JP4505259B2 - 無線icタグの製造方法 - Google Patents
無線icタグの製造方法 Download PDFInfo
- Publication number
- JP4505259B2 JP4505259B2 JP2004153701A JP2004153701A JP4505259B2 JP 4505259 B2 JP4505259 B2 JP 4505259B2 JP 2004153701 A JP2004153701 A JP 2004153701A JP 2004153701 A JP2004153701 A JP 2004153701A JP 4505259 B2 JP4505259 B2 JP 4505259B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- chip
- resin
- fixing
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
2 ICチップ
3 被覆用樹脂
5 固定用フィルム
6 上型
7 下型
11 固定位置
12 樹脂流通孔
15 接着剤
17 パーティング面
20 被覆成形空間
Claims (1)
- 無線通信用のアンテナを含むICチップ(2)が被覆用樹脂(3)で被覆された無線ICタグの製造方法において、
ICチップ(2)を固定するための合成樹脂製の固定用フィルム(5)を用意し、このフィルム(5)には、ICチップ(2)の固定位置(11)の近傍に樹脂流通孔(12)を予め形成しておき、
固定用フィルム(5)上の前記固定位置(11)にICチップ(2)を固定する準備工程と、
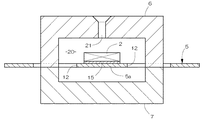
上下の金型(6・7)の両パーティング面(17・17)間に固定用フィルム5を挟み込んで、固定用フィルム(5)上のICチップ(2)を上下の金型(6・7)の被覆成形空間(20)内に位置決め装填する前段工程と、
上下の金型(6・7)の被覆成形空間(20)内に溶融樹脂を注入して、この溶融樹脂でICチップ(2)を被覆する成形工程とを含み、
先の前段工程において、固定用フィルム(5)と共にICチップ(2)が上下の金型(6・7)の被覆成形空間(20)内に装填されたときに、樹脂流通孔(12)の少なくとも一部が前記被覆成形空間(20)内に位置するようにし、
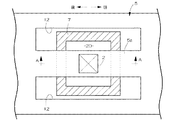
前記固定用フィルム(5)には、前記フィルム(5)の長さ方向に伸びるようにチップ保持部(5a)が形成されており、該チップ保持部(5a)を挟むように、前記フィルム(5)の幅方向の両端部に前記樹脂流通孔(12・12)が通設されており、
前記金型(6)の前記パーティング面(17)の前記フィルム(5)の長さ方向に係る前後位置には、前記チップ保持部(5a)を避けて凹入部(19・19)が形成されており、
上下の前記金型(6・7)の前記パーティング面(17・17)の外縁で規定される、該パーティング面(17・17)の外形寸法は、二つの前記樹脂流通孔(12・12)の外縁で規定される、該樹脂流通孔(12・12)の外形寸法よりも小さく設定されており、
上下の前記金型(6・7)を型閉じしたとき、前記チップ保持部(5a)が凹入部(19・19)に嵌合されるとともに、該凹入部(19・19)以外の金型(6・7)の前記パーティング面(17・17)どうしが、前記樹脂流通孔(12・12)を通って接合状態に至るようになっていることを特徴とする無線ICタグの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004153701A JP4505259B2 (ja) | 2004-05-24 | 2004-05-24 | 無線icタグの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004153701A JP4505259B2 (ja) | 2004-05-24 | 2004-05-24 | 無線icタグの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005338956A JP2005338956A (ja) | 2005-12-08 |
| JP4505259B2 true JP4505259B2 (ja) | 2010-07-21 |
Family
ID=35492494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004153701A Expired - Fee Related JP4505259B2 (ja) | 2004-05-24 | 2004-05-24 | 無線icタグの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4505259B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5018370B2 (ja) * | 2007-09-20 | 2012-09-05 | 大日本印刷株式会社 | 非接触型データキャリア用導電部材とその製造方法及び装置 |
| KR101009850B1 (ko) * | 2008-06-17 | 2011-01-19 | 삼성전기주식회사 | 고체 전해 콘덴서 및 그 제조방법 |
| JP2012018629A (ja) * | 2010-07-09 | 2012-01-26 | Nok Corp | Icタグ及びその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0793345B2 (ja) * | 1991-06-10 | 1995-10-09 | トーワ株式会社 | フィルムキャリアとこれを用いるモールド方法 |
| JPH1145898A (ja) * | 1997-07-28 | 1999-02-16 | Omron Corp | 封止方法及び装置 |
| JP4070055B2 (ja) * | 1999-06-14 | 2008-04-02 | 大日本印刷株式会社 | 半導体装置及び半導体装置用部材 |
-
2004
- 2004-05-24 JP JP2004153701A patent/JP4505259B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005338956A (ja) | 2005-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100595784C (zh) | 一种智能卡的制造方法 | |
| CN106028725B (zh) | 嵌入式电子装置及用于制造嵌入式电子装置的方法 | |
| US6126885A (en) | Method for manufacturing resin-molded semiconductor device | |
| TWI485846B (zh) | 具可撓性基板之顯示裝置及其製造方法 | |
| JP4422094B2 (ja) | 半導体装置 | |
| EP1522957B1 (en) | Method for manufacturing an electronic device | |
| JPH09107061A (ja) | 成形部品カプセル封入用のダムバー無しリードフレーム | |
| KR20090118066A (ko) | 인레이 제조 방법 및 인레이 제조용 반제품 | |
| JP2010522396A (ja) | ステップカードおよびステップカードの製造方法 | |
| JP4579924B2 (ja) | デュアルインタフェースを有するカードの生産方法と同方法から得られたマイクロ回路カード | |
| JPH03136267A (ja) | 半導体装置及びその製造方法 | |
| JP4505259B2 (ja) | 無線icタグの製造方法 | |
| JP2002074300A (ja) | 非接触型icカ−ド及びその製造方法 | |
| US7152316B2 (en) | Hybrid integrated circuit device and method of manufacturing the same | |
| TWI728528B (zh) | 記憶卡結構及其製造方法 | |
| EP2898529B2 (en) | Method of protecting an electrical component in a laminate | |
| US20050224941A1 (en) | Method for manufacturing ic card by laminating a plurality of foils | |
| CN103999098B (zh) | 智能卡的制造方法 | |
| CN107896460B (zh) | 壳体及其制作方法、移动终端 | |
| JP6416996B1 (ja) | 樹脂封止装置用の封止型 | |
| JP4010860B2 (ja) | 混成集積回路装置およびその製造方法 | |
| JP6104545B2 (ja) | 半導体装置の製造方法、および成形部材 | |
| CN101651108B (zh) | 软膜覆晶封胶的制程 | |
| JP2009099850A (ja) | 半導体モジュールの製造方法及び製造装置、半導体モジュール | |
| CN216267228U (zh) | Pcba板的塑封模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070424 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070512 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100323 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100407 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100426 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4505259 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130430 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130430 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130430 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130430 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130430 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140430 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |