JP4831476B2 - 研磨パッドの製造方法 - Google Patents
研磨パッドの製造方法 Download PDFInfo
- Publication number
- JP4831476B2 JP4831476B2 JP2006115904A JP2006115904A JP4831476B2 JP 4831476 B2 JP4831476 B2 JP 4831476B2 JP 2006115904 A JP2006115904 A JP 2006115904A JP 2006115904 A JP2006115904 A JP 2006115904A JP 4831476 B2 JP4831476 B2 JP 4831476B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- polishing pad
- cell
- urethane composition
- light transmission
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Laminated Bodies (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
作製した気泡分散ウレタン組成物及び光透過領域形成材料の粘度は、JIS K7117−1に準拠して測定した。測定装置は、B型回転粘度計(東機産業社製、TV−10H)を用いた。測定条件は、ローター:H3、ローター回転数:2.5〜100min−1、及び組成物温度:吐出温度に調整、である。
トルエンジイソシアネート(2,4−体/2,6−体=80/20の混合物、TDI−80)32重量部、4,4’−ジシクロヘキシルメタンジイソシアネート(HMDI)8重量部、ポリテトラメチレングリコール(数平均分子量:1006、PTMG−1000)54重量部、及びジエチレングリコール(DEG)6重量部を混合し、80℃で120分間加熱撹拌してイソシアネート末端プレポリマー(イソシアネート当量:2.1meq/g)を作製した。該イソシアネート末端プレポリマー100重量部、シリコン系界面活性剤(東レ・ダウシリコーン社製、SH−192)3重量部を混合して60℃に温度調節した混合物Aを調製した。該混合物A80重量部、及び120℃で溶融した4,4’−メチレンビス(o−クロロアニリン)(イハラケミカル社製、イハラキュアミンMT)20重量部を混合チャンバー内で混合し、同時に空気を混合物中に機械的に撹拌することにより分散させて気泡分散ウレタン組成物Aを調製した。
TDI−80(28重量部)、HMDI(3重量部)、PTMG−1000(67重量部)、及びDEG(2重量部)を混合し、80℃で120分間加熱撹拌してイソシアネート末端プレポリマーを作製した。60℃に温度調節した該イソシアネート末端プレポリマー(100重量部)と120℃で溶融したイハラキュアミンMT(19重量部)とを混合して光透過領域形成材料Bを調製した。
PETフィルムからなり、剥離処理を施した面材(厚さ188μm、幅100cm)を送り出しつつ、該面材の中央部に吐出ヘッドから前記光透過領域形成材料B(65℃、粘度:2.5Pa・s)を間欠的に吐出し、その他の部分にミキシングヘッドから前記気泡分散ウレタン組成物A(80℃、粘度:1Pa・s)を連続的に吐出した。そして、PETフィルムからなり、剥離処理を施した別の面材(厚さ188μm、幅100cm)で光透過領域形成材料B及び気泡分散ウレタン組成物Aを覆い、ニップロールを用いて厚さを均一に調整した。その後、80℃に加熱することにより両組成物を硬化させて、多数の光透過領域(幅:約1.5cm、長さ:約4cm)とポリウレタン発泡体からなる研磨領域とが一体成形された長尺研磨層(厚さ:2mm)を作製した。そして、長尺研磨層を80cm角で1次裁断した後、両面材を剥離し、80℃で6時間ポストキュアし、さらに直径70cmの大きさに2次裁断して研磨層を得た。次に、バフ機(アミテック社製)を使用して該研磨層の表面バフ処理をし、厚み精度を整えた。そして、該研磨層の研磨表面に溝加工機(東邦鋼機社製)を用いて溝加工を施し、裏面にクッション層を積層して研磨パッドを作製した。
表面バフ掛けをして厚さ0.8mmに調整したポリエチレンフォーム(東レ社製、トーレペフ)からなり、中央部に幅1cmの連続した貫通孔を有するクッション層(幅100cm)を送り出しつつ、該貫通孔内及び貫通孔上に堆積するように吐出ヘッドから前記光透過領域形成材料B(65℃、粘度:2.5Pa・s)を連続的に吐出し、その他の部分にミキシングヘッドから前記気泡分散ウレタン組成物A(80℃、粘度:1Pa・s)を連続的に吐出した。そして、PETフィルムからなり、剥離処理を施した面材(厚さ188μm、幅100cm)で光透過領域形成材料B及び気泡分散ウレタン組成物Aを覆い、ニップロールを用いて厚さを均一に調整した。その後、80℃に加熱することにより両組成物を硬化させて、光透過領域(研磨表面側の幅:約1.5cm)とポリウレタン発泡体からなる研磨領域とが一体成形された長尺積層シート(研磨層の厚さ:2mm)を作製した。そして、長尺積層シートを80cm角で1次裁断した後、面材を剥離し、80℃で6時間ポストキュアし、さらに直径70cmの大きさに2次裁断して積層研磨シートを得た。次に、バフ機(アミテック社製)を使用して該研磨シートの表面バフ処理をし、厚み精度を整えた。そして、該積層研磨シートの研磨層表面に溝加工機(東邦鋼機社製)を用いて溝加工を施して積層研磨パッドを作製した。
表面バフ掛けをして厚さ0.8mmに調整したポリエチレンフォーム(東レ社製、トーレペフ)からなり、中央部に幅1cm及び長さ4cmの貫通孔を一定間隔で多数有するクッション層(幅100cm)を送り出しつつ、該貫通孔内及び貫通孔上に堆積するように吐出ヘッドから前記光透過領域形成材料B(65℃、粘度:2.5Pa・s)を間欠的に吐出し、その他の部分にミキシングヘッドから前記気泡分散ウレタン組成物A(80℃、粘度:1Pa・s)を連続的に吐出した。そして、PETフィルムからなり、剥離処理を施した面材(厚さ188μm、幅100cm)で光透過領域形成材料B及び気泡分散ウレタン組成物Aを覆い、ニップロールを用いて厚さを均一に調整した。その後、80℃に加熱することにより両組成物を硬化させて、光透過領域(研磨表面側の幅:約1.5cm、長さ:約4cm)とポリウレタン発泡体からなる研磨領域とが一体成形された長尺積層シート(研磨層の厚さ:2mm)を作製した。そして、長尺積層シートを80cm角で1次裁断した後、面材を剥離し、80℃で6時間ポストキュアし、さらに直径70cmの大きさに2次裁断して積層研磨シートを得た。次に、バフ機(アミテック社製)を使用して該研磨シートの表面バフ処理をし、厚み精度を整えた。そして、該積層研磨シートの研磨層表面に溝加工機(東邦鋼機社製)を用いて溝加工を施して積層研磨パッドを作製した。
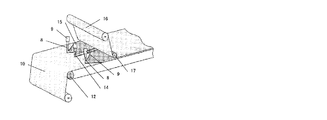
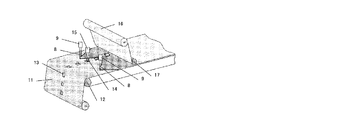
2:研磨定盤
3:研磨剤(スラリー)
4:被研磨材(半導体ウエハ)
5:支持台(ポリシングヘッド)
6、7:回転軸
8:気泡分散ウレタン組成物
9:ミキシングヘッド
10、16:面材
11:クッション層
12:コンベア
13:貫通孔
14:光透過領域形成材料
15:吐出ヘッド
17:ロール
Claims (13)
- メカニカルフロス法により気泡分散ウレタン組成物を調製する工程、面材を送り出しつつ、該面材上の所定位置に光透過領域形成材料を連続的又は間欠的に吐出する工程、光透過領域形成材料が配設されていない前記面材上に前記気泡分散ウレタン組成物を連続的に吐出する工程、吐出した前記光透過領域形成材料及び気泡分散ウレタン組成物上に別の面材を積層する工程、厚さを均一に調整しつつ光透過領域形成材料及び気泡分散ウレタン組成物を硬化させることにより、光透過領域と研磨領域とが一体成形された長尺研磨層を作製する工程、及び長尺研磨層を裁断する工程を含む研磨パッドの製造方法。
- 前記光透過領域形成材料は、吐出時の粘度が1〜30Pa・sである請求項1記載の研磨パッドの製造方法。
- 前記気泡分散ウレタン組成物は、吐出時の粘度が1〜20Pa・sである請求項1又は2記載の研磨パッドの製造方法。
- 前記光透過領域は、熱硬化性樹脂からなる請求項1〜3のいずれかに記載の研磨パッドの製造方法。
- 前記熱硬化性樹脂は、ポリウレタン樹脂である請求項4記載の研磨パッドの製造方法。
- 請求項1〜5のいずれかに記載の方法によって製造される研磨パッド。
- メカニカルフロス法により気泡分散ウレタン組成物を調製する工程、連続的又は間欠的に設けられた貫通孔を有するクッション層を送り出しつつ、該貫通孔内及び貫通孔上に堆積するように光透過領域形成材料を吐出する工程、光透過領域形成材料が配設されていない前記クッション層上に前記気泡分散ウレタン組成物を連続的に吐出する工程、吐出した前記光透過領域形成材料及び気泡分散ウレタン組成物上に面材を積層する工程、厚さを均一に調整しつつ光透過領域形成材料及び気泡分散ウレタン組成物を硬化させることにより、光透過領域と研磨領域とが一体成形された長尺積層シートを作製する工程、及び長尺積層シートを裁断する工程を含む積層研磨パッドの製造方法。
- 前記光透過領域形成材料は、吐出時の粘度が1〜30Pa・sである請求項7記載の積層研磨パッドの製造方法。
- 前記気泡分散ウレタン組成物は、吐出時の粘度が1〜20Pa・sである請求項7又は8記載の積層研磨パッドの製造方法。
- 前記光透過領域は、熱硬化性樹脂からなる請求項7〜9のいずれかに記載の積層研磨パッドの製造方法。
- 前記熱硬化性樹脂は、ポリウレタン樹脂である請求項10記載の積層研磨パッドの製造方法。
- 請求項7〜11のいずれかに記載の方法によって製造される積層研磨パッド。
- 請求項6記載の研磨パッド又は請求項12記載の積層研磨パッドを用いて半導体ウエハの表面を研磨する工程を含む半導体デバイスの製造方法。
Priority Applications (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006115904A JP4831476B2 (ja) | 2006-04-19 | 2006-04-19 | 研磨パッドの製造方法 |
| CN2007800141898A CN101426618B (zh) | 2006-04-19 | 2007-04-19 | 抛光垫的制造方法 |
| PCT/JP2007/058493 WO2007119875A1 (ja) | 2006-04-19 | 2007-04-19 | 研磨パッドの製造方法 |
| CN201210073229.9A CN102672630B (zh) | 2006-04-19 | 2007-04-19 | 抛光垫的制造方法 |
| CN201010209209.0A CN101966697B (zh) | 2006-04-19 | 2007-04-19 | 抛光垫的制造方法 |
| CN2010102092103A CN101966698B (zh) | 2006-04-19 | 2007-04-19 | 抛光垫的制造方法 |
| TW096113791A TW200800489A (en) | 2006-04-19 | 2007-04-19 | Method for manufacturing polishing pad |
| US12/297,862 US20090093202A1 (en) | 2006-04-19 | 2007-04-19 | Method for manufacturing polishing pad |
| KR1020087020328A KR101061145B1 (ko) | 2006-04-19 | 2007-04-19 | 연마 패드의 제조 방법 |
| US13/294,835 US8500932B2 (en) | 2006-04-19 | 2011-11-11 | Method for manufacturing polishing pad |
| US13/294,811 US8398794B2 (en) | 2006-04-19 | 2011-11-11 | Method for manufacturing polishing pad |
| US13/918,341 US9050707B2 (en) | 2006-04-19 | 2013-06-14 | Method for manufacturing polishing pad |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006115904A JP4831476B2 (ja) | 2006-04-19 | 2006-04-19 | 研磨パッドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007283460A JP2007283460A (ja) | 2007-11-01 |
| JP4831476B2 true JP4831476B2 (ja) | 2011-12-07 |
Family
ID=38755689
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006115904A Expired - Fee Related JP4831476B2 (ja) | 2006-04-19 | 2006-04-19 | 研磨パッドの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4831476B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1985005314A1 (en) * | 1984-05-16 | 1985-12-05 | Washi Kosan Co., Ltd. | Method of continuously producing plastic board and an apparatus therefor |
| JP2977884B2 (ja) * | 1990-10-19 | 1999-11-15 | 大日本印刷株式会社 | 研磨テープの製造方法 |
| JP2839227B2 (ja) * | 1994-02-23 | 1998-12-16 | 日本ミクロコーティング株式会社 | 研磨シートの製造方法 |
| US20040209066A1 (en) * | 2003-04-17 | 2004-10-21 | Swisher Robert G. | Polishing pad with window for planarization |
| JP4606733B2 (ja) * | 2003-12-22 | 2011-01-05 | 東洋ゴム工業株式会社 | 研磨パッドおよび半導体ウエハの研磨方法 |
| JP4884726B2 (ja) * | 2005-08-30 | 2012-02-29 | 東洋ゴム工業株式会社 | 積層研磨パッドの製造方法 |
-
2006
- 2006-04-19 JP JP2006115904A patent/JP4831476B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007283460A (ja) | 2007-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4943233B2 (ja) | 研磨パッドの製造方法 | |
| US9050707B2 (en) | Method for manufacturing polishing pad | |
| JP4954762B2 (ja) | ポリウレタン発泡体の製造方法 | |
| CN101669195A (zh) | 研磨垫的制造方法 | |
| JP2014104521A (ja) | 研磨パッド | |
| JP2007307700A (ja) | 研磨パッドの製造方法 | |
| JP5732354B2 (ja) | 研磨パッド | |
| JP2007260827A (ja) | 研磨パッドの製造方法 | |
| WO2007123168A1 (ja) | 研磨パッドの製造方法 | |
| JP2007283712A (ja) | 溝付き長尺研磨パッドの製造方法 | |
| JP4968912B2 (ja) | 研磨パッドの製造方法 | |
| JP4968884B2 (ja) | 研磨パッドの製造方法 | |
| JP2008100331A (ja) | 長尺研磨パッドの製造方法 | |
| JP4859109B2 (ja) | 研磨パッドの製造方法 | |
| JP5146927B2 (ja) | 長尺研磨パッドの製造方法 | |
| JP4869017B2 (ja) | 長尺研磨パッドの製造方法 | |
| JP4888905B2 (ja) | 研磨パッドの製造方法 | |
| JP5044802B2 (ja) | 溝付き研磨パッドの製造方法 | |
| JP4831476B2 (ja) | 研磨パッドの製造方法 | |
| JP4730605B2 (ja) | 長尺研磨パッドの製造方法 | |
| JP4817432B2 (ja) | 長尺研磨パッドの製造方法 | |
| JP2007245281A (ja) | 長尺光透過領域の製造方法 | |
| JP4941735B2 (ja) | 研磨パッドの製造方法 | |
| JP5165923B2 (ja) | 研磨パッドの製造方法 | |
| JP2007307699A (ja) | 研磨パッドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110907 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20110908 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110908 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4831476 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140930 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| LAPS | Cancellation because of no payment of annual fees |