JP4686336B2 - 複合金型、被加工材の塑性加工装置、および、被加工材の塑性加工方法 - Google Patents
複合金型、被加工材の塑性加工装置、および、被加工材の塑性加工方法 Download PDFInfo
- Publication number
- JP4686336B2 JP4686336B2 JP2005316832A JP2005316832A JP4686336B2 JP 4686336 B2 JP4686336 B2 JP 4686336B2 JP 2005316832 A JP2005316832 A JP 2005316832A JP 2005316832 A JP2005316832 A JP 2005316832A JP 4686336 B2 JP4686336 B2 JP 4686336B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- groove
- hole
- workpiece
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/01—Extruding metal; Impact extrusion starting from material of particular form or shape, e.g. mechanically pre-treated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
- B21C23/001—Extruding metal; Impact extrusion to improve the material properties, e.g. lateral extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C25/00—Profiling tools for metal extruding
- B21C25/08—Dies or mandrels with section variable during extruding, e.g. for making tapered work; Controlling variation
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Extrusion Of Metal (AREA)
Description
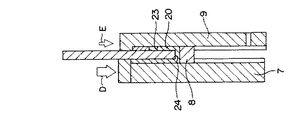
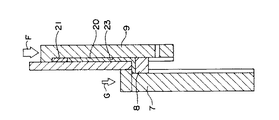
略直線状の被加工材を保持する略直線状の溝を有する第1金型と、
上記溝に相対移動可能に嵌合する第1案内部と、上記溝に交差するように連通する貫通穴を有する本体部とを有する第2金型と
を備え、
上記第1金型と上記第2金型とは、上記溝内に上記第1案内部を嵌合した状態で、上記溝の延在する方向に互いに相対移動可能であり、
上記第1案内部は、上記第1金型の上記第2金型に対する相対移動により上記第1金型の上記溝内に略移動不可に保持された上記被加工材を屈曲させて上記溝から上記貫通穴に案内し、
略直線状の被加工材を保持する略直線状の溝を有する第3金型を備え、
上記第2金型は、上記第3金型の上記溝に相対移動可能に嵌合する第2案内部を有し、
上記第3金型の上記溝は、上記貫通穴の上記第1金型側と反対側の開口に連通していることを特徴としている。
被加工材を保持すると共に、略直線状の溝を有する第1金型と、
上記溝に相対移動可能に嵌合する第1案内部と、上記溝に交差するように連通する貫通穴を有する本体部とを有する第2金型と、
上記第1金型の上記溝内に略移動不可に保持された上記被加工材を上記溝から上記貫通穴に押し込むように、上記第1金型と上記第2金型とを相対移動させる第1相対移動装置と、
上記第1金型の上記溝に上記第1案内部が嵌合している状態を保持する保持装置と
を備え、
被加工材を保持すると共に、上記貫通穴に交差するように連通する略直線状の溝を有する第3金型を備え、
上記第2金型は、上記第3金型の上記溝に相対移動可能に嵌合する第2案内部を有し、
上記第2金型と上記第3金型とを相対移動させる第2相対移動装置を備え、
上記保持装置は、上記第3金型の上記溝に上記第2案内部が嵌合している状態を保持することを特徴としている。
被加工材を保持すると共に、略直線状の溝を有する第1金型と、
上記溝に相対移動可能に嵌合する第1案内部と、上記溝に交差するように連通する貫通穴を有する本体部とを有する第2金型と、
上記第1金型の上記溝内に略移動不可に保持された上記被加工材を上記溝から上記貫通穴に押し込むように、上記第1金型と上記第2金型とを相対移動させる第1相対移動装置と、
上記第1金型の上記溝に上記第1案内部が嵌合している状態を保持する保持装置と
を備え、
被加工材を保持すると共に、上記貫通穴に交差するように連通する略直線状の溝を有する第3金型を備え、
上記第2金型は、上記第3金型の上記溝に相対移動可能に嵌合する第2案内部を有し、
上記第2金型と上記第3金型とを相対移動させる第2相対移動装置を備え、
上記保持装置は、上記第3金型の上記溝に上記第2案内部が嵌合している状態を保持することを特徴としている。
2 保持装置
3 予圧プレス
5 予圧プレス
7 第1金型
8,78 第2金型
9 第3金型
11 本体部
12 先端部
13,23 溝
14 本体部
15 第1案内部
16,86 第2案内部
20 チタン材
24 貫通穴
37 第1バックアップローラ
38 第2バックアップローラ
Claims (21)
- 略直線状の被加工材を保持する略直線状の溝を有する第1金型と、
上記溝に相対移動可能に嵌合する第1案内部と、上記溝に交差するように連通する貫通穴を有する本体部とを有する第2金型と
を備え、
上記第1金型と上記第2金型とは、上記溝内に上記第1案内部を嵌合した状態で、上記溝の延在する方向に互いに相対移動可能であり、
上記第1案内部は、上記第1金型の上記第2金型に対する相対移動により上記第1金型の上記溝内に略移動不可に保持された上記被加工材を屈曲させて上記溝から上記貫通穴に案内し、
略直線状の被加工材を保持する略直線状の溝を有する第3金型を備え、
上記第2金型は、上記第3金型の上記溝に相対移動可能に嵌合する第2案内部を有し、
上記第3金型の上記溝は、上記貫通穴の上記第1金型側と反対側の開口に連通していることを特徴とする複合金型。 - 請求項1に記載の複合金型において、
上記第1金型の上記溝と、上記第2金型の上記溝側の面と、上記第1案内部とは、上記略直線状の被加工材の幅方向および少なくとも長手方向の一端を閉じる閉鎖空間を形成し、
上記第1案内部の上記閉鎖空間に面する面は、上記貫通穴の側面に連なるか、あるいは、上記側面の近傍に位置していることを特徴とする複合金型。 - 請求項1に記載の複合金型において、
上記溝に上記第1案内部が嵌合している状態で、上記溝における上記貫通穴に連通している部分は、上記第2金型の上記溝側の面によって常に覆われた状態になっていることを特徴とする複合金型。 - 請求項1に記載の複合金型において、
上記第1案内部は、上記本体部から突出した突出部であり、
上記第1案内部における上記被加工材を屈曲させる側面部分は、上記貫通穴の側面の一部の延長面であることを特徴とする複合金型。 - 請求項4に記載の複合金型において、
上記貫通穴は、略直線状に延在し、
上記溝の延在する方向は、上記貫通穴の延在する方向に略垂直に交わっていることを特徴とする複合金型。 - 請求項1に記載の複合金型において、
上記第2案内部は、上記本体部から突出した突出部であることを特徴とする複合金型。 - 請求項6に記載の複合金型において、
上記第2案内部の側面の一部は、上記貫通穴の側面の一部の延長面であることを特徴とする複合金型。 - 請求項1に記載の複合金型において、
上記貫通穴は、断面形状が略一定であると共に、略直線状に延在し、
上記第2金型は、上記貫通穴の垂直二等分面に対して略面対称な形状を有し、
上記第1金型と、上記第3金型とは、略同じ形状であることを特徴とする複合金型。 - 請求項8に記載の複合金型において、
上記貫通穴は、略矩形の断面形状を有し、
上記第1案内部における上記被加工材を屈曲させる側面部分、上記貫通穴の側面の一部、および、上記第2案内部の側面の一部は、略同一平面上に位置していることを特徴とする複合金型。 - 請求項9に記載の複合金型において、
上記第1案内部は、略直方体形状であり、
上記第1金型の上記溝におけるその溝の延在する方向に垂直な断面は、略長方形の断面形状を有していることを特徴とする複合金型。 - 請求項1に記載の複合金型において、
上記第1金型は、上記溝が形成されている本体部と、上記本体部に上記溝の延在する方向に連なると共に、上記溝の一端を覆っている先端部とを有し、
上記先端部における上記溝に面する端面で、上記被加工材を上記第1金型の上記溝内に略移動不可に保持するようになっていることを特徴とする複合金型。 - 請求項11に記載の複合金型において、
上記先端部は、上記第1金型の上記本体部に対して着脱自在であることを特徴とする複合金型。 - 請求項6に記載の複合金型において、
上記貫通穴は、略直線状に延在すると共に、略矩形の断面形状を有し、
上記第1案内部における上記被加工材を屈曲させる側面部分と、上記貫通穴の側面の第1部分とは、略同一平面上に位置し、上記第2案内部の側面の一部と、上記貫通穴の側面における上記第1部分に略垂直な第2部分とは、略同一平面上に位置していることを特徴とする複合金型。 - 請求項6に記載の複合金型において、
上記貫通穴は、略直線状に延在すると共に、略矩形の断面形状を有し、
上記第1案内部における上記被加工材を屈曲させる側面部分と、上記貫通穴の側面の第1部分とは、略同一平面上に位置し、上記第2案内部の側面の一部と、上記貫通穴の側面における上記第1部分に略平行な第2部分とは、略同一平面上に位置することを特徴とする複合金型。 - 請求項1に記載の複合金型において、
上記貫通穴は、略直線状に延在し、
上記第1金型の上記溝の断面形状と、上記貫通穴の断面形状と、上記第3金型の上記溝の断面形状とは、略同一であることを特徴とする複合金型。 - 請求項15に記載の複合金型において、
上記第1金型の上記溝の延在する方向および上記第3金型の上記溝の延在する方向は、上記貫通穴の延在する方向と略垂直に交わっていることを特徴とする複合金型。 - 請求項2に記載の複合金型において、
上記第2金型の上記溝側の面における上記溝の延在する方向の上記貫通穴側と反対側の先端の角は、面取りが施されていることを特徴とする複合金型。 - 被加工材を保持すると共に、略直線状の溝を有する第1金型と、
上記溝に相対移動可能に嵌合する第1案内部と、上記溝に交差するように連通する貫通穴を有する本体部とを有する第2金型と、
上記第1金型の上記溝内に略移動不可に保持された上記被加工材を上記溝から上記貫通穴に押し込むように、上記第1金型と上記第2金型とを相対移動させる第1相対移動装置と、
上記第1金型の上記溝に上記第1案内部が嵌合している状態を保持する保持装置と
を備え、
被加工材を保持すると共に、上記貫通穴に交差するように連通する略直線状の溝を有する第3金型を備え、
上記第2金型は、上記第3金型の上記溝に相対移動可能に嵌合する第2案内部を有し、
上記第2金型と上記第3金型とを相対移動させる第2相対移動装置を備え、
上記保持装置は、上記第3金型の上記溝に上記第2案内部が嵌合している状態を保持することを特徴とする被加工材の塑性加工装置。 - 請求項18に記載の被加工材の塑性加工装置において、
上記第2金型は、静止しており、
上記第1相対移動装置は、上記第1金型の上記溝に保持されている上記被加工材が上記第1案内部に押圧されるように、上記第1金型を押圧する押圧装置であることを特徴とする被加工材の塑性加工装置。 - 請求項18に記載の被加工材の塑性加工装置において、
上記第2金型は、静止しており、
上記第1相対移動装置は、上記第1金型における上記貫通穴に連通している溝部分が小さくなるように上記第1金型を押圧すると共に、上記第2相対移動装置は、上記第3金型における上記貫通穴に連通している溝部分が小さくなるように上記第3金型を押圧するようになっており、
上記第1相対移動装置が上記第1金型を押圧する押圧力を、上記第2相対移動装置が上記第3金型を押圧する押圧力よりも大きくすることにより、上記第1金型の上記溝に保持されている上記被加工材を、上記貫通穴を介して上記第3金型の上記溝に移動させる一方、上記第1相対移動装置が上記第1金型を押圧する押圧力を、上記第2相対移動装置が上記第3金型を押圧する押圧力よりも小さくすることにより、上記第3金型の上記溝に保持されている上記被加工材を、上記貫通穴を介して上記第1金型の上記溝に移動させることを特徴とする被加工材の塑性加工装置。 - 被加工材を保持する略直線状の溝を有する第1金型の上記溝の一部に、上記被加工材を保持する被加工材保持工程と、
上記溝に相対移動可能に嵌合する第1案内部と、上記溝に上記第1案内部を嵌合した状態で上記溝に交差するように連通する貫通穴を有する本体部とを有する第2金型における上記第1案内部を、上記溝における上記被加工材が配置されていない箇所に嵌合させる第1嵌合工程と、
上記第1案内部が上記溝に嵌合している状態で、上記第1金型を上記第2金型に対して相対移動させて、上記第1金型の上記溝内に略移動不可に保持された上記被加工材を上記第1案内部で屈曲させて上記溝から上記貫通穴に押し込む被加工材押し込み工程と
を備え、
上記第2金型は、第2案内部を有し、
上記第2案内部が嵌合するようになっていると共に、上記第2嵌合部が嵌合している状態で上記貫通穴と連通するようになっている略直線状の溝を有する第3金型の上記溝に、上記第2金型の第2案内部を嵌合させる第2嵌合工程と、
上記第1案内部が上記第1金型の上記溝に嵌合していると共に、上記第2案内部が上記第3金型の上記溝に嵌合している状態を保持する保持工程と
を備え、
上記被加工材押し込み工程において、上記被加工材の少なくとも一部を、上記貫通穴を介して上記第3金型の上記溝に押し込むことを特徴とする被加工材の塑性加工方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005316832A JP4686336B2 (ja) | 2005-10-31 | 2005-10-31 | 複合金型、被加工材の塑性加工装置、および、被加工材の塑性加工方法 |
| EP14177970.2A EP2823903B1 (en) | 2005-10-31 | 2006-10-31 | Plastic working method for workpiece material |
| EP14177969.4A EP2823902B1 (en) | 2005-10-31 | 2006-10-31 | Plastic working device for workpiece material |
| EP06822674.5A EP1972391B1 (en) | 2005-10-31 | 2006-10-31 | Composite mold for plastic working of work |
| PCT/JP2006/321745 WO2007052654A1 (ja) | 2005-10-31 | 2006-10-31 | 複合金型、被加工材の塑性加工装置、および、被加工材の塑性加工方法 |
| US12/091,696 US8171768B2 (en) | 2005-10-31 | 2006-10-31 | Composite mold, plastic working device for workpiece material, and plastic working method for workpiece material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005316832A JP4686336B2 (ja) | 2005-10-31 | 2005-10-31 | 複合金型、被加工材の塑性加工装置、および、被加工材の塑性加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007118063A JP2007118063A (ja) | 2007-05-17 |
| JP4686336B2 true JP4686336B2 (ja) | 2011-05-25 |
Family
ID=38005807
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005316832A Expired - Fee Related JP4686336B2 (ja) | 2005-10-31 | 2005-10-31 | 複合金型、被加工材の塑性加工装置、および、被加工材の塑性加工方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8171768B2 (ja) |
| EP (3) | EP2823903B1 (ja) |
| JP (1) | JP4686336B2 (ja) |
| WO (1) | WO2007052654A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3241625B1 (de) * | 2016-05-06 | 2020-07-01 | AIT Austrian Institute of Technology GmbH | Vorrichtung und verfahren zum plastischen umformen eines werkstückes aus metall oder einer metalllegierung mittels ecap |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005271044A (ja) * | 2004-03-25 | 2005-10-06 | Yootekku:Kk | せん断変形加工方法及びその装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5600989A (en) * | 1995-06-14 | 1997-02-11 | Segal; Vladimir | Method of and apparatus for processing tungsten heavy alloys for kinetic energy penetrators |
| JP2003001321A (ja) | 2001-06-19 | 2003-01-07 | Mitsui Mining & Smelting Co Ltd | 塑性加工装置及び塑性加工方法 |
| JP2004167507A (ja) | 2002-11-18 | 2004-06-17 | Yamaha Corp | せん断付与装置および方法 |
-
2005
- 2005-10-31 JP JP2005316832A patent/JP4686336B2/ja not_active Expired - Fee Related
-
2006
- 2006-10-31 WO PCT/JP2006/321745 patent/WO2007052654A1/ja active Application Filing
- 2006-10-31 US US12/091,696 patent/US8171768B2/en not_active Expired - Fee Related
- 2006-10-31 EP EP14177970.2A patent/EP2823903B1/en not_active Ceased
- 2006-10-31 EP EP06822674.5A patent/EP1972391B1/en not_active Ceased
- 2006-10-31 EP EP14177969.4A patent/EP2823902B1/en not_active Ceased
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005271044A (ja) * | 2004-03-25 | 2005-10-06 | Yootekku:Kk | せん断変形加工方法及びその装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1972391A4 (en) | 2014-01-22 |
| EP2823903B1 (en) | 2016-08-31 |
| EP1972391B1 (en) | 2016-04-06 |
| JP2007118063A (ja) | 2007-05-17 |
| EP2823902B1 (en) | 2016-08-24 |
| EP2823902A3 (en) | 2015-11-11 |
| WO2007052654A1 (ja) | 2007-05-10 |
| US8171768B2 (en) | 2012-05-08 |
| US20090120154A1 (en) | 2009-05-14 |
| EP2823902A2 (en) | 2015-01-14 |
| EP1972391A1 (en) | 2008-09-24 |
| EP2823903A2 (en) | 2015-01-14 |
| EP2823903A3 (en) | 2015-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4686336B2 (ja) | 複合金型、被加工材の塑性加工装置、および、被加工材の塑性加工方法 | |
| KR20040085036A (ko) | 리드 프레임의 가압 성형 가공 장치 및 방법, 및 리드프레임 | |
| KR20110095826A (ko) | 코루게이트 핀 제조장치 | |
| JP2815599B2 (ja) | 細径蛇腹管の製造方法とその装置 | |
| JP5641702B2 (ja) | 鋼管の拡管成形方法および拡管成形装置 | |
| CN110961528B (zh) | 无刮痕框架用折弯冲压模具 | |
| KR100517370B1 (ko) | 스프링백 방지를 위한 벤딩 금형 장치 | |
| JP4171230B2 (ja) | 中空材の端部成形装置 | |
| JPWO2006008861A1 (ja) | シャーシ及びシャーシの製造方法並びにシャーシの製造金型 | |
| US6842977B2 (en) | Method of manufacturing metallic wire segment | |
| JP2016168602A (ja) | 導電体成形方法、及び導電体部材製造方法 | |
| JP2005271044A (ja) | せん断変形加工方法及びその装置 | |
| JP2001353535A (ja) | 透孔の形成方法 | |
| CN220028452U (zh) | 一种五金冲压导料装置 | |
| CN221454235U (zh) | 一种热锻造装置 | |
| CN108817168B (zh) | 一种鼓式刹车片冲压加工设备 | |
| JP2004034033A (ja) | プレス加工による凹溝の形成方法及び装置 | |
| CN211888626U (zh) | 一种滚针轴承m型保持架冲窗孔模具 | |
| JP2006122962A (ja) | 渦巻きばねの製造方法 | |
| JP2009090350A5 (ja) | ||
| JP2009195971A (ja) | 段部付きシャフトの製造方法及びアーマチャシャフトの製造方法、並びに段部付きシャフトの成型装置 | |
| JP4864485B2 (ja) | プレス機用成形型 | |
| JP3957708B2 (ja) | 加圧接触用バンプのエッジにr面を有する打ち抜き形接触子の製造法 | |
| SU1773239A3 (ru) | Cпocoб изгotobлehия издeлий co cлoжhoй пoлoctью | |
| JP2001030015A (ja) | 位置決め機構を有する箱状体用角部形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080922 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20091225 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101005 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110208 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110214 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140218 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4686336 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |