JP4831486B2 - 薄切片標本作製装置及び薄切片標本の作製方法 - Google Patents
薄切片標本作製装置及び薄切片標本の作製方法 Download PDFInfo
- Publication number
- JP4831486B2 JP4831486B2 JP2006340187A JP2006340187A JP4831486B2 JP 4831486 B2 JP4831486 B2 JP 4831486B2 JP 2006340187 A JP2006340187 A JP 2006340187A JP 2006340187 A JP2006340187 A JP 2006340187A JP 4831486 B2 JP4831486 B2 JP 4831486B2
- Authority
- JP
- Japan
- Prior art keywords
- thin
- section
- holding
- holding frame
- range
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Description
本発明は、生体試料が包埋剤によって包埋された包埋ブロックを所定の厚さで切削することで作製された薄切片を、プレート上に載置して薄切片標本を作製する薄切片標本作製装置であって、略枠状で疎水性の膜で形成された保持枠を、前記プレートの表面の内、少なくとも前記薄切片が載置される載置範囲を含む保持範囲を囲むように形成する保持枠形成手段と、該保持範囲内に、接着用水を供給する接着用水供給手段と、該接着用水を有した状態の前記プレートを載置する載置台と、前記包埋ブロックから作製された前記薄切片を搬送し、前記載置台上に載置された前記プレートの前記載置範囲内に前記薄切片を載置する搬送手段とを備えることを特徴としている。
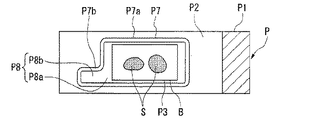
また、上記の薄切片標本の作製方法において、前記保持枠形成工程は、前記保持範囲として、前記載置範囲から外側に突出した突出部を有するように、前記保持枠の一部を突出させて形成することがより好ましいとされている。
さらに、上記の薄切片標本の作製方法において、前記薄切片載置工程後に、前記保持範囲の前記突出部から露出する前記接着用水を吸水する吸水工程を備えることがより好ましいとされている。
また、上記の薄切片標本の作製方法において、前記保持枠形成工程は、前記プレートの前記表面に前記保持枠を複数形成するとともに、前記接着用水供給工程及び前記薄切片載置工程は、複数の前記保持枠で形成された前記保持範囲のそれぞれに、前記接着用水を供給し、前記薄切片を載置することがより好ましいとされている。
また、上記の薄切片標本の作製方法において、前記保持枠形成工程は、前記保持枠を、前記包埋剤によって形成することがより好ましいとされている。
本発明の薄切片標本の作製方法によれば、保持枠形成工程を備えることで、保持枠で形成された保持範囲に接着用水を確実に保持し、プレートと薄切片との間に気泡が発生してしまうこと無く、確実に薄切片をプレート上に受け渡して、載置することができる。このため、歩留まり良く、薄切片に皺が無い一定の品質を有した薄切片標本を作製することができる。
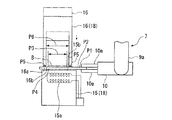
図1から図5は、この発明に係る実施形態を示している。図1に示す薄切片標本作製装置1は、生体試料Sが包埋された包埋ブロックを切削して厚さ3〜5μm程度の極薄の薄切片Bを作製し、薄切片Bに含まれる生体試料Sを検査、観察する過程において、薄切片Bを、スライドガラス(プレート)P1上の所定の載置範囲P3に載置して薄切片標本Pを作製する装置である。生体試料Sは、例えば、人体や実験動物等から取り出した臓器などの組織から切除された試料であり、医療分野、製薬分野、食品分野、生物分野などで適時選択されるものである。また、包埋ブロックは、上記のような生体試料Sを包埋剤B1によって包埋、すなわち周囲を覆い固めたものであり、生体試料Sは、通常、その種類毎に向きを統一させて包埋されている。このような包埋ブロックは、より詳しくは、以下のように作製されるものである。まず、上記の生体試料Sの塊をホルマリンに漬けて、生体試料Sを構成する蛋白質を固定する。そして、組織を固い状態にした後、適当な大きさに切断する。最後に、切断された生体試料Sの内部の水分を包埋剤B1に置き換えたものを、溶解した包埋剤B1の中に埋め込んで、固めることで作製される。ここで、包埋剤B1は、上記のように液状化と冷却固化が容易に可能とされるとともに、有機溶媒に浸漬することで溶解する材質で、樹脂やパラフィンなどである。本実施形態では、包埋剤B1としてパラフィンを使用している。そして、この包埋ブロックを切削することで、所定の厚さを有し、包埋剤B1の内部に生体試料Sを含んだ薄切片Bが作製される。
以下、薄切片標本作製装置1の構成について説明する。
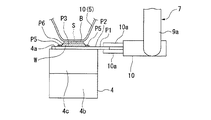
4 載置台
5 搬送手段
17 接着用水供給手段
18 保持枠形成手段
20 吸水手段
B 薄切片
B1 包埋剤
P 薄切片標本
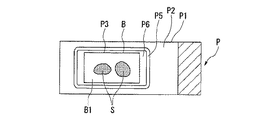
P1 スライドガラス(プレート)
P2 表面
P3 載置範囲
P5、P7 保持枠
P6、P8 保持範囲
P8b 突出部
S 生体試料
W 接着用水
Claims (10)
- 生体試料が包埋剤によって包埋された包埋ブロックを所定の厚さで切削することで作製された薄切片を、プレート上に載置して薄切片標本を作製する薄切片標本作製装置であって、
略枠状で疎水性の膜で形成された保持枠を、前記プレートの表面の内、少なくとも前記薄切片が載置される載置範囲を含む保持範囲を囲むように形成する保持枠形成手段と、
該保持範囲内に、接着用水を供給する接着用水供給手段と、
該接着用水を有した状態の前記プレートを載置する載置台と、
前記包埋ブロックから作製された前記薄切片を搬送し、前記載置台上に載置された前記プレートの前記載置範囲内に前記薄切片を載置する搬送手段とを備えることを特徴とする薄切片標本作製装置。 - 請求項1に記載の薄切片標本作製装置において、
前記保持枠形成手段は、前記保持範囲として、前記載置範囲から外側に突出した突出部を有するように、前記保持枠の一部を突出して形成可能であることを特徴とする薄切片標本作製装置。 - 請求項2に記載の薄切片標本作製装置において、
前記保持範囲の前記突出部から露出する前記接着用水を吸水する吸水手段を備えることを特徴とする薄切片標本作製装置。 - 請求項1から請求項3のいずれに記載の薄切片標本作製装置において、
前記保持枠形成手段は、前記プレートの前記表面に前記保持枠を複数形成可能であることを特徴とする薄切片標本作製装置。 - 請求項1から請求項4のいずれかに記載の薄切片標本作製装置において、
前記保持枠形成手段は、前記保持枠を、前記包埋剤によって形成することを特徴とする薄切片作製装置。 - 生体試料が包埋剤によって包埋された包埋ブロックを所定の厚さで切削することで作製された薄切片を、プレート上に載置して薄切片標本を作製する薄切片標本の作製方法であって、
略枠状で疎水性の膜で形成された保持枠を、前記プレートの表面の内、少なくとも前記薄切片が載置される載置範囲を含む保持範囲を囲むように形成する保持枠形成工程と、
該保持範囲内に、接着用水を供給する接着用水供給工程と、
該接着用水を有する前記プレートの前記載置範囲内に、前記薄切片を載置する薄切片載置工程とを備えることを特徴とする薄切片標本の作製方法。 - 請求項6に記載の薄切片標本の作製方法において、
前記保持枠形成工程は、前記保持範囲として、前記載置範囲から外側に突出した突出部を有するように、前記保持枠の一部を突出させて形成することを特徴とする薄切片標本の作製方法。 - 請求項7に記載の薄切片標本の作製方法において、
前記薄切片載置工程後に、前記保持範囲の前記突出部から露出する前記接着用水を吸水する吸水工程を備えることを特徴とする薄切片標本の作製方法。 - 請求項6から請求項8のいずれかに記載の薄切片標本の作製方法において、
前記保持枠形成工程は、前記プレートの前記表面に前記保持枠を複数形成するとともに、
前記接着用水供給工程及び前記薄切片載置工程は、複数の前記保持枠で形成された前記保持範囲のそれぞれに、前記接着用水を供給し、前記薄切片を載置することを特徴とする薄切片標本の作製方法。 - 請求項6から請求項9のいずれかに記載の薄切片標本作製装置において、
前記保持枠形成工程は、前記保持枠を、前記包埋剤によって形成することを特徴とする薄切片標本の作製方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006340187A JP4831486B2 (ja) | 2006-12-18 | 2006-12-18 | 薄切片標本作製装置及び薄切片標本の作製方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006340187A JP4831486B2 (ja) | 2006-12-18 | 2006-12-18 | 薄切片標本作製装置及び薄切片標本の作製方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008151657A JP2008151657A (ja) | 2008-07-03 |
| JP4831486B2 true JP4831486B2 (ja) | 2011-12-07 |
Family
ID=39653969
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006340187A Active JP4831486B2 (ja) | 2006-12-18 | 2006-12-18 | 薄切片標本作製装置及び薄切片標本の作製方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4831486B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103502792A (zh) * | 2011-03-02 | 2014-01-08 | 韩国地质资源研究院 | 未固结样本的薄片制造方法及其中使用的未固结样本的固化装置 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2546628A1 (en) * | 2011-07-13 | 2013-01-16 | Koninklijke Philips Electronics N.V. | Filter support with a phase-changing medium |
| JP5995631B2 (ja) * | 2012-09-28 | 2016-09-21 | シスメックス株式会社 | 標本搬送装置、標本検査システムおよび標本搬送方法 |
| JP6835368B2 (ja) | 2017-07-19 | 2021-02-24 | 平田機工株式会社 | 標本作製方法および標本作製装置 |
| CN113383223B (zh) * | 2019-02-08 | 2024-02-02 | 平田机工株式会社 | 标本制作方法 |
| JP7259059B2 (ja) * | 2019-09-04 | 2023-04-17 | 平田機工株式会社 | 標本作製装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004028910A (ja) * | 2002-06-27 | 2004-01-29 | Toshiba Mach Co Ltd | 薄切片試料作製装置および薄切片試料作製方法 |
| KR200327028Y1 (ko) * | 2003-06-17 | 2003-09-19 | 장시창 | 인체조직검사기구 |
| JP4494405B2 (ja) * | 2003-09-09 | 2010-06-30 | バイオジェネックス ラボラトリーズ | 試料処理システム |
| JP2006300667A (ja) * | 2005-04-19 | 2006-11-02 | Teiji Takezaki | 包埋支持剤の固定固化器具及び生物試料の保持方法並びにテッシュアレイヤーゲル |
-
2006
- 2006-12-18 JP JP2006340187A patent/JP4831486B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103502792A (zh) * | 2011-03-02 | 2014-01-08 | 韩国地质资源研究院 | 未固结样本的薄片制造方法及其中使用的未固结样本的固化装置 |
| CN103502792B (zh) * | 2011-03-02 | 2016-06-08 | 韩国地质资源研究院 | 未固结样本的薄片制造方法及其未固结样本的固化装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008151657A (ja) | 2008-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4831486B2 (ja) | 薄切片標本作製装置及び薄切片標本の作製方法 | |
| JP4674810B2 (ja) | 自動薄切片標本作製装置及び自動薄切片標本作製方法 | |
| US7966091B2 (en) | Automatic thin-section slides manufacturing system and method | |
| US8166855B2 (en) | Thin section preparing apparatus and thin section preparing method | |
| JP4607703B2 (ja) | 薄切片標本作製方法 | |
| JP4548357B2 (ja) | 自動薄切片標本作製装置及び自動薄切片標本作製方法 | |
| EP2246687A2 (en) | Thin-section slides manufacturing apparatus and method for manufacturing thin-section slides | |
| JP6013142B2 (ja) | 薄切片作製装置 | |
| US20140255978A1 (en) | Tissue dividing apparatus, tissue dividing method, and cell collecting method | |
| US11754473B2 (en) | Method and apparatus to manipulate biological sections | |
| JP5827490B2 (ja) | 薄切片試料作製装置 | |
| JP2013160718A (ja) | 薄切片標本作製装置及び薄切片標本作製方法 | |
| US20120115179A1 (en) | Arrangement, substrate and method for preparing a cell sample | |
| JP2010266394A (ja) | 薄切片作製装置 | |
| JP4795181B2 (ja) | 試料ブロックの面出し方法 | |
| JPH10104136A (ja) | 組織観察用薄切片試料作製方法 | |
| JP2009180546A (ja) | 薄切片標本作製装置及び薄切片標本作製方法 | |
| JP2008157835A (ja) | 薄切片標本作製装置及び薄切片標本作製方法 | |
| JP2013088387A (ja) | 標本作成方法および標本作成装置 | |
| US20240118295A1 (en) | Apparatus and methods for transferring a tissue section | |
| JP5878986B2 (ja) | 薄切片作製方法及び薄切片作製装置 | |
| JP2008145382A (ja) | 薄切片作製装置及び薄切片作製方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110830 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20110908 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110908 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4831486 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |