JP4623960B2 - スライシング方法及び装置 - Google Patents
スライシング方法及び装置 Download PDFInfo
- Publication number
- JP4623960B2 JP4623960B2 JP2003510224A JP2003510224A JP4623960B2 JP 4623960 B2 JP4623960 B2 JP 4623960B2 JP 2003510224 A JP2003510224 A JP 2003510224A JP 2003510224 A JP2003510224 A JP 2003510224A JP 4623960 B2 JP4623960 B2 JP 4623960B2
- Authority
- JP
- Japan
- Prior art keywords
- illumination
- slice
- detection
- lighting
- different
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims abstract description 62
- 238000005286 illumination Methods 0.000 claims abstract description 74
- 238000001514 detection method Methods 0.000 claims abstract description 70
- 235000013305 food Nutrition 0.000 claims abstract description 17
- 230000001788 irregular Effects 0.000 claims abstract description 7
- 235000013580 sausages Nutrition 0.000 claims abstract description 6
- 230000002093 peripheral effect Effects 0.000 claims description 13
- 238000011156 evaluation Methods 0.000 claims description 9
- 230000005855 radiation Effects 0.000 claims description 7
- 239000004615 ingredient Substances 0.000 claims description 6
- 230000010287 polarization Effects 0.000 claims description 5
- 230000023077 detection of light stimulus Effects 0.000 claims description 2
- 238000010304 firing Methods 0.000 claims 2
- 230000032683 aging Effects 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 claims 1
- 230000003252 repetitive effect Effects 0.000 claims 1
- 230000005693 optoelectronics Effects 0.000 abstract description 3
- 230000003287 optical effect Effects 0.000 description 3
- 230000007613 environmental effect Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000005670 electromagnetic radiation Effects 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 235000020989 red meat Nutrition 0.000 description 1
- 238000000547 structure data Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/007—Control means comprising cameras, vision or image processing systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/20—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed
- B26D5/30—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed having the cutting member controlled by scanning a record carrier
- B26D5/34—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed having the cutting member controlled by scanning a record carrier scanning being effected by a photosensitive device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
- B26D7/30—Means for performing other operations combined with cutting for weighing cut product
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D2210/00—Machines or methods used for cutting special materials
- B26D2210/02—Machines or methods used for cutting special materials for cutting food products, e.g. food slicers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
- Y10T83/0505—With reorientation of work between cuts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/162—With control means responsive to replaceable or selectable information program
- Y10T83/173—Arithmetically determined program
- Y10T83/175—With condition sensor
- Y10T83/178—Responsive to work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/525—Operation controlled by detector means responsive to work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/687—By tool reciprocable along elongated edge
- Y10T83/6905—With tool in-feed
- Y10T83/693—Of rectilinearly reciprocating tool
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- General Physics & Mathematics (AREA)
- Physics & Mathematics (AREA)
- Biochemistry (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Computer Vision & Pattern Recognition (AREA)
- General Health & Medical Sciences (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Health & Medical Sciences (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Investigating Or Analysing Materials By Optical Means (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Molding Of Porous Articles (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Surface Acoustic Wave Elements And Circuit Networks Thereof (AREA)
- Meat, Egg Or Seafood Products (AREA)
Description
Claims (38)
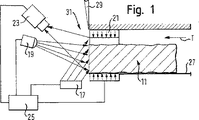
- ソーセージやハムの如き不規則な内部構造を有していてスライス領域(31)から搬送される食製品(11)をスライス(S)として切断し、前記食製品(11)を切断する間、前記食製品(11)のスライス(S)の各々の輪郭及び内部構造の情報の両方が光電子検知装置を用いた一連の検知手順(E)によって取得され、前記一連の検知手順においては、前記スライス領域(31)が照明装置(17、19、21)によって照明されて、前記食製品(11)から切り離されるべき各スライス(S)の切断表面(13)及び周辺領域(15)からの反射光線が検知・評価される方法であって、
前記検知手順(E)のうち少なくとも1つにおいて、前記照明装置による照明は、少なくとも1つの照明パラメータに関して互いに異なる複数の照明成分(K)によって与えられ、
前記照明パラメータは光線の波長(λ)であり、異なった波長が取得されるべき情報が前記輪郭の情報であるか前記内部構造(11a、11b)の情報であるかに応じて選択されることを特徴とする方法。 - 前記複数の照明成分(K)が同時に与えられることを特徴とする請求項1記載の方法。
- 前記複数の照明成分(K)が互いに時間差をもって与えられることを特徴とする請求項1記載の方法。
- 前記複数の照明成分(K)が使用される光線の波長(λ)に関して異なることを特徴とする請求項1乃至3のうちの1に記載の方法。
- 前記波長(λ)は、前記食製品(11)の異なる成分(11a, 11b)、特に1つは脂肪成分、他方は赤身成分を検知するのか、スライス構造かスライス輪郭かを検知するのかどうかに対応して選択されることを特徴とする請求項4に記載の方法。
- 前記複数の照明成分(K)は、使用される光線強度(I)に関して、及び/又は、各被照射領域で生じる照明強度に関して、互いに異なることを特徴とする請求項1乃至5のうちの1に記載の方法。
- 前記複数の照明成分(K)は、使用される光線の偏光特性(P)に関して互いに異なることを特徴とする請求項1乃至6のうちの1に記載の方法。
- 特定の若しくは各々の検知手順(E)は、1枚の前記食製品(11)のスライス(S)だけを含むことを特徴とする請求項1乃至7のうちの1に記載の方法。
- 特定の若しくは各々の検知手順(E)は、複数の、特に2又は3枚の連続する前記食製品(11)のスライス(S)を含むことを特徴とする請求項1乃至7のうちの1に記載の方法。
- 少なくとも1枚のスライス(S)で得られた情報の断片が統合されて、前記スライス(S)の輪郭及び構造の双方の情報を形成することを特徴とする請求項1乃至9のうちの1に記載の方法。
- 1枚のスライス(S)の構造についての情報、及び、他のスライス(S)の輪郭についての情報を取得することを特徴とする請求項1乃至7、9及び10のうちの1に記載の方法。
- 前記食製品(11)の異なる成分(11a、11b)、特に異なるスライス(S)での1つは脂肪成分、他方は赤身成分である情報を取得することを特徴とする請求項1乃至7及び9乃至11のうちの1に記載の方法。
- 前記複数の照明成分(K)、及び、特に全ての前記複数の照明成分(K)は、単一の方向(R)から特に単一の光線源によって与えられることを特徴とする請求項1乃至12のうちの1に記載の方法。
- 前記複数の照明成分(K)は、異なる方向(R)から、特に互いに空間的に分離された複数の光線源(17、19、21)によって与えられることを特徴とする請求項1乃至12のうちの1に記載の方法。
- 前記切断表面(13)と前記周辺領域(15)との間のコントラストを生成するために、照明のより高い強度が前記切断面(13)よりも前記周辺領域(15)に与えられることを特徴とする請求項1乃至14のうちの1に記載の方法。
- 少なくとも1つの検知手順(E)において、前記照明装置による照明は、前記複数の照明成分(K)のうち、スライス領域(31)のフロント側に配置されたハーフスペースからのみ与えられることを特徴とする請求項1に記載の方法。
- 請求項2乃至15のうちの少なくとも1に記載の特徴を有する請求項16記載の方法。
- ソーセージやハムの如き不規則な内部構造を有する食製品(11)を、スライス領域(31)から搬送することによってスライス(S)として切断する装置であって、
− 前記スライス領域(31)の照明のための少なくとも1つの光線源(17、19、21)を含む照明装置と、
− 前記食製品(11)から切り離すべき各スライス(S)の切断表面(13)及び周辺領域(15)から反射された光線を検知する検知装置(23)と、
− 検知される光線の評価のための評価装置(25)と、を有し、
1つは前記切断表面(13)及びその前記周辺領域(15)との間で、もう1つは前記切断表面(13)上の前記食製品の異なる成分(11a、11b)間で、スライス(S)の輪郭及び構造の検知に充分なコントラストの生成を達成する前記照明装置が少なくとも照明パラメータに関して互いに異なる複数の照明成分(K)を少なくとも1つの検知手順(E)において与えるように動作可能であって、
前記照明パラメータは光線の波長(λ)であり、異なった波長が、前記検知が前記輪郭の検知であるか前記内部構造(11a、11b)の検知であるかに応じて選択されることを特徴とする装置。 - 前記複数の照明成分(K)が前記照明装置で同時に与えられることを特徴とする請求項18記載の装置。
- 少なくとも幾つかの前記複数の照明成分(K)が前記照明装置で互いに時間の差を生じた後に与えられることを特徴とする請求項18記載の装置。
- 前記照明装置は、異なる波長(λ)の光線を送出することを特徴とする請求項18乃至20のうちの1に記載の装置。
- 前記照明装置は、異なる強度(I)の光線を送出することを特徴とする請求項18乃至21のうちの1に記載の装置。
- 前記照明装置は、異なる偏光特性(P)の光線を送出することを特徴とする請求項18乃至21のうちの1に記載の装置。
- 前記照明装置は、1つの光線源だけを含むことを特徴とする請求項18乃至23のうちの1に記載の装置。
- 前記照明装置は、互いに空間的に分離した複数の光線源(17、19、21)を含むことを特徴とする請求項18乃至23のうちの1に記載の装置。
- 少なくとも1つの光線源(17、19)が、スライス領域(31)のフロント側のハーフスペースに配置されることを特徴とする請求項18乃至25のうちの1に記載の装置。
- 少なくとも1つの光線源(17)は、製品支持面(27)の下方に配置されて、製品搬送方向(T)と垂直方向に伸張する細長い形状であることを特徴とする請求項26記載の装置。
- 前記照明装置は、少なくとも部分的にスライス領域(31)に配置され、動作時に前記食製品(11)を部分的若しくは完全に覆う照明フレーム若しくは照明トンネル(21)を含むことを特徴とする請求項18乃至27のうちの1に記載の装置。
- 前記照明装置は、前記照明フレーム若しくは前記照明トンネル(21)に加えて、前記スライス領域(31)のフロント側のハーフスペースに配置された少なく1つの光線源(17、19)を含むことを特徴とする請求項28記載の装置。
- 前記光線源(17、19、21)は、光の方向を変化させるために移動自在であることを特徴とする請求項18乃至29のうちの1に記載の装置。
- 前記検知装置(23)は、前記複数の照明成分(K)と関連し、全ての前記複数の照明成分(K)と関連する少なくとも1つのセンサを含むことを特徴とする請求項18乃至30のうちの1に記載の装置。
- 前記検知装置(23)の少なくとも1つのセンサは、異なる波長(λ)の光線の同時検知のために提供されて、カラーカメラの形で特に提供されることを特徴とする請求項18乃至31のうちの1に記載の装置。
- 前記検知装置(23)は、異なる前記複数の照明成分(K)と関連する複数の個々のセンサを含むことを特徴とする請求項18乃至32のうちの1に記載の装置。
- 前記検知装置(23)の個々のセンサは、フィルタ装置を具備した白黒カメラの形で提供されることを特徴とする請求項18乃至33のうちの1に記載の装置。
- 前記検知装置の少なくとも1つのセンサは、前記複数の照明成分(K)の光線の発射の時間シーケンスに従って繰り返し読み出しが行われることを特徴とする請求項18乃至34のうちの1に記載の装置。
- 複数の前記検知装置(23)の個々のセンサは、互いに前記複数の照明成分(K)の光線の発射の時間シーケンスに従って互いに経時の後に読み出しが行われることを特徴とする請求項18乃至35のうちの1に記載の装置。
- 前記照明装置は、スライス領域(31)のフロント側に位置するハーフスペースに配置され、照明が異なる方向からの前記複数の照明成分(K)によって行われる光線源のみを含むことを特徴とする請求項18に記載の装置。
- 請求項19乃至36記載のうちの少なくとも1つの特徴を有する請求項37記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10131701A DE10131701A1 (de) | 2001-06-29 | 2001-06-29 | Aufschneideverfahren und -vorrichtung |
| PCT/EP2002/004058 WO2003004228A1 (de) | 2001-06-29 | 2002-04-11 | Aufschneideverfahren und -vorrichtung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004533338A JP2004533338A (ja) | 2004-11-04 |
| JP2004533338A5 JP2004533338A5 (ja) | 2010-09-02 |
| JP4623960B2 true JP4623960B2 (ja) | 2011-02-02 |
Family
ID=7690114
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003510224A Expired - Fee Related JP4623960B2 (ja) | 2001-06-29 | 2002-04-11 | スライシング方法及び装置 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20050120844A1 (ja) |
| EP (1) | EP1401619B1 (ja) |
| JP (1) | JP4623960B2 (ja) |
| AT (1) | ATE321632T1 (ja) |
| AU (1) | AU2002312813B2 (ja) |
| CA (1) | CA2450255A1 (ja) |
| DE (2) | DE10131701A1 (ja) |
| DK (1) | DK1401619T3 (ja) |
| ES (1) | ES2258146T3 (ja) |
| NO (1) | NO20035646D0 (ja) |
| NZ (1) | NZ529783A (ja) |
| WO (1) | WO2003004228A1 (ja) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6997089B2 (en) | 2002-06-25 | 2006-02-14 | Formax, Inc. | Optical grading system for slicer apparatus |
| WO2006120541A1 (en) | 2005-05-10 | 2006-11-16 | Glaxosmithkline Istrazivacki Centar Zagreb D.O.O. | Ether linked macrolides useful for the treatment of microbial infections |
| WO2006136818A1 (en) | 2005-06-24 | 2006-12-28 | Aew Delford Systems Limited | Two colour vision system |
| GB0512877D0 (en) * | 2005-06-24 | 2005-08-03 | Aew Delford Group Ltd | Improved vision system |
| DE102006007490A1 (de) | 2006-02-17 | 2006-08-17 | Weber Maschinenbau Gmbh & Co. Kg | Aufschneiden von Lebensmittelprodukten |
| GB0612246D0 (en) * | 2006-06-21 | 2006-08-02 | Aew Delford Systems | Vision system using strobed illumination |
| DE102008019776A1 (de) * | 2008-04-18 | 2009-10-22 | CFS Bühl GmbH | Verfahren, Vorrichtung sowie Messer zum Aufschneiden von Lebensmitteln |
| US9848631B2 (en) * | 2008-11-07 | 2017-12-26 | Kraft Foods Group Brands Llc | Home-style meat product and method of producing same |
| US9629374B2 (en) | 2008-11-07 | 2017-04-25 | Kraft Foods Group Brands Llc | Home-style meat product and method of producing same |
| WO2011079893A2 (de) * | 2009-12-23 | 2011-07-07 | CFS Bühl GmbH | Verfahren zum qualitätsklassieren von lebensmittelscheiben eines lebensmittelriegels |
| DE102010012709A1 (de) * | 2010-03-25 | 2011-09-29 | Weber Maschinenbau Gmbh Breidenbach | Vorrichtung und Verfahren zum Aufschneiden von Lebensmittelprodukten |
| DE102010035227A1 (de) | 2010-08-24 | 2012-03-01 | Weber Maschinenbau Gmbh Breidenbach | Verstellbarer Sichelmesserkopf |
| DE102010047623A1 (de) | 2010-10-06 | 2012-04-12 | Weber Maschinenbau Gmbh Breidenbach | Verfahren zum Aufschneiden von Lebensmitteln |
| DE102010049310A1 (de) * | 2010-10-22 | 2012-04-26 | Weber Maschinenbau Gmbh Breidenbach | Abtastvorrichtung und Verfahren zum Ermitteln der Kontur eines Objekts |
| DE102011103863A1 (de) * | 2011-06-09 | 2012-12-13 | Weber Maschinenbau Gmbh Breidenbach | Verfahren zum Aufschneiden von Produkten |
| CN102692193B (zh) * | 2012-01-15 | 2014-10-15 | 河南科技大学 | 基于机器视觉的乳化肠食产品弯变程度检测方法 |
| CN102692417B (zh) * | 2012-01-15 | 2014-06-25 | 河南科技大学 | 基于机器视觉的乳化肠食产品肠衣鼓爆程度检测方法 |
| JP2014125711A (ja) * | 2012-12-27 | 2014-07-07 | Brother Ind Ltd | 切断データ作成装置、切断データ作成プログラム及び切断装置 |
| JP2014124747A (ja) | 2012-12-27 | 2014-07-07 | Brother Ind Ltd | 切断データ作成装置、切断装置、及び切断データ作成プログラム |
| DE102013205043A1 (de) * | 2013-03-21 | 2014-09-25 | Gea Food Solutions Germany Gmbh | Linie ohne Kontrollwaage zwischen Aufschneide- und Verpackungsmaschine |
| DE102014113424A1 (de) | 2014-09-17 | 2016-03-17 | Weber Maschinenbau Gmbh Breidenbach | Vorrichtung zum Aufschneiden von Lebensmittelprodukten |
| DE102015207839A1 (de) * | 2015-04-28 | 2016-11-03 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zum Detektieren von Fremdkörpern in Lebensmittelabschnitten während des Schneidvorganges sowie Anordnung zur Durchführung eines solchen Verfahrens |
| DE102015122399A1 (de) * | 2015-12-21 | 2017-06-22 | Weber Maschinenbau Gmbh Breidenbach | Verfahren zur Erkennung von Fehlerstellen in schnittfähigen Lebensmitteln und Vorrichtung hierzu |
| DE102016101753A1 (de) * | 2016-02-01 | 2017-08-03 | Textor Maschinenbau GmbH | Aufschneiden von lebensmittelprodukten |
| DE102016120982A1 (de) * | 2016-11-03 | 2018-05-03 | Weber Maschinenbau Gmbh Breidenbach | Vorrichtung und Verfahren zum Aufschneiden von Produkten |
| ES2666947B2 (es) * | 2017-12-18 | 2019-02-06 | Astech Food Machinery S L | Dispositivo de corte automatico de productos alimenticios congelados en porciones de peso exacto |
| GB2586438B (en) * | 2019-05-03 | 2022-08-31 | Thurne Middleby Ltd | Feeding of food products in slicing or portioning machines |
| US20230126530A1 (en) | 2021-10-25 | 2023-04-27 | Provisur Technologies, Inc. | Food product gripping assembly for a food product slicing apparatus |
| DE102023106499A1 (de) | 2023-03-15 | 2024-09-19 | Weber Food Technology Gmbh | Entfettungsmaschine und Messeinrichtung |
| CN117400317B (zh) * | 2023-12-14 | 2024-03-12 | 洪雅县瓦屋山药业有限公司 | 一种中药材加工用可调节切片装置 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE341919B (ja) * | 1969-05-09 | 1972-01-17 | M Taylor | |
| US4136504A (en) * | 1976-09-10 | 1979-01-30 | Ihor Wyslotsky | Slicing method |
| US4168431A (en) * | 1978-01-06 | 1979-09-18 | The Kartridg Pak Co. | Multiple-level X-ray analysis for determining fat percentage |
| US4310763A (en) * | 1979-10-15 | 1982-01-12 | John Shields | Electro-optical analyzer for measuring percentage by weight of fat, protein and lactose in milk |
| DE3545960C1 (de) * | 1985-12-23 | 1987-07-09 | Messerschmitt Boelkow Blohm | Verfahren und Anordnung zur Erkennung von Teilen |
| GB8604751D0 (en) * | 1986-02-26 | 1986-04-03 | Analytical Instr Ltd | Colour analyser |
| DK157380C (da) * | 1986-11-06 | 1991-08-12 | Lumetech As | Fremgangsmaade til optisk, befoeringsfri maaling af koedtekstur |
| DE3808790A1 (de) * | 1988-03-16 | 1989-09-28 | Guenther Weber | Verfahren zur gewinnung gewichtskonstanter portionen oder scheiben aus aufgeschnittenen lebensmittelprodukten |
| GB9006804D0 (en) * | 1990-03-27 | 1990-05-23 | Thurne Eng Co Ltd | Slicing machine |
| US5280788A (en) * | 1991-02-26 | 1994-01-25 | Massachusetts Institute Of Technology | Devices and methods for optical diagnosis of tissue |
| DE4122925C2 (de) * | 1991-07-11 | 1994-09-22 | Fraunhofer Ges Forschung | Optisches Spektrometer |
| JPH05134393A (ja) * | 1991-11-13 | 1993-05-28 | Seiko Epson Corp | 異物検査装置及び半導体装置の製造方法 |
| JPH05248820A (ja) * | 1992-03-10 | 1993-09-28 | Nec Toyama Ltd | 照明装置 |
| EP0692090A1 (en) * | 1994-02-01 | 1996-01-17 | Tulip International A/S | System, apparatus and method for on-line determination of quality characteristics of pieces of meat, and arrangement for illumination of pieces of meat |
| JPH08219716A (ja) * | 1994-12-13 | 1996-08-30 | Toshiba Corp | 入力画像コントラスト処理装置およびこれを用いた装置 |
| JPH0929693A (ja) * | 1995-07-25 | 1997-02-04 | Yamato Scale Co Ltd | 定重量切断装置 |
| JPH10227623A (ja) * | 1996-08-21 | 1998-08-25 | Komatsu Ltd | 半導体パッケージの検査装置 |
| DK172795B1 (da) * | 1997-02-28 | 1999-07-19 | Slagteriernes Forskningsinst | Reflektionsmåleudstyr til bestemmelse af kvalitetsegenskaber ved emner, navnlig fedtholdige emner |
| JP3345586B2 (ja) * | 1997-09-16 | 2002-11-18 | 株式会社東芝 | 段差検知装置およびこれを用いた処理装置 |
| JP3460556B2 (ja) * | 1997-12-18 | 2003-10-27 | トヨタ自動車株式会社 | 物体検知装置 |
| US6396938B1 (en) * | 1998-02-27 | 2002-05-28 | University Of Arkansas, N.A. | Automatic feather sexing of poultry chicks using ultraviolet imaging |
| US6271520B1 (en) * | 1998-03-23 | 2001-08-07 | University Of Arkansas | Item defect detection apparatus and method |
| FR2780790B1 (fr) * | 1998-07-03 | 2000-08-18 | Vitreenne Abattage | Procede et dispositif de prediction de la tendrete d'une viande sur le site de transformation a l'aide d'informations biologiques et/ou physico-chimiques et de mesures optiques dans le domaine du visible et du proche infrarouge |
| DE19906021C2 (de) * | 1999-02-16 | 2003-02-27 | Holger Wente | Verfahren und Vorrichtung zum Abtrennen scheibenförmiger Körper von einem Ursprungskörper |
| DE19915861A1 (de) * | 1999-04-08 | 2000-10-12 | Biforce Anstalt Vaduz | Verfahren zum Aufschneiden von Lebensmittelprodukten |
| EP1046478A1 (de) * | 1999-04-15 | 2000-10-25 | Hermann Wein GmbH & Co. KG, Schwarzwäder Schinkenräucherei | Verfahren und Vorrichtung zum Trennen einzelner Teilstücke vorgebbaren Gewichtes von einem Massestück |
-
2001
- 2001-06-29 DE DE10131701A patent/DE10131701A1/de not_active Withdrawn
-
2002
- 2002-04-11 AU AU2002312813A patent/AU2002312813B2/en not_active Ceased
- 2002-04-11 JP JP2003510224A patent/JP4623960B2/ja not_active Expired - Fee Related
- 2002-04-11 AT AT02737946T patent/ATE321632T1/de not_active IP Right Cessation
- 2002-04-11 NZ NZ529783A patent/NZ529783A/en unknown
- 2002-04-11 US US10/480,704 patent/US20050120844A1/en not_active Abandoned
- 2002-04-11 DE DE50206233T patent/DE50206233D1/de not_active Expired - Lifetime
- 2002-04-11 ES ES02737946T patent/ES2258146T3/es not_active Expired - Lifetime
- 2002-04-11 EP EP02737946A patent/EP1401619B1/de not_active Expired - Lifetime
- 2002-04-11 DK DK02737946T patent/DK1401619T3/da active
- 2002-04-11 WO PCT/EP2002/004058 patent/WO2003004228A1/de not_active Ceased
- 2002-04-11 CA CA002450255A patent/CA2450255A1/en not_active Abandoned
-
2003
- 2003-12-17 NO NO20035646A patent/NO20035646D0/no not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| DK1401619T3 (da) | 2006-06-19 |
| DE50206233D1 (de) | 2006-05-18 |
| AU2002312813B2 (en) | 2007-06-14 |
| ATE321632T1 (de) | 2006-04-15 |
| EP1401619A1 (de) | 2004-03-31 |
| WO2003004228A1 (de) | 2003-01-16 |
| US20050120844A1 (en) | 2005-06-09 |
| ES2258146T3 (es) | 2006-08-16 |
| CA2450255A1 (en) | 2003-01-16 |
| EP1401619B1 (de) | 2006-03-29 |
| NO20035646D0 (no) | 2003-12-17 |
| DE10131701A1 (de) | 2003-01-16 |
| NZ529783A (en) | 2006-11-30 |
| JP2004533338A (ja) | 2004-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4623960B2 (ja) | スライシング方法及び装置 | |
| JP2004533338A5 (ja) | ||
| RU2710146C1 (ru) | Устройство для получения и анализа характерных данных для продуктов пищевой промышленности, установка, содержащая такое устройство, и способ обработки продуктов пищевой промышленности | |
| US20070193425A1 (en) | Slicing of food products | |
| EP2999956B1 (en) | Method for the surface inspection of long products and apparatus suitable for carrying out such a method | |
| AU2016242468B2 (en) | A novel color based optical grading system with multi reflectance and multi-angle views | |
| US9351498B2 (en) | Device and method for non-contact identifying of red tissue structures and assembly for removing a strip of red tissue structures | |
| DK2187752T3 (en) | DEVICE AND PROCEDURE FOR SEPARATING SEPARATELY | |
| WO2008000910A1 (en) | Method for measuring the volume or the end face diameter of a tree trunk and for quality control | |
| GB2446822A (en) | Quality control of meat products using optical imaging | |
| CA2594976A1 (en) | Sensing in meat products and the like | |
| GB1597005A (en) | Method of dividing articles in sheet form to produce portions of predetermined shape | |
| US20120224055A1 (en) | Roe maturity determination device and roe maturity determination method | |
| JP2007178407A (ja) | 検査対象物の異物混入検査方法及びこれに用いる異物混入検査装置 | |
| US20130044207A1 (en) | Imaging apparatus | |
| EP2348896B1 (en) | Method for assigning a stonefruit to a predetermined class and a device therefor | |
| AU2019377234A1 (en) | A food processing device and a method of providing images of food objects in a food processing device | |
| EP3672399B1 (en) | A food product outer layer removal system and method | |
| WO2007128316A1 (en) | A method and apparatus for transilluminating objects |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070828 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090224 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090514 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090521 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090521 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20090821 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100316 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20100715 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20100722 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101005 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101102 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131112 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |