JP4572644B2 - 高精度リングの製造方法 - Google Patents
高精度リングの製造方法 Download PDFInfo
- Publication number
- JP4572644B2 JP4572644B2 JP2004285794A JP2004285794A JP4572644B2 JP 4572644 B2 JP4572644 B2 JP 4572644B2 JP 2004285794 A JP2004285794 A JP 2004285794A JP 2004285794 A JP2004285794 A JP 2004285794A JP 4572644 B2 JP4572644 B2 JP 4572644B2
- Authority
- JP
- Japan
- Prior art keywords
- ring
- intermediate material
- peripheral surface
- precision
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/04—Making machine elements ball-races or sliding bearing races
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/02—Die forging; Trimming by making use of special dies ; Punching during forging
- B21J5/027—Trimming
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolling Contact Bearings (AREA)
- Forging (AREA)
Description
先ず、特許文献1に記載された発明の場合には、外輪を造る為の中間素材と内輪を造る為の中間素材とを一体とした複合中間素材を鍛造により造った後、この複合中間素材を外輪を造る為の外輪用中間素材と内輪を造る為の内輪用中間素材とに分割する発明が記載されている。又、この特許文献1に記載された発明の場合には、内輪を造る為の内輪用中間素材の一部の直径を押し拡げる事で、外周面に深溝型の内輪軌道を有する内輪を得る様にしている。
次に、特許文献2には、熱間押し出しにより造った鋼管を切断して成る素材を、縦型プレスにより冷間で軸方向に圧縮(据え込み加工)して、内周面に深溝型の外輪軌道を有する外輪を造る方法に関する発明が記載されている。
この場合には、先ず、図9の(A)に示した上記高精度リング8aの軸方向両端面の径方向外半部にパンチを押し付ける事により、(B)に示した第一中間素材9を得る。
次いで、この第一中間素材9に、軸方向の一部(図9の上端部を除く部分)の外径を、上記内輪3aの中間部外周面に形成した内輪軌道6{図9の(F)及び図8参照}の溝底径(深溝型の内輪軌道6の幅方向中央部で最も外径が小さくなった部分の外径)にまで縮める縮管加工を施す事により、(C)に示した第二中間素材10を得る。
次いで、この第二中間素材10に、この第二中間素材10のうちで上記内輪軌道6の軸方向他半部(図9の下半部)に対応する部分の径方向に関する肉厚の軸方向に関する分布を、造るべき上記内輪3aの該当部分の分布に一致させる為の内径押出加工を施して、(D)に示した第三中間素材11を得る。
次いで、この第三中間素材11に、この第三中間素材11の軸方向他端寄り(図9の下端寄り)部分の内径を拡げて、内径を(両端縁部の面取り部を除いて)軸方向全長に亙って均一にすると共に、外周面に上記内輪軌道6を形成する、内輪軌道形成加工を行なって、(E)に示した第四中間素材12を得る。
そして最後に、この第四中間素材12に、外周面の形状及び性状を整える為のローリング加工等の仕上加工を施して、(F)に示した内輪3aとする。
この場合には、先ず、図10の(A)に示した上記高精度リング8bの軸方向両端面の径方向内半部にパンチを押し付ける事により、(B)に示した第一中間素材9aを得る。 次いで、この第一中間素材9aに、軸方向の一部(図10の上端部を除く部分)の外径を、上記外輪2aの外径にまで縮める縮管加工を施す事により、(C)に示した第二中間素材10aを得る。
次いで、この第二中間素材10aに、この第二中間素材10aのうちで外輪軌道5の軸方向片半部(図10の下半部)を形成すると共に、この外輪軌道5の軸方向他半部(図10の上半部)に対応する部分の径方向に関する肉厚の軸方向に関する分布を、造るべき上記外輪2aの該当部分の分布に一致させる為の内径押出加工を施して、(D)に示した第三中間素材11aを得る。
次いで、この第三中間素材11aに、この第三中間素材11aの軸方向他端寄り(図10の上端寄り)部分の外径を縮めて、この外径を(両端縁部の面取り部を除いて)軸方向全長に亙って均一にすると共に、内周面に上記外輪軌道5を形成する、外輪軌道形成加工を行なって、(E)に示した第四中間素材12aを得る。
そして最後に、この第四中間素材12aに、内周面の形状及び性状を整える為のローリング加工等の仕上加工を施して、(F)に示した外輪2aとする。
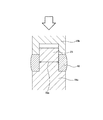
この為に、上記他方の周面に存在する余肉部分を、この他方の周面側の径方向寸法に関して造るべき高精度リングの径方向寸法と一致する扱き治具により扱いて、上記余肉部分を上記他方の周面のうちの軸方向に関し一部分に集める。そして、この一部分に径方向に突出する鍔状部を形成すると共に、上記他方の周面の残部の直径を高精度リングの径方向寸法と一致させた後、打ち抜き加工により上記鍔状部を除去する。
尚、加工精度を向上させる事で、前述した様な用途に比べて高精度を要求される玉軸受用の軌道輪の製造に使用する高精度リングに対する本発明の適用が可能である事は当然である。
或いは、請求項3に記載した様に、円筒状の素材として、金属板を打ち抜き成形する事により造られた円輪状の中間素材を、断面形状を90度捩じる方向に変化させる反転成形により造ったものを使用する。
この様に構成すれば、上記円筒状の素材を低コストで得られる。即ち、円筒状の素材を得る為に一般的には、円管を切断する事が考えられるが、円管は、ビレットの元となる線材や板材に比べて単位重量当りの価格が高い。そこで、上記請求項2、3に記載した様に、ビレット或いは板材から上記円筒状の素材を造れば、この素材から造られる高精度リング、延てはこの高精度リングから造られる、ラジアル玉軸受の内輪や外輪のコスト低減を図れる。
或いは、請求項5に記載した様に、高精度リングを、ラジアル玉軸受を構成する外輪を冷間加工により造る場合の素材となるものとする。そして、一方の周面を内周面とし、他方の周面を外周面とする。
この様に構成すれば、軌道面(内輪軌道或いは外輪軌道)を形成する面に、余肉部分を除去する事に伴う切断面が存在しない様にできる。そして、上記軌道面部分に、金属のフローが切断された部分が露出しない様にして、当該軌道面部分の転がり疲れ寿命等の耐久性向上を図れる。
上述の様にして行なう内径余肉出し加工の際、上記第三中間素材16の軸方向寸法が縮まる事に伴って生じる余肉に基づき、内周面が凸曲面状に膨出する。そして、図1の(E)に示す様な第四中間素材21を得られる。
この様な高精度リング8aは、前述の図9に示した様な工程により、ラジアル玉軸受を構成する内輪3aとする。
この様な高精度リング8aも、前述の図9に示した様な工程により、ラジアル玉軸受を構成する内輪3aとする。
次いで、この円板状素材26に、中心部を打ち抜くピアス加工及び外周部を除去するトリミング加工を施して、図5の(B)に示す様な、円輪状の第一中間素材27を得る。この第一中間素材27の径方向に関する幅寸法W27は、造るべき高精度リング8aの軸方向に関する長さ寸法L8aよりも少しだけ大きく(W27>L8a)している。
この反転加工は、図6に示す様に、円筒状のダイ29内に上記第一中間素材27を、パンチ30により押し込む事で行なう。このダイ29は、開口部側に設けられた大径部31と、奥側に設けられた、この大径部31と同心の小径部32とを、湾曲面33により連続させた中心孔を有する。又、上記パンチ30は、先端部を先細のテーパ部としている。更に、このパンチ30の基端寄り部分の外径D30と上記小径部32の内径R32との差は、上記第一中間素材27の厚さT27の2倍(R32−D30=2T27)としている。
この様な高精度リング8aも、前述の図9に示した様な工程により、ラジアル玉軸受を構成する内輪3aとする。
この様な高精度リング8aも、前述の図9に示した様な工程により、ラジアル玉軸受を構成する内輪3aとする。
尚、実施例2及び参考例の第3例に関しても、余肉出し加工を前述の図4に示した参考例の第2例の様に、余剰分を外径側に膨らませる様に行なえば、外輪2aの加工に適した高精度リング8b(図10参照)を得られる。
2、2a 外輪
3、3a 内輪
4 玉
5 外輪軌道
6 内輪軌道
7 保持器
8a、8b 高精度リング
9、9a 第一中間素材
10、10a 第二中間素材
11、11a 第三中間素材
12、12a 第四中間素材
13 ビレット
14 第一中間素材
15 第二中間素材
16 第三中間素材
17 ダイ
18、18a、18b パンチ
19 凸部
20 平坦面
21 第四中間素材
22、22a 中心孔
23 余肉部分
24 第五中間素材
25 ガイドピン部
26 円板状素材
27 第一中間素材
28 第二中間素材
29 ダイ
30 パンチ
31 大径部
32 小径部
33 湾曲面
Claims (5)
- 金属製で、造るべき高精度リングの容積よりも大きな容積を有する円筒状の素材の内外両周面のうちの一方の周面を、その直径が変化しない様に拘束すると共に、他方の周面をその直径が変化可能に拘束しない状態で上記素材を、冷間加工により軸方向に圧縮して、軸方向寸法が上記高精度リングの軸方向寸法と一致し、この高精度リングの容積を上回る余肉部分を上記他方の周面を径方向に膨らませる方向に逃がした中間素材とした後、この余肉部分を除去して、内径、外径、軸方向長さを規制値とした円筒状のリングとする為、上記他方の周面に存在する余肉部分を、この他方の周面側の径方向寸法に関して造るべき高精度リングの径方向寸法と一致する扱き治具により扱き、上記余肉部分を上記他方の周面のうちの軸方向に関し一部分に集めて、この一部分に径方向に突出する鍔状部を形成すると共に、上記他方の周面の残部の直径を高精度リングの径方向寸法と一致させた後、打ち抜き加工により上記鍔状部を除去する、高精度リングの製造方法。
- 円筒状の素材として、円柱状のビレットを軸方向に圧縮して得た円板状の中間素材の中心部を軸方向に圧縮し、この中心部の軸方向寸法を縮めると共に外径寄り部分を押圧方向に関して後方に向け円筒状に変形させる後方押出加工により、有底円筒状の第二中間素材とした後、この第二中間素材の底部を打ち抜く事により造ったものを使用する、請求項1に記載した高精度リングの製造方法。
- 円筒状の素材として、金属板を打ち抜き成形する事により造られた円輪状の中間素材を、断面形状を90度捩じる方向に変化させる反転成形により造ったものを使用する、請求項1に記載した高精度リングの製造方法。
- 高精度リングが、ラジアル玉軸受を構成する内輪を冷間加工により造る場合の素材となるものであって、一方の周面が外周面であり、他方の周面が内周面である、請求項1〜3の何れか1項に記載した高精度リングの製造方法。
- 高精度リングが、ラジアル玉軸受を構成する外輪を冷間加工により造る場合の素材となるものであって、一方の周面が内周面であり、他方の周面が外周面である、請求項1〜3の何れか1項に記載した高精度リングの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004285794A JP4572644B2 (ja) | 2004-09-30 | 2004-09-30 | 高精度リングの製造方法 |
| US11/663,473 US20080089631A1 (en) | 2004-09-22 | 2005-09-20 | Raceway Ring for Radial Ball Bearing and Manufacturing Method Thereof, and Manufacturing Method of High Accurate Ring and Manufacturing Apparatus Thereof |
| PCT/JP2005/017297 WO2006033327A1 (ja) | 2004-09-22 | 2005-09-20 | ラジアル玉軸受用軌道輪およびその製造方法、高精度リングの製造方法及び製造装置 |
| EP05785450A EP1792672A4 (en) | 2004-09-22 | 2005-09-20 | WHEEL FOR RADIAL BALL BEARINGS, METHOD FOR THE PRODUCTION OF THE RUNNING AND METHOD AND DEVICE FOR PRODUCING A HIGH PRECISION RING |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004285794A JP4572644B2 (ja) | 2004-09-30 | 2004-09-30 | 高精度リングの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006097809A JP2006097809A (ja) | 2006-04-13 |
| JP2006097809A5 JP2006097809A5 (ja) | 2007-10-11 |
| JP4572644B2 true JP4572644B2 (ja) | 2010-11-04 |
Family
ID=36237819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004285794A Expired - Lifetime JP4572644B2 (ja) | 2004-09-22 | 2004-09-30 | 高精度リングの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4572644B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5083032B2 (ja) * | 2008-05-22 | 2012-11-28 | 日本精工株式会社 | 円筒状リング部材の製造方法 |
| TWI473672B (zh) * | 2012-05-25 | 2015-02-21 | Needle Roller Bearing Co Ltd | Roller holder processing method |
| DE102015213967A1 (de) * | 2015-07-23 | 2017-01-26 | Schaeffler Technologies AG & Co. KG | Verfahren zum spanlosen Fertigen eines Lagerrings für ein Wälzlager sowie Wälzlager mit dem Lagerring |
| JP2017082945A (ja) | 2015-10-29 | 2017-05-18 | Ntn株式会社 | 複列円すいころ軸受、軌道輪および複列円すいころ軸受の製造方法 |
| JP7151568B2 (ja) * | 2019-03-14 | 2022-10-12 | 日本製鉄株式会社 | 穴開き部材製造方法及びローラ製造方法 |
| CN114042808B (zh) * | 2021-10-28 | 2024-07-16 | 福建威而特旋压科技有限公司 | 一种高精度镀锌皮带轮冲压工艺及皮带轮、冲压系统 |
| US12409488B2 (en) | 2021-11-24 | 2025-09-09 | Nsk Ltd. | Method for manufacturing bearing ring member |
| EP4420807A4 (en) | 2021-11-24 | 2025-10-08 | Nsk Ltd | METHOD FOR MANUFACTURING AN ANNULAR ELEMENT FOR A BEARING, AND MOLD FOR REVERSE WORKING |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56111533A (en) * | 1980-02-05 | 1981-09-03 | Koyo Seiko Co Ltd | Forming method for annular worked articles |
| JPS56163048A (en) * | 1980-05-21 | 1981-12-15 | Wako:Kk | Precision die forging method |
| JPH08323439A (ja) * | 1995-05-31 | 1996-12-10 | Nakajima:Kk | 円筒リングプレス成形装置及び円筒リング成形方法 |
-
2004
- 2004-09-30 JP JP2004285794A patent/JP4572644B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006097809A (ja) | 2006-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2602501B1 (en) | Manufacturing method for bearing outer ring | |
| US9056375B2 (en) | Manufacturing method for bearing outer ring | |
| JP2009279627A (ja) | 転がり軸受の内外輪の製造方法 | |
| US20080089631A1 (en) | Raceway Ring for Radial Ball Bearing and Manufacturing Method Thereof, and Manufacturing Method of High Accurate Ring and Manufacturing Apparatus Thereof | |
| CN104001843B (zh) | 一种成型轴承圈的冷轧方法 | |
| JP2006090407A (ja) | ラジアル玉軸受用軌道輪及びその製造方法 | |
| JP4572644B2 (ja) | 高精度リングの製造方法 | |
| WO2018016488A1 (ja) | 円筒状リング部材、軸受、クラッチ、車両、及び機械の製造方法 | |
| JP5966726B2 (ja) | 軌道輪部材の製造方法 | |
| JP5083032B2 (ja) | 円筒状リング部材の製造方法 | |
| JP5737371B2 (ja) | 車輪支持用転がり軸受ユニットの外輪の製造方法 | |
| JP2014024091A5 (ja) | ||
| JP5556297B2 (ja) | 車輪支持用転がり軸受ユニットの軌道輪部材の製造方法 | |
| CN104541078A (zh) | 用于控制在滚动轴承中的内滚道和外滚道之间的滚动元件的位置的滚动轴承保持架以及用于制造滚动轴承保持架的方法 | |
| JP2000257638A (ja) | ころ軸受用保持器及びその製造方法 | |
| JP2006123003A (ja) | 高精度リングの製造方法及び製造装置 | |
| US3579782A (en) | Method of manufacturing rolling bearing components | |
| JP2006341255A (ja) | 高精度リングの製造方法 | |
| JP6277858B2 (ja) | ころ軸受用保持器の製造方法及びころ軸受の組立方法 | |
| US20130205593A1 (en) | Manufacturing method for bearing outer ring | |
| JP5012038B2 (ja) | 金属製リングの製造方法 | |
| JP5919746B2 (ja) | 軸受軌道輪の製造方法 | |
| JP2006181638A (ja) | ラジアル玉軸受用軌道輪及びその製造方法 | |
| JP5834592B2 (ja) | 外向フランジ部付金属製部材の製造方法 | |
| JP2006097808A (ja) | ラジアル玉軸受用外輪及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20070521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070829 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100506 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100630 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100720 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100802 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4572644 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130827 Year of fee payment: 3 |
|
| EXPY | Cancellation because of completion of term |