JP4675482B2 - タービンロータの改造及び補修方法 - Google Patents
タービンロータの改造及び補修方法 Download PDFInfo
- Publication number
- JP4675482B2 JP4675482B2 JP2000566070A JP2000566070A JP4675482B2 JP 4675482 B2 JP4675482 B2 JP 4675482B2 JP 2000566070 A JP2000566070 A JP 2000566070A JP 2000566070 A JP2000566070 A JP 2000566070A JP 4675482 B2 JP4675482 B2 JP 4675482B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- weld
- volumes
- filler material
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 78
- 230000008439 repair process Effects 0.000 title description 43
- 230000004048 modification Effects 0.000 title description 7
- 238000012986 modification Methods 0.000 title description 7
- 238000003466 welding Methods 0.000 claims description 122
- 229910052751 metal Inorganic materials 0.000 claims description 41
- 239000002184 metal Substances 0.000 claims description 41
- 239000011324 bead Substances 0.000 claims description 34
- 239000000463 material Substances 0.000 claims description 20
- 239000000945 filler Substances 0.000 claims description 16
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 7
- 229910052721 tungsten Inorganic materials 0.000 claims description 7
- 239000010937 tungsten Substances 0.000 claims description 7
- 229910045601 alloy Inorganic materials 0.000 claims description 5
- 239000000956 alloy Substances 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 claims description 4
- 238000007634 remodeling Methods 0.000 claims 2
- 239000010410 layer Substances 0.000 description 17
- 238000005520 cutting process Methods 0.000 description 14
- 239000010953 base metal Substances 0.000 description 11
- 230000008569 process Effects 0.000 description 11
- 238000007796 conventional method Methods 0.000 description 8
- 239000000155 melt Substances 0.000 description 6
- 238000007781 pre-processing Methods 0.000 description 6
- 230000008901 benefit Effects 0.000 description 5
- 230000004907 flux Effects 0.000 description 5
- 239000002245 particle Substances 0.000 description 5
- 238000005336 cracking Methods 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 238000000151 deposition Methods 0.000 description 4
- 238000005242 forging Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 239000002893 slag Substances 0.000 description 3
- 238000005496 tempering Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000011362 coarse particle Substances 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 230000001066 destructive effect Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910000756 V alloy Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000033001 locomotion Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000006249 magnetic particle Substances 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000004021 metal welding Methods 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000009420 retrofitting Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000012163 sequencing technique Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
- B23P6/002—Repairing turbine components, e.g. moving or stationary blades, rotors
- B23P6/007—Repairing turbine components, e.g. moving or stationary blades, rotors using only additive methods, e.g. build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/04—Welding for other purposes than joining, e.g. built-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B1/06—Methods of, or means for, filling the material into the containers or receptacles by gravity flow
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/005—Repairing methods or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/001—Turbines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Arc Welding In General (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Description
【0001】
【発明の背景】
ロータ及びディスクのような、Ni−Cr−Mo、Ni―Mo−V、Ni−Cr−Mo−V及びCr−Mo−V合金より成る蒸気タービン部品は、最適の高温疲労及びクリープ特性と中位温度−高サイクル疲労特性を有するが、溶接が困難であると考えられている。しかしながら、摩滅又は侵食した若しくは割れのあるこれら既存部品の更新又は交換に要する運転停止時間は、電力会社に1日につき数十万ドルの損失を与えることが多いため、これら部品の更新又は補修を行うために多くの溶接方法が試行されている。
【0002】
その1つの補修方法は、鍛鋼片を既存の又は摩滅したロータ又はディスクに溶接することより成る。しかしながら、本明細書で「スティープル(steeple)」と呼ぶ単一のロータ動翼溝取付け部にこの種の補修法を施す際、溶接機のアクセスに大きな制約がある。従って、このようにアクセスに大きな制約のある状況で溶接による補修を行うと、ポロシティ、割れ、非融解部及びスラグ巻込みにより、非破壊検査が不合格となる品質が生じることがある。
【0003】
サブマージアーク溶接によるロータの補修を、タービン部品と交換用鍛造部分の間に低体積の溶接継目部分を形成した後行うことも知られている。このタイプの方法は、米国特許第4,213,025号(Kuhnen)及び4,219,717号(Kuhnen)に記載されている。かかる溶接法では、鍛造リングを摩滅ディスク又はロータに溶接するか、又は全く新しいロータ鍛造品をロータ端部全体の交換用として溶接する。例えば、米国特許第4,633,554号(Clark et al.)は、この目的のため狭開先溶接により根元部を形成した後ガス金属アークにより肉盛りを行う方法を開示している。しかしながら、この方法により得られる低い張力及び疲労特性は、高応力のロータスティープル領域への使用には不充分である。
【0004】
割れ又は欠陥がロータ半径に沿って縦方向に得られない場合、広い又は深い溝のあるロータ領域の肉盛り補修に、サブマージアーク溶接法を単独で用いることがある。サブマージアーク溶接による肉盛り補修法の主要な利点は、溶着速度が、溶接金属で通常毎時約15ポンド(6.75 Kg)と非常に高いことである。溶着速度が大きいことは、稼働ロータの溶接による補修の多くがタービンの運転停止期間中に行われるため、重要である。従って、時間が非常に重要である。しかしながら、この方法では予熱することが必要であり、冶金的性質が劣る比較的大きい粒径が生じる。典型的には、低圧ロータ上のこれらサブマージアーク溶接による溶接部は、降伏強度が約85乃至100 Ksi(586乃至689 MPa)及び室温シャルピー靭性が約100乃至120フィート−ポンド(136乃至163 J)である。また、サブマージアーク溶接物は、超音波検査により品質が劣っているとしてリジェクトされることが多く、しばしば溶接金属中にスラグ巻込みやポロシティが存在することがわかっている。さらに、サブマージアーク溶接物から製造されるCr−Mo−Vの高圧ロータ補修溶接部には、クリープ破断及び切欠き感度の点で重大な問題がある。従って、高応力集中半径が小さいCr−Mo−Vのロータスティープルの溶接による補修にとって、サブマージアーク法は一般的に受け入れられない。
【0005】
ガス金属アーク法はまた、ロータ及びディスクの補修に使用されている。この溶接法では通常、サブマージアーク法により得られる溶接物よりもわずかに良好な特性の溶接金属が毎時8ポンドの速度で溶着される。Cr−Mo−Vのロータ補修溶接では、蒸気タービン部品のガス金属アーク溶接物は一般的に、降伏強度が約85乃至100 Ksi(586乃至689 MPa)及び室温シャルピー靭性が約110乃至130フィート−ポンド(150乃至177 J)である。しかしながら、これら合金の溶接に用いるガス金属アーク溶接法には、アークブロー(磁気)による方法の制約があることが多く、これがこの方法の使用を制限する。
【0006】
最近、Ni―Mo−V及びNi−Cr−Mo−Vの低圧ロータ部品の補修を行うためにガスタングステンアーク溶接法(GTAW)を使用することに注目が集まっている。この点については、次の論文、R. E. Clark, et al. "Experiences with Weld Repair of Low Pressure Steam Turbine Rotors", 47th American Power Conference, April 22-24, 1985, Chicago, Ill., printed by Westinghouse Electric Corporation, Power Generation, Orlando, Floridaを参照されたい。ガスタングステンアーク溶接法は、個々のロータ取付け部の溝、表面的な、又は浅い溝の補修をして小さな欠陥を除去するために使用されている。この方法はまた、動翼又は部品取付け部若しくは溝のところで、すなわち360°(6.3ラジアン)に亘たって、多数の肉盛り及び被覆を行って摩滅した材料を復元するために使用されている。ガスタングステンアーク溶接法は、比較的高い超音波品質を与え、必要とされる予熱は少なくて済み、ロータ材料の仕様条件を越える張力及び衝撃特性を有する溶接物を生成する。この方法により得られる低合金鋼溶接物は、一般的に、降伏強度が約90乃至115 Ksi(621乃至793 MPa)及び室温シャルピー靭性が約160乃至210フィート−ポンド(218乃至286 J)である。さらに、この溶接法によると、上述した方法のうちで最小粒径の微細組織が得られる。
【0007】
溶接法の選択は、ひずみ、非破壊検査受入れ限度及び溶接後の熱処理に対する機械的特性の応答のようなファクターに左右されることも知られている。タービンロータの各領域はそれぞれ特異であり、異なる稼働任務を有する。溶接部及び熱影響部に割れが存在せず欠陥を最小限に抑えることは、多数の溶接変数を注意深く制御することにより達成可能である。ガスタングステンアーク溶接法において、これらの変数にはアンペア数、合金の選択、接合部の幾何学的形状及び溶接速度が含まれる。選択するパラメータは、再現性の高い均一な品質を得るために自動溶接になじむものである必要がある。これらのパラメータは、ロータ及びディスクに考えられる全ての補修になじむだけでなく、ポロシティ、割れ及びスラグ同伴のないような優れた溶接特性を与えるものでなければならない。最後に、選択する合金及び溶接パラメータは、母材金属の特性に良く似た溶接部を与えるものでなければならない。
【0008】
制御した態様での溶接肉盛り及びタービン部品の切削加工による溶接部の補修は、故障しにくいタービンロータ及び蒸気タービンの摩滅表面の補修方法を含めて、当該技術分野において知られている。このタイプの方法は、米国特許第4,940,390号(Clark et al.)及び4,903、833号(Clark et al.)に記載されている。かかる方法では、矩形の溶接体積部を形成した後、この体積部から複数のフィンガー部が切削加工される。これらの方法には、溶接応力及び割れを最小限に抑える溶接法及び熱処理が含まれる。制御された態様での溶接肉盛りは、蒸気タービンに常用される高圧高温のロータ及びディスクの第一鉄Cr−Mo−V母材金属に欠陥が発生する危険性を実質的に減少させる。この方法は、溶接機のアクセスを改善し、溶接部の健全性を向上させるため、ロータへ鍛造取付け部を溶接する技術の改良である。これらの特徴は、2400 psi(168.8 Kg/cm2)を越える圧力と1000°F(537.8℃)を越える温度で運転されることが知られているロータのような高圧タービン部品にとって特に重要である。
【0009】
制御された態様での溶接肉盛りは、タービン部品の前処理した溶接表面上に第1の溶接金属層を溶着した後、高い適用温度で第1の層上に第2の溶接金属層を溶着して、第1の層の溶着により母材金属に生じた熱影響部(HAZ)の少なくとも一部を焼戻しすることより成る。本明細書中用語「熱影響部」は、溶接部の溶融領域のすぐ近くの母材金属領域を意味する。このプロセス設は、熱影響部内における金属組織上の問題の発生を克服する改良溶接法を用いる。溶接金属の第2の層の溶着によりさらに熱が生じるが、この熱は熱影響部を直ちに熱処理して、母材金属中の粗い粒子を再結晶させ焼戻しする。粗い粒子がより細かな粒子の組織に変化すると、溶接補修部の近傍における応力除去割れを最小限に抑えることができることがわかる。この制御された態様での溶接肉盛りは、溶接金属の第1の層を溶接する熱により生じる母材金属の過剰な焼戻し又は軟化を回避させる。この強度低下の大きい部分は、溶接部を横断する方向に応力が加わると生じるが、これは、例えば高及び低疲労、張力又はクリープ破断である。溶接物の最初の層を適切に制御すると、熱影響部の欠陥を著しく減少させ、熱に影響されない母材金属のレベルより下の領域の強度低下を防ぐことができる。また、ビードシーケンシングを用いて母材金属への熱入力を最小限に抑えることも知られている。さらに、溶接痕シールドを用いて、張力特性を低下させる可能性のある溶接金属中の炭素の喪失を最小限に抑える。また、予熱−パス間温度、シールドガスの種類及び流量、電流、電圧、タングステンのサイズ及び溶接速度のようなパラメータも、高品質の溶接を行うためのパラメータとして知られている。単一「スティープル(steeple)」の補修及びロータの360°(6.3ラジアン)にわたる補修の方法も知られている。しかしながら、このプロセスは、1つの溶接トーチにより1つの大きな溶接体積部を一度に1つの溶接リードを用いて肉盛りした後、この1つの溶接体積部を切削加工して個々のフィンガー部を形成しなければならない点で、非常に時間がかかる。タービンロータ及び部品の補修又は交換に付随する運転停止時間又はサイクル時間は、コスト的に見て比較的高くつく。この方法はまた、補修すべき表面上に溶接金属を最初に溶着させた後,1つの溶接体積部の一部を切削加工により除去して個々のフィンガー部を形成するため、材料が無駄になる。
【0010】
本発明は、タービン部品の更新又は補修領域の金属的性質を改善すると同時にこれら更新又は補修のためのサイクル時間を減少させる改良式溶接法に関する。この改良式溶接法では、多数の溶接トーチにより多数の溶接体積部又はフィンガー部を同時に形成するため、補修又はサイクル時間が節減される。溶接体積部をそれぞれ独立に溶接するため、補修に要する溶接金属の量及び溶接後に必要な切削加工の作業量が減少するという利点が得られる。従って、本発明は、補修又はサイクル時間の合計量を減少させると同時に溶接部の金属的性質を改善する。
【0011】
【発明の概要】
開示される改良式改造及び補修方法は、補修済み最終製品において所望される複数のフィンガー部に対応する複数の溶接体積部を同時に溶着する。2又はそれ以上の溶接トーチを同時に使用して多数の溶接ビードを同時に溶着する新しい方法により、補修に要する時間又はサイクル時間が顕著に減少する。多数の溶接トーチを互いにすぐ近傍で使用する場合、アークが不安定になるのが普通であるが、本発明では、互いに離隔した溶接体積部の物理的及び磁気的距離により、アークの不安定性が減少する。この方法では、溶接金属を溶着して複数の溶接体積部又は「フィンガー部」を形成するが、いくつかの利点が得られる。最も顕著な利点は、従来技術のように溶着後切削除去しなければならない溶接金属の量が減少することである。また、溶接体積部又は「フィンガー部」をそれぞれ別個に溶接するため、母材金属上に1つの大きな溶接体積部を溶接する方法と比較すると、母材金属中の残留応力が減少する。多数のフィンガー部があるため、磁界も減少する。従って、溶接体積部又はフィンガー部の数が多ければ多いほど、磁界の磁束密度が小さい。溶着中の溶接金属を、溶接ワイヤに電流を通して予熱すると、融液プールの流動性が増加する。これにより、振動する1つの溶接ビードにより互いに離隔した各溶接体積部の各層を形成するのが容易になる。この方法によると良好な溶接特性も得られるが、その理由はワイヤ状溶接金属の予熱により各溶接ビードの溶接高さが薄くなり、冷却速度が増加するからである。ワイヤ状溶接金属の予熱により溶接金属の溶着速度も増加する。
【0012】
多数の溶接トーチを同時に使用するため、補修又はサイクル時間が減少する。溶接トーチの数を2倍にすると溶接時間が半分に短縮されるが、溶接トーチの数をさらに増やすと、溶接時間がさらに短くなる。これは重要なことであるが、さらに別の改良が加えられている。この新しいプロセスは各層につき1つのビードを使用するが、このビードはワイヤ状溶加材及び溶接トーチを振動させ、比較的高いパルス電流を用いて溶着される。振動によりビードの形状が薄くなるが、これは後の溶接パスでの細粒化により溶接特性を実際に改善する。溶接特性を犠牲にせずにワイヤ状溶加金属の供給を増加できる。
【0013】
溶加材へ電流を流してワイヤを予熱し、それにより融液プールが低温のワイヤにより冷却されないようにすると、溶着がさらに改善される。かかる方法は「ホットワイヤ」として知られている。溶接ビードが大きく冷却速度が非常に遅いと大きな粒子が成長してシャルピー衝撃値が低くなるため、通常は「ホットワイヤ」は切欠き靭性を非常に劣化させる。しかしながら、ビードを大量に又は大きく振動させると(各溶接体積部又はフィンガー部を所要の幅にするため必要)、ホットワイヤは実際、融液プールの流動性と溶接特性を改善する。これらのビードは、直線状に溶接(ストリンガービードとして知られる)した場合、同様なホットワイヤビードと比べると、依然として薄く、速く冷却する。ガスタングステンアークとホットワイヤを用いる方式はこの方法に役立たないが、ワイヤの量を増加させ、これは溶着量の増加と同じことである。
【0014】
この方法を実証するために、実尺のプロトタイプ部品を溶接した。利用可能な装置の機能的制約により、一度に2本のフィンガー部を形成する実験を行った。理想的には、適切に設計した装置を用いて、4つの溶接体積部又はフィンガー部を全て、もしくは任意所望の数の溶接体積部又はフィンガー部を同時に溶接することが可能であった。本発明のその他の特徴は以下において説明する。
【0015】
さらに、スティープルを改造及び補修するためにストリップを用いる方法を開示する。タービンロータの改造又は補修にストリップを使用すると、作業を早い速度で完了できるためコスト及びサイクル時間が減少し、作業スケジュールが圧縮されるため、さらに余分のコストを払わずに部品を短時間で稼働状態に復帰させることが可能になる。動翼には種々の設計のものがあるため、これらは溶着させる溶接金属量がそれぞれ異なる。ストリップを用いると、溶着速度を増加できる。高純度のストリップ材を用いると、高品質の溶接部が得られる。
【0016】
【好ましい実施例の詳細な説明】
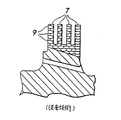
図1A及び1Bは、タービンロータの修理又は改造を行うための従来法を示す。図1Aは、元の動翼根元部を切削除去し、切削加工した表面3を前処理したタービンロータ5を示す。図1Aはまた、1つの溶接体積部1が溶接表面3上に形成された同じタービンロータ5を示す。溶接体積部1は、図1Aに示すように、複数の溶接ビード9より成る。図1Bに示すように、溶着により形成した溶接体積部1の大きな部分を後で切削除去することにより、複数のフィンガー部7を形成するが、これらのフィンガー部は交換用タービン動翼(図示せず)とインターフェイスするように形成されている。
【0017】
本発明の好ましい実施例におけるタービン部品の改造又は補修方法は、タービンロータ5を用意し、タービンロータ5の溶接表面3を前処理し、ワイヤ状溶接金属27を溶着させて溶接表面3又は1つの溶接体積部若しくはバッファ2の上に複数の互いに離隔した溶接体積部11、13、15、17を形成するステップより成る。この1つの溶接体積部又はバッファ2は、従来法により個々の突出部が延伸を開始する点まで肉盛りされている。この改造又は補修方法はさらに、複数の互いに離隔した溶接体積部11、13、15、17を加工して複数のフィンガー部12、14、16、18を形成するステップより成る。本発明の1つの好ましい実施例では、これらフィンガー部12、14、16、18は互いに離隔した溶接体積部11、13、15、17を切削加工して形成される。ワイヤ状溶接金属27を溶着するステップはさらに、少なくとも2つの互いに離隔した溶接体積部11、13、15、17を同時に、またそれら体積部間に空間19を維持するように形成するステップを含む。ワイヤ状の溶接金属はまた、溶着時に、このワイヤ状溶接金属27に電流26を通すかあるいは他の適当な手段により予熱又は加熱してもよい。複数の互いに離隔した溶接体積部溶接金属はそれぞれ、複数層29のワイヤ状溶接金属27により形成される。各層29は、1つの溶接ビード28から又はストリップタイプの溶接材を一回パスさせて形成される。各溶接体積部11、13、15、17を1つの層29毎に形成するこの溶着ステップの間、溶接トーチ21、23を、溶接体積部に所定の幅Wを持たせるに十分な振幅で振動させてもよい。また、溶接トーチは溶接体積部に所望の高さHを与えるために補修表面に関して所定の速度で移動する。
【0018】
図2A及び2Bは、本発明による改造又は補修方法を示す。図2Aは、元の動翼根元部を切削除去し、切削加工した表面3を前処理したタービンロータ5を示す。溶接表面3の前処理にあたり、ロータ5を旋盤にセットし、ロータ5の重要な寸法を旋盤の基準点に関してチェックして記録し、古い動翼(未だ切断されていない場合)を除去し、スティープル又は動翼取付け部を除去し、熱影響部がどこに位置するかに応じて動翼取付け部下方の別の材料を除去する。その後、溶接表面3を溶媒及びリントなしのクロスで浄化して油、シェービング、埃などを取り除く。その後、磁気粒子テスト(MT)を行って、表面又は表面近くの傷の存否をチェックすることにより、溶接により傷に割れが生じないようにする。超音波テスト(UT)を実施して、圧延機による表面の傷がないこと、又は稼働状態による傷がないことを検証する。その後、溶接表面を再び浄化する。さらに、補修中の部品の溶接領域及び隣接領域を溶接前に予熱するのが普通である。
【0019】
図2Aはまた、ロータの前処理した溶接表面3を示すが、この溶接表面3の上又は従来法により個々の突出部が延伸を開始する点まで肉盛りされている1つの溶接体積部の上に複数の互いに離隔した溶接体積部11、13、15、17が形成されている。これら複数の互いに離隔した溶接体積部11、13、15、17は、溶接体積部間の空間19により生じる溶接アーク間の物理的及び磁気的距離のため、アークブロー及び近接溶接アークの相互作用の問題に妨げられることなく、同時に形成できる。本発明の好ましい実施例によると、工場で「アークブロー」として知られるアークの不安定性が大きく減少するか、検知できないほどわずかなものになる。これは、アークをパルス状にすることにより達成される。アークのこのパルス化は、パルス化されないものと比べて激しいアークを発生させるパルス電流を流すことにより得られる。その結果、磁気的不安定性にそれほど感応しないアークが得られる。従って、アークの柱が激しくなればなるほど、アークの不安定性に対する抵抗が大きくなる。しかしながら、最良の方策は溶接体積部11、13、15、17を別々に形成することであり、その理由は種々の突出部を形成することにより電束界(electrical flux field)が破壊されるためである。1つの大きなブロックが形成される旧い溶接補修方法によると、2又はそれ以上のトーチの用いる場合、特にアークが互いに近接すると、アークブローが非常に顕著である。この旧い方法では、唯一の解決法はトーチを或る距離分離することであった。本発明のこの新規な方法では、肉盛りを一旦開始すると電束界が破壊されるためこの問題が解決される。突出部が高ければ高いほど、電束界が小さくなる。アークの不安定性はまた、トーチ21、23が同一方向に移動し振動して、それらの間の最大距離(D)が維持されるようにトーチの運動を協調させると減少する。空間19により互いに離隔した複数の溶接体積部11、13、15、17はまた、図1Aに示す従来法の1つの大きな溶接体積部1と比較すると、複数の溶接体積部の溶接部に小さな残留応力を与える。これは、空間19が互いに離隔した溶接体積部の間の逃げ場として働くからである。さらに、溶接ビードの数が少ないと、溶接部への熱入力の合計量が少なくなる。
【0020】
図2Aは、単独であるいは同時に使用中の2つの溶接トーチ21、23を示す。しかしながら、特定の溶接補修条件に応じて任意の数のトーチを同時に使用することができる。本発明の好ましい実施例では、4本のトーチを同時に使用する。理想としては、使用するトーチの本数は補修済みの最終製品に必要な溶接体積部の数に合致するであろう。2本のトーチを用いると、任意所与の溶接作業につき溶接時間を半分に短縮できる。また、図2Aに示すように空間19により分離された個々の溶接体積部11、13、15、17を肉盛りにより形成すると、図1Aに示す従来法の矩形溶接体積部1と比較して、溶着させる溶接金属の全体量が減少する。複数本の溶接トーチ21、23により互いに離隔した溶接体積部11、13、15、17の溶着を行うと、溶接時間及びその後の切削加工時間が従来法と比較して短縮される。
【0021】
各溶接体積部11、13、15、17は、図2A及び2Bに示すように、複数層29より成る溶着した溶接金属により形成される。第1の好ましい実施例では、中実な母材となる溶接金属を所望の高さに溶着した後、全体の層29を形成するために単一パスで溶着される1つの溶接ビード28から、溶接トーチ21、23を溶接ビードを所望の幅Wにするに十分な所定の振幅で溶接方向に垂直な方向に振動させることにより、互いに離隔した溶接体積部を形成する。溶接トーチ21、23は溶接トーチ間の最大距離Dを維持するために同一方向に振動させるのが望ましく、これがアークの不安定性をさらに減少させるのに役立つ。大きなパルス電流を流しながら溶接トーチを振動させると、大きな速度で溶接金属を溶着させ、しかも溶接ビードの高さ(H)を薄くすることができる。この方法は、冷却速度が速い、薄い溶接ビードを溶着するため優れた溶接特性を与え、溶接層を後でパスさせるため細粒化を促進する。従って、溶接特性を犠牲にすることなく、溶接金属供給速度を増加できる。第2の好ましい実施例では、「ストリンガー」として知られる1つの大きなビードを溶着して1つの溶接ビード28を形成する。この方法の別の実施例では、ワイヤの代わりにストリップを用いるが、これによりビードの形状が変化し、異なる熱入力を使用する。新しいタイプのストリップを用いて粒径又は層厚をさらに小さくできるが、これにより細粒化及び溶接特性が改善される。また、ストリップを機械的に成形してその剛性を増加させる新規な設計を用いることにより、特別長いスティックアウトが可能である。ストリップ材料の使用及び特別長いスティックアウトの利用により、溶接金属の溶着速度だけでなく溶接特性が改善される。
【0022】
図2Aに示すように、ワイヤ状溶加材27を溶接トーチ21、23へ供給しながら電源(図示せず)から電流25を流すことにより、このワイヤ状溶加材27を加熱する。ワイヤを予熱するため溶加材に電流を流すこの方法は、融液プールが低温のワイヤにより冷却されないように溶着プロセスをさらに改良したものである。本発明の好ましい実施例において、このワイヤは一定電圧の電源からの交流電流により、融液プールと接触する直前でその融点に近い温度まで抵抗加熱される。通常、このタイプの方法は、冷却が非常に遅い大きな溶接ビードを形成するためシャルピーV切欠き靭性を非常に劣化させる。このため、大きな粒子が成長し、その後低いシャルピー衝撃値が得られる。また、これらの大きなビードはその後の焼戻しを阻止する。しかしながら、上述したように、ビードを溶着しながら振動させると、ビードの高さ(H)は、図2Bに示すように、依然として比較的薄く、この問題を回避するに十分な速さで冷却する。ワイヤ状溶加材27のこの予熱または加熱は融液プールの流動性を改善し、上述したように、所望のビード幅(H)を有する溶接ビードの形成を容易にする。溶着時ワイヤ状溶加材に電流を流すと、溶接金属供給速度が増加し、溶着速度の増加が可能になる。
【0023】
好ましい実施例において、複数のフィンガー部12、14、16、18は、複数の互いに離隔した溶接体積部11、13、15、17を切削加工して形成する。複数の互いに離隔した溶接体積部を切削加工して複数のフィンガー部を形成するこのステップは、補修を行うロータを旋盤にセットするステップと、その後の3つの基本的切断ステップとより成る。工具で3つのパスを実行するが、これらは粗切断、半仕上げ切断及び仕上げ切断として知られる。これら3つのケースでは、最初の切断は外側直径部、その後の切断は内側及び外側表面(または左または右の外側表面)である。次に、フィンガー部の内側を、切削加工のセットアップに応じて左から右へまたは右から左へ切削加工する。内側フィンガーの作業はプランジカットとして知られる。その後、半径方向の切断、すなわち、各フィンガー部につき頂部及び底部半径の切断を行う。
【0024】
プロトタイプの溶接補修により実証された本発明の実施例では、2つの溶接部が2つのトーチにより同時に形成されるが、各溶接部に約30乃至70アンペアの予熱電流を流し、直径0.045乃至0.062インチ(1.143乃至1.575mm)の溶接ワイヤ27を毎秒約0.4乃至0.8サイクル(ヘルツ)の振動速度で約0.4乃至1.2インチ(10.2乃至30.5mm)振動させ、毎分2.5乃至3.6インチ(1.06乃至1.52mm/秒)の溶接速度、約65乃至250ipm(2.75乃至10.6cm/秒)のワイヤ供給速度で、ほぼ約0.5乃至1.5インチ(1.27乃至3.81cm)幅(W)の溶接ビードが形成される。互いに離隔した溶接体積部11、13、15、17の間にほぼ0.1インチ(2.54mm)の間隔19を維持すると、同時発生の溶接アーク間には認識可能な相互作用は認められない。毎分約2.5乃至3.6インチ(1.06乃至1.52mm/秒)の溶接速度を得るため溶接部の下方でロータ表面3を回転することにより、溶接ビードの高さ(H)が約0.065乃至0.080インチ(1.65乃至2.03mm)になる。別の実施例におけるワイヤ状溶接金属27は、米国特許第4,897,519号に開示されるように9Crが変性されたものである。
【0025】
さらに、ステープルの改造及び補修のためにストリップを用いる方法について説明する。タービンロータの改造または補修にストリップを使用すると、作業を迅速に完了させ、部品を短時間で稼働状態に復帰させることができるため、コストとサイクル時間が減少する。動翼の設計にはそれぞれ相違点があるため、これら種々の動翼に必要な溶着すべき溶接金属の量は異なる。ストリップを用いると、溶着速度を増加させることができる。高純度のストリップ材料を用いると、高品質の溶接が可能となる。
【0026】
必要とされる溶接補修部の幅または形状に対応する特定幅のストリップを用いて、補修が行われる。広幅のストリップを必要とする形状のような特殊な用途では、必要な溶接幅を得るために多数のストリップを横に並べて用いる。多数のストリップを横に並べて用いるこの方法は、広幅のストリップの製造またはその入手に制約があるためである。この改造または補修方法は、高圧または低圧ロータ及びタービン部品の何れにも利用可能である。好ましくは、溶接表面の上に360°にわたり溶接部を肉盛りする。ロータの周りのパス回数は、実施する補修及び動翼取付け部の所望の高さにより決まる。好ましい実施例では、ストリップの1つのパスが1つの層に等しく、ストリップは、その幅が最終溶接部に所望される幅を与えるように選択されるであろう。その後のパスはそれぞれ、前のパスを熱処理し焼き戻すように作用し、それにより溶接部の特性が改善される。
【0027】
低圧ロータの溶接は、ロータ鍛造部の全ての部分及びディスクの種々の鍛造部上で行われる。使用するストリップ材料及び溶接方法は、その結果得られる溶接部の種々の特性を決定する要因である。関心のある溶接特性の一部には、高サイクル疲労、応力腐蝕割れ、靭性、破壊力学、溶接物の幾何学的形状がある。高圧タービン用合金に対して行ったの補修の大部分は制御段の領域内であった。これらの改造または補修は通常、サイドエントリーまたはトリプルピン型への設計変更を行うために行われた。ロータのこの領域は、高圧蒸気が通過するため高温及び大きな応力に曝される。ストリップを使用し高圧ロータに対してこれらの補修を行う際、動翼取付け領域のクリープを適正に補償するために熱影響部の応力及び運転温度を考慮することが重要である。
【0028】
ストリップを所望の高さ及び幅に溶着した後、溶接体積部を従来法により切削加工して、所望の動翼取付け部を形成する。直線型または曲線型サイドエントリーまたは反転Tスロットもしくは種々のピン構造を、この溶接体積部に切削加工して、動翼取付け用の所望の手段を形成することが好ましい。
【0029】
以上において本発明の多数の特徴及び利点を、本発明の詳細な構造及び機能と共に明らかにしたが、それらの説明は例示の目的を持つにすぎず、本発明の原理の範囲内で、頭書の特許請求の範囲の用語の一般的な意味により決まる最大幅内で、部品の形状、サイズ及び配置構成の変更が可能であることを理解されたい。
【図面の簡単な説明】
【図1A】 図1Aは、元の動翼根元部が切削加工により除去され、切削加工済み表面上に従来法の溶接肉盛りが行われた制御段のロータを示す横断面図である。
【図1B】 図1Bは、図1Aの制御段のロータの横断面図であり、従来法により溶接部に切削加工により形成されたフィンガー部を示す。
【図2A】 図2Aは、制御段のロータの横断面図であり、本発明の実施例に従って、元の動翼根元部が切削加工により除去され、切削加工済み表面上の従来法による肉盛り部上に複数の溶接トーチにより複数の互いに離隔した溶接体積部が溶着され、また溶接金属の溶着時にワイヤ状溶加材を加熱するために電流を流す例を示す。
【図2B】 図2Bは、図2Aの制御段のロータの横断面図であり、本発明の好ましい実施例に従って、互いに離隔した溶接体積部がそれぞれ溶接金属の複数層により形成され、各層が単一の溶接ビードから形成される例を示す。
Claims (10)
- タービンロータの補修又は改造方法であって、
タービンロータ(5)を用意し、
タービンロータ(5)の溶接表面(3)を前処理し、
溶接表面(3)の上に溶加材(27)を溶着させて複数の互いに離隔した溶接体積部(11、13、15、17)を同時に形成するステップより成り、
複数の互いに離隔した溶接体積部(11、13、15、17)は複数のフィンガー部(12、14、16、18)を形成することを特徴とするタービンロータの補修又は改造方法。 - 溶着ステップの間に、電流(25)を溶加材(27)に流すことにより該溶加材(27)を加熱するステップをさらに含む請求項1の方法。
- 溶着ステップはさらに、
複数層(29)の溶接金属(27)より成る複数の互いに離隔した溶接体積部(11、13、15、17)をそれぞれ形成し、
各層(29)を単一の溶接ビード(28)で形成するステップを含む請求項1の方法。 - 溶着ステップはさらに、溶接体積部に所定の幅Wを、また溶接ビードに所定の高さHを与えるに十分な振幅で溶接トーチ(21、23)を振動させることにより単一の溶接ビード(28)をそれぞれ形成するステップを含む請求項3の方法。
- 互いに離隔した溶接体積部(11、13、15、17)を形成するように溶着中の溶加材(27)は、合金ストリップである請求項1の方法。
- 溶接金属(27)はガスタングステンアーク溶接又はプラズマアーク溶接により溶着される請求項1の方法。
- 溶着ステップはさらに、溶加材(27)と溶接トーチ(21,23)を約1.02乃至3.05cm(0.4乃至1.2インチ)、毎秒0.4乃至0.8ヘルツの振動速度で振動させるステップを含む請求項1の方法。
- 溶着ステップはさらに、溶接ビードに所定の高さHを与えるに十分な溶接速度と溶加材(27)供給速度を用いる請求項1の方法。
- 溶着ステップはさらに、約2.75乃至10.6cm/秒(65乃至250ipm)の溶加材(27)供給速度と、約1.06乃至1.52mm/秒(毎分2.5乃至3.6インチ)の溶接速度を用いる請求項8の方法。
- 溶着ステップはさらに、互いに離隔した溶接体積部(11、13、15、17)の間に約2.54cm(0.1インチ)の空間(19)を維持するステップより成る請求項1の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/136,848 | 1998-08-19 | ||
| US09/136,848 US6118098A (en) | 1997-10-10 | 1998-08-19 | Turbine rotor modernization and repair method |
| PCT/US1999/018916 WO2000010765A1 (en) | 1998-08-19 | 1999-08-18 | Turbine rotor modernization and repair method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002523240A JP2002523240A (ja) | 2002-07-30 |
| JP2002523240A5 JP2002523240A5 (ja) | 2010-07-08 |
| JP4675482B2 true JP4675482B2 (ja) | 2011-04-20 |
Family
ID=22474648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000566070A Expired - Fee Related JP4675482B2 (ja) | 1998-08-19 | 1999-08-18 | タービンロータの改造及び補修方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6118098A (ja) |
| EP (1) | EP1105243B1 (ja) |
| JP (1) | JP4675482B2 (ja) |
| KR (1) | KR100624996B1 (ja) |
| CN (1) | CN1313800A (ja) |
| CA (1) | CA2340932C (ja) |
| DE (1) | DE69907215T2 (ja) |
| WO (1) | WO2000010765A1 (ja) |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6536110B2 (en) * | 2001-04-17 | 2003-03-25 | United Technologies Corporation | Integrally bladed rotor airfoil fabrication and repair techniques |
| JP2004181480A (ja) * | 2002-12-02 | 2004-07-02 | Mitsubishi Heavy Ind Ltd | タービン用ロータの補修方法 |
| GB0302399D0 (en) * | 2003-02-03 | 2003-03-05 | Rolls Royce Plc | Laser deposition |
| US8266800B2 (en) | 2003-09-10 | 2012-09-18 | Siemens Energy, Inc. | Repair of nickel-based alloy turbine disk |
| DE102004036066A1 (de) * | 2004-07-24 | 2006-02-16 | Mtu Aero Engines Gmbh | Verfahren zum Reparieren bzw. Fertigen eines Bauteils |
| US7316057B2 (en) * | 2004-10-08 | 2008-01-08 | Siemens Power Generation, Inc. | Method of manufacturing a rotating apparatus disk |
| FR2882533B1 (fr) * | 2005-02-25 | 2007-07-06 | Snecma Moteurs Sa | Procede de reparation de disque aubage monobloc, eprouvette de debut et de fin campagne |
| US20060231535A1 (en) * | 2005-04-19 | 2006-10-19 | Fuesting Timothy P | Method of welding a gamma-prime precipitate strengthened material |
| US20070267109A1 (en) * | 2006-05-17 | 2007-11-22 | General Electric Company | High pressure turbine airfoil recovery device and method of heat treatment |
| US20080263863A1 (en) * | 2007-04-27 | 2008-10-30 | United Technologies Corporation | Dimensional restoration of turbine blade knife edge seals |
| US20090014421A1 (en) * | 2007-07-10 | 2009-01-15 | Sujith Sathian | Weld Repair Method for a Turbine Bucket Tip |
| GB2452274A (en) * | 2007-08-30 | 2009-03-04 | Welding Alloys Ltd | Manufacture of welded components |
| EP2100687A1 (de) * | 2008-02-29 | 2009-09-16 | Siemens Aktiengesellschaft | Potentialfreie Drahterwärmung beim Schweissen und Vorrichtung dafür |
| FR2931714B1 (fr) * | 2008-05-30 | 2010-06-25 | Snecma | Construction d'une partie d'une piece metallique par le procede mig avec courant et fil pulses |
| US8678267B2 (en) * | 2008-10-10 | 2014-03-25 | The Boeing Company | System and method for integrally forming a stiffener with a fiber metal laminate |
| DE102011002532A1 (de) * | 2011-01-11 | 2012-07-12 | Rolls-Royce Deutschland Ltd & Co Kg | Verfahren zur Reparatur von Verdichter- oder Turbinentrommeln |
| MX2014005764A (es) * | 2011-11-16 | 2014-08-22 | List Ag | Procedimiento para la union de elementos funcionales a un eje. |
| US9126287B2 (en) | 2012-03-12 | 2015-09-08 | Siemens Energy, Inc. | Advanced pass progression for build-up welding |
| US20140053403A1 (en) * | 2012-08-22 | 2014-02-27 | General Electric Company | Method for extending an original service life of gas turbine components |
| US8726610B2 (en) * | 2012-08-29 | 2014-05-20 | General Electric Company | Crack-resistant member, a method of preventing crack propagation, and a method of assembling a tower |
| US9676051B2 (en) * | 2012-10-18 | 2017-06-13 | Lincoln Global, Inc. | System and methods providing modulation schemes for achieving a weld bead appearance |
| US20140151481A1 (en) * | 2012-12-03 | 2014-06-05 | Basf Se | Process for Connecting Functional Elements to a Shelf |
| EP2756907A1 (de) * | 2013-01-21 | 2014-07-23 | Siemens Aktiengesellschaft | Auftragsschweißen mit äußerer dickerer Rahmenkontur |
| US20160032766A1 (en) * | 2013-03-14 | 2016-02-04 | General Electric Company | Components with micro cooled laser deposited material layer and methods of manufacture |
| CN104002016A (zh) * | 2013-12-15 | 2014-08-27 | 柳州市柳南区旭升机械厂 | 装载机铲斗主刀板的表面硬化处理方法 |
| DE112014007181T5 (de) * | 2014-11-18 | 2017-08-24 | Komatsu Ltd. | Abriebfestes Bauteil und Verfahren zum Herstellen desselben |
| US9938834B2 (en) | 2015-04-30 | 2018-04-10 | Honeywell International Inc. | Bladed gas turbine engine rotors having deposited transition rings and methods for the manufacture thereof |
| US10294804B2 (en) * | 2015-08-11 | 2019-05-21 | Honeywell International Inc. | Dual alloy gas turbine engine rotors and methods for the manufacture thereof |
| CN106563929B (zh) * | 2015-10-08 | 2019-09-17 | 利宝地工程有限公司 | 修复和制造涡轮发动机部件的方法及涡轮发动机部件 |
| US10036254B2 (en) | 2015-11-12 | 2018-07-31 | Honeywell International Inc. | Dual alloy bladed rotors suitable for usage in gas turbine engines and methods for the manufacture thereof |
| DE102017103066A1 (de) * | 2017-02-15 | 2018-08-16 | Flottweg Se | Verfahren zum Herstellen eines metallischen Werkstücks |
| US11084275B2 (en) * | 2017-05-05 | 2021-08-10 | Lincoln Global, Inc. | Methods and systems for hybrid deposition rate near net shape additive manufacturing |
| JP6802773B2 (ja) * | 2017-10-23 | 2020-12-23 | 株式会社神戸製鋼所 | 積層造形物の製造方法及び積層造形物 |
| EP3517237A1 (en) | 2018-01-30 | 2019-07-31 | General Electric Company | Repair of gas turbine diaphragm |
| CN108941858B (zh) * | 2018-09-04 | 2020-08-07 | 中国人民解放军陆军装甲兵学院 | 一种断裂板件mig弧焊增材再制造方法 |
| WO2022125075A1 (en) * | 2020-12-08 | 2022-06-16 | General Electric Company | Methods of forming or repairing part with overhung section, and related turbomachine part |
| GB202208609D0 (en) * | 2022-06-13 | 2022-07-27 | Rolls Royce Plc | Repair system and method for in-situ repair of machine |
| KR102458041B1 (ko) | 2022-08-05 | 2022-10-24 | 터보파워텍(주) | 초음파 진동과 레이저 클래딩을 이용한 터빈로터 수리방법 |
| KR102515276B1 (ko) | 2022-08-05 | 2023-03-29 | 터보파워텍(주) | 지그장치를 이용한 터빈로터 레이저 클래딩 수리방법 |
| KR102480317B1 (ko) | 2022-09-02 | 2022-12-23 | 터보파워텍(주) | 터빈로터 수리용 레이저 클래딩 자동화장치 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5017349A (ja) * | 1973-06-19 | 1975-02-24 | ||
| JPS5239545A (en) * | 1975-09-20 | 1977-03-26 | Krupp Gmbh | Method and device for fabricating work consisting of steel* and having thick wall and rotation reflexion axis |
| JPS6156772A (ja) * | 1984-08-16 | 1986-03-22 | ヨツト エム フオイト ゲ−エムベ−ハ− | 工作物を肉盛溶接によつて製作する装置 |
| JPS6186082A (ja) * | 1984-10-04 | 1986-05-01 | ウエスチングハウス エレクトリック コ−ポレ−ション | アーク溶接装置 |
| JPS6233067A (ja) * | 1985-06-13 | 1987-02-13 | ゼネラル・エレクトリツク・カンパニイ | 突起を有する部材の修理 |
| JPS62282796A (ja) * | 1986-05-29 | 1987-12-08 | Mitsubishi Heavy Ind Ltd | 翼根部溶接補修法 |
| JPH01273692A (ja) * | 1988-03-14 | 1989-11-01 | Westinghouse Electric Corp <We> | タービン構成要素摩耗表面の補修法 |
| JPH01315603A (ja) * | 1988-05-05 | 1989-12-20 | Westinghouse Electric Corp <We> | タービン構成要素摩耗表面の補修法 |
| JPH04231177A (ja) * | 1990-08-14 | 1992-08-20 | Westinghouse Electric Corp <We> | 蒸気タービンの構成物品および蒸気タービンロータの製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH594471A5 (ja) * | 1976-07-02 | 1978-01-13 | Bbc Brown Boveri & Cie | |
| US4633554A (en) * | 1985-08-08 | 1987-01-06 | Westinghouse Electric Corp. | Method for repairing a steam turbine or generator rotor |
| US4958431A (en) * | 1988-03-14 | 1990-09-25 | Westinghouse Electric Corp. | More creep resistant turbine rotor, and procedures for repair welding of low alloy ferrous turbine components |
| US4940390A (en) * | 1988-05-05 | 1990-07-10 | Westinghouse Electric Corp. | Turbine system having more failure resistant rotors and repair welding of low alloy ferrous turbine components by controlled weld build-up |
| US5735044A (en) * | 1995-12-12 | 1998-04-07 | General Electric Company | Laser shock peening for gas turbine engine weld repair |
| US5914055A (en) * | 1996-11-18 | 1999-06-22 | Tennessee Valley Authority | Rotor repair system and technique |
-
1998
- 1998-08-19 US US09/136,848 patent/US6118098A/en not_active Expired - Lifetime
-
1999
- 1999-08-18 KR KR1020017002105A patent/KR100624996B1/ko not_active IP Right Cessation
- 1999-08-18 JP JP2000566070A patent/JP4675482B2/ja not_active Expired - Fee Related
- 1999-08-18 DE DE69907215T patent/DE69907215T2/de not_active Expired - Lifetime
- 1999-08-18 CN CN99809843A patent/CN1313800A/zh active Pending
- 1999-08-18 EP EP99942328A patent/EP1105243B1/en not_active Expired - Lifetime
- 1999-08-18 CA CA002340932A patent/CA2340932C/en not_active Expired - Fee Related
- 1999-08-18 WO PCT/US1999/018916 patent/WO2000010765A1/en active IP Right Grant
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5017349A (ja) * | 1973-06-19 | 1975-02-24 | ||
| JPS5239545A (en) * | 1975-09-20 | 1977-03-26 | Krupp Gmbh | Method and device for fabricating work consisting of steel* and having thick wall and rotation reflexion axis |
| JPS6156772A (ja) * | 1984-08-16 | 1986-03-22 | ヨツト エム フオイト ゲ−エムベ−ハ− | 工作物を肉盛溶接によつて製作する装置 |
| JPS6186082A (ja) * | 1984-10-04 | 1986-05-01 | ウエスチングハウス エレクトリック コ−ポレ−ション | アーク溶接装置 |
| JPS6233067A (ja) * | 1985-06-13 | 1987-02-13 | ゼネラル・エレクトリツク・カンパニイ | 突起を有する部材の修理 |
| JPS62282796A (ja) * | 1986-05-29 | 1987-12-08 | Mitsubishi Heavy Ind Ltd | 翼根部溶接補修法 |
| JPH01273692A (ja) * | 1988-03-14 | 1989-11-01 | Westinghouse Electric Corp <We> | タービン構成要素摩耗表面の補修法 |
| JPH01315603A (ja) * | 1988-05-05 | 1989-12-20 | Westinghouse Electric Corp <We> | タービン構成要素摩耗表面の補修法 |
| JPH04231177A (ja) * | 1990-08-14 | 1992-08-20 | Westinghouse Electric Corp <We> | 蒸気タービンの構成物品および蒸気タービンロータの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69907215D1 (de) | 2003-05-28 |
| JP2002523240A (ja) | 2002-07-30 |
| WO2000010765B1 (en) | 2000-05-04 |
| EP1105243A1 (en) | 2001-06-13 |
| CA2340932A1 (en) | 2000-03-02 |
| KR20010085411A (ko) | 2001-09-07 |
| KR100624996B1 (ko) | 2006-09-20 |
| EP1105243B1 (en) | 2003-04-23 |
| CN1313800A (zh) | 2001-09-19 |
| DE69907215T2 (de) | 2003-10-30 |
| CA2340932C (en) | 2009-03-31 |
| US6118098A (en) | 2000-09-12 |
| WO2000010765A1 (en) | 2000-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4675482B2 (ja) | タービンロータの改造及び補修方法 | |
| US4903888A (en) | Turbine system having more failure resistant rotors and repair welding of low alloy ferrous turbine components by controlled weld build-up | |
| US4940390A (en) | Turbine system having more failure resistant rotors and repair welding of low alloy ferrous turbine components by controlled weld build-up | |
| US6673169B1 (en) | Method and apparatus for repairing superalloy components | |
| US4897519A (en) | More creep resistant turbine rotor, and procedures for repear welding of low alloy ferrous turbine components | |
| US4958431A (en) | More creep resistant turbine rotor, and procedures for repair welding of low alloy ferrous turbine components | |
| CA2343639C (en) | Laser welding superalloy articles | |
| US4657171A (en) | Repair of a member having a projection | |
| EP1296796B1 (en) | Welding superalloy articles | |
| US6376801B1 (en) | Gas turbine component refurbishment apparatus and repair method | |
| US20040191064A1 (en) | Laser powder fusion repair of Z-notches with inconel 713 powder | |
| JPH07214308A (ja) | 溶融アーク溶接によって金属部分を結合する方法 | |
| EP0550205B1 (en) | Steam turbine rotor welding | |
| US20170368629A1 (en) | Hardfacing with low carbon steel electrode | |
| US5591363A (en) | Optimized welding technique for NiMoV rotors for high temperature applications | |
| US8853594B2 (en) | Welding method and apparatus therefor | |
| Díaz et al. | Laser Powder Welding with a Co-based alloy for repairing steam circuit components in thermal power stations | |
| CN1036617A (zh) | 高抗蠕变汽轮机转子及低合金铁基汽轮机部件焊接修复的方法 | |
| Hauer et al. | Cladding of submerged propeller shafts: a comparison between conventional and high end techniques and materials | |
| Sun et al. | Micro–PTA powder cladding on a hot work tool steel | |
| CN115365618A (zh) | 一种火焰筒尾部堆焊Co60Cr30W5合金的手工氩弧焊接方法 | |
| Kazadi et al. | Laser based refurbishment of steel mill components |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090313 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090615 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090622 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090713 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090721 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090812 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090819 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100310 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20100524 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101227 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110126 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140204 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |