JP4703448B2 - Resin bond wire saw - Google Patents
Resin bond wire saw Download PDFInfo
- Publication number
- JP4703448B2 JP4703448B2 JP2006079269A JP2006079269A JP4703448B2 JP 4703448 B2 JP4703448 B2 JP 4703448B2 JP 2006079269 A JP2006079269 A JP 2006079269A JP 2006079269 A JP2006079269 A JP 2006079269A JP 4703448 B2 JP4703448 B2 JP 4703448B2
- Authority
- JP
- Japan
- Prior art keywords
- resin bond
- conductive particles
- abrasive grains
- resin
- metal layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Landscapes
- Polishing Bodies And Polishing Tools (AREA)
Description
本発明は、マルチ切断加工に用いられるレジンボンドワイヤソーに関する。 The present invention relates to a resin bond wire saw used for multi-cutting.
固定砥粒ワイヤソーを用いた、サファイア、炭化珪素、セラミックス等の硬質被削材のマルチ切断加工において、高能率で精度良く切断するためには,砥粒と被削材表面での滑りを発生させずに被削材にいかに砥粒を食い込ませるかが重要である。
しかし、レジンボンドワイヤソーでは、被削材が硬いと砥粒がボンド中に沈み込みやすいため,食い込みが充分でない。また、研削時に被削材と砥粒との間で発生した摩擦熱によってレジンボンドが軟化してしまい、さらに砥粒が沈み込みやすくなる。
In the multi-cutting of hard work materials such as sapphire, silicon carbide, ceramics, etc. using a fixed abrasive wire saw, in order to cut with high efficiency and accuracy, slip between the abrasive grains and the work surface is generated. It is important how the abrasive grains are made to penetrate into the work material.
However, in a resin bond wire saw, if the work material is hard, the abrasive grains are likely to sink into the bond, so that the bite is not sufficient. Further, the resin bond is softened by the frictional heat generated between the work material and the abrasive grains during grinding, and the abrasive grains are more likely to sink.
砥粒の食い込みを向上させるための手段としては、砥粒の固定力を高めて砥粒の沈み込みを抑制することが考えられる。そのため、このような硬質材料の切断においては,砥粒をニッケルなどのメッキで砥粒を固定した電着ワイヤソーが使用されている。
しかし,この電着ワイヤソーは砥粒を適度に分散させて固定することが困難であり、かつ砥粒粒径の50%程度のメッキ層を形成する必要があるため製造速度が遅い。このため、品質安定が困難で、工具コストが高く、またワイヤーの柔軟性が低いために切断精度が悪く、加工時の断線発生率が高い。
砥粒の固定力を高めることを目的とした技術の一例が特許文献1、特許文献2、特許文献3、特許文献4に記載されている。
As a means for improving the biting of the abrasive grains, it is conceivable to increase the fixing force of the abrasive grains and suppress the sinking of the abrasive grains. For this reason, in the cutting of such a hard material, an electrodeposited wire saw in which the abrasive grains are fixed by plating such as nickel is used.
However, this electrodeposited wire saw is difficult to disperse and fix abrasive grains appropriately, and it is necessary to form a plating layer of about 50% of the grain size of the abrasive grains, so that the production rate is slow. For this reason, it is difficult to stabilize the quality, the tool cost is high, and the flexibility of the wire is low, so the cutting accuracy is poor, and the occurrence rate of disconnection during processing is high.
An example of a technique aimed at increasing the fixing force of abrasive grains is described in
特許文献1には、ワイヤソーの外周面を鍍金層で覆い、その鍍金層を樹脂層で覆ったものが記載されている。また、特許文献2、特許文献3には、金属粒子や無機粉末を樹脂層に含有させたワイヤソーが記載されている。また、特許文献4には、金属被覆砥粒を用いたレジンボンドワイヤソーが記載されている。
しかし、特許文献1に記載のものでは、電着により砥粒を固定するため砥粒を適度に分散させて固定することが困難であり、製造速度も上げることが困難であるという問題点がある。特許文献2、特許文献3に記載のものでは、金属粒子や無機粉末により樹脂強度を向上することはできるものの、硬質被削材切断において格段に砥粒固定力を高める効果はない。また、特許文献4に記載のものでは、金属被覆した超砥粒を用いることで砥粒と樹脂との接着強度を向上させることはできるものの、砥粒固定力を高める効果はない。
However, in the thing of
本発明は、以上の問題点を解決するためになされたもので、砥粒の食い込みを良くして、高精度、高能率での切断が可能なレジンボンドワイヤソーを提供することを目的とする。 The present invention has been made to solve the above-described problems, and an object of the present invention is to provide a resin bond wire saw that improves the biting of abrasive grains and can be cut with high accuracy and high efficiency.
以上の課題を解決するために、本発明のレジンボンドワイヤソーは、砥粒を樹脂で結合した砥粒層が芯線の周囲に設けられたレジンボンドワイヤソーにおいて、レジンボンド表面からの砥粒突出し量が平均砥粒粒径の10%以上40%以下であり、レジンボンド表面に前記砥粒突出し量の10%以上40%以下の厚みで金属層が被覆されていることを特徴とする。 In order to solve the above-mentioned problems, the resin bond wire saw of the present invention is a resin bond wire saw in which an abrasive grain layer in which abrasive grains are bonded with a resin is provided around a core wire. The average abrasive grain diameter is 10% or more and 40% or less, and the resin layer surface is coated with a metal layer with a thickness of 10% or more and 40% or less of the abrasive grain protrusion amount.
レジンボンド表面に砥粒突出し量の10%以上40%以下の厚みで金属層が被覆されていることによって、砥粒の固定力が高まり、研削の際の被削材への砥粒の食い込みが良くなり、高精度、かつ高能率での切断が可能となる。しかも、レジンボンドで砥粒を固定するため、品質が安定し製造速度を高速にすることができる。 The resin bond surface is coated with a metal layer with a thickness of 10% or more and 40% or less of the protruding amount of abrasive grains, so that the fixing force of the abrasive grains is increased, and the abrasive grains bite into the work material during grinding. It becomes better, and cutting with high accuracy and high efficiency becomes possible. Moreover, since the abrasive grains are fixed with resin bonds, the quality is stable and the production speed can be increased.
砥粒突出し量が平均砥粒粒径の10%未満では切れ味が悪く、40%を超えると砥粒保持力が小さくなり脱落が発生しやすい。また、金属層の厚みが砥粒突出し量の10%未満では金属層を設けた効果が低く、40%を超えると砥粒の突出し量が小さくなるため、切れ味が低下し、ワイヤソーの柔軟性も低下して断線率が高くなる。 When the abrasive protrusion is less than 10% of the average abrasive grain size, the sharpness is poor, and when it exceeds 40%, the abrasive holding force is reduced and the falling off tends to occur. Moreover, if the thickness of the metal layer is less than 10% of the protruding amount of the abrasive grains, the effect of providing the metal layer is low. Decreases and the disconnection rate increases.
本発明においては、金属層の厚みが5μm以下であることを特徴とする。
金属層の厚みが5μm以下であれば金属層を設けたことによる捻回強度の低下量が小さい。金属層の厚みが5μmを超えると、捻回強度の低下量が大きくなって切断時の断線率が高くなり好ましくない。
In the present invention, the thickness of the metal layer is 5 μm or less.
When the thickness of the metal layer is 5 μm or less, the amount of decrease in twisting strength due to the provision of the metal layer is small. When the thickness of the metal layer exceeds 5 μm, the amount of decrease in the twisting strength is increased, and the disconnection rate at the time of cutting is increased, which is not preferable.
本発明においては、前記レジンボンド中に導電性粒子が含有されていることを特徴とする。
レジンボンド中に導電性粒子が含有されていることにより、砥粒の固定力をさらに高めることができる。導電性粒子として、銀、グラファイト、銅、ニッケル等の金属被覆を施したダイヤモンド砥粒などを用いることができる。導電性粒子を含有させることでワイヤソーが導電性を持ち、電解メッキにより金属層を形成することができる。このため、金属層と樹脂との接着強度を高めることができる。
The present invention is characterized in that conductive particles are contained in the resin bond.
By containing conductive particles in the resin bond, the fixing force of the abrasive grains can be further increased. As the conductive particles, diamond abrasive grains coated with a metal such as silver, graphite, copper, or nickel can be used. By including conductive particles, the wire saw has conductivity, and a metal layer can be formed by electrolytic plating. For this reason, the adhesive strength between the metal layer and the resin can be increased.
本発明においては、前記レジンボンド中に含有された導電性粒子の含有率が、レジンボンドと導電性粒子の合計体積の2体積%以上30体積%以下であり、かつ前記導電性粒子の平均粒径が砥粒平均粒径の30%以下であることを特徴とする。
砥粒固定力を上げるためには、導電性粒子はレジンボンド表面の砥粒周囲に存在することが重要であり、かつ、導電性粒子の存在によってレジンボンドが脆くなることを防止する必要がある。このためには、導電性粒子の含有量は30体積%以下であり、かつ導電性粒子の平均粒径が砥粒平均粒径の30%以下であることが好ましい。導電性粒子の含有量が2体積%未満であると、導電性が低く電解メッキにより均一に被覆できないため好ましくなく、30体積%を超えると砥粒数が多くなりレジンボンドが脆くなるため、ボンド強度が低下し、ワイヤソーの柔軟性を低下する。また、導電性粒子の平均粒径が粒径の平均粒径の30%を超えると、全体の砥粒数が減るため砥粒周囲に存在する粒子数が減少し、砥粒固定力効果が低下する。
In the present invention, the content of the conductive particles contained in the resin bond is 2% by volume to 30% by volume of the total volume of the resin bond and the conductive particles, and the average particle size of the conductive particles The diameter is 30% or less of the average grain size of the abrasive grains.
In order to increase the abrasive fixing force, it is important that the conductive particles exist around the abrasive grains on the surface of the resin bond, and it is necessary to prevent the resin bond from becoming brittle due to the presence of the conductive particles. . For this purpose, the content of the conductive particles is preferably 30% by volume or less, and the average particle size of the conductive particles is preferably 30% or less of the average particle size of the abrasive grains. If the content of the conductive particles is less than 2% by volume, it is not preferable because the conductivity is low and cannot be uniformly coated by electrolytic plating, and if it exceeds 30% by volume, the number of abrasive grains increases and the resin bond becomes brittle. The strength decreases and the flexibility of the wire saw decreases. Also, if the average particle size of the conductive particles exceeds 30% of the average particle size of the particle size, the total number of abrasive grains is reduced, so the number of particles existing around the abrasive grains is reduced, and the effect of fixing the abrasive grains is reduced. To do.
本発明においては、前記レジンボンド中に含有された導電性粒子の含有率が、レジンボンドと導電性粒子の合計体積の2体積%以上30体積%以下であり、かつ前記導電性粒子の平均粒径が砥粒平均粒径の60%以上90%以下であって、前記導電性粒子は前記レジンボンドの表面に露出しており、この導電性粒子に対して金属層が形成されていることを特徴とする。
これにより、金属層はレジンボンドの表面に島状に形成されることになり、レジンボンドの柔軟性が損なわれにくい。
導電性粒子の平均粒径が砥粒平均粒径の60%未満であると、レジンボンド中に埋没して好ましくなく、90%を超えると加工時に作用して抵抗が大きくなって好ましくない。
In the present invention, the content of the conductive particles contained in the resin bond is 2% by volume to 30% by volume of the total volume of the resin bond and the conductive particles, and the average particle size of the conductive particles The diameter is 60% or more and 90% or less of the average grain size of the abrasive grains, and the conductive particles are exposed on the surface of the resin bond, and a metal layer is formed on the conductive particles. Features.
As a result, the metal layer is formed in an island shape on the surface of the resin bond, and the flexibility of the resin bond is not easily lost.
When the average particle diameter of the conductive particles is less than 60% of the average particle diameter of the abrasive grains, it is not preferable because it is buried in the resin bond, and when it exceeds 90%, it is not preferable because it acts during processing and increases resistance.
本発明によると、柔軟性を維持しつつ、砥粒の食い込みを良くして、高精度、高能率での切断が可能なレジンボンドワイヤソーを実現することができる。 According to the present invention, it is possible to realize a resin bond wire saw capable of cutting with high accuracy and high efficiency by improving the biting of abrasive grains while maintaining flexibility.
以下に、本発明をその実施形態に基づいて説明する。
図1に、本発明の実施形態に係るレジンボンドワイヤソーを示す。
レジンボンドワイヤソー1は、ピアノ線等からなる芯線2の周囲に、砥粒3を紫外線硬化樹脂等からなるレジンボンド4で固定した砥粒層5を形成してなるものである。レジンボンド4の表面上には金属層6が無電解めっきにより形成されている。
Below, this invention is demonstrated based on the embodiment.
FIG. 1 shows a resin bond wire saw according to an embodiment of the present invention.
The resin
図2に、砥粒3の周囲の詳細を示す。
レジンボンド4の表面からの砥粒突出し量Aは、平均砥粒粒径Dの10%以上40%以下であり、レジンボンド4の表面に被覆された金属層6の厚みBは、砥粒突出し量Aの10%以上40%以下としている。
FIG. 2 shows details around the
The abrasive grain protrusion amount A from the surface of the
図3(a)に、レジンボンド4中に導電性粒子11が含有されている例を示す。
導電性粒子11の含有率は、レジンボンド4と導電性粒子11の合計体積の2体積%以上30体積%以下であり、かつ導電性粒子11の平均粒径は砥粒3の平均粒径の30%以下としている。この例では、レジンボンド4の表面の全域に亘って金属層6が形成されている。
FIG. 3A shows an example in which the
The content of the
図3(b)に示すように、導電性粒子11を、レジンボンド4の表面に露出させ、この露出された導電性粒子11に対して金属層6を電解めっきにより形成してもよい。この場合には、導電性粒子11の平均粒径は砥粒3の平均粒径の60%以上90%以下とするのが好ましい。
As shown in FIG. 3B, the
このようにして金属層6を形成すると、レジンボンド4の表面に金属層6が島状に形成されるようになる。そのため、レジンボンド4の柔軟性が損なわれることがなく、導電性粒子11がアンカー効果を発揮するため金属層6が剥離しにくい。また、導電性粒子11のみがレジンボンド4の表面に存在するものと比較して、強固な金属層6が形成されているため、耐摩耗性が向上する。
When the
以下に試験例を示す。
砥粒の突き出し量を変えて切断試験を行った。試験条件は、以下の通りである(以下、この試験条件を「切断試験条件」という)。
レジンボンドワイヤソー:芯線:φ180μm、平均砥粒径 40μm
被削材:サファイア
ワイヤー線速:350m/min
研削液:水溶性
Test examples are shown below.
A cutting test was performed by changing the protruding amount of the abrasive grains. The test conditions are as follows (hereinafter, this test condition is referred to as “cut test condition”).
Resin bond wire saw: Core wire: φ180μm, Average abrasive grain size 40μm
Work material: Sapphire Wire speed: 350m / min
Grinding fluid: water-soluble
試験結果を図4に示す。
レジンボンド表面からの砥粒突出し量が平均砥粒粒径の10%以上40%以下のときに、安定した高い加工能率を示しており、25%以上35%以下のときに特に加工能率が良好となる。これに対し、砥粒突き出し量が10%未満のときは加工能率の低下が顕著であり、また、砥粒突き出し量が40%を超えると砥粒の脱落が発生し、加工能率が低下する。
The test results are shown in FIG.
When the protruding amount of the abrasive grains from the resin bond surface is 10% or more and 40% or less of the average abrasive grain diameter, stable high processing efficiency is shown, and when the amount is 25% or more and 35% or less, the processing efficiency is particularly good. It becomes. On the other hand, when the abrasive grain protrusion amount is less than 10%, the reduction of the processing efficiency is remarkable, and when the abrasive grain protrusion amount exceeds 40%, the abrasive grains fall off and the processing efficiency decreases.
次に、金属層の厚みを変えて、上述と同条件で切断試験を行った。また、図5に示す装置を用いて捻回強度試験も行った。
テンション20Nでワイヤソー18mm(芯線径の100倍)を捻回し、ワイヤソーが破断するまでの捻回数で評価した(以下。この試験条件を「捻回試験条件」という)。ワイヤソーの芯線の径は180μm、突き出し量は砥粒径の30%である。
Next, the thickness of the metal layer was changed and a cutting test was performed under the same conditions as described above. Further, a twisting strength test was also conducted using the apparatus shown in FIG.
A wire saw 18 mm (100 times the core wire diameter) was twisted with a tension of 20 N, and the number of twists until the wire saw broke was evaluated (hereinafter, this test condition is referred to as “twist test condition”). The diameter of the core wire of the wire saw is 180 μm, and the protrusion amount is 30% of the abrasive particle size.
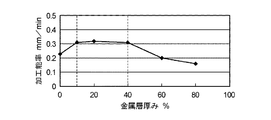
図6に切断試験の試験結果を示す。金属層の厚みが砥粒突出し量の10%未満のときは、砥粒の固定力が不足し、金属層を設けたことによる効果が小さいため加工能率が低い。金属層の厚みが砥粒突出し量の40%を超えると、砥粒突出し量が少ないために加工能率が低下する。また、図7に捻回試験の試験結果を示す。この結果のように、金属層の厚みが5μm以下のときには強度低下も小さく安定した捻回強度を示している。
図8に、上述した切断試験条件で、導電性粒子の有無による切断性能の違いを調査した結果を示す。導電性粒子を含有することにより、電解メッキにより均一な金属層を形成しやすくなり、加工能率が高くなる。
FIG. 6 shows the test result of the cutting test. When the thickness of the metal layer is less than 10% of the protruding amount of the abrasive grains, the fixing force of the abrasive grains is insufficient, and the effect of providing the metal layer is small, so the processing efficiency is low. If the thickness of the metal layer exceeds 40% of the protruding amount of the abrasive grains, the processing efficiency decreases because the protruding amount of the abrasive grains is small. Moreover, the test result of a twist test is shown in FIG. As shown in this result, when the thickness of the metal layer is 5 μm or less, the strength decrease is small and a stable twisting strength is shown.
FIG. 8 shows the results of investigating the difference in cutting performance depending on the presence or absence of conductive particles under the cutting test conditions described above. By containing the conductive particles, it becomes easy to form a uniform metal layer by electrolytic plating, and the processing efficiency is increased.
図9に、上述した切断試験条件で、導電性粒子の含有量を変えたときの切断性能の違いを調査した結果を示す。レジンボンド中に含有された導電性粒子の含有率が、レジンボンドと導電性粒子の合計体積の2体積%未満のときは、導電性が低く均一な金属膜の形成が困難となる。また、30%を超えると、レジンボンドが脆くなり、加工能率が低下する。 FIG. 9 shows the results of investigating the difference in cutting performance when the content of the conductive particles is changed under the cutting test conditions described above. When the content of the conductive particles contained in the resin bond is less than 2% by volume of the total volume of the resin bond and the conductive particles, it is difficult to form a uniform metal film with low conductivity. On the other hand, if it exceeds 30%, the resin bond becomes brittle and the processing efficiency is lowered.
図10に、上述した切断試験条件で、導電性粒子の平均粒径を変えたときの切断性能の違いを調査した結果を示す。
導電性粒子の平均粒径が砥粒平均粒径の30%を超えると、砥粒固定力が低下し、加工能率が低下するのに対して、30%以下のときは、加工能率が良好である。
FIG. 10 shows the results of investigating the difference in cutting performance when the average particle diameter of the conductive particles is changed under the cutting test conditions described above.
When the average particle size of the conductive particles exceeds 30% of the average particle size of the abrasive grains, the abrasive fixing force decreases and the processing efficiency decreases, whereas when it is 30% or less, the processing efficiency is good. is there.
図11に、金属層をレジンボンドの表面に島状に形成したときの捻回強度を、レジンボンドだけの場合と、レジンボンドの全面に金属層を設けた場合とを比較して示す。捻回試験条件は上述したものと同じである。島状に金属層を形成しても、捻回強度は低下しておらず、柔軟性を失っていないことがわかる。 FIG. 11 shows the twisting strength when the metal layer is formed in an island shape on the surface of the resin bond in a case where only the resin bond is provided and a case where the metal layer is provided on the entire surface of the resin bond. The twist test conditions are the same as described above. It can be seen that even when the metal layer is formed in an island shape, the twisting strength is not lowered and the flexibility is not lost.
図12に、上述した切断試験条件で、金属層をレジンボンドの表面に島状に形成したときに、導電性粒子の含有率を変えたときの切断性能の違いを調査した結果を示し、図13に、導電性粒子の平均粒径を変えたときの切断性能の違いを調査した結果を示す。
導電性粒子の含有率については、レジンボンドと導電性粒子の合計体積の2体積%以上30体積%以下のときに加工能率が良好である。また、導電性粒子の平均粒径については、砥粒平均粒径の60%以上90%以下のときに加工能率が良好である。砥粒の平均粒径の90%を超えると、導電性粒子が抵抗として作用するため、加工効率の低下が顕著となる。また、砥粒の平均粒径の60%未満のときは島状に被覆することが困難となる。
FIG. 12 shows the results of investigating the difference in cutting performance when the content of the conductive particles is changed when the metal layer is formed in an island shape on the surface of the resin bond under the cutting test conditions described above. 13 shows the results of investigating the difference in cutting performance when the average particle size of the conductive particles is changed.
About the content rate of electroconductive particle, when it is 2 volume% or more and 30 volume% or less of the total volume of a resin bond and electroconductive particle, processing efficiency is favorable. Moreover, about the average particle diameter of electroconductive particle, processing efficiency is favorable when it is 60% or more and 90% or less of an abrasive grain average particle diameter. If it exceeds 90% of the average particle diameter of the abrasive grains, the conductive particles act as resistance, so that the processing efficiency is significantly reduced. Moreover, when it is less than 60% of the average grain size of the abrasive grains, it becomes difficult to coat the island shape.
本発明は、柔軟性を維持しつつ、砥粒の食い込みを良くして、高精度、高能率での切断が可能なレジンボンドワイヤソーとして利用することができる。 INDUSTRIAL APPLICABILITY The present invention can be used as a resin bond wire saw capable of cutting with high accuracy and high efficiency by improving the biting of abrasive grains while maintaining flexibility.
1 レジンボンドワイヤソー
2 芯線
3 砥粒
4 レジンボンド
5 砥粒層
6 金属層
11 導電性粒子
DESCRIPTION OF
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006079269A JP4703448B2 (en) | 2006-03-22 | 2006-03-22 | Resin bond wire saw |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006079269A JP4703448B2 (en) | 2006-03-22 | 2006-03-22 | Resin bond wire saw |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007253268A JP2007253268A (en) | 2007-10-04 |
| JP4703448B2 true JP4703448B2 (en) | 2011-06-15 |
Family
ID=38628005
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006079269A Expired - Fee Related JP4703448B2 (en) | 2006-03-22 | 2006-03-22 | Resin bond wire saw |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4703448B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102328352A (en) * | 2011-06-20 | 2012-01-25 | 镇江市港南电子有限公司 | Cutting line for silicon wafer cutting |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5207444B2 (en) * | 2007-11-22 | 2013-06-12 | 日本ミクロコーティング株式会社 | Abrasive sheet and method for producing abrasive sheet |
| JP2009285791A (en) * | 2008-05-29 | 2009-12-10 | Sumitomo Electric Ind Ltd | Wire saw and manufacturing method of the same |
| MX2012001809A (en) * | 2009-08-14 | 2012-06-08 | Saint Gobain Abrasives Inc | Abrasive articles including abrasive particles bonded to an elongated body, and methods of forming thereof. |
| EP2464485A2 (en) | 2009-08-14 | 2012-06-20 | Saint-Gobain Abrasives, Inc. | Abrasive articles including abrasive particles bonded to an elongated body |
| EP2497602A1 (en) | 2009-11-05 | 2012-09-12 | Nakamura Choko Co., Ltd | Super-abrasive grain fixed type wire saw, and method of manufacturing super-abrasive grain fixed type wire saw |
| TW201507812A (en) | 2010-12-30 | 2015-03-01 | Saint Gobain Abrasives Inc | Abrasive article and method of forming |
| CN103857494B (en) | 2011-09-16 | 2017-07-11 | 圣戈班磨料磨具有限公司 | Abrasive article and forming method |
| JP5869680B2 (en) | 2011-09-29 | 2016-02-24 | サンーゴバン アブレイシブズ,インコーポレイティド | Abrasive article comprising abrasive particles bonded to an elongated substrate body having a barrier layer and method of forming the same |
| TWI474889B (en) | 2012-06-29 | 2015-03-01 | Saint Gobain Abrasives Inc | Abrasive article and method of forming |
| TWI477343B (en) | 2012-06-29 | 2015-03-21 | Saint Gobain Abrasives Inc | Abrasive article and method of forming |
| TW201402274A (en) | 2012-06-29 | 2014-01-16 | Saint Gobain Abrasives Inc | Abrasive article and method of forming |
| TW201404527A (en) | 2012-06-29 | 2014-02-01 | Saint Gobain Abrasives Inc | Abrasive article and method of forming |
| JP5792208B2 (en) * | 2013-01-10 | 2015-10-07 | 株式会社Tkx | Resin bond wire saw |
| TW201441355A (en) | 2013-04-19 | 2014-11-01 | Saint Gobain Abrasives Inc | Abrasive article and method of forming |
| TWI621505B (en) | 2015-06-29 | 2018-04-21 | 聖高拜磨料有限公司 | Abrasive article and method of forming |
-
2006
- 2006-03-22 JP JP2006079269A patent/JP4703448B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102328352A (en) * | 2011-06-20 | 2012-01-25 | 镇江市港南电子有限公司 | Cutting line for silicon wafer cutting |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007253268A (en) | 2007-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4703448B2 (en) | Resin bond wire saw | |
| TWI477356B (en) | Abrasive article and method of forming | |
| TWI461249B (en) | Wire saw and method for fabricating the same | |
| US10596681B2 (en) | Abrasive article and method of forming | |
| JP4139810B2 (en) | Electrodeposition wire tool | |
| JP4083177B2 (en) | Wire saw | |
| TWI507269B (en) | Abrasive articles including abrasive particles bonded to an elongated substrate body having a barrier layer, and methods of forming thereof | |
| KR20150126062A (en) | Abrasive article and method of forming | |
| US20140011434A1 (en) | Abrasive article and method of forming | |
| WO2014005028A1 (en) | Abrasive article and method of forming | |
| EP2986416A1 (en) | Abrasive article and method of forming | |
| EP2866972A1 (en) | Abrasive article and method of forming | |
| WO2014004982A1 (en) | Abrasive article and method of forming | |
| JP2009066689A (en) | Fixed abrasive grain wire saw | |
| JP2000246542A (en) | Resin bond super abrasive grain wire saw | |
| WO2014005015A1 (en) | Abrasive article and method of forming | |
| TW201343977A (en) | Composite wire saw having electroplating and method for fabricating the same | |
| JP2007044870A (en) | Method of detecting disconnection of wire saw, method of inspection quality, and method of manufacturing cut product | |
| JP2007152486A (en) | Manufacturing method of saw wire | |
| JP2002331466A (en) | Resin bond wire saw and manufacturing method | |
| JP5066508B2 (en) | Fixed abrasive wire saw | |
| KR20170122999A (en) | Resin bonded diamond wire saw | |
| JP5390138B2 (en) | Abrasive grain, electrodeposition tool, method for producing abrasive grain, and method for producing electrodeposition tool | |
| JP2013500172A (en) | Diamond wire saw | |
| JP4111928B2 (en) | Resin bond wire saw and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091020 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091218 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110308 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |