JP4535304B2 - 紙容器用積層包材 - Google Patents
紙容器用積層包材 Download PDFInfo
- Publication number
- JP4535304B2 JP4535304B2 JP01780499A JP1780499A JP4535304B2 JP 4535304 B2 JP4535304 B2 JP 4535304B2 JP 01780499 A JP01780499 A JP 01780499A JP 1780499 A JP1780499 A JP 1780499A JP 4535304 B2 JP4535304 B2 JP 4535304B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- thermoplastic material
- material layer
- paper
- packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Description
【産業上の利用分野】
この発明は、液体食品の充填包装に適した紙容器用包材に関する。
より詳細には、連続した紙製包材を長手方向に縦線シールを施してチューブ状に成形し、チューブ状包材内に果汁、茶、液体乳製品などの被充填物を充填し、チューブ状包材の横断方向に所定間隔毎に横線シールを施しかつ横線シール部に沿って包材を切断して得られたブリック形状の紙製包装容器及び、紙製包材を所定の形状に裁断し、容器縦方向にシールしたブランクスを得、ブランクスの底をシールした後に上部開口から液体製品の被充填物を充填し、上部をシールして得られたゲーブルトップ状(屋根型)の紙製包装容器の液体食品の充填包装に適した紙容器用包材に関する。
【0002】
【従来の技術】
牛乳、ジュース又はその他の飲料のための包装容器は、例えば、紙/プラスチック積層の折目線が付けられた包材を長手方向の縦線シールによりチューブ状に成形し、チューブ状に成形された包材内に被充填物を充填し、チューブ状包材の横断方向に横線シールを施し、先ず、クッション形若しくは枕状の一次形状に成形し、包材が帯状の場合は一定間隔に個々に切断し、折目線に沿って折畳んで最終形状に成形される。その最終形状には、ブリック状(平行6面体)の他、四角を越える多角柱状、6角柱状、8角柱状、10角柱状、4つの3角形の面を持つ四面体形状などがある。
【0003】
更に、ゲーブルトップ状(屋根型)の紙製包装容器では、紙製包材を所定の形状に裁断し、容器縦方向にシールしたブランクスを得、充填機内でブランクスの底をシールした後に上部開口から牛乳、ジュース又はその他の飲料の被充填物を充填し、上部をシールして得られる。これらの紙容器は、横線シール部又は/及び縦線シール部に対応する包材の最内層が、他方の最内層若しくは最外層とヒートシールされる。
【0004】
従来の紙包装容器製品に用いられている包装積層体は、高圧法による低密度ポリエチレン(LDPE)/印刷インキ層/紙(繊維質)基材層/LDPE/アルミ箔(Al)/LDPE/LDPE、LDPE/印刷インキ層/紙基材層/LDPE/LDPE、印刷インキ層/LDPE/紙基材層/LDPE/LDPE、また、LDPE/印刷インキ層/紙基材層/LDPE/Al/ポリエステル(PET)等が知られており、現在も実際に汎用されている。
【0005】
しかしながら、ここで用いられているLDPEは、高圧法低密度ポリエチレンであり、最内層の高圧法低密度ポリエチレンに含まれている低分子量成分が紙容器内の内容物に移行し、長期に保存する場合内容物の味覚が変化する恐れがある。また、チーグラー触媒を用いて得られるエチレンーαオレフィン共重合体では、シール温度が高く加工性に劣り、それを改善するために滑剤を添加するとその滑剤が内容物に移行してその味覚を低下させる。
【0006】
最内層に線形低密度ポリエチレン(LLDPE)を使用する紙容器が提案されている(特開昭62−78059号、特開昭60−99647号公報など)。衝撃強度、引き裂き強度、低温脆性、ヒートシール強度、ホットタッグ性などに非常に優れている。しかし、LDPE、EVAやアイオノマーと比較してヒートシール開始温度が多少高いためにコンバーティング特性に劣ると言われている。
【0007】
これに対して、最内層にメタロセン触媒を用いて重合したエチレンーαオレフィン共重合体(いわゆる、メタロセンPE、mLLDPE)を使用する紙容器が提案されている(特開平7−148895号、特開平8−337237号、特開平9−29868号、特開平9−52299号、特開平9−76435号、特開平9−142455号、特開平9−86537号、9−76375号公報など)。このメタロセンPEは、低温シール性、フイルムの加工性及び分子量分布が狭いことからの衛生性に良好であり、容器に応用できることが知られている(WO93/08221号、雑誌”プラスチック”44巻1号60頁、雑誌”化学経済”39巻9号48頁、雑誌”プラスチック”44巻10号83頁)。しかしながら、メタロセンPEが低温シール性を有しているにしても、必ずしもすべてのメタロセンPEが、ヒートシールして得られた紙容器からの内容物の漏れをより少なくすることができず、包材製造の際に必要な押出積層特性並びにそれによるコンバーティング特性において良好な性能を示していない。
【0008】
液体食品が、例えば、柑橘類のフルーツジュースなどである場合、香料、風味などの保香性の他、酸素バリア性が必要となる。この液体食品は、カートンの器壁を通して酸素が貫通し、そのためにそれらの栄養学的価値を失なってしまう。カートンへの酸素の浸入を低減して、ビタミンCのような栄養素の劣化を最小にするため、ラミネート(積層体)材料にはアルミニウムフォイル(箔)層を追加することが通常である。
また、アルミニウムフォイルにかわる実際的な代替物を開発する種々の試みがなされてきた。それは、すぐれた酸素、ガスおよび芳香バリア特性を備えつつ、しかも使用後に容易に廃棄可能なものである。
紙包装容器用包材に無機酸化物の蒸着層を用いることが従来から提案されている(実公平5−28190号、特表平8−500068号、特開平6−93120号公報)。このようなガス(酸素)遮断性を有する包材により、保香性若しくは品質保持性を有する紙容器を提供することができる。
【0009】
液体食品を充填・包装するプロセスにおいて、シールすべき接合部分が、押出ラミネートにおける押出熱溶融樹脂がその温度でその表面が酸化物により汚染され、また、液体食品を充填・包装する際に残留液体食品によりその表面が汚染される。このような汚染物、夾雑物が表面に存在する包材同士をシールする最適にシールすることが実際の製造工程において重要になり、上記従来の液体食品用紙容器包材では、最適のシールを得ることが難しい。
特に、折目線が付けられた連続した紙基材層を含む包材を、この包材の一方の端部の最内層と他方の端部の最外層とを重ねて縦線シールして長手方向にチューブ状に成形し、チューブ状に成形された包材内に被充填液体食品を充填し、この液体食品の液面下でチューブ状包材の最内層を互いに接合させて横断方向に所定間隔毎に横線シールを施し、横線シール部に沿って包材を切断して一次形状に成形し、折目線に沿って折り畳んで例えば、ブリック状の最終形状に成形して包装容器を得る充填包装法であっては、液体食品の液面下で接合されるので、液体食品が必ず残留し、その表面が汚染され、良好なシールを得ることが難しい。
【0010】
更に、充填される液体食品は、温度に関して種々の品質・特性を有するので、この食品を充填・包装するときの温度条件は、広範囲に変動し、従って、充填内容物の温度に影響を受け、充填・包装の工程における広い範囲にシール温度も変動する。しかしながら、従来の包材における熱接着性樹脂は必ずしも広い範囲のシール特性を有していないので、充填内容物の温度に影響を受け良好なシールが得られていない。
【0011】
【発明が解決しようとする課題】
本発明は、上述の背景に基づきなされたものであり、その目的とするところは、包材製造の際に必要な押出積層特性並びにそれによるコンバーティング特性において良好な性能を有し、包材の製造が容易であり、迅速にヒートシールすることができ、より強靱なシール強度を可能にし、かつ、充填内容物の温度に影響を受けず良好なシールが得られ、保香性若しくは品質保持性を有する紙容器を提供することができる、液体食品の充填包装のための紙容器用包材を提供することである。
【0012】
【課題を解決するための手段】
上記課題は、この発明により解決される。すなわち、この発明よる紙容器用包材は、
最外熱可塑性材料層、紙基材層、バリア層、最内熱可塑性材料層の各構成層を少なくとも含み、これらの各層が上記の順序で積層されてからなる紙容器用包材であって、
この最内熱可塑性材料層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.915g/cm 3 、好ましくは0.905〜0.910g/cm 3 の平均密度、88〜103℃、好ましくは93〜103℃のピーク融点、5〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(Swelling Ratio、SR)及び20〜50μm、好ましくは20〜30μmの層厚の特性パラメータを有することを特徴とするものである。
【0013】
この発明の好ましい態様において、最外熱可塑性材料層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.925g/cm 3 の平均密度、88〜103℃、好ましくは93〜103℃のピーク融点、5〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(SR)及び10〜25μm、好ましくは10〜20μmの層厚の特性パラメータを有し、
最内熱可塑性材料層の平均密度が、前記最外熱可塑性材料層の平均密度より低く、最内熱可塑性材料層のスウェリング率が、前記最外熱可塑性材料層のスウェリング率と同等であり、最内熱可塑性材料層のメルトフローインデックスが、前記最外熱可塑性材料層のメルトフローインデックスより低い、ものである。
この発明の別の特徴において、バリア層と最内熱可塑性材料層との間の接着剤層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.915g/cm 3 、好ましくは0.905〜0.910g/cm 3 の平均密度、88〜103℃、好ましくは93〜103℃のピーク融点、5〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(SR)及び2〜15μmの層厚の特性パラメータを有し、
最内熱可塑性材料層の平均密度が、前記接着剤層の平均密度より低く、最内熱可塑性材料層のスウェリング率が、前記接着剤層のスウェリング率と同等であり、最内熱可塑性材料層のメルトフローインデックスが、前記接着剤層のメルトフローインデックスより低いものである。
この発明の更に別の好ましい態様において、紙基材層とバリア層との間の接着性熱可塑性材料層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.890〜0.925g/cm 3 の平均密度、88〜103℃、93〜103℃のピーク融点、10〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(SR)及び10〜25μm、代表的には10〜20μmの層厚の特性パラメータを有するものである。
【0014】
【発明の実施の形態】
この発明をいかに実施するかを以下に示す。
この発明よる好ましい態様の紙容器用包材は、最外熱可塑性材料層、紙基材層、接着性熱可塑性材料層、例えばアルミニウムからなるバリア層、最内熱可塑性材料層の各構成層を少なくとも含み、これらの各層が上記の順序で積層されてからなる。
この発明において用いることができる紙基材としては、通常、クラフトパルプから作られ、優れた強度と低吸水性が求められる。その種類として、晒紙(FBL)、未晒紙(UBL)、晒と未晒との抄き合わせ紙(DUPLEX)、クレーコート紙及び多層抄き合わせ紙(MB)などがあり、本願発明においていずれでもよい。
【0015】
この発明の積層包材を積層するために用いられる接着性樹脂層は、狭い分子量分布を有する線形低密度ポリエチレンを少なくとの含有し特定の特性パラメータを有するLLDPE、エチレン−酢酸ビニル共重合体(EVA)及びアイオノマーから選ばれたものからなる。このLLDPEは、この発明の好ましい態様のおいて、バリア層と最内熱可塑性材料層との間の接着剤層として、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.915g/cm 3 の平均密度、88〜103℃のピーク融点、5〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(SR)及び2〜15μmの層厚の特性パラメータを有するものである。このLLDPEの使用により、高温で押し出しても最内熱可塑性材料層を種々のバリア層と良好に接合させることができる。
また、このLLDPEは、更に別の好ましい態様において、紙基材層とバリア層との間の接着性熱可塑性材料層として、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.890〜0.925g/cm 3 の平均密度、88〜103℃のピーク融点、10〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(SR)及び10〜25μmの層厚の特性パラメータを有するものである。このLLDPEの使用により、包材製造の際の押出積層特性及びそれによるコンバーティング特性が優れているので、包材積層の製造が非常に良好に行うことができる。
更に、押出しラミネート加工法により金属と接着性を有するエチレン−酢酸ビニルコポリマー(EVA)や、エチレン−メタクリル酸ビニル共重合体の分子間を金属イオンで架橋したアイオノマー(IO)の合成樹脂を用いて、これらの製膜層を接着層として積層することもできる。その層の厚さは、10〜50μ程度の接着剤層を利用するのが好適であり、好ましくは、接着剤層は、層厚10μ〜18μのEVA又はIOである。
【0016】
この発明による紙容器用包材は、最外樹脂層がまだ積層されていないセミマテリアルの外側表面に設けられた印刷によるインキ層若しくは、シール性を有する外側樹脂層の外側表面に形成されたインキ層を少なくとも含むことができる。インキは、フレキソ印刷用水性若しくは油性のインキ、グラビア印刷用の油性インキ、オフセット印刷用の硬化性インキなどがあり、この発明の好ましい紙容器用包材の態様において、インキ層が、このインキ層と接着するアンカー剤層に含まれる成分と一部共通の成分(例えば、イミン系など)を含む。
【0017】
この発明の紙容器用包材において、包材外側表面に積層された熱可塑性材料層を含む。この材料樹脂層は、例えばポリエチレン、ポリプロピレン、エチレン系共重合体などのポリオレフィン系樹脂であり、従来から用いられていた低密度ポリエチレン(LDPE)の他に、内容物に対する耐性(耐油性、耐酸性、耐浸透性など)に優れた線状低密度ポリエチレン(LLDPE)、中密度ポリエチレンやポリエチレンを含む共押出しフィルムなどである。
この発明の好ましい態様において、最外熱可塑性材料層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.925g/cm 3 の平均密度、88〜103℃、好ましくは93〜103℃のピーク融点、5〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(SR)及び10〜25μm、好ましくは10〜20μmの層厚の特性パラメータを有するものである。
【0018】
この発明の紙容器用包材の態様において、前記包材の内側積層体にバリア層を有する。バリア層としては、アルミ箔、金属/無機酸化物薄膜、エチレンビニルアルコール共重合体層(EVOH層)、ナイロン層、ポリ塩化ビニリデンフィルム、ポリ塩化ビニリデンコートフィルムから選ばれた少なくとも1つからなる。ここで、バリヤー層としての無機酸化物の蒸着フィルムとしては、例えば、ポリオレフィン、ナイロン、ポリエステル、ポリビニルアルコール等の厚さ10〜30μ程度の熱可塑性樹脂フィルムに対して、酸化珪素、酸化錫、酸化亜鉛、酸化インジュウム、酸化チタン、酸化アルミニウム等の無機酸化物による厚さ100〜5000Å好ましくは200〜1000Å程度の薄膜層を、真空蒸着,スパッタリング,化学蒸着、プラズマ化学蒸着(PCVD)等によって形成したものが利用される。
【0019】
バリア層のアルミ箔若しくはアルミニウムの薄膜層を構成するアルミニウムとしては、通常のアルミニウム金属を使用することができる。この態様において、アルミニウムの薄膜層を形成する方法としては、イオンビ−ム法、電子ビ−ム法等の真空蒸着法、スパッタリング法等によって蒸着膜を構成することによって形成することができる。
上記において、アルミニウムの薄膜層の厚さとしては、十分な遮光性を得るために、通常、10nm〜200nm位であることが好ましく、特に、本発明においては、20〜150nm位が望ましい。上記において、アルミニウムの薄膜層の厚さが厚くなるにつれ、全光線透過率は低下するが、印
刷層等の遮光性を考慮しない場合、アルミニウムの薄膜層の厚さが、80nmにおいて、全光線透過率0%となる。
本発明において、アルミニウムの薄膜層の厚さについては、最終的な包装形態、印刷層の有無、その存在する位置等に応じて、また要求物性等に応じて調整することができる。
【0020】
この発明において用いることができるバリア層としては、また、バリア−性フィルムがある。これを構成する樹脂のフィルムとしては、EVOHやポリビニルアルコールなどのバリア樹脂層、無機酸化物の蒸着膜、あるいはアルミニウムの蒸着膜等を形成し得る樹脂のフィルムであばよく、例えば、ポリエチレンテレフタレ−トフィルム、ポリブチレンテレフタレ−トフィルム等のポリエステル系樹脂のフィルム、6ナイロンフィルム、66ナイロンフィルム、610ナイロンフィルム、612ナイロンフィルム、11ナイロンフィルム、12ナイロンフィルム、メタキシレンジアミンと2塩基酸との縮合によるポリアミドフィルム等のポリアミド系樹脂フィルム、ポリカ−ボネ−ト系樹脂フィルム、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂フィルム、ポリビニ−ルアルコ−ル系樹脂フィルム、エチレン−酢酸ビニル共重合体フィルム、ポリ塩化ビニル系樹脂フィルム、ポリ塩化ビニリデン系樹脂フィルム、ポリスチレン系樹脂フィルム、ポリ(メタ)アクリル系樹脂フィルム、ポリアクリルニトリル系樹脂フィルム、ポリアセタ−ル系樹脂フィルム、フッ素系樹脂フィルム、その他の樹脂フィルムを使用することができる。
【0021】
上記の樹脂のフィルムとしては、未延伸フィルム、あるいは一軸方向または二軸方向に延伸した延伸フィルム等のいずれのものでも使用することができ、また、そのフィルムの厚さとしては、5μmないし100μm位、好ましくは、10μmないし30μm位が望ましい。また、本発明において、上記の樹脂のフィルムとしては、必要ならば、例えば、シランカップリング剤等の塗布、プライマ−処理、サンドプラスト処理等の公知の前処理を任意に施して、該樹脂のフィルムの表面を調整することができる。
【0022】
次に、本発明において、無機酸化物の薄膜層を構成する無機酸化物としては、例えば、ケイ素酸化物(SiOx )、酸化アルミニウム、酸化インジウム、酸化スズ、酸化ジルコニウム等を使用することができる。更に、本発明においては、無機酸化物としては、一酸化ケイ素と二酸化ケイ素との混合物、あるいはケイ素酸化物と酸化アルミニウムとの混合物であってもよい。
【0023】
本発明において、無機酸化物の薄膜層を形成する方法としては、イオンビ−ム法、電子ビ−ム法等の真空蒸着法、スパッタリング法、プラズマ化学蒸着法(PCVD法)等によって蒸着膜を構成することによって形成することができる。上記において、無機酸化物の薄膜層の厚さとしては、十分なバリア−性を得るために、通常、10nm〜200nm位であることが好ましく、特に、本発明においては、20〜150nm位が望ましい。上記において、無機酸化物の薄膜層の厚さが、150nmを超えると、特に、200nmを超えると、無機酸化物の薄膜層にクラック等が入りやすくなり、そりによりバリア−性が低下するという危険性があると共に、材料コストが高くなるという問題点であるので好ましくはない。
上述したバリア層は、好ましくは、5〜15μmの薄層であり、5cc/m2 24hr atm (23℃ 85%RH)未満の酸素透過率を有する。
【0024】
本発明において、最内熱可塑性材料層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.915g/cm 3 、好ましくは0.905〜0.910g/cm 3 の平均密度、88〜103℃、好ましくは93〜103℃のピーク融点、5〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(Swelling Ratio、SR)及び20〜50μm、好ましくは20〜30μmの層厚の特性パラメータを有する。
このような最内熱可塑性材料層としては、例えば、メタロセン触媒を用いて重合した狭い分子量分布を有する線形低密度ポリエチレン(mLLDPE)を少なくとも含有するブレンドポリマーがある。このmLLDPEとしては、例えば、二塩化ジルコノセンとメチルアルモキサンの組み合わせによる触媒等のメタロセン錯体とアルモキサンとの組み合わせによる触媒、すなわち、メタロセン触媒を使用して重合してなるエチレン−α・オレフィン共重合体を使用することができる。メタロセン触媒は、現行の触媒が、活性点が不均一でマルチサイト触媒と呼ばれているのに対し、活性点が均一であることからシングルサイト触媒とも呼ばれているものである。
【0025】
mLLDPEの樹脂として、具体的には、三菱化学株式会社製の商品名「カ−ネル」、三井石油化学工業株式会社製の商品名「エボリュ−」、米国、エクソン・ケミカル(EXXON CHEMICAL)社製の商品名「エクザクト(EXACT)」、米国、ダウ・ケミカル(DOW CHEMICAL)社製の商品名「アフィニティ−(AFFINITY)、商品名「エンゲ−ジ(ENGAGE)」等のメタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体を使用することができる。
【0026】
本発明において、上記特性パラメータを示す限り、mLLDPE樹脂以外の樹脂を使用することができる。また、mLLDPE単独では上記特性パラメータを得ることが難しいので、他のポリマー成分をブレンドすることができる。
ここで、「他のポリマー」とは、例えばポリエチレン、ポリプロピレン、エチレン系共重合体などのポリオレフィン系樹脂、ポリエステル樹脂などの熱可塑性樹脂であり、従来から用いられていた低密度ポリエチレン(LDPE)の他に、内容物に対する耐性(耐油性、耐酸性、耐浸透性など)に優れた線状低密度ポリエチレン(LLDPE)、中密度ポリエチレンやポリエチレンを含む共押出しフィルムなどである。
ブレンドされる低密度ポリエチレンの密度としては0.91〜0.93g/cm3である。分子量としては1×102 〜1×108 、メルトフローレイト(MFR)としては0.1〜20g/10minである。なお、基本的には無添加のものを使用するが、用途に応じて酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、アンチブロッキング剤、難燃化剤、無機および有機充填剤、塗料、顔料等の各種添加剤を適宜、添加しても構わない。
【0027】
mLLDPEのメタロセン触媒は、重合活性点が単一(シングルサイト)であることを特徴とし、この触媒を用いて重合したエチレン−αオレフィン共重合体は従来のチグラー触媒に見られるマルチサイト触媒を用いて得られるエチレン−αオレフィン共重合体では得られない優れた特性を有している。
シングルサイト触媒の代表的なものとして、メタロセン触媒、所謂、カミンスキー触媒がある。このメタロセン触媒はメタロセン系遷移金属化合物と、有機アルミニウム化合物からなる触媒であり、メタロセン系遷移金属化合物としては例えば、ジルコニウム系化合物、チタニウム系化合物、シリカ系化合物が挙げられるが、本発明はこれらに限定されない。また、有機アルミニウム化合物としてはアルキルアルミニウム、鎖状あるいは環状アルミノキサンが挙げられるが、本発明はこれらに限定されない。重合方法としては溶液重合法、気相重合法、スラリー重合法等があるが、何れも特に限定されない。
【0028】
エチレンと共重合されるコモノマーであるαオレフィンとしては、ブテン−1、ヘキセン−1、4−メチルペンテン−1、オクテン−1が掲げられる。これらのαオレフィンは単独で使用してもよく、二以上を混合して使用してもよい。
【0029】
エチレンとαオレフィンの混合比率は1〜20重量%が好ましく、重合されたエチレン−αオレフィン共重合体の密度としては0.900〜0.915g/cm3が望ましく、より好ましくは、0.905〜0.910g/cm3である。0.900g/cm3 より小さい場合ではフィルム成形時での離ロール性やフィルムの滑り性が悪くなるからである。また、0.915g/cm3 よりも高い密度では、フィルムの柔軟性や低温シール性が劣り、封緘性が低下するからである。分子量としては1×103 〜1×106 、メルトフローレイト(MFR)としては3.0〜30g/10min、より好ましくは、10〜20g/10minである。ピーク融点は、88〜103℃、好ましくは、93〜103℃である。
尚、エチレン−αオレフィン共重合体には各種の酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、アンチブロッキング剤、難燃化剤、無機および無機充填剤、染料、顔料等を適宜、添加してもよい。低密度ポリエチレンはチグラー触媒である従来のマルチサイト触媒を用いて得られものであればよく、触媒の種類や重合方法には特に限定されない。
【0030】
本発明の紙容器用包材において、最内層が狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.915g/cm 3 、好ましくは0.905〜0.910g/cm 3 の平均密度、88〜103℃、好ましくは93〜103℃のピーク融点、5〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(Swelling Ratio、SR)及び20〜50μm、好ましくは20〜30μmの層厚の特性パラメータを有することは、上述のとおりである。
このような最内熱可塑性材料層としては、上述のように、メタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体がある。この発明に好ましい態様におては、メタロセン触媒を用いて重合したエチレン−αオレフィン共重合体と、マルチサイト触媒を用いて重合した低密度ポリエチレンとから成るものを用いることができる。また、紙容器の最内層以外の層については特に制限されるものではない。
【0031】
メタロセン触媒で重合して得られたエチレン−αオレフィン共重合体がシール性等の封緘性、耐衝撃性を維持するために必要な成分の配合割合は、50重量%以上、好ましくは、55〜75重量%、より好ましくは55〜65重量%である。前記の範囲以外、特に50重量%未満では良好な封緘性や耐衝撃性が得られず、また、65重量%では、加工性、積層性が低下し好ましくはない。
【0032】
次にマルチサイト触媒で重合して得られた低密度ポリエチレンがフィルム成形性等の溶融張力を高めるのに必要な配合割合は、50重量%以下が好ましく、より好ましくは、45〜25重量%、更に好ましくは、45〜35重量%であり、上記範囲を越えると良好な封緘性や耐衝撃性が得られないので望ましくはない。
【0033】
これらの樹脂を調整する方法としては任意の方法が採用でき、例えば、各成分を配合し、ブレンダー、ミキサー等で混合した後、二軸混練押出機やミキシングロール、バンバリーミキサー等で溶融混練する方法やペレット同士で混合するドライブレンド法の何れでも構わない。
この態様では、メタロセン触媒で重合して得られたエチレン−αオレフィン共重合体と、マルチサイト触媒で重合して得られた低密度ポリエチレンとから成ることを特徴としている。したがって、メタロセン触媒で重合したエチレン−αオレフィン共重合体の特徴である狭分子量分布(Mw/Mn≦3)、狭組成分布を示し、分子構造的に整ったポリマーであり、その物性としては引張強度、耐衝撃強度、引裂強度、低温シール性に優れる特徴を保持し、かつ、マルチサイト触媒で重合した低密度ポリエチレンの特徴の一つである高溶融張力の特性から、分子の絡み合いが大きくなる。したがって、フィルム成形性や夾雑物シール性を高めることができる。
また、フィルム成形性が良いので滑剤等の添加剤の濃度を低くすることができるのでシール性に対する障害が低減化され、封緘性の特徴を最大限まで引き出すことができ、さらに添加剤による内容物の味覚や成分への影響が小さく、封緘性に優れるので、内容物保護性を損なわれない優れた紙容器を得られる。
【0034】
この発明を実施する液体食品充填分野では、連続した紙製包材を長手方向にチューブ状に成形し、チューブ状包材内に果汁、茶、液体乳製品などの被充填物を充填し、チューブ状包材の横断方向に所定間隔毎に横線シールを施しかつ横線シール部に沿って包材を切断して得られたブリック形状の紙製包装容器及び、紙製包材を所定の形状に裁断し、容器縦方向にシールしたブランクスを得、ブランクスの底をシールした後に上部開口から液体製品の被充填物を充填し、上部をシールして得られたゲーブルトップ状(屋根型)の紙製包装容器などである。
【0035】
成形される本発明における紙容器は、加工紙製容器(ワンピースタイプ、ツーピースタイプ、スリーピースタイプ等の容器)、コンポジット缶、インサート成形容器、二重容器等に組み立てられることもできる。この場合、包材を複合紙容器の展開図通りに打ち抜き、罫線加工した後、罫線に沿って折り曲げてシールすることにより各種形態の紙容器にする。この際、シールする方法としては、ヒートシール、フレームシール、ホットエアーシール、超音波シール、高周波シール等がある。また、充填機ではこれら積層体がロール状、スリーブ状あるいはカップ状に供給されて、内容物を充填後、上記の各種シール方法を用いて密封されて紙容器が成形される。
【0036】
次いで、この発明よる紙容器用包材の製造法を説明する。
通常の包装材料をラミネ−トする方法、例えば、ウエットラミネ−ション法、ドライラミネ−ション法、無溶剤型ドライラミネ−ション法、押し出しラミネ−ション法、Tダイ共押し出し成形法、共押し出しラミネ−ション法、インフレ−ション法、その他等で行うことができる。本発明においては、上記の積層を行う際に、必要ならば、例えば、コロナ処理、オゾン処理等の前処理をフィルムに施すことができ、また、例えば、イソシアネ−ト系(ウレタン系)、ポリエチレンイミン系、ポリブタジェン系、有機チタン系等のアンカ−コ−ティング剤、あるいはポリウレタン系、ポリアクリル系、ポリエステル系、エポキシ系、ポリ酢酸ビニル系、セルロ−ス系、その他等のラミネ−ト用接着剤等の公知のアンカ−コ−ト剤、接着剤等を使用することができる。
【0037】
上述のように、本発明において、種々のラミネ−ト方法が可能であるが、この発明による積層包材においては、押し出しラミネ−ション法を利用して包材を製造する際に、この発明によるメリットをより多く得ることができる。
それは、この発明による好ましい態様においては、押し出しラミネートする樹脂が、平均密度、ピーク融点、メルトフローインデックス、スウェリング率及び層厚において最適に調整された特性パラメータを有するからであり、そのために、包材製造における押出積層特性並びにそれによる良好なコンバーティング特性示すからである。
【0038】
包材の製造法において、押し出しラミネ−トする際の接着性樹脂層を構成する押し出し樹脂としては、本発明に係る包材を構成する最外熱可塑性材料層、接着剤層、接着性熱可塑性材料層層及び、最内熱可塑性材料層において使用される材料の他、例えば、ポリエチレン、エチレン−α・オレフィン共重合体、ポリプロピレン、ポリブテン、ポリイソブテン、ポエイソブチレン、ポリブタジエン、ポリイソプレン、エチレン−メタクリル酸共重合体、あるいはエチレン−アクリル酸共重合体等のエチレンと不飽和カルボン酸との共重合体、あるいはそれらを変性した酸変性ポリオレフィン系樹脂、エチレン−アクリル酸エチル共重合体、アイオノマ−樹脂、エチレン−酢酸ビニル共重合体、その他等を使用することができる。
また、ドライラミネ−ト法を利用する場合は、その際の接着剤層を構成する接着剤としては、具体的には、ドライラミネ−ト等において使用される2液硬化型ウレタン系接着剤、ポリエステルウレタン系接着剤、ポリエ−テルウレタン系接着剤、アクリル系接着剤、ポリエステル系接着剤、ポリアミド系接着剤、ポリ酢酸ビニル系接着剤、エボキシ系接着剤、ゴム系接着剤、その他等を使用することができる。
【0039】
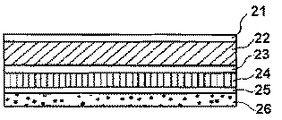
本発明による包材の一例を図1に示す。この例では、最外熱可塑性材料層21、紙基材層22、接着性熱可塑性材料層23、バリア層24、接着剤層25,最内熱可塑性材料層26の各構成層からなる。
これらの包材は、例えば、折目線が付けられた包材であり、この包材を長手方向の縦線シールによりチューブ状に成形し、チューブ状に成形された包材内に被充填物を充填し、チューブ状包材の横断方向に横線シールを施し、先ず、クッション形若しくは枕状の一次形状に成形し、包材が帯状の場合は一定間隔に個々に切断し、折目線に沿って折畳んでブリック状(平行6面体)最終形状に成形される。
【0040】
本発明にかかる積層包材を使用する充填包装機の一例の概要を、図2に示す。この例に示す充填機では、最内層に熱可塑性材料層を有しロール状に巻かれた包装材料ウェブ1を巻き出し、ローラにより充填機内を搬送し、ストリップテープ2をストリップテープアプリケータ3により、包装材料ウェブの一端に接合し、滅菌剤槽4内を包装材料ウェブが通過して滅菌し、エアーナイフ5により滅菌剤を除去し、成形ローラ6によりチューブ状に成形し、そのチューブ内に充填パイプ7から液体食品を充填し、縦線シールエレメント8によりチューブ縦方向にシールし、このチューブを包装容器1個分に相当する長さ分だけ下方に送りながら、本発明にかかるヒートシール装置のシールジョー10及び対向ジョー11により挟持し、横断方向にヒートシールし、同時に枕状充填包装容器12に連続的に成形し、引き続きその下流で繋がった枕状包装充填容器のシール帯域の切断予定部を切断し、個々の包装充填容器13にナイフなどにより切り離し、切り離された枕状容器14の上下のフラップを折り曲げ、ファイナルホルダー14により最終形態の包装充填容器11に成形する。
【0041】
本発明においては、紙容器を製造する別の例で説明すると、所定形状の紙容器を製造する罫線加工した紙容器用ブランク板を打ち抜き、次いで、ブランク板の端縁を重ね合わせ、その重合端部の内面側にあるヒ−トシ−ル性フィルムとしてのメタロセン触媒を用いて重合したエチレン−α・オレフィン共重合体のフィルムと、外面側のヒ−トシ−ル性フィルムとを溶着して溶着部を形成してスリ−ブを製造する。次に、スリ−ブを充填機に装着し、その底部部分を所定の罫線に沿って折り込み熱風処理により熱融着して、底部を形成し、次いで頂部の開口部から内容物を充填し、しかる後、その頂部部分を所定の罫線に沿って折り込んで熱風処理により熱融着して、例えば、ゲ−ベルトップ型の形状をした頂部を形成して、充填包装した包装製品を製造することができる。上記に挙げた例は、本発明にかかる包装用容器の一例を例示したに過ぎないものであり、これによって本発明は限定されるものではない。
【0042】
本発明にかかる包装用容器は、例えば、牛乳、乳酸菌飲料、液体ス−プ、果汁飲料、麦茶、緑茶、ウ−ロン茶、酒類、調味料、医薬品、化粧品、塗料、接着剤、インキ、現像液、エッチング液、その他等の液体製品を充填包装に適用することができるものであるが、好ましくは、液体食品である。
【0043】
【実施例】
この発明を以下の実施例により具体的に説明する。
<実施例1>
厚さ9μmのアルミニウム箔の一面に、メタロセン触媒で重合した狭い分子量分布の線形低密度ポリエチレン(mLLDPE)と高圧法による低密度ポリエチレンとをブレンドして0.910g/cm 3 の平均密度、97℃のピーク融点、15g/10minのメルトフローインデックス、1.5のスウェリング率及び13μmの層厚の接着剤層を溶融押出しして、メタロセン触媒で重合した狭い分子量分布の線形低密度ポリエチレン(mLLDPE)と高圧法による低密度ポリエチレンとをブレンドして0.907g/cm 3 の平均密度、96℃のピーク融点、14g/10minのメルトフローインデックス、1.5のスウェリング率及び25μmの層厚の最内熱可塑性材料層を積層してアルミニウム箔/接着剤層/最内熱可塑性材料ブレンド層からなる積層フィルムを作成する。
同時に、高圧法による低密度ポリエチレン(密度=0.920g/cm3 、MI=5.1)を厚さ20μmで紙基材(坪量=320g/m2 )上に押出温度330℃にて押出コーティングして最外熱可塑性材料層を積層する。次いで、低密度ポリエチレン/紙基材の紙側とアルミニウム箔積層体のアルミニウム箔側とを、メタロセン触媒で重合した狭い分子量分布の線形低密度ポリエチレン(mLLDPE)と高圧法による低密度ポリエチレンとをブレンドして0.920g/cm 3 の平均密度、99℃のピーク融点、17g/10minのメルトフローインデックス、1.5のスウェリング率及び12μmの層厚で接着性熱可塑性材料層を溶融押出しして、積層して図1に示す積層構成の連続した長尺の積層包材を得る。
この包材を用いて、図2に示す充填機にてブリック形状の液体食品充填包装体を得る。得られた包装体及び充填機中の縦線シールのシール可能温度範囲及び、横線シールの可能温度範囲並びにシール強度を評価する。
【0044】
<実施例2>
実施例1において、最外熱可塑性材料層の高圧法による低密度ポリエチレンの代わりに、メタロセン触媒で重合した狭い分子量分布の線形低密度ポリエチレン(mLLDPE)と高圧法による低密度ポリエチレンとをブレンドして0.915g/cm 3 の平均密度、95℃のピーク融点、17g/10minのメルトフローインデックス、1.5のスウェリング率及び18μmの層厚の熱可塑性材料を用いたこと以外、実施例1と同様に包材、更にブリック型の紙容器を作製する。更に、得られる紙容器及び包装充填に関して実施例と同様に評価する。紙層外面に印刷されていた図柄模様色彩は、この透明最外熱可塑性材料層を透過して鮮明にかつ光沢を持って外部から目視することができる
【0045】
<実施例3>
実施例1において、アルミニウム箔の代わりに、8μmのポリエステルフィルムにプラズマ励起化学蒸着法でシリコン酸化物(SiOxCy)を蒸着したバリアフィルムを用いたこと以外、実施例1と同様に包材、更にブリック型の紙容器を作製する。更に、得られる紙容器及び包装充填に関して実施例と同様に評価する。
【0046】
<比較例1>
実施例1において、最内熱可塑性材料層及び接着剤層として高圧法による低密度ポリエチレン(密度=0.920g/cm3 、MI=5.1)を用いたこと以外、実施例1と同様に包材、更にブリック型の紙容器を作製する。更に、得られる紙容器及び包装充填に関して実施例と同様に評価する。
【0047】
<比較例2>
実施例1において、接着剤層として高圧法による低密度ポリエチレン(密度=0.920g/cm3 、MI=5.1)を用い、最内熱可塑性材料層としてインフレーション法により低密度ポリエチレンと接着性樹脂とを張り合わせたフィルムを用いたこと以外、実施例1と同様に包材、更にブリック型の紙容器を作製する。更に、得られる紙容器及び包装充填に関して実施例と同様に評価する。
【0048】
<比較例3>
実施例1において、最内層の熱可塑性材料の代わりに、メタロセン触媒で重合した狭い分子量分布の線形低密度ポリエチレン(mLLDPE)と高圧法による低密度ポリエチレンとをブレンドして0.915g/cm 3 の平均密度、95℃のピーク融点、17g/10minのメルトフローインデックス、1.3のスウェリング率及び18μmの層厚の熱可塑性材料を用いたこと以外、実施例1と同様に包材、更にブリック型の紙容器を作製する。更に、得られる紙容器及び包装充填に関して実施例と同様に評価する。
【0049】
実施例1、2、3と比較例1、2、3とを、上記の縦線シールのシール可能温度範囲及び、横線シールの可能温度範囲並びにシール強度を評価する。その結果、実施例において比較例より優れていることが判明した。
例えば、実施例2と比較例2とを比較すると、実施例2では、縦線シールのシール可能温度範囲が80%以上低温側に広がり良好なシール性能を示し、また横線シールの可能温度範囲が20%以上も広がって包装充填時のシールがより容易・簡易になったことを実証している。更に、横線シールのシール強度に関しては、実施例2と比較例2とを比較すると、30〜40%改善していた。
また、最内熱可塑性材料層の夾雑物シール性(シールすべき箇所の最内熱可塑性材料層間に、酸化物や残留食品などの夾雑物が存在しても良好にシールできるかの性能)を評価する。その結果、夾雑物シール性に優れている。
【0050】
【発明の効果】
上記実施例に実証されるこの発明により、以下の効果を奏する。
本発明の紙容器用包装材料は上記の構成になっているため、この紙容器用包材は、包材製造の際に必要な押出積層特性並びにそれによるコンバーティング特性において良好な性能を有し、包材の製造が容易であり、迅速にヒートシールすることができ、より強靱なシール強度を可能にし、かつ、充填内容物の温度に影響を受けず良好なシールが得られ、すなわち、夾雑物シール性が向上し、封緘性に優れている。また、保香性若しくは品質保持性を有する。
また、包装充填時に、シール可能温度範囲が広がるので、充填内容物の温度に影響を受け難く高い温度でも低い温度でも良好なシールが得られ、例えば、充填機等でのシ−ル温度を通常のそれらを使用すに時よりも、低い温度に設定することができることから、バリア層に無機酸化物の薄膜層、アルミニウムの薄膜層等を用いても熱ダメ−ジを低減でき、ひいてはバリア−劣化等を抑えることができる。
【図面の簡単な説明】
【図1】 本発明の紙容器用包材の一実施例の層構成を示す概略断面図である。
【図2】 本発明の紙容器用包材を使用して充填することができる充填機の概略図である。
【符号の説明】
1 包装材料ウェブ
10 シールジョー
11 対向ジョー
21 最外熱可塑性材料層
22 紙基材層
23 接着性熱可塑性材料層
24 バリア層
25 接着性樹脂層
26 最内熱可塑性材料層
Claims (3)
- 最外熱可塑性材料層、紙基材層、バリア層、最内熱可塑性材料層の各構成層を少なくとも含み、これらの各層が上記の順序で積層されてからなる紙容器用包材であって、
該最内熱可塑性材料層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.915g/cm 3 の平均密度、88〜103℃のピーク融点、5〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(SR)及び20〜50μmの層厚の特性パラメータを有し、
該バリア層と該最内熱可塑性材料層との間の接着剤層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.915g/cm 3 の平均密度、88〜103℃のピーク融点、5〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(SR)及び2〜15μmの層厚の特性パラメータを有し、
該最内熱可塑性材料層の平均密度が、前記接着剤層の平均密度より低く、該最内熱可塑性材料層のスウェリング率が、前記接着剤層のスウェリング率と同等であり、該最内熱可塑性材料層のメルトフローインデックスが、前記接着剤層のメルトフローインデックスより低いことを特徴とする紙容器用包材。 - 最外熱可塑性材料層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.900〜0.925g/cm 3 の平均密度、88〜103℃のピーク融点、5〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(SR)及び10〜25μmの層厚の特性パラメータを有し、
該最内熱可塑性材料層の平均密度が、前記最外熱可塑性材料層の平均密度より低く、該最内熱可塑性材料層のスウェリング率が、前記最外熱可塑性材料層のスウェリング率と同等であり、該最内熱可塑性材料層のメルトフローインデックスが、前記最外熱可塑性材料層のメルトフローインデックスより低い、
請求項1記載の紙容器用包材。 - 該紙基材層とバリア層との間の接着性熱可塑性材料層が、狭い分子量分布を有する線形低密度ポリエチレンを少なくとも含有し、0.890〜0.925g/cm 3 の平均密度、88〜103℃のピーク融点、10〜20g/10minのメルトフローインデックス、1.4〜1.6のスウェリング率(SR)及び10〜25μmの層厚の特性パラメータを有する、請求項1記載の紙容器用包材。
Priority Applications (16)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP01780499A JP4535304B2 (ja) | 1999-01-27 | 1999-01-27 | 紙容器用積層包材 |
| PCT/JP2000/000340 WO2000044632A1 (fr) | 1999-01-27 | 2000-01-25 | Materiau d'emballage stratifie pour conteneur en papier |
| CN00803189A CN1125756C (zh) | 1999-01-27 | 2000-01-25 | 纸容器用层压包装材料及其制成的纸包装容器 |
| AU30778/00A AU760383B2 (en) | 1999-01-27 | 2000-01-25 | Laminated packaging material for paper container |
| EP09169814.2A EP2133279B1 (en) | 1999-01-27 | 2000-01-25 | Laminated packaging material for paper container |
| KR1020017008979A KR20010101558A (ko) | 1999-01-27 | 2000-01-25 | 종이 용기용 적층 포장 재료 |
| DE60043721T DE60043721D1 (de) | 1999-01-27 | 2000-01-25 | Mehrschichtiges verpackungsmaterial für papierbehälter |
| US09/890,155 US6974612B1 (en) | 1999-01-27 | 2000-01-25 | Laminated packaging material for paper container |
| AT00900909T ATE455708T1 (de) | 1999-01-27 | 2000-01-25 | Mehrschichtiges verpackungsmaterial für papierbehälter |
| EP00900909A EP1164085B1 (en) | 1999-01-27 | 2000-01-25 | Laminated packaging material for paper container |
| DK00900909.3T DK1164085T3 (da) | 1999-01-27 | 2000-01-25 | Lamineret emballagemateriale til papirbeholder |
| JP2000595898A JP4936346B2 (ja) | 1999-01-27 | 2000-01-25 | 紙容器用積層包材 |
| PT00900909T PT1164085E (pt) | 1999-01-27 | 2000-01-25 | Material laminado de embalagem para pacote de papel |
| ES00900909T ES2339215T3 (es) | 1999-01-27 | 2000-01-25 | Material de envasado estratificado para recipiente de papel. |
| ES09169814.2T ES2637670T3 (es) | 1999-01-27 | 2000-01-25 | Material de envasado laminado para recipiente de papel |
| EP10177803A EP2279958A1 (en) | 1999-01-27 | 2000-01-25 | Laminated packaging material for paper container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP01780499A JP4535304B2 (ja) | 1999-01-27 | 1999-01-27 | 紙容器用積層包材 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009256009A Division JP4936408B2 (ja) | 2009-11-09 | 2009-11-09 | 紙容器用包材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002264934A JP2002264934A (ja) | 2002-09-18 |
| JP4535304B2 true JP4535304B2 (ja) | 2010-09-01 |
Family
ID=11953925
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP01780499A Expired - Lifetime JP4535304B2 (ja) | 1999-01-27 | 1999-01-27 | 紙容器用積層包材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4535304B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5151463B2 (ja) * | 2007-12-26 | 2013-02-27 | 凸版印刷株式会社 | 紙容器用複合シート材料と該複合シート材料を用いて成形した紙容器 |
| JP6476597B2 (ja) * | 2014-05-29 | 2019-03-06 | 大日本印刷株式会社 | 紙容器用包装材料 |
| MX2019013843A (es) * | 2017-05-31 | 2020-01-30 | Tetra Laval Holdings & Finance | Material de envasado laminado, recipientes de envasado fabricados a partir del mismo y metodo para fabricar el material laminado. |
| JP6977534B2 (ja) * | 2017-12-15 | 2021-12-08 | 大日本印刷株式会社 | バリアフィルム |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07148895A (ja) * | 1993-11-30 | 1995-06-13 | Dainippon Printing Co Ltd | 紙容器 |
| JPH08156063A (ja) * | 1994-12-01 | 1996-06-18 | Sumitomo Chem Co Ltd | 積層フィルムの製造方法 |
| JPH09150490A (ja) * | 1995-11-30 | 1997-06-10 | Sekisui Chem Co Ltd | 多層シーラントフィルムおよびこれを用いた複合包装材料 |
-
1999
- 1999-01-27 JP JP01780499A patent/JP4535304B2/ja not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07148895A (ja) * | 1993-11-30 | 1995-06-13 | Dainippon Printing Co Ltd | 紙容器 |
| JPH08156063A (ja) * | 1994-12-01 | 1996-06-18 | Sumitomo Chem Co Ltd | 積層フィルムの製造方法 |
| JPH09150490A (ja) * | 1995-11-30 | 1997-06-10 | Sekisui Chem Co Ltd | 多層シーラントフィルムおよびこれを用いた複合包装材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002264934A (ja) | 2002-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4936346B2 (ja) | 紙容器用積層包材 | |
| KR100674777B1 (ko) | 적층 포장 재료 및 그 제조 방법 | |
| EP3409470B1 (en) | Laminated packaging material, packaging containers manufactured therefrom and a method for manufacturing the laminate material | |
| US9533474B2 (en) | Laminated packaging material for a container | |
| US10857769B2 (en) | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom | |
| US20140124404A1 (en) | Dual barrier laminate structure | |
| JP4535304B2 (ja) | 紙容器用積層包材 | |
| JP2000168770A (ja) | 液体食品の充填包装方法及び紙容器用包材 | |
| JP4936408B2 (ja) | 紙容器用包材の製造方法 | |
| JP2001278330A (ja) | 積層包装材料および積層包装材料の製造法 | |
| JP4540018B2 (ja) | 紙包装容器 | |
| JP5810640B2 (ja) | 包装材料及びそれよりなる紙容器 | |
| JP5142224B2 (ja) | 紙包装容器 | |
| JP5004255B2 (ja) | 紙包装容器の製造方法 | |
| JP6086137B2 (ja) | 包装材料及びそれよりなる紙容器 | |
| EP3368300B1 (en) | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom | |
| JP2002264936A (ja) | 紙包装容器 | |
| JP4129899B2 (ja) | 紙容器用包装材料の製造法 | |
| EP4253047A1 (en) | A laminated packaging material and packaging container manufactured therefrom | |
| JP2009040460A (ja) | 包装用積層材料および包装用積層材料の製造法 | |
| EP3368302B1 (en) | Laminated packaging material comprising a barrier film and packaging containers manufactured therefrom | |
| JP2004149179A (ja) | 紙容器用積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090910 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100409 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100412 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100609 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100609 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130625 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |