定され、t2=tmaxとなる。これは、検査中の容器が、例えば、漏れに起因しない移行期間における反作用力の低下につながる変形付与の圧力の下での容積(体積)の変化を経験しないならば特に実施される。
【0027】
t2に達したとき又は達した後、モニターされる反作用力FがF2を越えるとサンプリングされ格納される。さらにt3までの時間間隔t3−t2の経過後、モニターされる反作用力FがF3としてサンプリングされ、格納されていたF2と比較される。F3とF2との差ΔFが原理的に漏れ指示信号として評価される。
【0028】
図4で示したように、容器1を変形付与する上昇スロープ上での力をサンプリングし格納すること、及び、Fが再度Fの下降スロープに達するようにモニターすることが可能となる。さらなる変形付与を中止した後、F2による値t1はシステムが実際に安定したことを示すものである。この場合、時刻t2は、プリセットされ格納された値F2に達するのがモニターされるFによって定義される。
【0029】
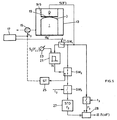
図5では、図4を参照して説明される手順を前もって形成される原理的な形での本発明の装置が概略的に示されている。同じ符号は、前述の図と同様に用いられる。真空密閉された検査チャンバ13には、検査される容器1が載置される。真空ポンプ15はタイミングユニット17によって制御されて作動する。ポンプ15は、好適には一定の調整可能な割合でチャンバ13を排気する。
【0030】
変形付与部材と力検出器との結合体(アセンブリ)9/5がチャンバ13内に、好適には反対側に、容器1の可撓性壁の領域3に近接して堅く取り付けされる。力検出器9は、領域3と変形付与部材と力検出器とのアセンブリ9/5の接触領域との間に作用する力の関数として電気信号S(F)を生成する。図示したように、表面構造19を備え、偶然に生じるような領域3の漏れを閉じる面が領域3がアセンブリ9/5に接触しているか又は接触することになる場所に位置する。同じ構造19aがチャンバ13の底面に備えるのが好ましい。
【0031】
図示したようにタイミングユニット17によってかつスイッチユニットSW1によって制御されて、信号S(F)が時刻tLLでコンパレータユニット21に送られ、ここでtLLでは、出力信号S(F)がユニット23でプリセット(前もってセット)される大きな漏れ指示しきい値S0(FLL)と比較される。
【0032】
時刻tLLでS0(FLL)が力信号S(F)によっては到達しないときはいつでも、入力がS(F)に接続されているスイッチングユニットSW2が開放されて、制御ユニット25を介して例えば、ポンプ15によるさらなる変形付与ができなくなる。時刻tLLでS(F)が少なくともしきい値S(FLL)に達し、信号S(F)が時刻t2でタイミングユニット17から制御されている他のスイッチングユニットSW3に送られるならば、信号はサンプリングされ格納ユニット27に格納される。ユニット27には、図4の力F2に従った値が格納される。格納ユニット27の出力は比較ユニット28に送られ、この比較ユニット28には、時刻t3でタイミングユニット17から制御され、信号S(F)が値F3に従って送られる。比較ユニット28は、時刻t2での力の値と時刻t3での力の値とを比較する。比較ユニット28の出力ΔFは、前もって検出された大きな漏れを除いた検査の下で容器1の漏れ挙動を示すものである。
【0033】
比較ユニット28の出力信号を直接的に評価する代わりに、比較ユニット28の出力信号の関数として変形付与を制御することが可能である。負のフィードバック制御ループを取り付けると(図示せず)、ここで、比較ユニット28は格納ユニット27に格納された信号による定格値を瞬間の信号S(F)と比較するものであり、負のフィードバック制御ループにおける調節ユニットとして、変形付与部材が比較ユニット28の出力信号を最小にするように作動する。
【0034】
図6では、図5で示した格納ユニット27と比較ユニット28とを最も好適に実現したものを図示している。
【0035】
アセンブリ9/5における力検出器9の出力信号は、入力段階として、アナログ/デジタル変換器121aとそれに続くデジタル/アナログ変換器121bを備えた変換ユニット121に入力される。変換段階121の出力は、力検出器9からの出力信号を直接受ける差動増幅器123に送られる。図5の比較ユニット28に従う(対応する)差動増幅器123の出力は他の増幅器ユニット125上で作用する。その出力は、格納ユニット127を介して符号128で重畳される。格納ユニット127の入力は、ユニット125の出力から送られる。図5のタイマーユニット17のようなタイマーユニット129がアレンジメントを制御する。図4の力の値F2に対応する信号を格納するために、時刻t2では、タイマーユニット129はユニット121で変換サイクルを可能とし、それによって、再変換されたアナログ出力信号el0(F2)がアナログ出力に現れる。
【0036】
同時に、力検出器9からの実質的に同じ信号S(F)は信号el(F2)としてユニット123の第2の入力に付与される。出力ユニット125では、ゼロ信号が現れる。にもかかわらず、一般にゼロオフセット信号がユニット125の出力に現れ、その信号は格納ユニット127に格納され、それは図5のユニット17に対応するタイミングユニット129によって可能となる。(図4の)時刻t3では、ユニット121では変換は開始(トリガー)されない。それによって、力検出器9からの直接の増幅器13の入力で時刻t3における力の値F3に対応する信号が現れ、段階2からは時刻t2における力の値F2に対応する格納された信号が現れる。さらに、ユニット127に格納されたゼロオフセット信号がここで信号を補償するオフセットとしてユニット123の出力に重畳され、それによって、増幅ユニット125の出力での信号がゼロオフセット補償される。これによって、図4で示したような力の差ΔFの非常に精度の高い測定が可能となる。
【0037】
図1,図2あるいは図3のいずれかに示したように、真空を利用して容器の壁を力検出器に変形付与する場合でさえ、検査チャンバ13の容積(ボリューム)は検査される容器の容積に対してあまり重要ではない。従来の漏れ検査では圧力が評価されるのに対して、本発明では力が評価される。例えば、検査される容器の周囲に生じている圧力を評価するとき、測定の精度は検査チャンバの壁と容器の壁との間に残っている容積に大きく依存する。というのは、漏れが中間ボリュームでの圧力に与える影響が大きいほど、中間ボリュームより小さく選択されるからである。容器の壁部分に変形を付与することによる本発明では、容器の壁の一部が力検出器に付勢されることになる。周囲への漏れは、周囲の容積及び検査される容器に対する検査チャンバの相対容積に関わらずこのような力に影響を与える。
【0038】
にもかかわらず、検査サイクルを短縮する観点から、図3に対応する真空によって変形付与が予め行われるならば、検査される容器に対する容積が最小となる検査チャンバを提供することが好ましい。
【0039】
図4のF0に対応する確立された変形付与、すなわち力及び信号S(F)を選択することによって、測定レベルが設定され選択されてもよい。可撓性壁部は、図3の実施形態を参照して、力検出器及び/又は変形付与部材に連続する大きな接触領域に沿って曲がった状態を形成すると、大きな変形付与差圧Δpを確立することによって、過度に上昇する力Fが生ずる。これは、発明した図4に対応する信号ΔFの増幅に対応する。これは全測定システムの精度を大きく改善し、かつ、評価信号の範囲の確立を容易にする。
【0040】
図3に対応して作動する好適な実施形態において、プロダクトで充填されたパウチを検査する。図7及び図8には、単純化された図示で、パウチを検査するために作製された、図3のチャンバ13に対応する検査チャンバあるいは検査キャビティの2つの半分を示した。
【0041】
図7に示したように、ここで検査される(点線)パウチ34に従って実質的に形状が形成されたリセス32がベース30に備えられている。例えば、ベースプレート30では、ポンプ15に対応する排気ポンプに結合された一以上のの吸気ライン36がある。
【0042】
下部プレート30と同様な図8の上部プレート37は、いったん上部プレート37がベースプレート30上に載置すると、リセス32を用いて検査チャンバあるいは検査キャビティを画定するリセス38を有する。2つのプレート30及び37の底部面40b及び頂部面40aは、ぴったりと真空密閉されるようにはまり(フィットし)、必要ならば、リセス32/38の全周にシール部材を備える。プレート30,37の一(あるいは可能ならば両方)には、検査キャビティの形状にはまる大きな検査面44を備えた力検出器アレンジメント42を備える。力検出器アレンジメント42は好適には抵抗ゲージの原理で作動し、例えば、面44を圧縮すると接触面で積算された圧力に対応する力を生成し、それは抵抗ゲージ要素をわずかに曲げ、それによって図5の電気信号S(F)を生成する。
【0043】
しかし、異なる物理的原理で作動する他の力検出器、好適には最小の機械的移動で作動する力検出器を用いてもよい。例えば、ピエゾ力検出器を用いてもよい。
【0044】
パウチを検査するための図7及び図8の2つのリセス32及び38によって形成されたような検査キャビティが検査される容器1(パウチ)の形状にぴったりフィットされるように作られたときは特に、検査中の容器の外側の電気インピーダンスを測定することによって、例えば、漏れのある容器の液体内容物がこのような容器を付勢するときあるいはその容器から吸入するといつでも変化するような特に大きな漏れについての付加的情報を得ることが可能である。図7の下部プレート30にだけ示され、図8の上部プレートには示されていないような、検査キャビティの内面が導電性電極44において細分されてもよい。各電極44はインピーダンス測定ユニット48につながる一の入力コネクタ46に結合され、その間の各電極は入力コネクタ49に結合されている。インピーダンス測定ユニット48はAC及び/又はDCインピーダンスを測定し、好適にはDCインピーダンスを測定する。パウチ34のような容器が変形されるときは必ず、液体あるいは粘性体の内容物が検査キャビティを押圧し、上述のような図4及び図5に対応する大きな漏れ測定にかかわらず、ユニット48で測定されるインピーダンスの変化はこのような漏れを示し、インピーダンス測定ユニット48の出力信号が容器のさらなる変形付与を中止する。
【0045】
例えば、漏れのある容器の内容物が検査キャビティに入っていく場合に検査キャビティをクリーニングするために、(図示しない)他のラインあるいはパイプが検査キャビティに備えられてかつ空気源として液体及び/又は気体クリーニング媒体、好適には窒素及び/又は圧縮された液体フラッシング媒体に結合され、さらに(図示しない)ヒーターを検査キャビティの壁に設置して汚れた検査キャビティを乾燥して清浄にしてもよい。
【0046】
装置が図1あるいは2又は図3に示したように作動するか否かに関わらず、好適に備えた最も重要な特徴を図9及び図10を参照して記載する。
【0047】
検査される容器1を変形するとときはいつも、ここで、図10は図1あるいは図2に示したものと対応しており、図9は図3に対応しているが、図9及び図10で符号51a及び51bとして図示されているように、互いに反対側に配置された容器の少なくとも2つの壁部分は変形付与部材/力検出器アレンジメントあるいはより一般的には面をしっかりと押圧する。容器壁のこのような領域に漏れがあるときは必ず、このような漏れをこのような面で塞ぐだろう。従って、図9及び図10で図示したように、容器を変形する間、壁領域が押圧される面領域全体に面構造があり、それによって、このような面が識別可能な接触領域でだけ容器の壁に接触し、壁部分の多くの部分は接触しないままとなる。これは、各面と容器1の壁部分との間にメッシュあるいはグリッド状の部材を備えることによって、又は、エッチングあるいはサンドブラストのように機械的にこのような面を粗くすることによって実現してもよい。図9及び図10で示しような機械的支持体53は容器壁の各識別可能領域に接触するが、これは各面のこのようなマイクロ構造によって形成される。図7及び図9で示した実施形態を参照すると、粗いマイクロ構造を有するように機械的に加工された、リセス32及び38を形成するプレート30及び37の面を有することが望ましい。容器壁のどんな漏れも、システム(系)の面すなわち、変形付与部材の面、力検出器の面あるいは検査キャビティの面の他の部分を付勢するこのような漏れを有する容器の壁領域によって塞がれるということは防止される。
【0048】
本発明の方法及び本発明の装置で好適なモードで測定された時間−力曲線について、非常に大きな漏れVGLに対しては図11aに、小さな漏れに対しては図11bに、漏れのない場合に対しては前記11cに示した。これらの図については、好適なモニタリング及び制御ユニットを示す図12と共に議論する。
【0049】
図11aでは、図12のタイミングユニット201が、検査中の容器1の変形付与を時刻t10で起動する。これは図1あるいは図2あるいは図3の実施形態に対応するものである。図3の実施形態によれば、タイミングユニット201は検査キャビティ13の評価を起動する。
【0050】
これは変形付与の開始信号BIST/t10によって図12に示されている。
【0051】
所定時間ΔTの後、力検出器の出力信号S(F)は、プリセット源107でプリセットされた第1の参照信号RFVGLと比較される。この目的のために、コンパレータ(比較器)ユニット102はt10+ΔTでタイマーユニット201によって可能となる。
【0052】
時間間隔ΔTの後、図12の電気信号S(F)に対応する実際にモニターされる力が図11aの経路Iに従って値RFVGLに達しない場合、これは非常に大きな漏れVGLが存在すること意味する。これは、出力信号VGLを生成するコンパレータ109で検出される。図12のブロック109で示した特徴によって、t11=t10+ΔTで可能となるこのコンパレータユニットの出力信号は例えば、高い値のままでVGLの存在を示しているならば、これはVGL出力で出力される。変形付与力Fが図11aの経路IIに従って参照レベルRFVGLに達し、交差するならば、VGL出力信号は生成されない。
【0053】
VGL信号は好適には変形付与サイクルを止める。なぜなら、これは検査中の容器の内容物を周囲に押し出すことになるからである。
【0054】
図11aの経路IIによって示したように、VGLが生じないとき、検査中の容器の変形付与は時刻t13まで継続する。時刻t13では、タイマーユニット201は、図1及び図2の実施形態による機械的ドライブ7のような又は図3の実施形態のような排気ポンプ15のような、変形付与ドライブの作動を止める。
【0055】
さらに、タイマーユニット201の一部は、参照信号源113で生成される他の参照値RFGLが導かれるコンパレータユニット111を作動する。時刻t13で、力検出器で検出される力がRFGLに達しなければ、コンパレータユニット111が検査中の容器が大きな漏れGLを有することを示す出力信号GLを生成する。ここで再び、検査システムの他の作動に関していくつかの反応がある。
【0056】
信号VGLあるいはGLのいずれかが各コンパレータ109,111によって指示されるならば、タイマーユニット201は、検査が完遂され瞬時に検査された容器1の質が特定されたのでリセットされる。これは図12では信号RS201によって図示されている。t13の後すぐにリセットされないならば、力検出器で検出された力の値S(F)(t13)は保持あるいは格納ユニット117に格納される。保持あるいは格納ユニット117の出力は差形成ユニット119の一の入力に導かれ、他方、このユニット119の第2の入力は力検出器の出力S(F)に結合される。t13、あるいは、図12のユニット121で示したような格納ユニット117にデータを格納引用発明する瞬間に開始するプリセット可能な検査サイクル時間TTの後、力の差ΔF信号が検査時間の経過時TTに作動される他のコンパレータユニット125に送られる。
【0057】
他の参照値源127によって、参照値ΔFREFがコンパレータユニット125に送られる。後述するように、ΔFREFの値は経時的に制御可能に変化し、及び/又は、ΔFREFが参照される参照値φRも経時的に制御可能に変化する。
【0058】
t13+TTでのΔF信号が参照値ΔFREFより大きければ、検査中の容器のわずかな漏れFLの存在を示す信号FLがユニット125で生成される。これは図11bで示したような状態を示す。ΔF信号がΔFREFに達せず、容器が漏れていないと考えられるならば、信号VGL、GL及びFLはゼロが生成される。これは図11cに対応する。
【0059】
VGL信号が図12に従って生成されれば、図1、図2及び図3のいずれかの実施形態であるかにかかわらず、他の変形付与が直ちに中止される。変形付与のドライブ(駆動)として排気ポンプ15を利用する図3の実施形態では、排気ポンプ15は各検査チャンバから直ちに接続がはずされる。これは、非常に大きな漏れによって容器1の内容物が漏れて真空ポンプ15が汚染されるからである。
【0060】
図3の実施形態を多数個の検査チャンバと共に用いる多数チャンバインライン検査システムでは、信号GL−大きな漏れを示す−の発生及び信号FL−わずかな漏れ−の発生でさえ、好適には、検査される容器から該当チャンバをはずしあるいは“迂回して”、他のチャンバは相変わらず作動し、新しく供給される容器の検査が実施される。
【0061】
容器が大きなあるいはわずかな漏れとして特定された検査チャンバ13のこのような迂回は、そのチャンバで他の検査結果に影響しないように、特に、漏れのある容器の内容物がポンプの中に吸い込まれることによってそれに結合された真空ポンプ15を駄目にしないように実施される。この迂回チャンバは、漏れのある容器が除去された後、他のチャンバでさらなる検査サイクルの間に元に戻される。
【0062】
元に戻すのは、そのチャンバ13を加熱し、それを液体及び/又は気体、好適には窒素を照射して、特に好適には加熱気体を照射することによって行ってもよい。
【0063】
図11a及び図11bを参照すると、参照値RFGLを設定すること及び特に参照力差値ΔFREFを設定することが非常に重要であり、システムの精度に大きく影響を与えることが認識されるだろう。周囲温度、容器製造の許容誤差等への影響は、これらの臨界参照レベル及び特にΔFREFが最高精度に設定されるならば、付与される力の経路に影響を与え、誤った結果に導くことになる。
【0064】
図13では、図11a及ぶ図11bの経路に従う変形付与力経路を定性的に示しているが、漏れがないと証明された同じ種類の容器で測定されたものである。これは、長時間の実験及び/又は標準的で最高精度であるが遅く及び/又は非常に高価な漏れ検出システムによってなされてもよい。
【0065】
t13では、張っている容器で測定された力の値がわずか異なっており、図13で示したような統計的分布を規定する。平均値は(RFGL)mである。一連の等しい容器での作動中、このような容器の温度及び製造誤差は変化する可能性がある。このようなパラメータはゆっくり変化し、(RFGL)mは変わるかも知れない。
【0066】
各容器があまり大きな漏れがないと特定されるそれぞれの時刻t13での多数回連続検査中はいつでも、力検出器の実際の出力信号は図14で示されているように平均ユニット130に入る。ここで、あまり大きな漏れのない容器の実際の力の最後の値mは平均されている。出力の平均結果信号は、図13の(RFGL)mに対応し、例えば、一の製造パラメータが変わることによって経時変化する。出力平均結果
【数1】

【0067】
図15から明瞭なように、平均力値
【数2】
【数3】
【0068】
動的なRFGLを実現するために独立に又は付加的に実現され、ΔEREFの動的上限に基づいて精度のさらなる改善が達成される。図16によれば、出力信号FLが検査中の容器が漏れがないことを示すときは常に、時間間隔TTの終了時では、実際の力差ΔF信号は平均化ユニット135に送られる。最後のm回の検査サイクルにわたって平均化された平均力差信号
【数4】
【0069】
一定のΔFREF信号が印加された図15を参照すると、ΔFを平均化する方法は動的に変化する値ΔFREFにおいて経路(ΔFREF)tによって図示さているように、力差に影響を与える外乱パラメータの変動に従って変化する。図15に示された表示による動的に変化する(ΔFREF)t信号の付与は、動的に変化する
【数5】
【数6】
【0070】
一以上の力検出器の出力信号の評価をデジタル式で実施するのが好適なことは明らかである。
【0071】
図17には、一般的に容器の組み込み及び検査をインラインで実施するインラインプラントを示している。例としてパウチは、組み込み用のキャリヤ及び支持体として用いられている図7で示したようなベースプレート30に溶接ステーション60で最初に溶接される。同じキャリヤすなわちベースプレート30を用いると、パウチが溶接によって組み込まれた後、プレート30によって形成されたキャリヤをアプリケーターステーションに移動される。アプリケーターステーションでは、図13に示したような上部プレート37を下部プレート30上に組み付ける。その後、気密に密閉された検査キャビティを検査ステーション64に移動する。このステーションでは、本発明の検査が実施される。溶接器60及び/又はアプリケーター及び/又は検査器64から成るシステムは、ベースプレート30用のコンベヤ66に対して静止するものでもよい。にもかかわらず、所定の操作に要する時間に依存して、特に検査器64は、コンベヤ66の速度に依存しなくなるように、所定の時間の間、コンベヤ66と共に移動してもよい。
【0072】
本発明の方法及び装置では、圧力測定を評価する漏れ検査手法と同様な精度を達成するのにはるかに重要でない漏れ検査手法を備える。本発明によって容器を変形付与するのはこのような容器の周囲に完全な真空を形成するよりはるかに簡単であり、変形付与力を測定することは容器の周囲の真空圧の経時変化を測定するよりはるかに容易である。真空測定においては、本発明の力測定によりも、はるかに多くの未知でかつ制御不能のパラメータが測定実体、すなわち真空圧に影響を与えるだろう。真空測定手法における測定レベルの設定は真空ポンプについて経費に大きく影響し、変形力を変えること及び設定することはかなり労力が小さい。
【0073】
本発明の方法及び装置はパウチを検査するのに特に適しているが、壁部分が可撓的に曲がり得る限り、種々の大きな容器を検査する際にも用いてよいのは明らかである。本発明は、例えば、非常に高い処理能力を有する回転式コンベヤに配置された多数の検査ステーションを有するインラインプラントで実施してもよい。
【図面の簡単な説明】
【図1】 検査中の容器が圧力によって変形が付与されるもので、変形付与部材と力検出器とが容器の反対側に設置されている、本発明の方法で作動する本発明の装置の第1の実施形態の概略構成図である。
【図2】 図1に示した態様において、容器が支持台に載置され、変形付与部材及び力検出器がこのような支持台の反対側に配置されている態様の概略構成図である。
【図3】 図1及び図2の態様ににおいて、容器の変形付与が検査中の容器の周囲を排気することによって実現されているさらに好適な実施形態の概略構成図である。
【図4】 本発明の装置の実施及び本発明の方法を説明するための定性的な力と時間の関係を示すグラフである。
【図5】 単純化された機能ブロック/信号フロー図によって、本発明の方法で作動する本発明の装置の実施形態の概略構成図である。
【図6】 好適には本発明の装置で使用される格納及び比較器ユニットの好適な態様の単純化された概略構成図である。
【図7】 図3で示した本発明を実施するため及びパウチを検査するための検査チャンバの一方の片側を示す概略構成図である。
【図8】 図3で示した本発明を実施するため及びパウチを検査するための検査チャンバの他方の片側を示す概略構成図である。
【図9】 図3によって作動する検査キャビティでの好適な態様を示す概略図である。
【図10】 図3によって作動する検査キャビティでの好適な態様を示す概略図である。
【図11a】 本発明の装置によって本発明の方法の好適な態様による実施を示す力信号と時間の関係を示すグラフである。
【図11b】 本発明の装置によって本発明の方法の好適な態様による実施を示す力信号と時間の関係を示すグラフである。
【図11c】 本発明の装置によって本発明の方法の好適な態様による実施を示す力信号と時間の関係を示すグラフである。
【図12】 信号フロー/機能ブロック図によって、図11aから図11cを参照することにより説明される、本発明を実施する装置の実施形態を示す概略構成図である。
【図13】 例えば、製造誤差により、同じ種類の漏れのない容器で変形付与の所定時間後に到達した変形付与力の統計的分布を示す力信号と時間との関係を示すグラフである。
【図14】 図12による実施形態で適応性のあるしきい値を生成する本発明の装置及び方法の好適な態様を示す単純化された機能ブロック/信号フロー図である。
【図15】 図14及び図16の実施形態で実現される本発明の装置及び方法の適応性を保持しつつ変化するしきい値の定性的な経時的な経路を示す図である。
【図16】 好適な実施形態で実現されるような本発明の方法のための他の参照あるいはしきい値を適応可能に調整するための実施形態を示す図である。
【図17】 容器をインライン組み込み及び検査するインラインプラントの概略構成図である。
【符号の説明】
1 容器
3 可撓性壁領域
5 変形付与部材
9 力検出器
13 検査チャンバ
15 排気ポンプ
17 タイミングユニット
19 表面構造
21 コンパレータユニット
121a アナログ/デジタル変換器
121b デジタル/アナログ変換器
123 差動増幅器
127 格納ユニット
129 タイミングユニット
Claims (33)
- 少なくとも一の可撓性壁領域を有する漏れのない閉鎖容器の製造方法において:
−変形付与部材を前記壁領域の方へ相対的に移動する段階と;
−前記移動を停止する段階と;
−前記容器上の変形付与力をモニターする段階と;
−第1の時点でモニターされる前記変形付与力をサンプリングして、第1の力測定信号を生成する段階と;
−前記第1の力測定信号に依存する信号を格納することによって、格納信号を生成する段階と;
−実質的に前記格納を実施するときに、前記第1の力測定信号に依存する前記信号と前記格納信号との間の第1の差信号を生成する段階と;
−前記第1の時点に続く少なくとも一の第2の時点でモニターされる前記変形付与力をサンプリングして、第2の力測定信号を生成する段階と;
−前記格納信号と前記第2の力測定信号と前記第1の差信号との基づく第2の差信号を漏れ指示信号として生成する段階と;
−前記第1の時点で前記格納された第1の力測定信号と前記第1の力測定信号からゼロオフセット信号を生成し、該ゼロオフセット信号を格納し、かつ、該格納されたゼロオフセット信号によって前記差信号のゼロオフセットを補償する段階と;
を備えた方法。 - 所定の力に達するまで前記壁領域を変形する段階を備えた請求項1に記載の方法。
- 前記の所定の力に達するまでの間に前記サンプリングを少なくとも一度実施するために、前記の所定の力に達する前にある時間間隔を設ける段階を備えた請求項2に記載の方法。
- 前記容器の内部とその周囲との間に差圧を作ることによって、前記の移動の段階を実施する請求項1から請求項3のいずれか一項に記載の方法。
- 前記周囲を排気することによって前記差圧を作る段階を備えた請求項4に記載の方法。
- 変形付与された際に前記容器の壁と接触する面領域に所定の表面構造を付与する段階を備えた請求項1から5のいずれか一項に記載の方法。
- 遅くとも、前記第1の時点でのサンプリングの際に、モニターされる前記変形付与力を少なくとも一の所定のしきい値と比較する段階を備えた請求項1から請求項6のいずれか一項に記載の方法。
- 前記第2の差信号を少なくとも一の所定のしきい値と比較する段階を備えた請求項1から請求項7のいずれか一項に記載の方法。
- 前記第1の時点で変換のために作動されるアナログ/デジタル変換器によって前記の第1の力測定信号を格納する段階を備えた請求項1から8のいずれか一項に記載の方法。
- 前記アナログ/デジタル変換器のデジタル出力信号をアナログ信号に再変換し、該再変換されたアナログ信号を用いて前記差信号を生成する段階を備えた請求項9に記載の方法。
- 前記容器の壁で又は少なくともその壁に近接点でインピーダンス測定を実施し、前記インピーダンス測定の結果によって前記壁領域の方へ前記変形付与部材の移動を可能にし又禁止する段階を備えた請求項1から10のいずれか一項に記載の方法。
- 抵抗ゲージによって前記変形付与力をモニターする段階を備えた請求項1から請求項11のいずれか一項に記載の方法。
- 前記第1の時点より遅くない、第3の時点でモニターされる前記変形付与力をサンプリングして第3の力測定信号を生成し、該第3の力測定信号をプリセット可能なしきい信号値と比較し、前記第3の力測定信号が前記しきい信号値に達しないならば“大きな漏れ”指示を生成する段階を備えた請求項1から請求項12のいずれか一項に記載の方法。
- 前記容器に対する検査キャビティを備え、容器が漏れありと検出された後に前記検査キャビティをクリーニングする段階であって、該クリーニングは気体、好適には窒素を照射すること及び/又は液体を照射すること及び/又は加熱することによって実施するものであるところの段階を備えた請求項1から請求項13のいずれか一項に記載の方法。
- 一組の検査キャビティにおいて一連の前記容器をインライン検査する段階と、さらに前に検査された容器が所定の量までの漏れになる場合に少なくとも一の検査サイクルについて検査キャビティにおける検査するのを禁止する段階とを備えた請求項1から請求項14のいずれか一項に記載の方法。
- 少なくとも一の可撓性壁領域を有する閉鎖容器の漏れ検査方法において:
−変形付与部材を所定の割合で前記壁領域の方へ相対的に移動する段階と;
−前記移動の所定時間後に前記変形付与の力をモニターすること、及び、そのモニターされた変形付与力が第1の所定のしきい値に達するか否かをモニターすること大きな漏れを特定する段階と;を備えた請求項1から請求項15のいずれか一項に記載の方法。 - 前記壁領域の方へ一定の割合で前記変形付与部材を移動する段階を備えた請求項1から請求項16のいずれか一項に記載の方法。
- 前記第1の力測定信号を、以前の容器の検査の間にサンプリングされた第1の力測定信号によって平均化し、その平均化された第1の力測定信号に依存した前記の差を生成する段階を備えた請求項1から請求項17のいずれか一項に記載の方法。
- 前記の平均化された信号を所定の信号量によってシフトさせ、そのシフトされた平均化信号に依存して前記の差を生成する段階を備えた請求項18に記載の方法。
- 前記第2の差信号を少なくとも一のしきい信号と比較する段階を備えた請求項1から請求項19のいずれか一項に記載の方法。
- 前記差信号を、以前の容器の検査の間に生成されたこのような差信号によって平均化し、その平均化に依存して前記しきい値を制御する請求項20に記載の方法。
- 少なくとも一の可撓性壁領域を有する閉鎖容器の漏れ検査装置において:
−前記壁領域の方へ相対的に移動する変形付与部材を有し、検査中の容器を圧縮し又は膨張する変形付与機構と;
−検査中の容器の壁に適用可能でかつ電気出力信号を生成する力検出器であって、該力検出器の出力は格納ユニットに結合され、該格納ユニットの出力はコンパレータユニットに結合され、該コンパレータユニットの第2の入力は力検出器の出力に結合されているところの力検出器と;
を備え、
前記コンパレータユニットが差入力段階を備え、該差入力段階の入力は前記力検出器の出力及び前記格納ユニットの出力に結合され、前記差入力段階の出力はさらなる格納ユニットに結合され、該さらなる格納ユニットの出力がゼロオフセット補償信号としてゼロオフセット補償ユニットに適用され、
さらに、第1の時点で前記両格納ユニットでの格納と、前記第1の時点の後の第2の時点で前記コンパレータユニットでの比較とを制御するタイミングユニットを備えた
漏れ検査装置。 - 離隔して配置され、かつ、互いの方へ及び互いの方から相対的に駆動移動可能である一対の部材を備えた請求項22に記載の装置。
- 前記の少なくとも一の力検出器が前記部材の一に設置されている請求項23に記載の装置。
- 排気ポンプに結合された密閉閉鎖された検査チャンバを備え、前記力検出器が、前記検査チャンバの内部に曝されている力感知面を有する前記検査チャンバに堅く設置された請求項22に記載の装置。
- 前記力検出器は抵抗ゲージを備えた請求項22から25のいずれか一項に記載された装置。
- 前記力検出器が結合された前記格納ユニットがアナログ/デジタル変換器を備えた請求項22から26のいずれか一項に記載された装置。
- 排気可能検査チャンバと、前記検査チャンバ内に配置されかつインピーダンス測定ユニットに結合された少なくとも一対の電極とを備えた請求項22から27のいずれか一項に記載された装置。
- 検査される容器が前記変形付与機構によって変形付与されるとその容器に接触する外部面が所定の表面構造を与えられた請求項22から28のいずれか一項に記載された装置。
- 前記表面構造がメッシュ状あるいはグリッド状の挿入体によって、又は、前記表面の粗面処理機械加工によって形成されている請求項29に記載の装置。
- 第1のしきい感知ユニットを備え、その一の入力が前記力検出器の出力に結合され、その出力が変形付与機構の制御入力に結合されるものである請求項22から30のいずれか一項に記載された装置。
- 第2のしきい感知ユニットであって、その一の入力が前記力検出器の出力に結合されるところの第2のしきい感知ユニットと、前記第1及び第2のしきい感知ユニットを異なる時点で作動できるタイミングユニットとを備えた請求項31に記載の装置。
- 平均化ユニットを備え、その入力が前記力検出器の出力に結合され、その出力がしきいユニットに結合され、その第2の入力が前記力検出器の出力に結合されている請求項22から32のいずれか一項に記載された装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/CH2000/000526 WO2000073760A2 (en) | 2000-09-26 | 2000-09-26 | Method and apparatus for leak testing closed containers |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003532863A JP2003532863A (ja) | 2003-11-05 |
| JP2003532863A5 JP2003532863A5 (ja) | 2007-11-08 |
| JP4854891B2 true JP4854891B2 (ja) | 2012-01-18 |
Family
ID=4358139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001500835A Expired - Lifetime JP4854891B2 (ja) | 2000-09-26 | 2000-09-26 | 閉鎖容器の漏れ検査の方法及びその装置 |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US6439032B1 (ja) |
| EP (2) | EP2040054B1 (ja) |
| JP (1) | JP4854891B2 (ja) |
| CN (1) | CN100342225C (ja) |
| AT (1) | ATE426152T1 (ja) |
| AU (4) | AU2000272661C1 (ja) |
| DE (1) | DE60041835D1 (ja) |
| DK (2) | DK1320738T3 (ja) |
| ES (2) | ES2459665T3 (ja) |
| NO (1) | NO20031242D0 (ja) |
| PT (2) | PT1320738E (ja) |
| RU (2) | RU2243524C1 (ja) |
| WO (1) | WO2000073760A2 (ja) |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6082184A (en) * | 1997-05-27 | 2000-07-04 | Martin Lehmann | Method for leak testing and leak testing apparatus |
| DK1320738T3 (da) * | 2000-09-26 | 2009-06-15 | Martin Lehmann | Fremgangsmåde og apparat til tæthedsprövning af lukkede beholdere |
| US6840087B2 (en) * | 2000-09-26 | 2005-01-11 | Martin Lehmann | Method and apparatus for leak testing closed containers |
| ITBO20010371A1 (it) * | 2001-06-12 | 2002-12-12 | Ima Spa | Metodo per la verifica dell'integrita' di confezioni, in particolare monodose, e stazione che attua tale metodo |
| EP1469296A1 (en) * | 2003-04-14 | 2004-10-20 | Lorenzo Campanini | Process and apparatus for checking sealor tightness of a package made of flexible or semirigid material |
| EP1517166B1 (en) * | 2003-09-15 | 2015-10-21 | Nuvotronics, LLC | Device package and methods for the fabrication and testing thereof |
| ES2546355T3 (es) * | 2004-01-09 | 2015-09-22 | G.I. View Ltd. | Sistema propulsado por presión para una luz del cuerpo |
| US8419678B2 (en) | 2004-01-09 | 2013-04-16 | G.I. View Ltd. | Pressure-propelled system for body lumen |
| JP4353860B2 (ja) * | 2004-06-24 | 2009-10-28 | 株式会社エヌテック | 容器の検査方法及び装置 |
| US7862875B2 (en) * | 2004-10-04 | 2011-01-04 | Trico Corporation | Flinger disc |
| EP2361545B1 (en) * | 2005-01-06 | 2014-03-12 | G.I. View Ltd. | Gastrointestinal tool over guiding element |
| US10080481B2 (en) * | 2005-02-10 | 2018-09-25 | G.I. View Ltd. | Advancement techniques for gastrointestinal tool with guiding element |
| US8430809B2 (en) * | 2005-08-01 | 2013-04-30 | G. I View Ltd. | Capsule for use in small intestine |
| US20090182197A1 (en) * | 2005-08-01 | 2009-07-16 | G.I. View Ltd. | Tools for use in small intestine |
| WO2007015241A2 (en) * | 2005-08-01 | 2007-02-08 | G.I. View Ltd. | Tools for use in esophagus |
| KR20130083931A (ko) * | 2005-09-09 | 2013-07-23 | 마틴 레흐만 | 비누설 밀폐 용기 제조 방법 및 누설 검사 장치 |
| US7380440B2 (en) | 2005-09-09 | 2008-06-03 | Martin Lehmann | Methods for manufacturing unleaky closed containers and leak testing apparatus |
| CN103148986B (zh) * | 2005-09-09 | 2016-03-02 | 马丁·莱曼 | 用于制造不渗漏封闭容器的方法和渗漏测试设备 |
| WO2010013247A1 (en) * | 2008-07-30 | 2010-02-04 | G.I. View Ltd | System and method for enhanced maneuverability |
| CA2741206C (en) | 2008-11-03 | 2016-01-12 | G.I. View Ltd | Remote pressure sensing system and method thereof |
| WO2011063227A1 (en) * | 2009-11-20 | 2011-05-26 | Packaging Technologies & Inspection, LLC | At rest vacuum state for vacuum decay leak testing method and system |
| US9200993B2 (en) | 2011-11-01 | 2015-12-01 | Teledyne Instruments, Inc. | Flexible container inspection |
| WO2014089342A1 (en) * | 2012-12-05 | 2014-06-12 | University Of Florida Research Foundation, Inc. | Method and apparatus for testing quality of seal and package integrity |
| ITBO20130128A1 (it) * | 2013-03-26 | 2014-09-27 | Bonfiglioli Engineering S P A | Metodo ed apparato per la verifica di corpi siringa. |
| RU2619488C2 (ru) * | 2013-03-27 | 2017-05-16 | Вилко Аг | Способ поточного обследования и/или тестирования устройств и аппарат для осуществления такого способа |
| SG10201804313SA (en) * | 2013-12-10 | 2018-07-30 | Abec Inc | Apparatus and methods of use |
| CN104977142A (zh) * | 2014-04-09 | 2015-10-14 | 江苏神通阀门股份有限公司 | 一种密闭阀寿命试验装置 |
| CN104111150B (zh) * | 2014-06-30 | 2017-10-24 | 苏州大学 | 一种容器检测口的密封性检测装置和检测方法 |
| CN105444927A (zh) * | 2015-11-25 | 2016-03-30 | 广州坚诺机械设备有限公司 | 一种基于挤压的容器压力快速无损检测设备及方法 |
| US10067027B2 (en) * | 2016-03-04 | 2018-09-04 | Robert Bosch Gmbh | Test methodology to reduce false rejections and increase number of containers tested for tightness |
| CN106370365B (zh) * | 2016-08-16 | 2019-07-02 | 中国科学院化学研究所 | 液体封装装置的检漏方法 |
| US10319654B1 (en) | 2017-12-01 | 2019-06-11 | Cubic Corporation | Integrated chip scale packages |
| CN108150629A (zh) * | 2017-12-29 | 2018-06-12 | 盛瑞传动股份有限公司 | 变矩器壳体总成及其气密测量工艺 |
| CN108851162B (zh) * | 2018-03-29 | 2021-06-01 | 保定市三川电气有限责任公司 | 物料真空回潮的控制方法及系统、回潮机 |
| EP3809108B1 (en) | 2019-10-17 | 2022-10-05 | Delta Engineering Bvba | Leak tester |
| IT201900021456A1 (it) | 2019-11-18 | 2021-05-18 | Ceccarani Eng S R L | Dispositivo di controllo della tenuta ermetica di contenitori flessibili chiusi |
| DE102019135223A1 (de) * | 2019-12-19 | 2021-06-24 | Krones Ag | Verfahren und Vorrichtung zum Erkennen der Strukturintegrität eines zu verschließenden Behälters |
| US11867591B2 (en) | 2020-11-12 | 2024-01-09 | Lockheed Martin Corporation | Backup oxygen supply bottle pressure measurement and leak test tool |
| US11692672B2 (en) | 2020-12-17 | 2023-07-04 | Lockheed Martin Corporation | Pressure relief shipping adapter for a bottle head assembly |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6239893B2 (ja) * | 1980-07-11 | 1987-08-25 | Citizen Watch Co Ltd | |
| US4756184A (en) * | 1987-03-12 | 1988-07-12 | General Mills, Inc. | Apparatus and method for seal testing flexible containers |
| JPH04216430A (ja) * | 1990-03-01 | 1992-08-06 | L'air Liquide | 包装体の漏れ検出方法および装置 |
| WO1998050769A1 (de) * | 1997-05-07 | 1998-11-12 | Martin Lehmann | Verfahren zur dichtheitsprüfung geschlossener behälter, prüfkammer, prüfanordnung und prüfanlage hierfür |
| WO1998054560A1 (en) * | 1997-05-26 | 1998-12-03 | Martin Lehmann | Method and apparatus for leak testing |
| JP2000088694A (ja) * | 1998-09-16 | 2000-03-31 | Ishida Co Ltd | 密封容器の密封性検査装置 |
| JP2000131182A (ja) * | 1998-10-22 | 2000-05-12 | Nikka Kensa Kikai Kk | 密封容器の密封不良検査方法および装置 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3837215A (en) * | 1973-05-21 | 1974-09-24 | T Massage | Method and apparatus for testing sealed containers |
| US4107997A (en) * | 1975-09-15 | 1978-08-22 | Advanced Patent Technology, Incorporated | Alloy sensor |
| FR2351400A1 (fr) | 1976-05-10 | 1977-12-09 | Lesieur Cotelle | Procede et appareil de controle et de selection de conditionnements comportant des emballages scelles |
| GB2059381A (en) | 1979-10-06 | 1981-04-23 | Danepak Ltd | Leak detecting of vacuum sealed packages |
| US4449396A (en) * | 1982-03-01 | 1984-05-22 | Carrier Corporation | Probe for measuring electrical conductance |
| JPS59157537A (ja) * | 1983-02-28 | 1984-09-06 | Toyo Seikan Kaisha Ltd | 缶内圧検出方法及びその装置 |
| US4955226A (en) * | 1984-12-26 | 1990-09-11 | Frito-Lay, Inc. | Method and apparatus for automatically detecting the presence of holes in filled and sealed packed plastic bags |
| GB8506443D0 (en) * | 1985-03-13 | 1985-04-17 | Bishopbarn Ltd | Testing leaks in packages |
| US4715215A (en) * | 1985-04-25 | 1987-12-29 | The Aro Corporation | Method and apparatus for testing the fluid-tight sealed integrity of a hermetically-sealed package in a rapidly-stabilized environment |
| US4771630A (en) * | 1985-12-20 | 1988-09-20 | Warner-Lambert Company | Method and apparatus for testing hermetic seal integrity of sealed packages and containers |
| DE3716095C1 (de) * | 1987-05-14 | 1988-09-08 | Hamba Maschf | Becherfuellwerk fuer Nahrungs- und Genussmittel,insbesondere fuer Molkereiprodukte |
| US4862732A (en) * | 1987-10-19 | 1989-09-05 | Benthos, Inc. | Leak testing |
| US4747299A (en) * | 1987-10-28 | 1988-05-31 | The Aro Corporation | Method of testing a package seal |
| JPH0257533A (ja) * | 1988-08-22 | 1990-02-27 | Taiyo Fishery Co Ltd | 密閉容器のリーク検査方法 |
| US5195360A (en) * | 1990-10-12 | 1993-03-23 | General Mills, Inc. | Apparatus and methods for testing double packages |
| GB9204137D0 (en) * | 1992-02-26 | 1992-04-08 | Fenlon Christopher | Sealed package integrity testing machine |
| CH685887A5 (de) * | 1992-08-12 | 1995-10-31 | Martin Lehmann | Verfahren zur Pruefung von Behaeltnissen Anwendung des Verfahrens sowie Pruefanordnung |
| US5915270A (en) | 1992-08-27 | 1999-06-22 | Lehmann; Martin | Method for testing containers, use of the method, and a testing device |
| US5528925A (en) * | 1993-01-19 | 1996-06-25 | Luigino's, Inc. | Method and apparatus for testing the seal between a container and a flexible lid |
| US5533385A (en) * | 1995-02-06 | 1996-07-09 | Frievalt; William | Package seal integrity testing device and method of operation thereof |
| ES2143776T3 (es) * | 1995-08-25 | 2000-05-16 | Testamatic Ltd | Metodo y aparato para comprobar fugas en un envase. |
| GB9601014D0 (en) * | 1996-01-18 | 1996-03-20 | Testamatic Ltd | Package tester |
| US5767392A (en) * | 1996-08-28 | 1998-06-16 | The Clorox Company | Method and apparatus for leak testing containers having a flexible side wall structure |
| US6082184A (en) * | 1997-05-27 | 2000-07-04 | Martin Lehmann | Method for leak testing and leak testing apparatus |
| DK1320738T3 (da) * | 2000-09-26 | 2009-06-15 | Martin Lehmann | Fremgangsmåde og apparat til tæthedsprövning af lukkede beholdere |
-
2000
- 2000-09-26 DK DK00960280T patent/DK1320738T3/da active
- 2000-09-26 EP EP09150253.4A patent/EP2040054B1/en not_active Expired - Lifetime
- 2000-09-26 PT PT00960280T patent/PT1320738E/pt unknown
- 2000-09-26 EP EP00960280A patent/EP1320738B1/en not_active Expired - Lifetime
- 2000-09-26 PT PT91502534T patent/PT2040054E/pt unknown
- 2000-09-26 AU AU2000272661A patent/AU2000272661C1/en not_active Ceased
- 2000-09-26 RU RU2003112218/28A patent/RU2243524C1/ru not_active IP Right Cessation
- 2000-09-26 AU AU7266100A patent/AU7266100A/xx active Pending
- 2000-09-26 ES ES09150253.4T patent/ES2459665T3/es not_active Expired - Lifetime
- 2000-09-26 JP JP2001500835A patent/JP4854891B2/ja not_active Expired - Lifetime
- 2000-09-26 AT AT00960280T patent/ATE426152T1/de active
- 2000-09-26 ES ES00960280T patent/ES2323749T3/es not_active Expired - Lifetime
- 2000-09-26 WO PCT/CH2000/000526 patent/WO2000073760A2/en active IP Right Grant
- 2000-09-26 US US09/669,669 patent/US6439032B1/en not_active Expired - Lifetime
- 2000-09-26 CN CNB008199108A patent/CN100342225C/zh not_active Expired - Fee Related
- 2000-09-26 DK DK09150253.4T patent/DK2040054T3/da active
- 2000-09-26 DE DE60041835T patent/DE60041835D1/de not_active Expired - Lifetime
-
2002
- 2002-07-30 US US10/207,148 patent/US6557395B2/en not_active Expired - Lifetime
-
2003
- 2003-03-18 NO NO20031242A patent/NO20031242D0/no not_active Application Discontinuation
-
2005
- 2005-11-04 AU AU2005229712A patent/AU2005229712C1/en not_active Ceased
-
2008
- 2008-08-11 AU AU2008203815A patent/AU2008203815B9/en not_active Ceased
- 2008-08-14 RU RU2008133456/28A patent/RU2389006C1/ru not_active IP Right Cessation
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6239893B2 (ja) * | 1980-07-11 | 1987-08-25 | Citizen Watch Co Ltd | |
| US4756184A (en) * | 1987-03-12 | 1988-07-12 | General Mills, Inc. | Apparatus and method for seal testing flexible containers |
| JPH04216430A (ja) * | 1990-03-01 | 1992-08-06 | L'air Liquide | 包装体の漏れ検出方法および装置 |
| WO1998050769A1 (de) * | 1997-05-07 | 1998-11-12 | Martin Lehmann | Verfahren zur dichtheitsprüfung geschlossener behälter, prüfkammer, prüfanordnung und prüfanlage hierfür |
| JP2001523344A (ja) * | 1997-05-07 | 2001-11-20 | レーマン,マーチン | 閉じた容器の漏れ試験をする方法、そのための試験室、試験構成、および試験装置 |
| WO1998054560A1 (en) * | 1997-05-26 | 1998-12-03 | Martin Lehmann | Method and apparatus for leak testing |
| JP2002500764A (ja) * | 1997-05-26 | 2002-01-08 | レーマン,マーチン | リークテストのための方法および装置 |
| JP2000088694A (ja) * | 1998-09-16 | 2000-03-31 | Ishida Co Ltd | 密封容器の密封性検査装置 |
| JP2000131182A (ja) * | 1998-10-22 | 2000-05-12 | Nikka Kensa Kikai Kk | 密封容器の密封不良検査方法および装置 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4854891B2 (ja) | 閉鎖容器の漏れ検査の方法及びその装置 | |
| AU2000272661A1 (en) | Method and apparatus for leak testing closed containers | |
| KR100649264B1 (ko) | 충전된 밀폐 용기의 제조 방법 | |
| US6840087B2 (en) | Method and apparatus for leak testing closed containers | |
| RU2344396C2 (ru) | Способ испытания на герметичность закрытых контейнеров и устройство для его осуществления | |
| KR100633873B1 (ko) | 누설 검사 방법 및 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070921 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100608 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100826 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100902 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110301 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110527 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110603 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110927 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111026 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141104 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4854891 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |