JP4820062B2 - クロスロール圧延機及びそれを用いた圧延方法 - Google Patents
クロスロール圧延機及びそれを用いた圧延方法 Download PDFInfo
- Publication number
- JP4820062B2 JP4820062B2 JP2004080404A JP2004080404A JP4820062B2 JP 4820062 B2 JP4820062 B2 JP 4820062B2 JP 2004080404 A JP2004080404 A JP 2004080404A JP 2004080404 A JP2004080404 A JP 2004080404A JP 4820062 B2 JP4820062 B2 JP 4820062B2
- Authority
- JP
- Japan
- Prior art keywords
- chock
- roll
- work roll
- cross
- liner
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Landscapes
- Metal Rolling (AREA)
Description
また、ドライブ側とオペレータ側のどちらか一方にクロスヘッドを配置し、クロスヘッドを配置した側をクロスさせ、反対側をピボットとする方式を片クロス方式(上ロールのドライブ側にクロスヘッドがあるときは、下ロールのオペレータ側にクロスヘッドがある)という。図15に示すクロスロール圧延機はそれに該当するものを図示しており、それにおいては、上ワークロール101及び上バックアップロール102のドライブ側に配置された上ワークロールチョック103及び上バックアップロールチョック105を、被圧延材Sの搬送方向及びその逆方向から抱え込む形にクロスヘッド107が配置され、下ワークロール101及び下バックアップロール102のオペレータ側に配置された下ワークロールチョック104及び下バックアップロールチョック106を、被圧延材Sの搬送方向及びその逆方向から抱え込む形にクロスヘッド108が配置されている。これとは逆に、上ワークロールと上バックアップロールのオペレータ側、および下ワークロールと下バックアップロールのドライブ側にクロスヘッドを配置してもよい。また、上下ともドライブ側とオペレータ側の両方にクロスヘッドを配置し、両方のクロスヘッドをクロスさせ、ピボットを設けない方式を両クロス方式という。以下、ペアクロス方式でかつ片クロス方式の場合について説明するが、基本的な機能としてはワークロール単独クロス方式、両クロス方式も同様であるため、本発明にいうクロスロール圧延機とは、これらを包含した意味とする。
ここで、ハウジング収縮とは、図17(b)に示すように、圧延の際中に圧延機ハウジングの上下方向に作用する圧延荷重により、ハウジング上下方向中央部で発生する被圧延材の搬送方向の変形、つまりハウジングの入側と出側の間隔の収縮のことをさす。
このほか、油圧シリンダに油圧を供給する配管は、被圧延材の搬送に支障にならず、かつ圧延機ハウジングもチョックも存在しない空間を通す必要がある。配管サポートを設置するスペースも必要である。上記した油圧シリンダの特殊なシリンダ構造とあいまって、油漏れ等のトラブルも生じやすく信頼性の問題、補修やメンテナンスにかかるコスト上の問題がある。更には補修時間確保のために設備の操業稼動率が低下する問題もあった。
従って、本発明は上述の問題に鑑みてなされたものであり、その目的は、簡便な構造で設置コストが安価であるとともに、信頼性が高い、各ロールチョックのクリアランス内での位置ずれを防止できるクロスロール圧延機及びそれを用いた圧延方法を提供することにある。
2.本発明に係るクロスロール圧延機は、1.に記載の発明において、前記被圧延材を圧延中に前記バックアップロールがオフセットする方向に、前記バックアップロールチョックを付勢するバネを更に設けたことを特徴とする。
4.本発明に係るクロスロール圧延機を用いた圧延方法は、ワークロールを回転可能に支持するワークロールチョック及びバックアップロールを回転可能に支持するバックアップロールチョックを備えたクロスロール圧延機を用いた圧延方法において、被圧延材の圧延に際し、前記ワークロールチョックを、圧延中前記ワークロールがオフセットする方向にバネで付勢しつつ圧延することを特徴とする。
6.本発明に係るクロスロール圧延機を用いた圧延方法は、4.と5.に記載の発明において、バネホルダとチョックライナの間及びクロスヘッドとクロスヘッドライナの間に潤滑剤を供給することを特徴とする。
また、ワークロールチョックに加えてバックアップロールチョックを更に、バネという簡便な手段により、ロールオフセット方向に付勢することにより、各ロールチョックのクリアランス内での位置ずれを防止し、ワークロールとバックアップロールのクロス角(ロールクロス角)の発生を極力抑制し、それに伴うスラスト力の発生を極力抑制して、被圧延材の蛇行、曲がり、破断等のトラブルを一層効果的に防止することができる。
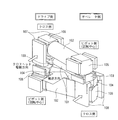
図1(a)に示すクロスロール圧延機において、先ず、下ロールについて説明すると、下ワークロール1及び下バックアップロール2のオペレータ側に配置された下ワークロール1を回転可能に支持する下ワークロールチョック4及び下バックアップロール2を回転可能に支持する下バックアップロールチョック6を、被圧延材の搬送方向及びその逆方向から抱え込む形に1対のクロスヘッド8が配置されている。
一方、図1(a)はオペレータ側を図示したのに対し、図示を省略しているドライブ側では、被圧延材の搬送方向入側の下ワークロールピボットブロックライナ(図示せず)には、圧延機ハウジング30(被圧延材の搬送方向出側)に向けて下ワークロールチョック(図示せず)を付勢するチョック拘束装置(図示せず)が設置されている。このチョック拘束装置は、オペレータ側のチョック拘束装置18と同一の構成を有する。
一方、図1(a)はオペレータ側を図示したのに対し、図示を省略しているドライブ側では、上ワークロール1及び上バックアップロール2のドライブ側に配置された上ワークロール1を回転可能に支持する上ワークロールチョック(図示せず)及び上バックアップロール2を回転可能に支持する上バックアップロールチョック(図示せず)を、被圧延材の搬送方向及びその逆方向から抱え込む形に1対のクロスヘッド(図示せず)が配置されている。そして、各クロスヘッドの上ワークロールチョック側の対向部には、水平方向に一定の曲率で湾曲する湾曲面Tが形成され、これと対応する湾曲面Tが形成された各上クロスヘッドライナは、上ワークロールチョックに設けられたチョックライナに対して平面部で当接する一方で、他方の湾曲面がクロスヘッド(図示せず)と水平方向に転動自在に当接している。また、各クロスヘッドの上バックアップロールチョック側の対向部にも、水平方向に一定の曲率で湾曲する湾曲面Tが形成され、これと対応する湾曲面Tが形成された各上クロスヘッドライナは、上バックアップロールチョックに設けられた図示しないチョックライナに対して平面部で当接する一方で、他方の湾曲面Tが上バックアップロールクロスヘッド(図示せず)と水平方向に転動自在に支持されている。
そして、上ワークロールチョックの位置ずれを防止するために、被圧延材の搬送方向入側の上ワークロールクロスヘッドライナには、圧延機ハウジング30(被圧延材の搬送方向出側)に向けて上ワークロールチョックを付勢するチョック拘束装置(図示せず)が設置されている。言い換えれば、被圧延材の搬送方向入側の上ワークロールクロスヘッドライナには、被圧延材を圧延中に上ワークロール1がオフセットする方向に、上ワークロールチョックを付勢するチョック拘束装置が設置されている。このチョック拘束装置は、オペレータ側のチョック拘束装置18と同一の構成を有する。
図2(a)に示すクロスロール圧延機は、被圧延材を圧延中に上下バックアップロール2がオフセットする方向に上下バックアップロールチョック5,6を付勢するチョック拘束装置22を更に設けた点で、図1(a)に示すクロスロール圧延機と異なっている。以下、これを具体的に説明する。
また、下バックアップロールチョック6の位置ずれを防止するために、被圧延材の搬送方向出側のクロスヘッドライナ14には、圧延機ハウジング30(被圧延材の搬送方向入側)に向けて下バックアップロールチョック6を付勢するチョック拘束装置22が設置されている。言い換えれば、被圧延材の搬送方向出側のクロスヘッドライナ14には、被圧延材を圧延中に下バックアップロール2がオフセットする方向に、下バックアップロールチョック6を付勢するチョック拘束装置22が設置されている。図2(b)に示すように、チョック拘束装置22は、クロスヘッドライナ14、薄ライナ24、バネ25、バネホルダ23から成る。バネ25によりバネホルダ23をチョックライナ26に対して押圧し、これにより下バックアップロールチョック6を圧延機ハウジング30に向けて付勢するようになっている。
図2(a)はオペレータ側を図示したのに対し、図示を省略しているドライブ側では、被圧延材の搬送方向出側の下ワークロールピボットブロックライナ(図示せず)には、圧延機ハウジング30(被圧延材の搬送方向出側)に向けて下ワークロールチョック(図示せず)を付勢するチョック拘束装置(図示せず)が設置されている。このチョック拘束装置は、オペレータ側のチョック拘束装置18と同一の構成を有する。また、被圧延材の搬送方向出側の下バックアップロールピボットブロックライナ(図示せず)には、圧延機ハウジング30(被圧延材の搬送方向入側)に向けて下バックアップロールチョック(図示せず)を付勢するチョック拘束装置(図示せず)が設置されている。このチョック拘束装置は、オペレータ側のチョック拘束装置22と同一の構成を有する。
また、上バックアップロールチョック5の位置ずれを防止するために、被圧延材の搬送方向出側の上バックアップロールピボットブロックライナ12には、圧延機ハウジング30(被圧延材の搬送方向入側)に向けて上バックアップロールチョック5を付勢するチョック拘束装置22が設置されている。言い換えれば、被圧延材の搬送方向出側の上バックアップロールピボットブロックライナ12には、被圧延材を圧延中に上バックアップロール2がオフセットする方向に、上バックアップロールチョック5を付勢するチョック拘束装置22が設置されている。このチョック拘束装置22は、図2(b)に示すものと同一の構成を有する。
そして、上ワークロールチョックの位置ずれを防止するために、被圧延材の搬送方向入側のクロスヘッドライナには、圧延機ハウジング30(被圧延材の搬送方向出側)に向けて上ワークロールチョックを付勢するチョック拘束装置(図示せず)が設置されている。言い換えれば、被圧延材の搬送方向入側のクロスヘッドライナには、被圧延材を圧延中に上ワークロール1がオフセットする方向に、上ワークロールチョックを付勢するチョック拘束装置が設置されている。このチョック拘束装置は、オペレータ側のチョック拘束装置18と同一の構成を有する。また、上バックアップロールチョックの位置ずれを防止するために、被圧延材の搬送方向出側のクロスヘッドライナには、圧延機ハウジング30(被圧延材の搬送方向入側)に向けて上バックアップロールチョックを付勢するチョック拘束装置(図示せず)が設置されている。このチョック拘束装置は、オペレータ側のチョック拘束装置22と同一の構成を有する。
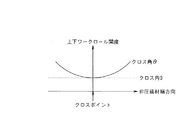
上下ワークロールチョック3,4もしくは上下バックアップロールチョック5,6が、図4に示すように、上ワークロールピボットブロックライナ10、クロスヘッドライナ13、上バックアップロールピボットブロックライナ12、クロスヘッドライナ14との間のクリアランスdの中で被圧延材の搬送方向もしくはその逆方向に位置ずれを起こし、上ワークロール1と上バックアップロール2又は下ワークロール1と下バックアップロール2との間の平行度が崩れ、上ワークロール1と上バックアップロール2又は下ワークロール1と下バックアップロール2とが微小にクロスする場合がある。上ワークロール1と上バックアップロール2とのクロス角をロールクロス角という。または、下ワークロール1と下バックアップロール2とのクロス角をロールクロス角という。このロールクロス角が発生すると、上下ワークロール1、上下バックアップロール2の間に軸方向にずれようとする力(スラスト力という)が発生する。
図5に、下ワークロール1と下バックアップロール2とがクロスしている場合のロールクロス角と、差荷重及びスラスト力との関係を示す。ここで、「差荷重」とは、オペレータ側の荷重からドライブ側の荷重を引いた差をいう。図5に示すように、0.04°というロールクロス角においても1200kNのスラスト力が発生する。
ワークロール1及びバックアップロール2は、図1(a)及び図2(a)における紙面に垂直な方向に組み入れたり抜き出したりする。ワークロール1及びバックアップロール2を組み入れたり、抜き出したりするときは、機械干渉を防止するため、クロスヘッド8は、互いに螺合しているスクリュ15及びナット16のうちのスクリュ15側を回転させることにより、チョック4,6より2〜5mm離れるように開放される。
2,102 バックアップロール
3,103 上ワークロールチョック
4,104 下ワークロールチョック
5,105 上バックアップロールチョック
6,106 下バックアップロールチョック
8,107,108 クロスヘッド
9,109 上ワークロールピボットブロック
10,110 上ワークロールピボットブロックライナ
11,111 上バックアップロールピボットブロック
12,112 上バックアップロールピボットブロックライナ
13,113 クロスヘッドライナ
14,114 クロスヘッドライナ
15,115 スクリュ
16,116 ナット
17,117 チョックライナ
18 チョック拘束装置
19 バネホルダ
20 薄ライナ
21 バネ
22 チョック拘束装置
23 バネホルダ
24 薄ライナ
25 バネ
26 チョックライナ
30,100 圧延機ハウジング
40 熱間圧延ライン
41 加熱炉
42 サイジングプレス
43 粗圧延機
44 クロップシャー
45 デスケーリング装置
46 仕上圧延機
47 冷却ゾーン
48 巻取装置
50 渦流式距離センサ
51 アンプ
60 冷間圧延ライン
61 入側ルーパー
62,65,67 ブライドルロール
63 溶接機
64 ペイオフリール
66 仕上圧延機
68 シャー
69 カローゼルテンションリール
S 被圧延材
T 湾曲面
C1,C2 オフセット量
d クリアランス
Claims (3)
- ワークロールを回転可能に支持するワークロールチョックと、バックアップロールを回転可能に支持するバックアップロールチョックと、該バックアップロールチョックおよび前記ワークロールチョックを被圧延材の搬送方向及びその逆方向から抱え込むクロスヘッドとを備えたクロスロール圧延機において、
前記ワークロールチョックを付勢するチョック拘束装置を備え、当該チョック拘束装置は、前記クロスヘッドに摺接するクロスヘッドライナと前記ワークロールチョック側のチョックライナとの間に介装されるバネホルダと、該バネホルダに収容されて被圧延材を圧延中に前記ワークロールがオフセットする方向に前記ワークロールチョックを付勢するバネとを有するとともに、前記クロスヘッドライナとバネホルダには、給脂用の貫通穴が設けられており、前記クロスヘッドとクロスヘッドライナの間に供給された潤滑剤が、この貫通穴を通って前記バネホルダとチョックライナとの摺動面に供給されるようになっていることを特徴とするクロスロール圧延機。 - 前記被圧延材を圧延中に前記バックアップロールがオフセットする方向に、前記バックアップロールチョックを付勢するバネを更に設けたことを特徴とする請求項1記載のクロスロール圧延機。
- ワークロールを回転可能に支持するワークロールチョック及びバックアップロールを回転可能に支持するバックアップロールチョックを備えたクロスロール圧延機を用いた圧延方法であって、
請求項1または2に記載のクロスロール圧延機を用いて被圧延材を圧延するに際し、前記ワークロールチョックを、圧延中前記ワークロールがオフセットする方向にバネで付勢しつつ圧延することを特徴とするクロスロール圧延機を用いた圧延方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004080404A JP4820062B2 (ja) | 2003-04-02 | 2004-03-19 | クロスロール圧延機及びそれを用いた圧延方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003099473 | 2003-04-02 | ||
| JP2003099473 | 2003-04-02 | ||
| JP2004080404A JP4820062B2 (ja) | 2003-04-02 | 2004-03-19 | クロスロール圧延機及びそれを用いた圧延方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004314174A JP2004314174A (ja) | 2004-11-11 |
| JP4820062B2 true JP4820062B2 (ja) | 2011-11-24 |
Family
ID=33478830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004080404A Expired - Fee Related JP4820062B2 (ja) | 2003-04-02 | 2004-03-19 | クロスロール圧延機及びそれを用いた圧延方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4820062B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5027405B2 (ja) * | 2005-11-30 | 2012-09-19 | Jfeスチール株式会社 | 圧延機 |
| DE102008009902A1 (de) | 2008-02-19 | 2009-08-27 | Sms Demag Ag | Walzvorrichtung, insbesondere Schubwalzengerüst |
| JP5957341B2 (ja) * | 2012-08-31 | 2016-07-27 | Primetals Technologies Japan株式会社 | 熱延鋼板の製造設備 |
| JP5929842B2 (ja) * | 2013-06-11 | 2016-06-08 | Jfeスチール株式会社 | 冷延鋼板用スキンパスミルのハウジング精度測定方法、及び冷延鋼板用スキンパスミルのハウジング精度測定装置 |
| CN109530433B (zh) * | 2018-12-11 | 2023-12-08 | 佛山市诚德新材料有限公司 | 一种不锈钢带的冷轧系统 |
| JP2023173279A (ja) * | 2022-05-25 | 2023-12-07 | Jfeスチール株式会社 | 圧延機、冷間圧延方法、および鋼板の製造方法 |
-
2004
- 2004-03-19 JP JP2004080404A patent/JP4820062B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004314174A (ja) | 2004-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0743107B1 (en) | Improvements in or relating to a roll crossing and shifting system | |
| US5365764A (en) | Cross rolling mill, cross rolling method and cross rolling mill system | |
| EP2248609B1 (en) | Plate rolling mill and plate rolling method | |
| AU2009222686B2 (en) | Rolling mill and rolling method for flat products of steel | |
| JP4820062B2 (ja) | クロスロール圧延機及びそれを用いた圧延方法 | |
| JP3283823B2 (ja) | 板材圧延機 | |
| US6354128B1 (en) | Method to eliminate the play between chocks and relative support blocks in four-high rolling stands and relative device | |
| KR100632768B1 (ko) | 크로스롤 압연기 및 그것을 사용한 압연 방법 | |
| US20020023473A1 (en) | Rolling mill and rolling method | |
| US6263716B1 (en) | Hot strip reversing mill with a shapemetering apparatus | |
| US8353192B2 (en) | Linear bearing plate for rolling mill | |
| US8584500B2 (en) | Lubrication delivery system for linear bearings | |
| US20010018840A1 (en) | Strip rolling mill and strip rolling method | |
| US6029491A (en) | Continous spiral motion and roll bending system for rolling mills | |
| JPS60255204A (ja) | 圧延機 | |
| JPS6046803A (ja) | 圧延機の油膜軸受装置 | |
| JP4419567B2 (ja) | クロスロール圧延機ワークロールのクロス角調整方法及びそれを用いた圧延方法 | |
| JP2000071014A (ja) | ローラ矯正機 | |
| JPS6268615A (ja) | シフトミルによる鋼材の圧延方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050307 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20050307 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050307 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070312 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090825 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091022 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100105 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110725 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110902 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140909 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4820062 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |