JP4813377B2 - 耐酸化性の高結晶性架橋ポリエチレン - Google Patents
耐酸化性の高結晶性架橋ポリエチレン Download PDFInfo
- Publication number
- JP4813377B2 JP4813377B2 JP2006552224A JP2006552224A JP4813377B2 JP 4813377 B2 JP4813377 B2 JP 4813377B2 JP 2006552224 A JP2006552224 A JP 2006552224A JP 2006552224 A JP2006552224 A JP 2006552224A JP 4813377 B2 JP4813377 B2 JP 4813377B2
- Authority
- JP
- Japan
- Prior art keywords
- mpa
- blend
- pressure
- temperature
- highly crystalline
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000003647 oxidation Effects 0.000 title description 139
- 238000007254 oxidation reaction Methods 0.000 title description 139
- 229920003020 cross-linked polyethylene Polymers 0.000 title description 11
- 239000004703 cross-linked polyethylene Substances 0.000 title description 11
- 239000000463 material Substances 0.000 claims description 356
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 claims description 300
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 claims description 300
- 239000000203 mixture Substances 0.000 claims description 216
- -1 polyethylene Polymers 0.000 claims description 207
- 239000004698 Polyethylene Substances 0.000 claims description 200
- 229920000573 polyethylene Polymers 0.000 claims description 200
- 239000003963 antioxidant agent Substances 0.000 claims description 175
- 230000008018 melting Effects 0.000 claims description 165
- 238000002844 melting Methods 0.000 claims description 165
- 230000003078 antioxidant effect Effects 0.000 claims description 159
- 238000000034 method Methods 0.000 claims description 117
- 238000010438 heat treatment Methods 0.000 claims description 85
- 239000000654 additive Substances 0.000 claims description 83
- 230000005865 ionizing radiation Effects 0.000 claims description 68
- 238000001816 cooling Methods 0.000 claims description 57
- 238000004519 manufacturing process Methods 0.000 claims description 56
- 230000001678 irradiating effect Effects 0.000 claims description 44
- 238000000137 annealing Methods 0.000 claims description 40
- 238000009792 diffusion process Methods 0.000 claims description 29
- 238000002156 mixing Methods 0.000 claims description 29
- 239000004705 High-molecular-weight polyethylene Substances 0.000 claims 1
- 235000006708 antioxidants Nutrition 0.000 description 172
- GVJHHUAWPYXKBD-IEOSBIPESA-N α-tocopherol Chemical compound OC1=C(C)C(C)=C2O[C@@](CCC[C@H](C)CCC[C@H](C)CCCC(C)C)(C)CCC2=C1C GVJHHUAWPYXKBD-IEOSBIPESA-N 0.000 description 162
- GVJHHUAWPYXKBD-UHFFFAOYSA-N (±)-α-Tocopherol Chemical compound OC1=C(C)C(C)=C2OC(CCCC(C)CCCC(C)CCCC(C)C)(C)CCC2=C1C GVJHHUAWPYXKBD-UHFFFAOYSA-N 0.000 description 150
- 239000002861 polymer material Substances 0.000 description 114
- 239000000945 filler Substances 0.000 description 108
- 238000002425 crystallisation Methods 0.000 description 93
- 230000008025 crystallization Effects 0.000 description 93
- 239000000523 sample Substances 0.000 description 87
- 239000000047 product Substances 0.000 description 82
- 239000002076 α-tocopherol Substances 0.000 description 81
- 235000004835 α-tocopherol Nutrition 0.000 description 81
- 229960000984 tocofersolan Drugs 0.000 description 80
- 229940087168 alpha tocopherol Drugs 0.000 description 79
- 229930003427 Vitamin E Natural products 0.000 description 74
- WIGCFUFOHFEKBI-UHFFFAOYSA-N gamma-tocopherol Natural products CC(C)CCCC(C)CCCC(C)CCCC1CCC2C(C)C(O)C(C)C(C)C2O1 WIGCFUFOHFEKBI-UHFFFAOYSA-N 0.000 description 74
- 229940046009 vitamin E Drugs 0.000 description 74
- 235000019165 vitamin E Nutrition 0.000 description 74
- 239000011709 vitamin E Substances 0.000 description 74
- 230000000996 additive effect Effects 0.000 description 71
- 150000003254 radicals Chemical class 0.000 description 68
- 229920000642 polymer Polymers 0.000 description 51
- 238000012360 testing method Methods 0.000 description 44
- 229920006037 cross link polymer Polymers 0.000 description 41
- 238000007906 compression Methods 0.000 description 34
- 230000006835 compression Effects 0.000 description 34
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 33
- 239000013078 crystal Substances 0.000 description 33
- 239000000843 powder Substances 0.000 description 32
- 238000004132 cross linking Methods 0.000 description 31
- 229910052751 metal Inorganic materials 0.000 description 30
- 239000002184 metal Substances 0.000 description 30
- 230000001954 sterilising effect Effects 0.000 description 28
- 239000007789 gas Substances 0.000 description 26
- 230000005855 radiation Effects 0.000 description 25
- 238000004659 sterilization and disinfection Methods 0.000 description 23
- 230000000052 comparative effect Effects 0.000 description 22
- 230000002829 reductive effect Effects 0.000 description 18
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 17
- 230000032683 aging Effects 0.000 description 17
- 210000003127 knee Anatomy 0.000 description 16
- 229910052757 nitrogen Inorganic materials 0.000 description 16
- 239000004014 plasticizer Substances 0.000 description 16
- 230000008569 process Effects 0.000 description 16
- 238000010894 electron beam technology Methods 0.000 description 15
- 238000003754 machining Methods 0.000 description 15
- 238000000748 compression moulding Methods 0.000 description 14
- 239000011347 resin Substances 0.000 description 14
- 229920005989 resin Polymers 0.000 description 14
- 210000002303 tibia Anatomy 0.000 description 14
- 230000007704 transition Effects 0.000 description 13
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 12
- 230000000694 effects Effects 0.000 description 12
- 239000012530 fluid Substances 0.000 description 12
- 239000002245 particle Substances 0.000 description 12
- 230000035882 stress Effects 0.000 description 12
- 238000000113 differential scanning calorimetry Methods 0.000 description 11
- 239000012634 fragment Substances 0.000 description 11
- 239000007787 solid Substances 0.000 description 11
- 239000012298 atmosphere Substances 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 9
- 230000007423 decrease Effects 0.000 description 9
- 239000001301 oxygen Substances 0.000 description 9
- 229910052760 oxygen Inorganic materials 0.000 description 9
- 239000002994 raw material Substances 0.000 description 9
- 238000004435 EPR spectroscopy Methods 0.000 description 8
- 230000006870 function Effects 0.000 description 8
- 230000036961 partial effect Effects 0.000 description 8
- 229920003023 plastic Polymers 0.000 description 8
- 239000004033 plastic Substances 0.000 description 8
- 238000007711 solidification Methods 0.000 description 8
- 230000008023 solidification Effects 0.000 description 8
- 229920005601 base polymer Polymers 0.000 description 7
- 230000006399 behavior Effects 0.000 description 7
- 238000004140 cleaning Methods 0.000 description 7
- 239000007788 liquid Substances 0.000 description 7
- 239000002904 solvent Substances 0.000 description 7
- 229910052786 argon Inorganic materials 0.000 description 6
- 238000009835 boiling Methods 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 229910052755 nonmetal Inorganic materials 0.000 description 6
- 239000002667 nucleating agent Substances 0.000 description 6
- 210000004417 patella Anatomy 0.000 description 6
- 229920010741 Ultra High Molecular Weight Polyethylene (UHMWPE) Polymers 0.000 description 5
- 210000000988 bone and bone Anatomy 0.000 description 5
- 230000003247 decreasing effect Effects 0.000 description 5
- 230000001590 oxidative effect Effects 0.000 description 5
- 238000004806 packaging method and process Methods 0.000 description 5
- 229920000098 polyolefin Polymers 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 238000007655 standard test method Methods 0.000 description 5
- 230000008646 thermal stress Effects 0.000 description 5
- IAXXETNIOYFMLW-UHFFFAOYSA-N (4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl) 2-methylprop-2-enoate Chemical compound C1CC2(C)C(OC(=O)C(=C)C)CC1C2(C)C IAXXETNIOYFMLW-UHFFFAOYSA-N 0.000 description 4
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 4
- 241001653121 Glenoides Species 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 238000011882 arthroplasty Methods 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 239000002178 crystalline material Substances 0.000 description 4
- 238000007907 direct compression Methods 0.000 description 4
- 210000001624 hip Anatomy 0.000 description 4
- 238000001727 in vivo Methods 0.000 description 4
- 239000011261 inert gas Substances 0.000 description 4
- 238000002329 infrared spectrum Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 4
- 239000004926 polymethyl methacrylate Substances 0.000 description 4
- 230000001235 sensitizing effect Effects 0.000 description 4
- 238000000527 sonication Methods 0.000 description 4
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 238000002835 absorbance Methods 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 239000002253 acid Substances 0.000 description 3
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 3
- 239000002639 bone cement Substances 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 125000002534 ethynyl group Chemical group [H]C#C* 0.000 description 3
- 239000001307 helium Substances 0.000 description 3
- 229910052734 helium Inorganic materials 0.000 description 3
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 3
- 229930195733 hydrocarbon Natural products 0.000 description 3
- 150000002430 hydrocarbons Chemical class 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 239000007943 implant Substances 0.000 description 3
- 230000007774 longterm Effects 0.000 description 3
- 229910052754 neon Inorganic materials 0.000 description 3
- GKAOGPIIYCISHV-UHFFFAOYSA-N neon atom Chemical compound [Ne] GKAOGPIIYCISHV-UHFFFAOYSA-N 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 238000001878 scanning electron micrograph Methods 0.000 description 3
- 230000006641 stabilisation Effects 0.000 description 3
- 238000011105 stabilization Methods 0.000 description 3
- 239000007858 starting material Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- 239000008096 xylene Substances 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 2
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- 241000219289 Silene Species 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 239000012620 biological material Substances 0.000 description 2
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- UUAGAQFQZIEFAH-UHFFFAOYSA-N chlorotrifluoroethylene Chemical group FC(F)=C(F)Cl UUAGAQFQZIEFAH-UHFFFAOYSA-N 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 239000003599 detergent Substances 0.000 description 2
- 230000001627 detrimental effect Effects 0.000 description 2
- 238000001938 differential scanning calorimetry curve Methods 0.000 description 2
- 229940079593 drug Drugs 0.000 description 2
- 239000003814 drug Substances 0.000 description 2
- 210000002310 elbow joint Anatomy 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 210000001145 finger joint Anatomy 0.000 description 2
- 230000007760 free radical scavenging Effects 0.000 description 2
- 210000003709 heart valve Anatomy 0.000 description 2
- 210000004394 hip joint Anatomy 0.000 description 2
- 238000002513 implantation Methods 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 230000000977 initiatory effect Effects 0.000 description 2
- 229910010272 inorganic material Inorganic materials 0.000 description 2
- 239000011147 inorganic material Substances 0.000 description 2
- JVTAAEKCZFNVCJ-UHFFFAOYSA-N lactic acid Chemical compound CC(O)C(O)=O JVTAAEKCZFNVCJ-UHFFFAOYSA-N 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 238000002386 leaching Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 125000000325 methylidene group Chemical group [H]C([H])=* 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000010453 quartz Substances 0.000 description 2
- 230000006798 recombination Effects 0.000 description 2
- 238000005215 recombination Methods 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 210000002435 tendon Anatomy 0.000 description 2
- 239000011732 tocopherol Substances 0.000 description 2
- 229960001295 tocopherol Drugs 0.000 description 2
- 210000001226 toe joint Anatomy 0.000 description 2
- 230000002792 vascular Effects 0.000 description 2
- 210000003857 wrist joint Anatomy 0.000 description 2
- GZIFEOYASATJEH-VHFRWLAGSA-N δ-tocopherol Chemical compound OC1=CC(C)=C2O[C@@](CCC[C@H](C)CCC[C@H](C)CCCC(C)C)(C)CCC2=C1 GZIFEOYASATJEH-VHFRWLAGSA-N 0.000 description 2
- VQJMAIZOEPPELO-KYGIZGOZSA-N (1S,2S,6R,14R,15R,16R)-5-(cyclopropylmethyl)-16-(2-hydroxy-5-methylhexan-2-yl)-15-methoxy-13-oxa-5-azahexacyclo[13.2.2.12,8.01,6.02,14.012,20]icosa-8(20),9,11-trien-11-ol hydrochloride Chemical compound Cl.CO[C@]12CC[C@@]3(C[C@@H]1C(C)(O)CCC(C)C)[C@H]1Cc4ccc(O)c5O[C@@H]2[C@]3(CCN1CC1CC1)c45 VQJMAIZOEPPELO-KYGIZGOZSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- 241000894006 Bacteria Species 0.000 description 1
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- ZAKOWWREFLAJOT-CEFNRUSXSA-N D-alpha-tocopherylacetate Chemical compound CC(=O)OC1=C(C)C(C)=C2O[C@@](CCC[C@H](C)CCC[C@H](C)CCCC(C)C)(C)CCC2=C1C ZAKOWWREFLAJOT-CEFNRUSXSA-N 0.000 description 1
- GZIFEOYASATJEH-UHFFFAOYSA-N D-delta tocopherol Natural products OC1=CC(C)=C2OC(CCCC(C)CCCC(C)CCCC(C)C)(C)CCC2=C1 GZIFEOYASATJEH-UHFFFAOYSA-N 0.000 description 1
- 208000037408 Device failure Diseases 0.000 description 1
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 1
- RPWFJAMTCNSJKK-UHFFFAOYSA-N Dodecyl gallate Chemical compound CCCCCCCCCCCCOC(=O)C1=CC(O)=C(O)C(O)=C1 RPWFJAMTCNSJKK-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical group C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 208000012659 Joint disease Diseases 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 241000906034 Orthops Species 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 241000700605 Viruses Species 0.000 description 1
- QXZUUHYBWMWJHK-UHFFFAOYSA-N [Co].[Ni] Chemical compound [Co].[Ni] QXZUUHYBWMWJHK-UHFFFAOYSA-N 0.000 description 1
- WAIPAZQMEIHHTJ-UHFFFAOYSA-N [Cr].[Co] Chemical class [Cr].[Co] WAIPAZQMEIHHTJ-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000002457 bidirectional effect Effects 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 244000309466 calf Species 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 150000007942 carboxylates Chemical class 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- PBAYDYUZOSNJGU-UHFFFAOYSA-N chelidonic acid Natural products OC(=O)C1=CC(=O)C=C(C(O)=O)O1 PBAYDYUZOSNJGU-UHFFFAOYSA-N 0.000 description 1
- 235000015165 citric acid Nutrition 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000011243 crosslinked material Substances 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 235000010389 delta-tocopherol Nutrition 0.000 description 1
- 239000003479 dental cement Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000000645 desinfectant Substances 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- PXJJSXABGXMUSU-UHFFFAOYSA-N disulfur dichloride Chemical compound ClSSCl PXJJSXABGXMUSU-UHFFFAOYSA-N 0.000 description 1
- 235000010386 dodecyl gallate Nutrition 0.000 description 1
- 239000000555 dodecyl gallate Substances 0.000 description 1
- 229940080643 dodecyl gallate Drugs 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 210000001513 elbow Anatomy 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000002481 ethanol extraction Methods 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 210000000474 heel Anatomy 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 230000001976 improved effect Effects 0.000 description 1
- 208000015181 infectious disease Diseases 0.000 description 1
- 230000036512 infertility Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000001990 intravenous administration Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 210000001503 joint Anatomy 0.000 description 1
- 235000014655 lactic acid Nutrition 0.000 description 1
- 239000004310 lactic acid Substances 0.000 description 1
- 238000011031 large-scale manufacturing process Methods 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 238000012417 linear regression Methods 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000000813 microbial effect Effects 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229910052756 noble gas Inorganic materials 0.000 description 1
- 150000002835 noble gases Chemical class 0.000 description 1
- 150000002843 nonmetals Chemical group 0.000 description 1
- 235000010387 octyl gallate Nutrition 0.000 description 1
- 239000000574 octyl gallate Substances 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000000879 optical micrograph Methods 0.000 description 1
- 230000000399 orthopedic effect Effects 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 238000010525 oxidative degradation reaction Methods 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 235000010388 propyl gallate Nutrition 0.000 description 1
- 239000000473 propyl gallate Substances 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 210000002966 serum Anatomy 0.000 description 1
- 210000000323 shoulder joint Anatomy 0.000 description 1
- 150000004756 silanes Chemical class 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 230000008093 supporting effect Effects 0.000 description 1
- 238000001356 surgical procedure Methods 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 230000002522 swelling effect Effects 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
- 239000011975 tartaric acid Substances 0.000 description 1
- 235000002906 tartaric acid Nutrition 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 238000001757 thermogravimetry curve Methods 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229930003799 tocopherol Natural products 0.000 description 1
- 235000010384 tocopherol Nutrition 0.000 description 1
- 229940042585 tocopherol acetate Drugs 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- 230000001052 transient effect Effects 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 229940088594 vitamin Drugs 0.000 description 1
- 229930003231 vitamin Natural products 0.000 description 1
- 235000013343 vitamin Nutrition 0.000 description 1
- 239000011782 vitamin Substances 0.000 description 1
- 230000002087 whitening effect Effects 0.000 description 1
- 239000002446 δ-tocopherol Substances 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/30—Joints
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/14—Macromolecular materials
- A61L27/16—Macromolecular materials obtained by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/50—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/003—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/0009—After-treatment of articles without altering their shape; Apparatus therefor using liquids, e.g. solvents, swelling agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/02—Thermal after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/04—After-treatment of articles without altering their shape; Apparatus therefor by wave energy or particle radiation, e.g. for curing or vulcanising preformed articles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/28—Treatment by wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0866—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using particle radiation
- B29C2035/0877—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using particle radiation using electron radiation, e.g. beta-rays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/0009—After-treatment of articles without altering their shape; Apparatus therefor using liquids, e.g. solvents, swelling agents
- B29C2071/0027—Removing undesirable residual components, e.g. solvents, unreacted monomers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/02—Thermal after-treatment
- B29C2071/022—Annealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0658—PE, i.e. polyethylene characterised by its molecular weight
- B29K2023/0683—UHMWPE, i.e. ultra high molecular weight polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/08—Copolymers of ethylene
- B29K2023/083—EVA, i.e. ethylene vinyl acetate copolymer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
- B29L2031/7532—Artificial members, protheses
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/06—Polyethene
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Medicinal Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Transplantation (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dermatology (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Mechanical Engineering (AREA)
- Heart & Thoracic Surgery (AREA)
- Cardiology (AREA)
- Vascular Medicine (AREA)
- Biomedical Technology (AREA)
- Orthopedic Medicine & Surgery (AREA)
- Toxicology (AREA)
- Materials For Medical Uses (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Crystals, And After-Treatments Of Crystals (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Description
A.経路I
所望の温度、例えば溶融状態よりも高い(例えば、約140℃、約180℃、約200℃、約250℃、または約300℃)温度に加熱し、次いで加圧し、次いで圧力をほぼ同じ圧力に、1分間〜1日以上、好ましくは約0.5時間〜12時間、より好ましくは1〜6時間保持し、次いで除圧する(圧力は、高圧下で達成された結晶の融解を避けるために、室温に冷却した後で解除する)。
B.経路II
所望の圧力に加圧し、次いで所望の温度、例えば加圧されたポリエチレンの溶融状態よりも低い温度(例えば約150℃、約180℃、約195℃、約225℃、約300℃、および約320℃)、に加熱し、次いで圧力をほぼ同じ圧力に、1分間〜1日以上、好ましくは約0.5時間〜12時間、より好ましくは1〜6時間保持し、次いで室温に冷却し、次いで除圧する(圧力は、高圧下で達成された結晶の融解を避けるために、室温に冷却した後で解除する必要がある)。
A.低温照射(CI)
略室温〜90℃で、e−線またはガンマ放射線を使用して照射する。HPC−ポリエチレンの結晶化度が高過ぎる場合、十分な無定形ポリエチレンが架橋に使用できない場合がある。従って、所望の耐摩耗性または架橋密度を達成するには、通常の線量レベル、すなわち高圧を使用せずに結晶化させたポリエチレンに必要な線量レベル(本明細書で記載するように、例えば通常線量レベル75kGyまたは100kGy)、よりも高くする必要がある。
B.温照射(WI)
約90℃〜HPC−ポリエチレンのピーク融点、一般的には約145℃で照射する。照射の際に、照射の温度を調節し、所望の無定形程度を達成することができる。
A.上記の様に、経路Iまたは経路IIに従って高圧結晶化を繰り返する。
B.酸化防止剤、例えばビタミンE、でドーピングするが、これは様々な様式で行うことができる、例えば
i.最終製品を機械加工し、ビタミンEまたはその溶液中に、室温〜ビタミンE溶液の沸点までの温度で浸漬し、次いで洗浄し、包装し、ガスプラズマ、エチレンオキシド、またはイオン化放射線、例えば空気中または不活性ガス中のガンマ線、で滅菌処理する。
ii.高結晶性の高分子材料をビタミンEまたはその溶液中に、室温〜ビタミンE溶液の沸点の温度で浸漬し、医療用充填材を機械加工し、次いで洗浄し、包装し、包装した医療用充填材を照射して架橋および滅菌処理する。
C.CIMA(低温照射および機械的アニーリング)法で処理する、例えば
i.90℃〜I−HPCのピーク融点の温度に加熱し、圧縮下で2.5を超える圧縮比に変形させ、変形を保持し、室温に冷却し、90℃〜I−HPCのピーク融点の温度でアニーリングし、最終製品を機械加工し、包装し、滅菌処理、好ましくはエチレンオキシドまたはガスプラズマで滅菌処理する。CIMA法は、ここにその全文を参考として含める公開米国特許第20030149125号(米国特許出願第10/252,582号)、2002年9月24日提出、に記載されているようにして使用することができる。
a)高圧結晶化したポリエチレンを酸化防止剤、例えばビタミンE、でドーピングする、
b)高圧結晶化したポリエチレンをその融点より低い温度で機械的変形させ、続いてその融点近くでアニーリングし、実質的にCIMA法の一つを適用する、および
c)融点より高い温度に加熱することにより融解させ、次いで少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、さらに好ましくは320MPaを超える圧力に加圧し、圧力および温度をほぼ一定に保持し、略室温に冷却し、圧力を常圧に下げる。この方法の融解工程は結晶を排除するので、この方法に続いて高圧結晶化を行い、高レベルの結晶化度を達成する。
本発明の一態様により、下記の様に、完成製品、例えば物品、医療用装置、または医療用補欠物、等、を照射し、次いで高圧結晶化する。すなわち、高分子材料、例えば樹脂粉末、フレーク、粒子、またはそれらの混合物、を添加剤、例えば酸化防止剤、好ましくはビタミンE(好ましくは約10%未満、より好ましくは5%未満、より好ましくは0.3%未満、さらに好ましくは0.1%未満のビタミンE)と混合/ブレンドし、次いで
a.ブレンドを固化させ、好ましくは固化させたブレンドをアニーリングし、熱的応力を除去する工程を加えること、および
b.ブレンドを機械加工し、完成製品を形成すること、または
c.ブレンドを直接圧縮成形し、完成製品を形成すること
により、物品または医療用装置を形成する。
a.常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、加圧下で略室温に冷却し、圧力を解除すること、または
b.少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、略室温に冷却し、除圧すること
により高圧結晶化させる。
本発明の一態様により、下記の様に、完成製品、例えば物品、医療用装置、または医療用補欠物、等、を照射し、次いで高圧結晶化する。すなわち、高分子材料、例えば樹脂粉末、フレーク、粒子、またはそれらの混合物、を添加剤、例えば酸化防止剤、好ましくはビタミンE(好ましくは約10%未満、より好ましくは5%未満、より好ましくは0.3%未満、さらに好ましくは0.1%未満のビタミンE)と混合/ブレンドし、次いで
a.高分子材料を拡散により酸化防止剤でドーピングすること、および
b.ブレンドを機械加工し、完成製品を形成すること、または
c.ブレンドを直接圧縮成形し、完成製品を形成すること
により、物品または医療用装置を形成する。
a.常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、加圧下で略室温に冷却し、圧力を解除すること、または
b.少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、略室温に冷却し、除圧すること
により高圧結晶化させる。
本発明の一態様により、下記の様に、完成製品、例えば物品、医療用装置、または医療用補欠物、等、を照射し、次いで高圧結晶化する。すなわち、高分子材料、例えば樹脂粉末、フレーク、粒子、またはそれらの混合物、を添加剤、例えば酸化防止剤、好ましくはビタミンE(好ましくは約10%未満、より好ましくは5%未満、より好ましくは0.3%未満、さらに好ましくは0.1%未満のビタミンE)と混合/ブレンドし、次いで
a.ブレンドを機械加工し、完成製品を形成すること、または
b.ブレンドを直接圧縮成形し、完成製品を形成すること、および
c.高分子材料を拡散により酸化防止剤でドーピングすること
により、物品または医療用装置を形成する。
a.常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、加圧下で略室温に冷却し、圧力を解除すること、または
b.少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、略室温に冷却し、除圧すること
により高圧結晶化させる。
本発明の一態様により、下記の様に、完成製品、例えば物品、医療用装置、または医療用補欠物、等、を照射し、融解させ、機械加工し、次いで高圧結晶化する。
a.常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、加圧下で略室温に冷却し、圧力を解除すること、または
b.少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、略室温に冷却し、除圧すること
により高圧結晶化させる。
本発明の一態様により、下記の様に、完成製品、例えば物品、医療用装置、または医療用補欠物、等、を照射し、機械加工し、次いで高圧結晶化する。
a.常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、加圧下で略室温に冷却し、圧力を解除すること、または
b.少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、略室温に冷却し、除圧すること
により高圧結晶化させる。
本発明の一態様により、下記の様に、完成製品、例えば物品、医療用装置、または医療用補欠物、等、を温照射し、融解させ、機械加工し、次いで高圧結晶化する。
a.常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、加圧下で略室温に冷却し、圧力を解除すること、または
b.少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、略室温に冷却し、除圧すること
により高圧結晶化させる。
本発明の一態様により、下記の様に、完成製品、例えば物品、医療用装置、または医療用補欠物、等、を温照射し、機械加工し、次いで高圧結晶化する。
a.常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、加圧下で略室温に冷却し、圧力を解除すること、または
b.少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、略室温に冷却し、除圧すること
により高圧結晶化させる。
本発明の一態様により、下記の様に、完成製品、例えば物品、医療用装置、または医療用補欠物、等、をCIMA法により照射し、機械加工し、次いで高圧結晶化する。
a.常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、加圧下で略室温に冷却し、圧力を解除すること、または
b.少なくとも約10〜1000MPa(例えば、少なくとも約150MPa、200MPa、250MPa、310MPa、300MPa、320MPa、400MPa、または450MPa)、好ましくは少なくとも約150MPa、より好ましくは少なくとも約250MPa、に加圧し、常圧下で、照射されたポリエチレンの融点より高い温度に加熱し、略室温に冷却し、除圧すること
により高圧結晶化させる。
定義
結晶化度%=E/w・ΔH
UHMWPEのブロックまたはロッドを厚さ1cmの断片に機械加工した。これらの試料を、Massachusetts Institute of Technologyで、2.5MeVのVan de Graff発生器(e線)を使用し、電子線の下を多数回通過させて照射し、所望の放射線量レベル(1回あたり約12.5kGy)を達成した。
円筒形ブロック(直径89mm、長さ50cmを超える)を、Co60線源(Steris Isomedix, Northborough, MA)を使用して照射した。これらのブロック群は、照射の前に真空包装し、包装したブロックを照射した。別のブロック群は、包装し、窒素下で照射した。
スラブに圧縮成形したGUR 1050を使用した。これらのブロックから円筒(直径5cm、高さ3cm)を機械加工し、アルミニウムで覆い、金属ラミネートし、熱的に密封できる小袋の中に入れた。小袋の中を真空に吸引し、小袋を密封した。次いで、この真空密封した小袋に入れた試料を圧力チャンバー中に入れた。このように包装した試料をアルゴン中で180℃に加熱し、180℃に少なくとも4時間保持し、次いで、等温的に320MPa(45,000psi)に加圧した。圧力をほぼ一定に5時間維持した。加圧サイクル完了時点で、試料を加圧下で室温に冷却した。続いて、圧力を解除した。
スラブに圧縮成形したGUR 1050を使用した。これらのブロックから円筒(直径5cm、高さ3cm)を機械加工し、アルミニウムで覆い、金属ラミネートし、熱的に密封できる小袋の中に入れた。小袋の中を真空に吸引し、小袋を密封した。次いで、この真空密封した小袋に入れた試料を圧力チャンバー中に入れた。このように包装した試料を320MPa(45,000psi)に加圧した。次いで、温度を加圧したUHMWPEの融点より低い温度(180℃)に増加し、この圧力に5時間保持した。試料を一定圧力下で室温に冷却し、次いで圧力を解除した。
スラブに圧縮成形したGUR 1050UHMWPEブロックをUHMWPEの薄い部分(厚さ=3.2mm)に機械加工した。これらの試料を、0.5atm窒素分圧の真空下、132℃で96時間、α−トコフェロールと接触させた。次いで、試料を取り出し、酸化防止剤をぬぐい取って表面を清浄にし、0.5atm窒素分圧/真空下、132℃で96時間、アニーリングした。
スラブに圧縮成形したGUR 1050UHMWPEブロックを、窒素中、ガンマ線で線量111kGyに照射した。UHMWPEの薄い部分(厚さ=3.2mm)を機械加工し、0.5atm窒素分圧の真空下、136℃で96時間、α−トコフェロールと接触させた。次いで、試料を取り出し、酸化防止剤をぬぐい取って表面を清浄にし、0.5atm窒素分圧/真空下、136℃で96時間、アニーリングした。
α−トコフェロール中に浸漬した試験試料(例えば例5および6参照)における酸化防止剤の拡散プロファイルを測定するために、LKB Sledge Microtomeを使用し、浸漬した部分から断面(100〜150μm)を切り取った。次いで、この薄い断面を、BioRad UMA 500赤外顕微鏡(Natick, MA)を使用して分析した。赤外スペクトルを、開口径50x50μmで、浸漬の際に酸化防止剤と接触した試料の自由表面と一致する縁部の一方から離れる深度の関数として集めた。1226〜1295cm−1の吸光度は、α−トコフェロールに特徴的であり、ポリエチレンはこれらの周波数の近くでは吸収しない。ポリエチレンに関して、CH2横揺れモードに対する1895cm−1波数が内部参照として典型的である。1260cm−1および1895cm−1の積分吸光度の比である規格化された値は、ポリエチレン中のα−トコフェロール組成物の相対的な距離を与える指数である。図3は、例5に記載する手順によりドーピングし、この例に記載する様式で測定したα−トコフェロールポリエチレンのプロファイルを示す。
酸化レベルは、下記例の幾つかに記載する様々な処理工程にかけた複数のUHMWPE試験試料に対して、自由表面から離れる距離の関数として定量した。このために、LKB Sledge Microtomeを使用し、UHMWPE試験試料の薄い断面(100〜150μm)を切り取った。BioRad UMA 500赤外顕微鏡を使用し、この断面における酸化の程度および深度を測定した。赤外スペクトルを、開口径50x50μmで、試料の自由表面と一致する縁部の一方から離れる深度の関数として集めた。これらの赤外スペクトルを解析し、酸化指数を、1740cm−1カルボニルおよび1370cm−1メチレン伸張吸光度の下にある面積の比として計算した。
疲労亀裂伝播は、下記例の幾つかに記載する様々な処理工程にかけた複数のUHMWPE試験試料に対して定量した。この目的に、疲労亀裂伝播試験を、疲労亀裂成長速度を測定するための標準的な方法であるASTM E−647に従い、MiniBionix 858 (MTS, Eden Prairie, MN)で行った。タイプA1のコンパクト張力(CT)試料を使用し、切欠きを予め入れ、試験を、生体内環境を模擬するために40℃水浴中で、応力比0.1で行った。
摩耗速度は、下記例の幾つかに記載する様々な処理工程にかけた複数のUHMWPE試験試料に対して定量した。この目的に、UHMWPE試料の摩耗挙動を、円筒形試料(直径9mm、高さ13mm)を使用し、特注二方向ピン−オン−ディスク(POD)摩耗試験機で頻度2Hzで試験した。子牛血清を潤滑剤として使用し、摩耗を重量的に0.5百万サイクル間隔で定量した。最初に、ピンを200,000サイクルのPOD試験にかけ、表面上の拡散または粗さと無関係の定常状態摩耗速度を達成した。各群から3個のピンを合計2百万サイクル試験した。摩耗速度は、0.2〜2百万サイクルまでの摩耗対サイクル数の直線回帰として計算した。
結晶化度は、下記例の幾つかに記載する様々な処理工程にかけた複数のUHMWPE試験試料に対して定量した。この目的に、示差走査熱量測定(DSC)を使用し、ポリエチレン試験試料の結晶化度を測定した。DSC試料は、Sartorius CP 225D天秤で分解能0.01ミリグラムまで秤量し、アルミニウム試料パン中に入れた。このパンにアルミニウムカバーを取り付け、TA instruments Q-1000示差走査熱量計中に配置した。次いで、これらの試料および基準を加熱速度10℃/分で−20℃から180℃に加熱し、−10℃に冷却し、10℃/分で別の加熱サイクル−20℃から180℃にかけた。時間と温度の関数としての熱流動を記録し、そのサイクルをそれぞれ第一加熱、第一冷却および第二加熱と呼ぶ。
圧縮成形したGUR 1050UHMWPE(従来型ポリエチレンとも呼ぶ)を、例3に記載するようにして高圧結晶化させた。比較試料は、高圧結晶化していない圧縮成形したGUR 1050UHMWPEである。これら2種類のポリエチレンからDSC試験試料を調製し、例11に記載するTA Instruments Q-1000熱量計を使用して分析した。

圧縮成形したGUR 1050を120℃で95kGyにe線照射し、続いて融解させた(WIAM-95)。円筒形ブロック(直径50mm、高さ約40mm)を例3に記載するようにして経路Iにより高圧結晶化させた。
固化させたGUR 1050ブロック(直径50mm、長さ90mm)を、例3に記載するようにして、経路Iにより高圧結晶化させた。
高度に架橋させる照射の際に、特定の結晶含有量を維持するために、ポリエチレンの温照射を行った。示差走査熱量測定(DSC)を使用し、ポリエチレン試験試料の結晶化度を測定した。試料および基準を10℃/分の加熱速度で−20℃から180℃に加熱し、−10℃/分で−20℃に冷却し、10℃/分で別の加熱サイクル−20℃から180℃にかけた。時間と温度の関数としての熱流動を記録し、そのサイクルをそれぞれ第一加熱、第一冷却および第二加熱と呼ぶ。
例3に記載するようにして、経路Iにより高圧結晶化させたGUR 1050UHMWPEを、厚さ1cmのスライス(直径5cm)に機械加工し、例1に記載するようにして、放射線量150kGyに、2種類の異なった温度、すなわち室温(低温照射)(I−HPC1−CI)およびポリエチレンが約50%結晶性である温度、この場合は136℃(温照射)(I−HPC1−WI)で、電子線照射した。UHMWPEが50%結晶性である温度は、例15に記載するようにして計算した。
例16に記載するようにして調製したUHMWPEを、例3に記載するようにして、経路Iによりさらに高圧結晶化させた。
2個の圧縮成形したGUR 1050ロッド(直径9.1cm、長さ41cm)を真空包装物中で100kGyガンマ線照射にかけた。次いで、両ロッドを130℃に加熱し、続いて一方をその縦軸に対して直角に、圧縮比2.7(初期直径/最終直径)に一軸圧縮下で変形させた。圧縮は、130℃で行った。圧縮したロッドを一定変形下で保持し、室温に冷却させた。次いで、このロッドの圧縮を解除し、ロッドの寸法を記録した(長さ=58cm、幅=16.6cm、厚さほぼ40.5cm)。両方のロッドを135℃に加熱して残留変形を回復させ、最終寸法を記録した(直径=7.5cm、長さ=40cm)。このように、一方のロッドは機械的変形および熱処理にかけ、他方は、変形を行わず、同じ熱履歴にのみかけたので、比較試料として使用する。
例18に記載するようにして調製した2個のGUR 1050ブロックを、電子スピン共鳴(ESR)(University of Utah, Department of Physics)により分析し、残留フリーラジカル濃度を定量した。結晶化度は、11に記載するようにして、DSCにより測定した。両ロッドから機械加工した立方体を、80℃で5週間の促進エージングにかけ、試料の酸化を例8に記載するようにして、赤外線顕微鏡で測定した。最後に、機械的にアニーリングしたロッド(n=3)の摩耗挙動を、我々の二方向摩耗試験機で、例10に記載する方法を使用して測定した。
圧縮成形したUHMWPEGUR 1050(空気中で25kGy〜40kGyにγ−滅菌した)、高度に架橋したUHMWPE(真空中で100kGyにγ線照射した)、および100kGyに高度に照射し、融解させたポリエチレンを比較試料として使用した。ガンマ線照射は、例2に記載するようにして、行った。
例9に記載するようにして、疲労亀裂伝播試験を、圧縮成形した、未照射の、例3に記載するようにして経路Iにより高圧結晶化させたGUR 1050UHMWPEに行った。
照射前にUHMWPE樹脂粉末とブレンドしたビタミンEの、照射したGUR 1050UHMWPEの耐摩耗性に対する影響を測定した。ビタミンE(α−トコフェロール)をGUR 1050UHMWPE粉末と、2種類の濃度0.1重量%および0.3重量%、で混合し、固化させた。圧縮成形により、UHMWPEをブロックに固化させた。もう一つの固化を、α−トコフェロール添加剤を使用せずに行い、比較試料として使用した。3点の固化させたブロックを半分に機械加工し、各半分を真空包装し、例2に記載するようにして、100kGyにガンマ線照射した。
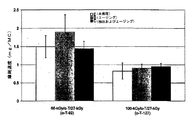
固化させたGUR 1050UHMWPEバー原料を、例2に記載するようにして、65および100kGyにガンマ線照射した。これらの試料は、空気中、室温で16時間、ビタミンE(α−トコフェロール(α−T))でドーピングした。ドーピングに続いて、試料を27kGyでさらにガンマ線滅菌した。これらの2群は、総放射線量92kGyおよび127kGyで、それぞれα−T−92およびα−T−127と呼ぶ。比較用材料は、100kGyガンマ線照射したGUR 1050であった。
圧縮成形されたGUR 1050ブロック(直径2”)を例3に記載するようにして、高圧結晶化させた。このブロックを厚さ約8.5mmの薄い部分に機械加工した。これらの薄い部分を、例1に記載するようにして、線量100kGyに電子線照射した。
圧縮成形されたGUR 1050ブロック(直径2”)を例3に記載するようにして、高圧結晶化させた。このブロックを厚さ約8.5mmの薄い部分に機械加工した。これらの薄い部分を、例1に記載するようにして、線量100kGyに電子線照射した。
固化させたGUR 1050UHMWPEのバー原料を65および100kGyにガンマ線照射した。これらの照射したポリエチレンから、POD摩耗試験用の円筒形のピン(直径9mm、長さ13mm)を機械加工した。これらの試料をビタミンE(α−トコフェロール)で、空気中、室温で16時間ドーピングした。ドーピングに続いて、試料をさらに線量27kGyでガンマ線滅菌した。これらの2群は、総放射線量が92および127kGyであり、それぞれα−T−92およびα−T−127と呼ぶ。
固化させたGUR 1050UHMWPEバー原料を、65kGyおよび100kGyにガンマ線照射した。これらの照射したポリエチレンから、POD摩耗試験用の円筒形のピン(直径9mm、長さ13mm)および促進エージングおよび酸化試験用の立方体(2cm)を機械加工した。これらの試料をビタミンE(α−T)で、空気中、室温で16時間ドーピングした。ドーピングに続いて、試料をさらに線量27kGyでガンマ線滅菌した。これらの2群は、総放射線量が92および127kGyであり、それぞれα−T−92およびα−T−127と呼ぶ。
スラブ圧縮成形したGUR 1050UHMWPEブロック(Perplas Ltd., Lancashire, UK)(直径3”)を、真空中で線量111kGyにガンマ線照射した(Steris Isomedix, Northborough, MA)。次いで、これらのブロックを半立方体(2cmx2cmx1cm)に機械加工した。
架橋密度測定は、動的機械的分析装置(DMA 7e, Perkin Elmer, Wellesley, MA)により行った。UHMWPEの長方形断片を歯科用セメント中に固定し、薄い部分(厚さ2mm)にスライスした。分析すべきこれらの薄い部分から小さな部分(2mmx2mm)をレーザーブレードにより切り取った。これらの小片をDMAの石英プローブの下に配置し、試料の初期高さを記録した。次いで、プローブをキシレン中に浸漬し、続いて130℃に加熱し、45分間保持した。UHMWPE試料を、沸騰キシレン中で平衡に達する(重量変動0.1%未満)まで膨潤させた。最終的な重量を記録した。
架橋密度および架橋間の分子量を、例29に記載するようにして、I−HPCCIおよびI−HPCWIに関して計算し、これら2種類のUHMWPE間の、温照射工程における無定形相の増加による架橋の差を調査した(表6参照)。
他に指示がない限り、本明細書で使用する実験には、ビタミンE(Acros(商品名)99%D−α−トコフェロール、Fisher Brand)を使用した。使用したビタミンEは、色が非常に明るい黄色であり、室温で粘性の液体である。その融点は2〜3℃である。
圧縮成形したGUR 1050UHMWPEを、薄い部分(直径約90mm、厚さ3.2mm)に機械加工した。薄い部分の一つをα−トコフェロール中に、部分真空窒素下、132℃で5時間入れた。次いで、この部分をα−トコフェロールから取り出し、表面を綿ガーゼで拭い、清浄にした。次いで、この薄い部分を132℃で48時間、部分真空窒素下に置いた。試料中のα−トコフェロールプロファイルを、例7に記載するようにして、測定した。このプロファイルは、一様で、試料の厚さに沿って16地点から取った平均α−トコフェロール指数が0.92±0.10であった。固化させたGUR 1050の、同じ寸法の薄い部分を、α−トコフェロールでドーピングしていない比較試料として使用した。
圧縮成形したGUR 1050UHMWPEブロック(直径3”、長さ3’)を100kGyに照射した。このブロックから、薄い部分(厚さ3.2mm)を機械加工した。ブロックの薄い部分の一つをα−トコフェロール中に、部分真空窒素下、136℃で72時間入れた。ブロックの薄い部分をα−トコフェロールから取り出し、表面を綿ガーゼで拭い、清浄にした。次いで、この薄い部分を136℃で100時間、部分真空窒素下に置いた。α−トコフェロールプロファイルを、例7に記載するようにして、測定した。このプロファイルは、一様で(図15参照)、試料の厚さに沿って16地点から取った平均α−トコフェロール指数が3.33±0.22であった。100kGy照射したGUR 1050UHMWPEの薄い部分を、α−トコフェロールでドーピングしていない比較試料として使用した。
高圧結晶化されたUHMWPEの機械的特性に対するビタミンEの影響を測定した。ビタミンE(α−トコフェロール)をGUR 1050UHMWPE粉末と0.1重量%濃度で混合し、固化させた。UHMWPEは、圧縮成形によりブロックに固化させた。
照射したUHMWPEの機械的および摩耗特性に対するビタミンEの影響を測定した。ビタミンE(α−トコフェロール)をGUR 1050UHMWPE粉末と濃度0.1重量%で混合し、固化させた。UHMWPEは、圧縮成形によりブロックに固化させた。
高圧結晶化させた、照射したUHMWPEの機械的特性に対するビタミンEの影響。ビタミンE(α−トコフェロール)をGUR 1050UHMWPE粉末と濃度0.1重量%で混合し、固化させたものを測定した。UHMWPEは、圧縮成形によりブロックに固化させた。
照射したUHMWPEのクロス効率に対するビタミンEの影響を測定した。ビタミンE(α−トコフェロール)をGUR 1050UHMWPE粉末と濃度0.1、0.3および1.0重量%で混合し、固化させた。UHMWPEは、圧縮成形によりブロックに固化させた。比較試料として、未処理UHMWPEを使用した。
直径約2”、高さ2”のブロックを、GUR 1050ラム押出した原料から機械加工し、水中の圧力チャンバー中に入れた。このブロックを185℃に5時間加熱し、次いで、等温的に45,000psiに加圧した。圧力および温度を一定に5時間保持した。加圧サイクルが完了した時点で、試料を加圧下で室温に冷却した。続いて、圧力を解除した。
直径約2”、高さ3”のブロックを、GUR 1050ラム押出した原料から機械加工し、水中の圧力チャンバー中に入れる。このブロックを185℃に5時間加熱し、次いで、等温的に45,000psiに加圧する。圧力および温度を一定に5時間保持する。加圧サイクルが完了した時点で、試料を加圧下で室温に冷却する。続いて、圧力を解除する。
直径約2”、高さ3”のブロックを、GUR 1050ラム押出した原料から機械加工し、水中の圧力チャンバー中に入れる。このブロックを185℃に5時間加熱し、次いで、等温的に45,000psiに加圧する。圧力および温度を一定に5時間保持する。加圧サイクルが完了した時点で、試料を加圧下で室温に冷却する。続いて、圧力を解除する。
直径約2”、高さ3”のブロックを、圧縮成形したGUR 1050UHMWPEから機械加工し、120℃で65kGyに電子線照射し、続いて融解させた。このブロックを水中の圧力チャンバー中に入れた。このブロックを195℃に5時間加熱し、次いで、等温的に52,000psiに加圧した。圧力および温度を一定に5時間保持した。加圧サイクルが完了した時点で、試料を加圧下で室温に冷却する。続いて、圧力を解除する。
ラム押出した、または熱的にアニーリングしたGUR 1050UHMWPE原料から機械加工した、高度に架橋した医療用装置、例えば頸骨膝挿入物または圧力寛骨臼ライナー、を水中の圧力チャンバー中に入れる。このライナーを195℃に5時間加熱し、次いで、等温的に60,000psiに加圧する。圧力および温度を一定に5時間保持した。加圧サイクルが完了した時点で、試料を加圧下で室温に冷却する。続いて、圧力を解除する。
医療用装置、例えば頸骨膝挿入物または圧力寛骨臼ライナー、をUHMWPE原料から機械加工する。この装置を、不活性環境中、電子線またはガンマ線で65または100kGyに照射する。続いて、この装置をα−トコフェロールでドーピングする。次いで、この装置を水中の圧力チャンバー中に入れる。この装置を195℃に5時間加熱し、次いで、等温的に45,000psi、好ましくは55,000psiに加圧する。圧力および温度を一定に5時間保持する。加圧サイクルが完了した時点で、試料を加圧下で室温に冷却する。続いて、圧力を解除する。
医療用装置、例えば頸骨膝挿入物または圧力寛骨臼ライナー、をUHMWPE原料から機械加工する。この装置を、不活性環境中、電子線またはガンマ線で65または100kGyに照射する。続いて、この装置をα−トコフェロールでドーピングする。次いで、この装置を水中の圧力チャンバー中に入れる。この装置を先ず少なくとも45,000psi、好ましくは55,000psiに加圧し、続いて195℃に5時間加熱する。圧力および温度を一定に5時間保持する。加圧サイクルが完了した時点で、試料を加圧下で室温に冷却する。続いて、圧力を解除する。
UHMWPE原料をアニーリングし、UHMWPE粉末を固化させる際に取り込まれた熱的応力を低下させる。アニーリングは、下記のように行う、すなわち130℃に加熱し、5時間保持し、1℃/時間で125℃に冷却させ、5時間保持し、1℃/時間で120℃に冷却させ、5時間保持し、1℃/時間で115℃に冷却させ、5時間保持し、1℃/時間で110℃に冷却させ、5時間保持し、1℃/時間で105℃に冷却させ、5時間保持し、1℃/時間で100℃に冷却させ、5時間保持し、1℃/時間で室温に冷却する。
UHMWPE原料をアニーリングし、UHMWPE粉末を固化させる際に取り込まれた熱的応力を低下させる。アニーリングは、下記のように行う、すなわち130℃に加熱し、5時間保持し、1℃/時間で125℃に冷却させ、5時間保持し、1℃/時間で120℃に冷却させ、5時間保持し、1℃/時間で115℃に冷却させ、5時間保持し、1℃/時間で110℃に冷却させ、5時間保持し、1℃/時間で105℃に冷却させ、5時間保持し、1℃/時間で100℃に冷却させ、5時間保持し、1℃/時間で室温に冷却する。
Claims (4)
- 高結晶性の架橋された超高分子量ポリエチレンを製造する方法であって、
a)超高分子量ポリエチレンをその融点よりも高い温度に加熱する前に、前記超高分子量ポリエチレンを、少なくとも10〜1000MPa下で加圧し、
b)前記超高分子量ポリエチレンを前記圧力および前記温度に保持し、
c)前記加熱された超高分子量ポリエチレンを冷却し、
d)圧力を解除して、高結晶性の超高分子量ポリエチレンを形成し、
e)前記高結晶性の超高分子量ポリエチレンに、その融点よりも低いまたは高い温度で、イオン化放射線を照射し、それによって、高結晶性の架橋された超高分子量ポリエチレンを形成し、
f)前記高結晶性の架橋された超高分子量ポリエチレンに、1またはそれ以上の酸化防止剤を拡散によりドーピングし、
g)前記酸化防止剤がドーピングされた、高結晶性の架橋された超高分子量ポリエチレンを、その融点よりも低いまたは高い温度でアニーリングし、それによって酸化防止剤がドーピングされ、かつ均質化された高結晶性の架橋された超高分子量ポリエチレンを形成する、ことを含んでなる、方法。 - 架橋された超高分子量ポリエチレンの高結晶性ブレンドを製造する方法であって、
a)超高分子量ポリエチレンと、1またはそれ以上の添加剤とをブレンドし、
b)前記ブレンドをその融点よりも高い温度に加熱する前に、前記ブレンドを、少なくとも10〜1000MPa下で加圧し、
c)前記ブレンドを前記圧力および前記温度に保持し、
d)前記加熱されたブレンドを冷却し、
e)圧力を解除して、超高分子量ポリエチレンの高結晶性ブレンドを形成し、
f)前記超高分子量ポリエチレンの高結晶性ブレンドに、その融点よりも低いまたは高い温度で、イオン化放射線を照射し、それによって、架橋された超高分子量ポリエチレンの高結晶性ブレンドを形成する、ことを含んでなる、方法。 - 噛み合わされたハイブリッド材料の架橋高結晶化ブレンドを製造する方法であって、
a)超高分子量ポリエチレンと1またはそれ以上の添加剤とをブレンドし、それにより超高分子量ポリエチレンブレンドを形成し、
b)前記超高分子量ポリエチレンブレンドに第二の材料の対向面を接触させて、ハイブリッド材料を形成し、
c)前記超高分子量ポリエチレンブレンドを前記超高分子量ポリエチレンの融点よりも高い温度に加熱する前に、前記超高分子量ポリエチレンブレンドを、少なくとも10〜1000MPa下で加圧し、それにより、前記超高分子量ポリエチレンブレンドと前記第二の材料との界面を有する噛み合わされたハイブリッド材料の高結晶化ブレンドを形成し、
d)前記噛み合わされたハイブリッド材料を、前記圧力および前記温度に保持し、
e)加熱された前記噛み合わされたハイブリッド材料のブレンドを冷却し、
f)圧力を解除し、それによって、噛み合わされたハイブリッド材料の高結晶化ブレンドを形成し、
g)前記噛み合わされたハイブリッド材料に、前記高結晶性ブレンドの融点よりも低いまたは高い温度で、イオン化放射線を照射し、それによって、噛み合わされたハイブリッド材料の架橋高結晶化ブレンドを形成する、方法。 - 高結晶性の架橋された超高分子量ポリエチレンを製造する方法であって、
a)超高分子量ポリエチレンと1またはそれ以上の添加剤とをブレンドし、
b)前記超高分子量ポリエチレンブレンドをその融点よりも高い温度に加熱する前に、前記超高分子量ポリエチレンブレンドを、少なくとも10〜1000MPa下で加圧し、
c)前記超高分子量ポリエチレンブレンドを、前記圧力および前記温度に保持し、
d)加熱された前記超高分子量ポリエチレンブレンドを冷却し、
e)圧力を解除し、それによって、高結晶性超高分子量ポリエチレンブレンドを形成し、
f)前記高結晶性超高分子量ポリエチレンブレンドに、その融点よりも低いまたは高い温度で、イオン化放射線を照射し、それによって、高結晶化の架橋された超高分子量ポリエチレンブレンドを形成し、
g)前記高結晶性の架橋された超高分子量ポリエチレンブレンドを機械的に変形して、残留フリーラジカルを除去し、
h)前記機械的に変形した高結晶性の架橋された超高分子量ポリエチレンブレンドを、その融点よりも低い温度でアニーリングし、それによって、残留フリーラジカルが除去された高結晶性の架橋された超高分子量ポリエチレンブレンドを形成する、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US54107304P | 2004-02-03 | 2004-02-03 | |
| US60/541,073 | 2004-02-03 | ||
| PCT/US2005/003305 WO2005074619A2 (en) | 2004-02-03 | 2005-02-03 | Highly crystalline cross-linked oxidation-resistant polyethylene |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007520620A JP2007520620A (ja) | 2007-07-26 |
| JP2007520620A5 JP2007520620A5 (ja) | 2008-02-28 |
| JP4813377B2 true JP4813377B2 (ja) | 2011-11-09 |
Family
ID=34837455
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006552224A Active JP4813377B2 (ja) | 2004-02-03 | 2005-02-03 | 耐酸化性の高結晶性架橋ポリエチレン |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US8426486B2 (ja) |
| EP (2) | EP3111895B1 (ja) |
| JP (1) | JP4813377B2 (ja) |
| AU (2) | AU2005209868B8 (ja) |
| CA (1) | CA2554777C (ja) |
| WO (1) | WO2005074619A2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010000221A (ja) * | 2008-06-20 | 2010-01-07 | Nakashima Medical Co Ltd | 人工関節用摺動部材の成形方法及びこの方法によって成形された人工関節用摺動部材 |
| JP7221566B1 (ja) | 2022-05-26 | 2023-02-14 | Natural Mountain Monkeys株式会社 | 載置台 |
Families Citing this family (70)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8845672B2 (en) | 2002-05-09 | 2014-09-30 | Reshape Medical, Inc. | Balloon system and methods for treating obesity |
| DE602004025030D1 (de) | 2003-06-27 | 2010-02-25 | Abs Corp | System für fussgelenksarthroplastie |
| EP3111895B1 (en) | 2004-02-03 | 2019-09-04 | The General Hospital Corporation | Highly crystalline cross-linked oxidation-resistant polyethylene |
| CA2565849C (en) * | 2004-05-11 | 2013-01-29 | The General Hospital Corporation Dba Massachusetts General Hospital | Methods for making oxidation resistant polymeric material |
| US7344672B2 (en) | 2004-10-07 | 2008-03-18 | Biomet Manufacturing Corp. | Solid state deformation processing of crosslinked high molecular weight polymeric materials |
| US8262976B2 (en) * | 2004-10-07 | 2012-09-11 | Biomet Manufacturing Corp. | Solid state deformation processing of crosslinked high molecular weight polymeric materials |
| US7462318B2 (en) | 2004-10-07 | 2008-12-09 | Biomet Manufacturing Corp. | Crosslinked polymeric material with enhanced strength and process for manufacturing |
| EP2172229B1 (en) * | 2005-08-18 | 2014-07-16 | Zimmer GmbH | Ultra high molecular weight polyethylene articles and methods of forming ultra high molecular weight polyethylene articles |
| EP1919983B1 (en) * | 2005-08-22 | 2011-10-19 | The General Hospital Corporation Dba Massachusetts General Hospital | Oxidation resistant homogenized polymeric material |
| AU2006283596B2 (en) * | 2005-08-22 | 2012-10-11 | The General Hospital Corporation | Highly crystalline polyethylene |
| AU2013200195B2 (en) * | 2005-08-22 | 2014-12-04 | The General Hospital Corporation | Highly crystalline polyethylene |
| US20070100368A1 (en) | 2005-10-31 | 2007-05-03 | Quijano Rodolfo C | Intragastric space filler |
| US7635725B2 (en) | 2006-02-21 | 2009-12-22 | The Brigham And Women's Hospital, Inc. | Crosslinked polymers |
| US7998404B2 (en) | 2006-07-13 | 2011-08-16 | Advanced Cardiovascular Systems, Inc. | Reduced temperature sterilization of stents |
| CN103223702B (zh) * | 2006-10-30 | 2018-06-22 | 施乐辉骨科用品股份公司 | 包括交联聚乙烯或使用已交联聚乙烯的方法 |
| EP2460636A1 (en) * | 2006-10-30 | 2012-06-06 | Smith & Nephew Orthopaedics AG | Processes comprising crosslinking polyethylene or using crosslinked polyethylene |
| CA2679274C (en) | 2007-03-02 | 2018-02-20 | The General Hospital Corporation | Cross-linking of antioxidant-containing polymers |
| ATE544476T1 (de) | 2007-04-10 | 2012-02-15 | Zimmer Inc | Antioxidans-stabilisiertes vernetztes ultrahochmolekulares polyethylen für anwendungen in medizinprodukten |
| US8664290B2 (en) | 2007-04-10 | 2014-03-04 | Zimmer, Inc. | Antioxidant stabilized crosslinked ultra-high molecular weight polyethylene for medical device applications |
| US8142469B2 (en) | 2007-06-25 | 2012-03-27 | Reshape Medical, Inc. | Gastric space filler device, delivery system, and related methods |
| US8641959B2 (en) | 2007-07-27 | 2014-02-04 | Biomet Manufacturing, Llc | Antioxidant doping of crosslinked polymers to form non-eluting bearing components |
| JP6223653B2 (ja) | 2007-09-04 | 2017-11-01 | スミス・アンド・ネフュー・オルソペディクス・アーゲー | 関節面用の超高分子量ポリエチレン |
| EP2249887B1 (en) * | 2008-01-30 | 2017-06-21 | Zimmer, Inc. | Othopedic component of low stiffness |
| US8586667B2 (en) | 2008-05-13 | 2013-11-19 | Smith & Nephew Orthopaedics Ag | Oxidation resistant highly-crosslinked UHMWPE |
| GB0812890D0 (en) * | 2008-07-11 | 2008-08-20 | Smith & Nephew Orthopaedics Ag | Compositions and methods of making compositions |
| DE102008053793A1 (de) | 2008-10-21 | 2010-04-22 | Aesculap Ag | Antioxidativ wirksames, synthetisches Polymermaterial |
| WO2010057644A1 (en) * | 2008-11-20 | 2010-05-27 | Zimmer Gmbh | Polyethylene materials |
| WO2010096771A2 (en) | 2009-02-20 | 2010-08-26 | The General Hospital Corporation Dba | High temperature melting |
| US9174031B2 (en) | 2009-03-13 | 2015-11-03 | Reshape Medical, Inc. | Device and method for deflation and removal of implantable and inflatable devices |
| US8840952B2 (en) | 2009-04-03 | 2014-09-23 | Reshape Medical, Inc. | Intragastric space fillers and methods of manufacturing including in vitro testing |
| US20120070600A1 (en) * | 2009-05-20 | 2012-03-22 | Muratoglu Orhun K | Metods of preventing oxidation |
| JP4806717B2 (ja) * | 2009-06-25 | 2011-11-02 | 株式会社沖データ | 画像処理システム |
| US9358143B2 (en) | 2009-07-22 | 2016-06-07 | Reshape Medical, Inc. | Retrieval mechanisms for implantable medical devices |
| US9604038B2 (en) | 2009-07-23 | 2017-03-28 | Reshape Medical, Inc. | Inflation and deflation mechanisms for inflatable medical devices |
| US9050174B2 (en) | 2009-07-23 | 2015-06-09 | Reshape Medical, Inc. | Deflation and removal of implantable medical devices |
| EP2480279A4 (en) | 2009-09-24 | 2017-11-15 | Reshape Medical, Inc. | Normalization and stabilization of balloon surfaces for deflation |
| US20110111359A1 (en) * | 2009-11-09 | 2011-05-12 | Weathers Jr Arthur Kitchings | Dental extracted tooth replacement method |
| GB0922339D0 (en) | 2009-12-21 | 2010-02-03 | Mcminn Derek J W | Acetabular cup prothesis and introducer thereof |
| WO2011097637A1 (en) | 2010-02-08 | 2011-08-11 | Reshape Medical, Inc. | Materials and methods for improved intragastric balloon devices |
| EP2533845A4 (en) | 2010-02-08 | 2016-04-06 | Reshape Medical Inc | IMPROVED AND REINFORCED EXTRACTION METHOD AND MECHANISMS FOR INTRAGASTRAL DEVICES |
| EP2539011A4 (en) | 2010-02-25 | 2014-03-26 | Reshape Medical Inc | IMPROVED AND REINFORCED EXPLANT PROCESSES AND MECHANISMS FOR INTRAGASTRAL DEVICES |
| US9629740B2 (en) | 2010-04-06 | 2017-04-25 | Reshape Medical, Inc. | Inflation devices for intragastric devices with improved attachment and detachment and associated systems and methods |
| US8399535B2 (en) | 2010-06-10 | 2013-03-19 | Zimmer, Inc. | Polymer [[s]] compositions including an antioxidant |
| US8986590B2 (en) * | 2010-07-16 | 2015-03-24 | Sekisui Chemical Co., Ltd. | Polymer article and method for producing polymer article |
| US8966868B2 (en) * | 2011-05-09 | 2015-03-03 | Abbott Cardiovascular Systems Inc. | Methods of stabilizing molecular weight of polymer stents after sterilization |
| WO2013174782A1 (en) * | 2012-05-22 | 2013-11-28 | Total Research & Technology Feluy | Process for preparing a polymeric product |
| US9586370B2 (en) * | 2013-08-15 | 2017-03-07 | Biomet Manufacturing, Llc | Method for making ultra high molecular weight polyethylene |
| WO2015050851A1 (en) | 2013-10-01 | 2015-04-09 | Zimmer, Inc. | Polymer compositions comprising one or more protected antioxidants |
| US10220547B2 (en) | 2013-10-17 | 2019-03-05 | The General Hospital Corporation | Peroxide cross-linking and high temperature melting |
| WO2015095790A1 (en) * | 2013-12-20 | 2015-06-25 | The Brigham And Women's Hospital, Inc. | Ductile crosslinked polymers and methods of making the same |
| WO2015138137A1 (en) | 2014-03-12 | 2015-09-17 | Zimmer, Inc. | Melt-stabilized ultra high molecular weight polyethylene and method of making the same |
| US20150368375A1 (en) | 2014-06-24 | 2015-12-24 | Biomet Manufacturing, Llc | Methods For Making Crosslinked Ultra High Molecular Weight Polyethylene |
| WO2016090084A1 (en) | 2014-12-03 | 2016-06-09 | Zimmer, Inc. | Antioxidant-infused ultra high molecular weight polyethylene |
| CN107667137A (zh) * | 2015-03-25 | 2018-02-06 | 捷迈有限公司 | 熔融稳定的超高分子量聚乙烯 |
| CN108348306B (zh) | 2015-11-02 | 2021-01-15 | 3M创新有限公司 | 具有连续形状记忆的正畸器具 |
| WO2017136726A1 (en) | 2016-02-05 | 2017-08-10 | The General Hospital Corporation | Drug eluting polymer composed of biodegradable polymers applied to surface of medical device |
| EP3452119A1 (en) | 2016-05-02 | 2019-03-13 | The General Hospital Corporation | Implant surfaces for pain control |
| US11667762B2 (en) | 2017-08-29 | 2023-06-06 | The General Hospital Corporation | UV-initiated reactions in polymeric materials |
| EP3694562A2 (en) * | 2017-10-13 | 2020-08-19 | Edwards Lifesciences Corporation | Method for sterilizing heart valves |
| WO2020118175A1 (en) * | 2018-12-07 | 2020-06-11 | Massachusetts Institute Of Technology | Irradiated polymers in building materials for concrete forming |
| US11376128B2 (en) | 2018-12-31 | 2022-07-05 | Depuy Ireland Unlimited Company | Acetabular orthopaedic prosthesis and method |
| WO2020172269A1 (en) * | 2019-02-20 | 2020-08-27 | Dps Joint Coatings, Llc | Lubricious coatings for medical devices |
| CN110564035A (zh) * | 2019-08-02 | 2019-12-13 | 浙江晟祺实业有限公司 | 一种超高分子量聚乙烯复合材料及其制备方法 |
| CA3150923A1 (en) * | 2019-08-16 | 2021-02-25 | Exxonmobil Upstream Research Company | Methods of manufacturing highly crosslinked polymer particulate |
| US11628066B2 (en) | 2019-12-11 | 2023-04-18 | Depuy Ireland Unlimited Company | Ceramic acetabular shell liner with a metal ring having a lead-in surface |
| US11291549B2 (en) | 2019-12-11 | 2022-04-05 | Depuy Ireland Unlimited Company | Ceramic acetabular shell liners with augments |
| DE102021103016A1 (de) | 2021-02-09 | 2022-08-11 | Aesculap Ag | Verfahren zur Herstellung eines Gleitflächenelements, Gleitflächenelement und Kniegelenkendoprothese |
| US11970600B2 (en) | 2021-03-31 | 2024-04-30 | The General Hospital Corporation | Di-cumyl peroxide crosslinking of UHMWPE |
| US12042389B2 (en) | 2021-04-30 | 2024-07-23 | Depuy Ireland Unlimited Company | Apparatus and method for installing an acetabular liner on an acetabular cup |
| DE102021117155A1 (de) | 2021-07-02 | 2023-01-05 | Aesculap Ag | Verfahren und System zur Herstellung von Formkörpern auf Basis von vernetztem UHMWPE sowie Formkörper auf Basis von vernetztem UHMWPE |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07502290A (ja) * | 1991-11-27 | 1995-03-09 | デピユイ・オーソピーデイクス・インコーポレーテツド | 超高分子量のリニアポリエチレン,製品および製造方法 |
| WO2003059200A1 (en) * | 2002-01-04 | 2003-07-24 | Massachusetts General Hospital | A high modulus crosslinked polyethylene with reduced residual free radical concentration prepared below the melt |
| JP2003530957A (ja) * | 2000-04-27 | 2003-10-21 | ザ オーソピーディック ホスピタル | 人工関節用の耐酸化性及び耐摩耗性ポリエチレン及び該ポリエチレンの製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6371985B1 (en) | 1995-03-09 | 2002-04-16 | Robert S. Goldberg | Prostheses restrained by immediate attachment while ingrowth proceeds naturally over time |
| ES2243980T3 (es) * | 1996-02-13 | 2005-12-01 | Massachusetts Institute Of Technology | Dispositivos de protesis de polietileno de ultra alto peso molecular tratados por fusion y radiacion. |
| US5879400A (en) | 1996-02-13 | 1999-03-09 | Massachusetts Institute Of Technology | Melt-irradiated ultra high molecular weight polyethylene prosthetic devices |
| US5827904A (en) * | 1996-09-27 | 1998-10-27 | Hahn; David | Medical implant composition |
| US6017975A (en) * | 1996-10-02 | 2000-01-25 | Saum; Kenneth Ashley | Process for medical implant of cross-linked ultrahigh molecular weight polyethylene having improved balance of wear properties and oxidation resistance |
| AU4986497A (en) * | 1996-10-15 | 1998-05-11 | Orthopaedic Hospital, The | Wear resistant surface-gradient cross-linked polyethylene |
| FI110063B (fi) * | 1998-12-11 | 2002-11-29 | Antti Yli-Urpo | Uusi bioaktiivinen tuote ja sen käyttö |
| SE9900519D0 (sv) * | 1999-02-17 | 1999-02-17 | Lars Lidgren | A method for the preparation of UHMWPE doped with an antioxidant and an implant made thereof |
| US6620198B2 (en) * | 1999-10-07 | 2003-09-16 | Exactech, Inc. | Composite bearing inserts for total knee joints |
| AU9319201A (en) | 2000-09-29 | 2002-04-08 | Depuy Orthopaedics Inc | Supercritical fluid treatment of irradiated polyethylene |
| US6818172B2 (en) * | 2000-09-29 | 2004-11-16 | Depuy Products, Inc. | Oriented, cross-linked UHMWPE molding for orthopaedic applications |
| US20050146070A1 (en) * | 2002-06-21 | 2005-07-07 | Massachusetts General Hospital | Meta lback or mesh crosslinking |
| EP2664299A1 (en) | 2003-01-16 | 2013-11-20 | Massachusetts General Hospital | Methods For Making Oxidation Resistant Polymeric Material |
| EP3111895B1 (en) | 2004-02-03 | 2019-09-04 | The General Hospital Corporation | Highly crystalline cross-linked oxidation-resistant polyethylene |
| AU2006283596B2 (en) * | 2005-08-22 | 2012-10-11 | The General Hospital Corporation | Highly crystalline polyethylene |
| US8293811B2 (en) * | 2007-01-25 | 2012-10-23 | The General Hospital Corporation | Methods for making oxidation-resistant cross-linked polymeric materials |
| US8872847B2 (en) | 2008-08-28 | 2014-10-28 | Google Inc. | Architectures and methods for creating and representing time-dependent imagery |
| US9702220B2 (en) | 2012-02-21 | 2017-07-11 | Onesubsea Ip Uk Limited | Well tree hub and interface for retrievable processing modules |
-
2005
- 2005-02-03 EP EP16182409.9A patent/EP3111895B1/en active Active
- 2005-02-03 AU AU2005209868A patent/AU2005209868B8/en active Active
- 2005-02-03 CA CA2554777A patent/CA2554777C/en active Active
- 2005-02-03 WO PCT/US2005/003305 patent/WO2005074619A2/en active Application Filing
- 2005-02-03 JP JP2006552224A patent/JP4813377B2/ja active Active
- 2005-02-03 US US10/597,652 patent/US8426486B2/en active Active
- 2005-02-03 EP EP05712671.6A patent/EP1720485B8/en active Active
-
2010
- 2010-08-27 AU AU2010214686A patent/AU2010214686B2/en active Active
-
2013
- 2013-03-14 US US13/826,636 patent/US9168683B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07502290A (ja) * | 1991-11-27 | 1995-03-09 | デピユイ・オーソピーデイクス・インコーポレーテツド | 超高分子量のリニアポリエチレン,製品および製造方法 |
| JP2003530957A (ja) * | 2000-04-27 | 2003-10-21 | ザ オーソピーディック ホスピタル | 人工関節用の耐酸化性及び耐摩耗性ポリエチレン及び該ポリエチレンの製造方法 |
| WO2003059200A1 (en) * | 2002-01-04 | 2003-07-24 | Massachusetts General Hospital | A high modulus crosslinked polyethylene with reduced residual free radical concentration prepared below the melt |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010000221A (ja) * | 2008-06-20 | 2010-01-07 | Nakashima Medical Co Ltd | 人工関節用摺動部材の成形方法及びこの方法によって成形された人工関節用摺動部材 |
| JP7221566B1 (ja) | 2022-05-26 | 2023-02-14 | Natural Mountain Monkeys株式会社 | 載置台 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005074619A3 (en) | 2006-11-02 |
| AU2005209868B2 (en) | 2010-05-27 |
| CA2554777C (en) | 2012-10-09 |
| JP2007520620A (ja) | 2007-07-26 |
| AU2010214686A1 (en) | 2010-09-16 |
| US8426486B2 (en) | 2013-04-23 |
| EP3111895B1 (en) | 2019-09-04 |
| WO2005074619A2 (en) | 2005-08-18 |
| EP1720485A2 (en) | 2006-11-15 |
| CA2554777A1 (en) | 2005-08-18 |
| EP1720485B8 (en) | 2016-10-12 |
| US9168683B2 (en) | 2015-10-27 |
| EP1720485A4 (en) | 2012-01-25 |
| EP3111895A1 (en) | 2017-01-04 |
| US20070265369A1 (en) | 2007-11-15 |
| EP1720485B1 (en) | 2016-08-03 |
| AU2010214686B2 (en) | 2011-05-26 |
| AU2005209868A1 (en) | 2005-08-18 |
| AU2005209868B8 (en) | 2010-06-03 |
| US20130245773A1 (en) | 2013-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4813377B2 (ja) | 耐酸化性の高結晶性架橋ポリエチレン | |
| JP5452920B2 (ja) | 高結晶性ポリエチレン | |
| JP5535650B2 (ja) | 耐酸化性架橋重合体状材料の製造方法 | |
| JP5763115B2 (ja) | 耐酸化性の均質化した重合体状材料 | |
| JP5248107B2 (ja) | 耐酸化性重合体状材料の製造方法 | |
| JP5122126B2 (ja) | 耐酸化性ポリマー物質の製造方法 | |
| JP2010529213A (ja) | 酸化防止剤含有ポリマーの架橋 | |
| US20140272383A1 (en) | Highly crystalline polyethylene | |
| AU2013200385B2 (en) | Highly crystalline polyethylene | |
| AU2013200195B2 (en) | Highly crystalline polyethylene |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080110 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110218 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110513 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110520 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110617 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110729 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110824 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4813377 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |