JP4627068B2 - 磁気エンコーダの品質管理方法 - Google Patents
磁気エンコーダの品質管理方法 Download PDFInfo
- Publication number
- JP4627068B2 JP4627068B2 JP2007120615A JP2007120615A JP4627068B2 JP 4627068 B2 JP4627068 B2 JP 4627068B2 JP 2007120615 A JP2007120615 A JP 2007120615A JP 2007120615 A JP2007120615 A JP 2007120615A JP 4627068 B2 JP4627068 B2 JP 4627068B2
- Authority
- JP
- Japan
- Prior art keywords
- magnetic
- magnetic encoder
- elastic member
- hardness
- encoder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C41/00—Other accessories, e.g. devices integrated in the bearing not relating to the bearing function as such
- F16C41/007—Encoders, e.g. parts with a plurality of alternating magnetic poles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/72—Sealings
- F16C33/76—Sealings of ball or roller bearings
- F16C33/78—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members
- F16C33/7869—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members mounted with a cylindrical portion to the inner surface of the outer race and having a radial portion extending inward
- F16C33/7879—Sealings of ball or roller bearings with a diaphragm, disc, or ring, with or without resilient members mounted with a cylindrical portion to the inner surface of the outer race and having a radial portion extending inward with a further sealing ring
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/14—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load
- F16C19/18—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls
- F16C19/181—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact
- F16C19/183—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles
- F16C19/184—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for both radial and axial load with two or more rows of balls with angular contact with two rows at opposite angles in O-arrangement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/01—Parts of vehicles in general
- F16C2326/02—Wheel hubs or castors
Description
磁気エンコーダのエアギャップを大きくするためには、磁力を大きくする必要がある。従来の品質管理において、この磁力は、磁気エンコーダに磁気センサを近接させて磁束密度を測定することで管理していた。しかし、この磁気センサによる測定は、測定に時間がかかるという問題や、測定場所(測定環境)によって測定値がばらつくという問題を有していた。製造コストを抑えるためには、このような品質管理も容易にすることが望まれる。
このように上記弾性部材の硬さをHs90以上98以下とすることで、エアギャップが2.0mmの場合に±3mT以上の磁束密度を得ることができる。上記磁気エンコーダはアキシアル型とラジアル型のいずれであっても良い。
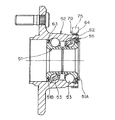
上記磁気エンコーダは、例えば、外方部材と内方部材の転走面間に転動体を介在させてなる車輪用軸受における前記外方部材および内方部材のうちの回転側部材に取付けられたものである。
そこで、本発明者は、このエアギャップを大きくできることと磁性ゴムの硬さとの相関関係について調査を行い、従来の磁気エンコーダの硬さがHs80程度であったのに対し、Hs90以上とすることで、エアギャップを大きくできる磁気エンコーダを提供できることを知得した。
この知見に基づき、Hs90の磁気エンコーダを車輪用軸受に装着したところ、エアギャップを2mm以上とすることができた。これは、従来の磁気エンコーダでは得られなかったエアギャップである。また、磁気エンコーダにおける弾性部材の硬さがHs90以上であると、エアギャップGが2.0mmの場合に、所定の磁束密度(±3mT以上)が検出されることがわかった。硬さがHs80の場合、エアギャップGが1.9mm以下であると、上記所定の磁束密度が得られたが、エアギャップGが2.0mmになると、検出不可であった。Hs90の場合は、エアギャップGが2.0mmであっても、上記所定の磁束密度が検出された。
また、従来、磁気エンコーダの主要な品質管理項目である磁力は、上記のように磁気センサを近接させて磁束密度を測定することで管理していたため、測定に時間がかかり、測定環境によって測定値がばらつく問題があった。しかし、この発明の磁気エンコーダの磁力管理方法は、硬さで磁力を管理するため、磁気センサによる測定よりも簡便で、精度の高い管理ができる。
弾性部材の硬さの上限は、Hs98以下としたが、このため、磁性体粉を多く含み過ぎて、バインダとなる弾性材料が不足することによる弾性部材の脆弱化が回避され、必要な強度を持つものとできる。
すなわち、弾性部材14に磁性ゴムを用いた磁気エンコーダ20は、磁性体粉の配合量が多いほど磁力を高めることができ、そのため、対向する磁気センサ15とのエアギャップGを大きくすることができる。磁性体粉の配合量を多くしていくと、磁性ゴムの硬さ値が大きくなるため、磁性ゴムの硬さ値が大きいことは、磁性体粉の配合比率が高いことを意味すると考えられる。
そこで、本発明者は、このエアギャップを大きくできることと磁性ゴムの硬さとの相関関係について試験を行った。その結果、従来の磁気エンコーダにおける弾性部材の硬さがHs80程度であったのに対し、Hs90以上であると、エアギャップGが2.0mmの場合に、所定の磁束密度(±3mT以上)が検出されることがわかった。硬さがHs80の場合、エアギャップGが1.9mm以下であると、上記所定の磁束密度が得られたが、エアギャップGが2.0mmになると、検出不可であった。Hs90の場合は、エアギャップGが2.0mmであっても、上記所定の磁束密度が検出された。Hs90の場合は、ピッチ相互差も±2%(レンジで4%以下)という精度を検出することができた。
上記所定の磁束密度(±3mT以上)は、磁気センサ15で磁気エンコーダ20の磁極を安定して検出するために要望される値である。また、ピッチ相互差±2%は、自動車の車輪の回転速度検出に要望されるピッチ精度である。ピッチ相互差とは、磁気エンコーダ20を1回転させたときに磁気センサで得られる1回転分の出力波形のピッチを測定し、理想ピッチからのずれの最大値を言う。
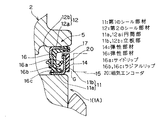
シール装置5は、第1,第2のシール板11,12が対向し、サイドリップ16aおよびラジアルリップ16bが摺接するため、密封性能が優れたものとなる。
2…外方部材
3…転動体
5…シール装置
11…第1のシール板(芯金)
12…第2のシール板
14…弾性部材
16…弾性部材
16a…サイドリップ
16b,16c…ラジアルリップ
20…磁気エンコーダ
64…弾性部材
70…磁気エンコーダ
G…エアギャップ
Claims (3)
- 磁性体粉を弾性材料に混入させた弾性部材を芯金に円周状に一体に固着し、所定のピッチとなるように円周方向に交互に磁極を形成してなる磁気エンコーダの品質を管理する方法であって、上記磁性体粉と弾性材料との配合比率と、弾性部材の硬さの相関関係に基づいて、弾性部材の硬さを規定することによって、上記磁気エンコーダの磁力と強度を管理することを特徴とする磁気エンコーダの品質管理方法。
- 請求項1において、上記弾性部材の硬さをHs90以上98以下とする磁気エンコーダの品質管理方法。
- 請求項1または請求項2において、上記磁気エンコーダが、外方部材と内方部材の転走面間に転動体を介在させてなる車輪用軸受における前記外方部材および内方部材のうちの回転側部材に取付けられたものである磁気エンコーダの品質管理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007120615A JP4627068B2 (ja) | 2007-05-01 | 2007-05-01 | 磁気エンコーダの品質管理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007120615A JP4627068B2 (ja) | 2007-05-01 | 2007-05-01 | 磁気エンコーダの品質管理方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001282628A Division JP2003089302A (ja) | 2001-09-18 | 2001-09-18 | 磁気エンコーダおよびそれを備えた車輪用軸受 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007263968A JP2007263968A (ja) | 2007-10-11 |
| JP2007263968A5 JP2007263968A5 (ja) | 2008-07-17 |
| JP4627068B2 true JP4627068B2 (ja) | 2011-02-09 |
Family
ID=38637072
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007120615A Expired - Lifetime JP4627068B2 (ja) | 2007-05-01 | 2007-05-01 | 磁気エンコーダの品質管理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4627068B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009097996A (ja) * | 2007-10-17 | 2009-05-07 | Ntn Corp | 磁気エンコーダおよび転がり軸受 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001133441A (ja) * | 1999-11-04 | 2001-05-18 | Nkk Corp | 非破壊硬度計測方法 |
| JP2001180212A (ja) * | 1999-12-28 | 2001-07-03 | Ntn Corp | 車輪軸受装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6430863A (en) * | 1987-07-25 | 1989-02-01 | Sumitomo Electric Industries | Rotor of rotation sensor |
| JPH05198425A (ja) * | 1992-01-22 | 1993-08-06 | Mazda Motor Corp | 回転センサの磁石体およびその製造方法 |
| JPH1083530A (ja) * | 1996-09-06 | 1998-03-31 | Sony Corp | 磁気記録媒体及びその製造方法、並びにその使用方法 |
-
2007
- 2007-05-01 JP JP2007120615A patent/JP4627068B2/ja not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001133441A (ja) * | 1999-11-04 | 2001-05-18 | Nkk Corp | 非破壊硬度計測方法 |
| JP2001180212A (ja) * | 1999-12-28 | 2001-07-03 | Ntn Corp | 車輪軸受装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007263968A (ja) | 2007-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5327077B2 (ja) | エンコーダ付車輪支持用転がり軸受ユニット | |
| US6109793A (en) | Rolling bearing unit with rotational speed sensor | |
| JP2010151277A (ja) | 回転速度検出装置付き車輪用軸受装置 | |
| JP4345988B2 (ja) | 車輪用軸受装置 | |
| JP2003089302A (ja) | 磁気エンコーダおよびそれを備えた車輪用軸受 | |
| CN101589312A (zh) | 转速检测装置及结合有转速检测装置的车轮用轴承装置 | |
| JP2004084848A (ja) | 転がり軸受装置 | |
| JP4627068B2 (ja) | 磁気エンコーダの品質管理方法 | |
| JP5521696B2 (ja) | エンコーダ付車輪支持用転がり軸受ユニット | |
| JP2007263968A5 (ja) | ||
| JP2008144861A (ja) | 軸受ユニット | |
| JP4952035B2 (ja) | エンコーダ付シールリングの製造方法とエンコーダ付転がり軸受ユニット | |
| JP2006090511A (ja) | センサ付き転がり軸受装置 | |
| JP2001289257A (ja) | 車輪用軸受 | |
| JP2003130075A (ja) | トーンホイール付転がり軸受ユニット | |
| JP4209607B2 (ja) | 着磁エンコーダの評価方法 | |
| JP2007198886A (ja) | エンコーダ、転がり軸受の密封装置、及びセンサ付き転がり軸受装置 | |
| JP4957259B2 (ja) | 転がり軸受ユニットの状態量測定装置 | |
| JP4628395B2 (ja) | 回転速度検出装置付き車輪用軸受装置 | |
| JP5867101B2 (ja) | エンコーダ付車輪支持用転がり軸受ユニットの組立方法及び回転速度検出装置付車輪支持用転がり軸受ユニットの組立方法 | |
| US20020028032A1 (en) | Wheel Bearing assembly | |
| JP2005140334A (ja) | 磁気エンコーダ付き軸受 | |
| JP2014201212A (ja) | センサ付車輪用軸受装置 | |
| JP2002340920A (ja) | 回転速度検出装置付き車輪用軸受 | |
| JP5327305B2 (ja) | エンコーダ付組み合わせシールリング |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080603 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080603 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100706 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100906 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101102 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101102 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131119 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4627068 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |