JP4825732B2 - 繊維強化複合体の製造方法 - Google Patents
繊維強化複合体の製造方法 Download PDFInfo
- Publication number
- JP4825732B2 JP4825732B2 JP2007153296A JP2007153296A JP4825732B2 JP 4825732 B2 JP4825732 B2 JP 4825732B2 JP 2007153296 A JP2007153296 A JP 2007153296A JP 2007153296 A JP2007153296 A JP 2007153296A JP 4825732 B2 JP4825732 B2 JP 4825732B2
- Authority
- JP
- Japan
- Prior art keywords
- hole
- reinforced composite
- prepreg
- mold
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000003733 fiber-reinforced composite Substances 0.000 title claims description 72
- 238000004519 manufacturing process Methods 0.000 title claims description 7
- 229920005989 resin Polymers 0.000 claims description 29
- 239000011347 resin Substances 0.000 claims description 29
- 238000005553 drilling Methods 0.000 claims description 22
- 238000005520 cutting process Methods 0.000 claims description 18
- 239000011159 matrix material Substances 0.000 claims description 14
- 239000012783 reinforcing fiber Substances 0.000 claims description 8
- 238000010438 heat treatment Methods 0.000 claims description 4
- 238000000034 method Methods 0.000 description 21
- 239000000463 material Substances 0.000 description 14
- 238000001723 curing Methods 0.000 description 11
- 238000000465 moulding Methods 0.000 description 11
- 230000002265 prevention Effects 0.000 description 9
- 239000000835 fiber Substances 0.000 description 6
- 229920000049 Carbon (fiber) Polymers 0.000 description 5
- 239000004917 carbon fiber Substances 0.000 description 5
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 5
- 238000013461 design Methods 0.000 description 4
- 238000009966 trimming Methods 0.000 description 4
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 3
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 239000011151 fibre-reinforced plastic Substances 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 229910000851 Alloy steel Inorganic materials 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- 229920000544 Gore-Tex Polymers 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 238000013007 heat curing Methods 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- 239000004945 silicone rubber Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 239000013065 commercial product Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- -1 polytetrafluoroethylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images



























Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Description
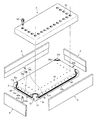
図1は、本発明の方法により製造する繊維強化複合体の一例を示す。このパネル状の繊維強化複合体1は、強化繊維にマトリックス樹脂を含浸したプリプレグを硬化させてなり、矩形状の平板部10と、その横手方向両側縁部から片側に突出したフランジ部11,11と、平板部10の長手方向両側縁部から両側に突出したフランジ部12,12と、平板部10に設けられた軽量化のための円孔13,13と、平板部10の四隅に設けられた円弧状の切り欠き部14とを有する。パネル状繊維強化複合体1の平板部10、フランジ部11,11及びフランジ部12の一方には、リベット等の接合部材により他の部材と接合するための孔15が設けられている。以下図1に示すパネル状繊維強化複合体1を成形する方法を例にとり、本発明の繊維強化複合体の製造方法を説明する。
(a) 形状
図2〜4は、図1に示すパネル状繊維強化複合体1を成形する型の一例を示す。この成形型は、繊維強化複合体1の平板部10及びフランジ部11,11,12,12を形成するキャビティ20,30を有する上型及び下型2,3と、上型及び下型2,3と密着する側型4,4,5,5とを有する。
上型2及び下型3を構成する材料としては、例えば鋳鉄、鋼鉄(例えばJIS SS400等)、炭素鋼(例えばJIS S45C-H等)等が挙げられる。鋳鉄としては、株式会社榎本鋳工所から「ノビナイト」の商品名で市販されている低線膨張係数を有するものが好ましい。側型4,5を構成する材料としては、例えばアルミニウム等が挙げられる。
(a) プリプレグ積層工程
予め上型2の孔24、及び下型3の孔34,34'に、樹脂漏れ防止プラグ62、63を挿入する。四隅を扇形に切り欠いた複数の矩形状布状プリプレグを、上型2及び下型3上に積層する。図5(a)及び図5(b)に示すように、上型2及び下型3上のプリプレグ積層体1a,1bはそれぞれ余肉を有する。
図5(c)及び図5(d)に示すように、カッター等のトリミング工具72により、上型2のキャビティ20の端面20cに沿ってプリプレグ積層体1aの余肉12aを切除(トリミング)し、下型3のキャビティ30の端面30dに沿ってプリプレグ積層体1bの余肉11b,12bを切除する。上型2の溝21a,21b、及び下型3の溝31a,31bにシール66を装着する。上型2の溝26、及び下型3の溝36にシリコーンシートを詰める。下型3の孔37にピン65を挿入し、それらの頭部65aを上型2の孔25に挿入し、図5(f)に示すように、プリプレグ積層体1a,1bが接するように下型3に上型2を載置する。図5(f)及び図5(g)に示すように、上型2に載置したプリプレグ積層体1aを下型3に載置したプリプレグ積層体1bの上に垂らした状態で、下型3のキャビティ30の端面30dに沿って、プリプレグ積層体1aの長手方向余肉11aを切除する。トリミングは通常室温で行う。
図5(h)及び図5(i)に示すように、フランジ部12,12を強化するために、帯状プリプレグ1cを、強化繊維及びマトリックス樹脂からなる充填材1dを介して、プリプレグ積層体1a,1bのフランジ部12a,12bに積層する。このようにしてプリプレグ積層体1a,1b、帯状プリプレグ1c及び充填材1dを一体化したプリプレグ組立体1''が得られる。
図6に示すように、組合せた上型2及び下型3の側面に側型4,4,5,5を付着し、プリプレグ組立体1''のフランジ部を支持する。図7に示すように、型全体を基盤80上に載置し、バッグフィルム81で被覆する。バッグフィルム81内を真空ポンプに接続した管82より減圧する。真空状態を保持できるように、バッグフィルム81を基盤80の上面に接着テープ83により密着する。
室温まで冷却した後、側型4,4,5,5を取り外し、図9に示すように、ショルダーボルト64を、板状の穿孔用治具6,6,7,7の孔61,71を介して、孔35に螺入することにより、板状穿孔用治具6,6,7,7を下型3に取り付ける。穿孔用治具6,7には、型中の繊維強化複合体1の孔15を設けるために、穿孔工具を挿入する孔60,70が各々設けられている。穿孔用治具6,7はアルミニウム等により形成できる。ショルダーボルト64は合金鋼(例えばJIS SCM435H等)により形成できる。
得られた繊維強化複合体1から、型2,3及び穿孔用治具6,7を取り外す。図12に示すように、上型2の孔25にはネジ山が設けられている。ネジ山付き孔25にボルト74を螺入し、その先端でピン65の頭部65aを押すことにより、上型2と下型3を容易に分離することができる。上型2のフランジ部22aに設けた溝26に、マイナスドライバ等の平坦な工具75を差し入れ、上型2から繊維強化複合体1を分離する。図13に示すように、下型3のフランジ部32aに設けた溝36にも平坦な工具75を差し入れ、下型3から繊維強化複合体1を持ち上げ、分離する。
図14は本発明の方法により製造する繊維強化複合体の別の例を示す。このパネル状の繊維強化複合体1は、長手方向側縁部に設けられたフランジ部12,12が片側のみに突出しており、円孔13,13を有さない以外、図1に示す繊維強化複合体1と同じである。図15は、図14に示す繊維強化複合体1を成形する型の一例を示す。この成形型は、キャビティを有さない上型2と円状凸部33b等を有さない下型3とからなる以外、図2〜4に示す成形型と同じである。この型を用いた成形方法は本質的に上記と同じであるので、説明を省略する。
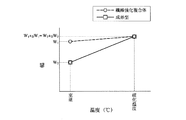
加熱硬化時の熱膨張による寸法精度の低下を防止するために、繊維強化複合体1(プリプレグ組立体1'',硬化プリプレグ成形体1')と成形型とはできるだけ近い線膨張係数を有するのが好ましい。具体的には、繊維強化複合体1に用いるCFRPの線膨張係数は約2.6×10-6/℃であるので、ノビナイトのグレードCS-5[線膨張係数:2.5×10-6/℃(200℃)]、又はCN-5[線膨張係数:2.7×10-6/℃(200℃)]を用いるのが好ましい。しかし、両者の線膨張係数の差が比較的大きい場合、硬化温度において硬化プリプレグ成形体1'と同じ寸法となるように、型2,3のキャビティの室温寸法を定めるのが好ましい。
W2=W1×(1+α1・ΔT)/(1+α2・ΔT)・・・(1)
以上のような製造方法により得られる繊維強化複合体は、軽量で強度が高いので、航空機胴体用構造体を構成する部材として好適である。図18は、本発明の方法により製造した繊維強化複合体を用いて航空機胴体用構造体を構成した例を示す。繊維強化複合体1はリベット90により接合されている。図18に示す構造体は、例えば航空機胴体の床用の構造体として使用することができる。この例では、繊維強化複合体1同士を接合しているが、これに限定されず、アルミニウム合金製部材等の他の部材と接合しても良い。図18に示す例では同じ形状の繊維強化複合体1を接合しているが、これに限定されず、異なる形状の繊維強化複合体1を組合せても良い。
10・・・平板部
11,12・・・フランジ部
13・・・円孔
14・・・切り欠き部
15・・・孔
1a,1b・・・プリプレグ積層体
1c・・・帯状プリプレグ
1d・・・充填材
1'・・・硬化プリプレグ成形体
10'・・・平板部
11'・・・フランジ部
12'・・・フランジ部
1''・・・プリプレグ組立体
10''・・・平板部
11''・・・フランジ部
2・・・上型
20・・・キャビティ
20a・・・水平部
20b・・・垂直部
20c・・・端面
21a,21b・・・溝
22a・・・フランジ部
22b・・・環状フランジ部
23a・・・扇状凸部
23b・・・円状凸部
23c・・・水平凸部
24・・・孔
24a・・・大径部
24b・・・小径部
25・・・孔
26・・・溝
3・・・下型
30・・・キャビティ
30a・・・水平部
30b,30c・・・垂直部
30d・・・端面
31a,31b・・・溝
32a・・・フランジ部
32b・・・環状フランジ部
33a・・・扇状凸部
33b・・・円状凸部
33c・・・水平凸部
34・・・孔
34a・・・小径部
34b・・・大径部
34',35,37・・・孔
36・・・溝
38・・・溝
4・・・側型
5・・・側型
6・・・穿孔用治具
60,61・・・孔
7,7'・・・穿孔用治具
70,71・・・孔
62・・・樹脂漏れ防止用プラグ
62a・・・頭部
62b・・・先端部
62c・・・Oリング
63・・・樹脂漏れ防止用プラグ
64・・・ショルダーボルト
65・・・ピン
65a・・・頭部
66・・・樹脂漏れ防止用シール
67・・・ガイドプラグ
67a・・・孔
67b・・・大径部
67c・・・小径部
72・・・トリミング工具
73・・・穿孔工具
73a・・・ドリル刃
74・・・ボルト
75・・・平坦な工具
80・・・基盤
81・・・バッグフィルム
82・・・吸引管
83・・・接着テープ
90・・・リベット
Claims (1)
- 強化繊維にマトリックス樹脂を含浸したプリプレグから、矩形状平板部とその端部から突出したフランジ部とを有する繊維強化複合体を製造する方法であって、キャビティが設けられた上型及び下型と、側型とからなる成形型を使用し、前記上型及び下型のキャビティは、整合する位置に第一の孔を有する水平部と、少なくとも一部が第二の孔を有する垂直部とを有し、(1) 前記上型及び下型の各々のキャビティに前記プリプレグの積層体を配置し、(2) 各キャビティの縁に沿って前記プリプレグ積層体の余肉を切除し、(3) 前記上型、前記下型及び前記側型を閉じた後前記プリプレグ積層体を加熱することにより前記マトリックス樹脂を硬化させ、(4) 得られた硬化プリプレグ成形体を前記キャビティ内に保持したまま、前記第一の孔に挿入した穿孔工具により前記硬化プリプレグ成形体の矩形状平板部に接合用孔を設け、(5) 前記上型又は下型の少なくとも1つの側面に、前記垂直部の第二の孔と整合する位置に孔を有する治具を固定し、前記孔に挿入した穿孔工具により前記硬化プリプレグ成形体の少なくとも1つのフランジ部に接合用孔を設けることを特徴とする方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007153296A JP4825732B2 (ja) | 2006-06-09 | 2007-06-08 | 繊維強化複合体の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006161050 | 2006-06-09 | ||
| JP2006161050 | 2006-06-09 | ||
| JP2007153296A JP4825732B2 (ja) | 2006-06-09 | 2007-06-08 | 繊維強化複合体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008012920A JP2008012920A (ja) | 2008-01-24 |
| JP4825732B2 true JP4825732B2 (ja) | 2011-11-30 |
Family
ID=39070403
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007153296A Expired - Fee Related JP4825732B2 (ja) | 2006-06-09 | 2007-06-08 | 繊維強化複合体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4825732B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0614087D0 (en) * | 2006-07-14 | 2006-08-23 | Airbus Uk Ltd | Composite manufacturing method |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4160005A (en) * | 1977-11-07 | 1979-07-03 | United Technologies Corporation | Method of fabricating a selectively shaped and apertured part of fiber reinforced plastic |
| JPS598537B2 (ja) * | 1981-02-18 | 1984-02-25 | 日本発条株式会社 | Frp成形体の孔加工方法 |
| JPH01272440A (ja) * | 1988-04-26 | 1989-10-31 | Fuji Heavy Ind Ltd | 複合材成形品用成形型 |
| JP2740218B2 (ja) * | 1988-12-27 | 1998-04-15 | 富士重工業株式会社 | 複合材製品の製造方法 |
| JP2730946B2 (ja) * | 1989-01-10 | 1998-03-25 | 富士重工業株式会社 | 複合材の成形方法 |
| JPH07195376A (ja) * | 1993-12-28 | 1995-08-01 | Honda Motor Co Ltd | 繊維強化プラスチック成形型、マスター型及びそれらの製造方法 |
| JP3483623B2 (ja) * | 1994-07-19 | 2004-01-06 | 富士重工業株式会社 | 繊維強化プラスチック構造部材の成形方法 |
| JP2001269946A (ja) * | 2000-03-23 | 2001-10-02 | Mitsui Chemicals Inc | 光硬化樹脂板の製造法 |
| JP4484356B2 (ja) * | 2000-12-11 | 2010-06-16 | 大日本印刷株式会社 | 積層体の剥離方法及び剥離装置 |
| JP4327421B2 (ja) * | 2002-08-02 | 2009-09-09 | ドゥケーヌ バンサン | 合成材料から製作される部分の成形方法及び該方法を実施可能にする装置 |
| JP4635631B2 (ja) * | 2005-02-03 | 2011-02-23 | 株式会社ニコン | 光学素子の製造方法 |
-
2007
- 2007-06-08 JP JP2007153296A patent/JP4825732B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008012920A (ja) | 2008-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5111068B2 (ja) | 孔付き繊維強化複合体の製造方法 | |
| US20080072527A1 (en) | Fiber-reinforced composite member and method for producing structure using same | |
| Türk et al. | Composites part production with additive manufacturing technologies | |
| KR102197337B1 (ko) | 안정화 부재를 구비한 복합 구조물 | |
| US7510757B2 (en) | Cellular composite grid-stiffened structure | |
| US4696711A (en) | Method for forming holes in composites | |
| RU2492046C2 (ru) | Способ производства компонента из волокнистого композита для авиационной и космической техники | |
| CN1098152C (zh) | 两用敷层工具 | |
| KR101834981B1 (ko) | 하나 이상의 부싱을 유지하기 위한 모듈 | |
| US7943075B2 (en) | Method for producing fiber-reinforced composite | |
| JP5628671B2 (ja) | 複合積層構造体 | |
| CA2831084C (en) | Method of repairing, splicing, joining, machining, and stabilizing honeycomb core using pourable structural foam and a structure incorporating the same | |
| KR102588159B1 (ko) | 텍스처드 카울 플레이트 및 사용 방법 | |
| US10232569B2 (en) | Device and method for manufacturing fiber-reinforced plastic structure | |
| US10005267B1 (en) | Formation of complex composite structures using laminate templates | |
| RU2633094C2 (ru) | Способ изготовления пластмассовых деталей/конструктивных деталей транспортного средства | |
| US6841021B1 (en) | Method of making a polyimide resin and carbon fiber molded tube clamp | |
| CA2831097A1 (en) | Method of repairing, splicing, joining, machining, and stabilizing honeycomb core using pourable structural foam and a structure incorporating the same | |
| US20050051262A1 (en) | Mandrel and method for manufacturing composite structures | |
| JP4825732B2 (ja) | 繊維強化複合体の製造方法 | |
| CA2831103C (en) | Method of repairing, splicing, joining, machining, and stabilizing honeycomb core using pourable structural foam and a structure incorporating the same | |
| JP2009126056A (ja) | 繊維強化複合材料 | |
| US11554561B2 (en) | Integrally stiffened bonded panel with machined pockets and methods of manufacture | |
| CN115196037A (zh) | 用于使用预固化塞修复复合材料的方法 | |
| US10899084B2 (en) | Methods for forming composite structures |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110601 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110727 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110912 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4825732 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140916 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140916 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140916 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |