JP4496609B2 - 板状体の薄化装置および薄化方法 - Google Patents
板状体の薄化装置および薄化方法 Download PDFInfo
- Publication number
- JP4496609B2 JP4496609B2 JP2000179664A JP2000179664A JP4496609B2 JP 4496609 B2 JP4496609 B2 JP 4496609B2 JP 2000179664 A JP2000179664 A JP 2000179664A JP 2000179664 A JP2000179664 A JP 2000179664A JP 4496609 B2 JP4496609 B2 JP 4496609B2
- Authority
- JP
- Japan
- Prior art keywords
- plate
- unit
- semiconductor wafer
- wafer
- polishing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Drying Of Semiconductors (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
【発明の属する技術分野】
本発明は、半導体ウェハなどの板状体を薄化加工する板状体の薄化装置および薄化方法に関するものである。
【0002】
【従来の技術】
半導体装置に用いられる半導体ウェハの製造工程では、半導体装置の薄型化にともない半導体ウェハの厚さを薄くするための研磨加工が行われる。この研磨加工は、半導体ウェハの表面に回路パターンを形成した後に、回路形成面と反対側の裏面を機械研磨することによって行われる。機械研磨後のシリコン基板の表面には、加工によって形成されたマイクロクラックによって脆化した層(マイクロクラック導入層)が存在する。このマイクロクラックはシリコン基板の抗折強度を損ない、シリコン基板はマイクロクラックから割れやすいので、機械研磨後にシリコン表面のマイクロクラック導入層を除去する必要がある。従来このマイクロクラック導入層除去は、フッ酸や硝酸などのエッチング液を用いたウエットエッチングが用いられていたが、マイクロクラック導入層を除去する手段として、プラズマ処理装置を用いることが考えられる。従来、プラズマ処理装置は、プリント基板などのワークの表面をクリーニングするクリーニング手段として提案されたものであって、真空チャンバの2つの電極部の間にプリント基板などのワークを収納し、この電極部の間に高周波電圧を印加することによりプラズマを発生させ、イオン等をプリント基板の電極の表面等に衝突させるなどして電極のクリーニングを行うものである。
【0003】
【発明が解決しようとする課題】
プラズマ処理装置などのマイクロクラック除去手段を用いてマイクロクラックの除去手段を用いてマイクロクラック導入層を除去する場合、次の(1)(2)の要件が満足されることが望ましい。
【0004】
(1)マイクロクラック導入層の除去処理のためにウェハなどの板状体を取り扱う際(例えば、板状体をプラズマ処理装置の真空チャンバ内に搬入するとき)に、板状体がマイクロクラックから割れないこと。
【0005】
(2)生産能率を上げるために、出来るだけ短時間で、マイクロクラック導入層の除去処理の全行程を終了すること。このためには、板状体を出来るだけ短時間で真空チャンバなどの処理空間に出し入れすること。
【0006】
そこで本発明は、ウェハなどの板状体の表面のマイクロクラック導入層を短いタクトタイムで作業性よく除去できる板状体の薄化装置および薄化方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
請求項1記載の板状体の薄化装置は、板状体の機械研磨を行う機械研磨手段と、機械研磨によって板状体の表面に形成されたマイクロクラックをエッチングにより除去するマイクロクラック除去手段と、前記機械研磨手段により機械研磨された板状体を前記マイクロクラック除去手段に搬入する第1の板状体搬送手段と、前記マイクロクラック除去手段によりマイクロクラックが除去された板状体を前記マイクロクラック除去手段から搬出する第2の板状体搬送手段とを備え、前記機械研磨手段で機械研磨を行った後から前記マイクロクラック除去手段によりマイクロクラックが除去される前の板状体の搬送速度を、前記マイクロクラック除去手段によりマイクロクラックが除去された後の搬送速度よりも遅くした。
【0008】
請求項2記載の板状体の薄化装置は、請求項1記載の板状体の薄化装置であって、同一の板状体搬送手段が、前記第1の板状体搬送手段と前記第2の板状体搬送手段を兼務している。
【0009】
請求項3記載の板状体の薄化装置は、請求項1記載の板状体の薄化装置であって、前記第1の板状体搬送手段と前記第2の板状体搬送手段が板状体を吸着して保持する板状体保持部を有する。
【0010】
請求項4記載の板状体の薄化装置は、請求項1〜3のいずれかに記載の板状体の薄化装置であって、前記板状体を上下反転させるために、前記板状体保持部を回転させるハンド回転機構を備えた。
【0011】
請求項5記載の半導体ウェハの薄化方法は、機械研磨手段により板状体の機械研磨を行う工程と、機械研磨済の板状体を第1の板状体搬送手段によりマイクロクラック除去手段に搬入する工程と、前記マイクロクラック除去手段により板状体の表面のマイクロクラックを除去する工程と、マイクロクラック除去済の板状体を第2の板状体搬送手段により前記マイクロクラック除去手段から搬出する工程とを含み、前記第1の板状体搬送手段による前記機械研磨手段で機械研磨を行った後から前記マイクロクラック除去手段によりマイクロクラックが除去される前の板状体の搬送速度を前記第2の板状体搬送手段による前記マイクロクラック除去手段によりマイクロクラックが除去された後の板状体の搬送速度よりも遅くするように搬送速度を制御する。
【0012】
請求項6記載の半導体ウェハの薄化方法は、同一の板状体搬送手段が、前記第1の板状体搬送手段と前記第2の板状体搬送手段を兼務している。
【0013】
【発明の実施の形態】
次に本発明の実施の形態を図面を参照して説明する。図1は本発明の一実施の形態の半導体ウェハの加工装置の斜視図、図2は本発明の一実施の形態の半導体ウェハの加工装置の平面図、図3、図4は本発明の一実施の形態の半導体ウェハの加工装置のウェハ収納部の斜視図、図5は本発明の一実施の形態の半導体ウェハの加工装置の部分平面図、図6は本発明の一実施の形態の半導体ウェハの加工装置の研磨部の側面図、図7は本発明の一実施の形態の半導体ウェハの加工装置のウェハ洗浄部の断面図、図8は本発明の一実施の形態の半導体ウェハの加工装置のプラズマ処理部の断面図、図9、図10は本発明の一実施の形態の半導体ウェハの加工方法の工程説明図、図11は本発明の一実施の形態の半導体ウェハの加工装置のブロック図、図12は本発明の一実施の形態の半導体ウェハの加工方法における半導体ウェハ洗浄のフロー図である。
【0014】
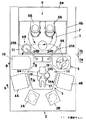
まず図1、図2を参照して板状体である半導体ウェハの加工装置の全体構造を説明する。図1、図2において、ベース部1の上面の前半部1aには、ウェハ搬送部3を中心としてウェハ収納部2、第1のプラズマ処理部4A、第2のプラズマ処理部4B、プリセンタ部5およびウェハ洗浄部10が放射状に配設されている。
【0015】
ウェハ収納部2は、加工前および加工後の半導体ウェハを収納する。すなわち、ウェハ収納部2は半導体ウェハの収納手段となっている。第1のプラズマ処理部4A、第2のプラズマ処理部4Bは、減圧雰囲気下で発生するプラズマのエッチング作用により半導体ウェハ表面のドライエッチングを行う。したがって、第1のプラズマ処理部4A、第2のプラズマ処理部4Bは、半導体ウェハのドライエッチング手段となっている。
【0016】
プリセンタ部5は、後述する研磨部6へ渡される半導体ウェハを予め位置合わせするプリセンタ動作を行う。ウェハ洗浄部10は、研磨部6によって研磨された半導体ウェハを洗浄液によって洗浄する。すなわち、ウェハ洗浄部10は半導体ウェハの洗浄手段となっている。
【0017】
ベース部1の上面の後半部1bには、研磨部6が配設されている。研磨部6はベース部1上面に立設された壁部6aを備え、壁部6aの前側面には第1の研磨ユニット8A、第2の研磨ユニット8Bが配設されている。第1の研磨ユニット8A、第2の研磨ユニットは8Bそれぞれ半導体ウェハ11の粗研磨および仕上げ研磨を行う。すなわち研磨部6は、半導体ウェハ11の機械研磨を行う機械研磨手段となっている。第1の研磨ユニット8A、第2の研磨ユニット8Bの下方には、コーミング6bに囲まれてターンテーブル7が配設されている。ターンテーブル7はインデックス回転し、研磨対象の半導体ウェハ11を保持して第1の研磨ユニット8Aや第2の研磨ユニット8Bに対して位置決めする。
【0018】
研磨部6の手前側には、板状体搬送手段としてのウェハ搬入部9A、ウェハ搬出部9Bが配設されている。ウェハ搬入部9Aは、プリセンタ部5で位置合わせされた半導体ウェハを研磨部6に搬入する。ウェハ搬出部9Bは、機械研磨後の半導体ウェハを研磨部6から搬出する。したがって、前述のウェハ搬送部3、ウェハ搬入部9A、ウェハ搬出部9Bは、研磨部6、ウェハ洗浄部10、第1のプラズマ処理部4A又は第2のプラズマ処理部4Bの間で半導体ウェハ11の受け渡しを行い、研磨部6に半導体ウェハ11を供給しかつ第1のプラズマ処理部4A又は第2のプラズマ処理部4Bからドライエッチング後の半導体ウェハ11を取り出すウェハハンドリング手段となっている。
【0019】
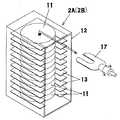
以下、各部の構成および機能について順次説明する。図1、図2に示すように、ウェハ収納部2は2つのウェハ収納用のマガジン2A,2Bを備えている。マガジン2A,2Bは薄化加工の対象の半導体ウェハを多数収納する。図3、図4に示すように、マガジン2A,2Bは筺体12の内部に棚部材13を多段に設けた構造となっており、棚部材13上には半導体ウェハ11が載置される。
【0020】
半導体ウェハ11はシリコンを主成分とし、複数の半導体素子が作り込まれている。半導体ウェハ11の回路形成面上には保護膜11aが形成されている(図10(b)参照)。保護膜11aは半導体ウェハ11の回路パターンを保護するとともに、半導体ウェハ11を補強して抗折強度を向上させる機能を有している。半導体ウェハ11をマガジン2A,2Bに収納する際には、保護膜11a側を上向きにした状態で棚部材13上に載置される。
【0021】
図2において、前半部1aの中央部に形成された凹部1c内には、ウェハ搬送部3が設置されている。ウェハ搬送部3のベース部材3a上には極座標系のロボット機構が配設されている。ベース部材3aは図示しない駆動機構によってベース部1上を360度旋回可能になっており、ロボット機構の向きを自由に制御することができる。このウェハ搬送部3は、半導体ウェハ11をウェハ収納部2、第1のプラズマ処理部4A、第2のプラズマ処理部4B、プリセンタ部5、ウェハ洗浄部10等の各作業ステージに移動・出し入れするための板状体搬送手段となっている。また本実施の形態のウェハ搬送部3は、機械研磨手段により機械研磨済の半導体ウェハ11を第1のプラズマ処理装置4Aおよび第2のプラズマ処理装置4Bに搬入する第1の板状体搬送手段と、マイクロクラック除去済の半導体ウェハ11を第1のプラズマ処理装置4Aおよび第2のプラズマ処理装置4Bから搬出する第2の板状体搬送手段を兼務しており、更には、プリセンタ部5やウェハ洗浄部10等に出し入れする出し入れ手段を兼務している。
【0022】
ロボット機構はベース部材3a上に立設された上下方向に伸縮自在なアーム軸(図示せず)に対して横方向に延設された第1旋回アーム14aに第2旋回アーム14bを連結し、さらに第2旋回アーム14bの先端部に板状体保持部としてのウェハ保持部17を装着して構成されている。ウェハ保持部17は上面に吸着孔17aが設けられた2股のフォーク状部材17b(図4参照)を備えており、ハンド回転機構15によって軸廻りに回転し、手首機構16によってウェハ保持部17の傾きを制御する。さらに第1旋回アーム14aと第2旋回アーム14bを旋回させることにより、ウェハ保持部17を水平方向に進退させることができる。
【0023】
ロボット機構の各部を駆動することにより、ウェハ保持部17はマガジン2A,2Bや第1のプラズマ処理部4A、第2のプラズマ処理部4B、プリセンタ部5およびウェハ洗浄部10などのウェハ受け渡し対象に対して移動する。そしてウェハ保持部17によって半導体ウェハ11を保持してウェハ受け渡し対象の各部間で半導体ウェハの受け渡しを行う。
【0024】
すなわち、ベース部材3aを旋回させてウェハ保持部17を任意の方向に向けることができ、第1旋回アーム14a、第2旋回アーム14bにより、ウェハ保持部17を水平方向に前進させて前記ウェハ受け渡し対象の各部へアクセスさせることができる。またハンド回転機構15を駆動することにより、ウェハ保持部17に吸着孔17aによって吸着保持された状態の半導体ウェハ11(図4参照)は上下反転され、図示しないアーム軸を駆動することにより、ウェハ保持部17は上下動する。このように、極座標系のロボット機構を用いたウェハ搬送部3の周囲に、前記ウェハ受け渡し対象の各部を放射状に配置した構成を採用することにより、単一のロボット機構によって複数のウェハ受け渡し対象をカバーすることができ、作業効率に優れたコンパクトな半導体ウェハの加工装置が実現される。
【0025】
ここでウェハ保持部17による半導体ウェハ11のマガジン2A,2Bからの取り出し動作および収納動作について説明する。取り出し時には、図3に示すようにウェハ保持部17を吸着孔17aを下向きにした姿勢で、マガジン2A(2B)内に収納された半導体ウェハ11の上方まで差し込む。次いでウェハ保持部17を下降させて半導体ウェハ11の上面に当接させ、この状態で吸着孔17aから真空吸着することにより、半導体ウェハ11はウェハ保持部17の下面に吸着保持される。この後ウェハ保持部17を再び上昇させてマガジン2A(2B)外に引き出すと、半導体ウェハ11はウェハ保持部17の下面に吸着保持された状態で取り出される。
【0026】
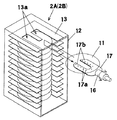
図4は半導体ウェハ11をマガジン2A(2B)内に戻し入れる収納動作を示している。この収納動作では、薄化加工面が上向きの状態でウェハ保持部17によって上面側から吸着保持された半導体ウェハ11を、ウェハ保持部17を軸廻りに回転させることにより上下反転させて、保護膜11aを上向きにした姿勢にしてマガジン2A(2B)内に収納する。このとき、同一の半導体ウェハ11は、加工前に収納されていた同一の位置に戻し入れられる。
【0027】
この戻し入れは、半導体ウェハ11を上面に保持したウェハ保持部17をマガジン2A(2B)内に挿入し、次いで真空吸着を解除した後にウェハ保持部17を下降させることにより行われる。すなわち、この下降動作において図4に示すようにウェハ保持部17のフォーク状部材17bは、棚部材13上に半導体ウェハ11を載置した状態で切り欠き部13aを下方に向かって通過する。そしてウェハ保持部17をマガジン外に引き出すことにより、半導体ウェハ11の収納が完了する。
【0028】
次に図5を参照してプリセンタ部5について説明する。プリセンタ部5は、研磨部6に供給される半導体ウェハ11を予め位置合わせするものである。図5において、プリセンタ部5は円形の載置テーブル20を備えている。載置テーブル20の上面にはウェハ保持部17の形状に対応して上面が部分的に除去された除去部21(ハッチング部参照)が形成されており、除去部21の深さは除去部21内にウェハ保持部17が収容できる深さに設定されている。
【0029】
半導体ウェハ11のプリセンタ部5への搬入は次のようにして行われる。まず半導体ウェハ11を上面側に保持したウェハ保持部17を載置テーブル20上に移動させてウェハ保持部17の水平位置を除去部21に合わせ、次いでウェハ保持部17が除去部21内に収容される高さ位置まで下降させる。これにより、半導体ウェハ11は載置テーブル20上に載置される。そしてこの後ウェハ保持部17を除去部21内から退避させることにより、半導体ウェハ11の搬入が完了する。
【0030】
載置テーブル20には、120度の等配位置に中心に向かって放射状に複数の溝状部22が設けられており、各溝状部22は溝方向に沿って移動可能な位置決め爪22aを備えている。載置テーブル20上に半導体ウェハ11を載置した状態で、位置決め爪22aを載置テーブル20の中心に向かって移動させることにより、半導体ウェハ11は載置テーブル20の中心位置に対して位置合わせされる。すなわちプリセンタ部5は、研磨部6に供給される半導体ウェハ11を載置し位置合わせを行う載置部となっている。
【0031】
プリセンタ部5に隣接してウェハ搬入部9Aが配設されている。ウェハ搬入部9Aは、図5に示すようにアーム駆動機構23によって旋回・上下駆動される搬送アーム24Aの先端部に吸着ヘッド25Aを装着して構成される。吸着ヘッド25Aをプリセンタ部5の半導体ウェハ11上に移動させて下降させると、吸着ヘッド25Aは半導体ウェハ11を吸着保持する。この後、搬送アーム24Aを上昇させ研磨部6の方向に旋回移動させることにより、半導体ウェハ11は研磨部6へ搬入され、ウェハ受け渡しステーション(後述)まで移動する。
【0032】
次に図2、図6を参照して研磨部6について説明する。図2、図6を参照して研磨部6について説明する。図2、図6に示すように、ベース部1の上面にはターンテーブル7が配設されている。ターンテーブル7は中心軸廻りにインデックス回転可能となっており、インデックス位置である120度等配位置には、3基のチャックテーブル7aが設けられている。
【0033】
各チャックテーブル7aは、ウェハ受け渡しステーション(図6において左側のインデックス位置)において、ウェハ搬入部9Aの搬送アーム24Aから半導体ウェハ11を受け取る。チャックテーブル7aはその上面に半導体ウェハ11を吸着保持するとともに、それぞれ軸中心廻りに回転自在となっている。
【0034】
ベース部1上面の右端部に立設された壁部6aの側面には、第1の研磨ユニット8A、第2の研磨ユニット8Bが設けられている。第1の研磨ユニット8A、第2の研磨ユニット8Bの水平方向の配置は、それぞれターンテーブル7のインデックス位置に対応したものとなっており、第1の研磨ユニット8A、第2の研磨ユニット8Bの下方のインデックス位置はそれぞれ粗研磨ステーション、仕上げ研磨ステーションとなっている。
【0035】
第1の研磨ユニット8A、第2の研磨ユニット8Bは、それぞれ下部に回転駆動部30を備えている。回転駆動部30の下面には半導体ウェハ11を研磨する粗研磨用又は仕上げ研磨用の砥石31A,31Bが装着される。粗研磨用には#500程度の砥石が使用され、仕上げ研磨用には一般的に#3000〜#4000の砥石が使用される。これらの第1の研磨ユニット8A、第2の研磨ユニット8Bはそれぞれ内蔵された上下動機構により昇降する。
【0036】
図6に示すように半導体ウェハ11を保持したチャックテーブル7aを第1の研磨ユニット8A(または第2の研磨ユニット8B)の下方のインデックス位置(研磨位置)に移動させた状態で、砥石31A(または31B)を下降させて半導体ウェハ11の上面に当接させ、砥石31A(または31B)を回転駆動部30によって回転させることにより、半導体ウェハ11の上面は研磨される。
【0037】
これらの第1の研磨ユニット8A、第2の研磨ユニット8Bの下方の研磨位置にチャックテーブル7aが位置した状態では、チャックテーブル7aは図示しない駆動機構によって回転駆動されるようになっている。このチャックテーブル7aの回転と上述の砥石31A,31Bの回転を組み合わせることにより、研磨時には半導体ウェハ11の上面は偏りなく均一に研磨される。
【0038】
この研磨時には、半導体ウェハ11の研磨面に対して研磨液が図示しない研磨液供給手段により供給される。そしてこの研磨液はベース部1の上面にターンテーブル7を囲んで設けられたコーミング6b内に溜まり、外部へ導出される。研磨後の半導体ウェハ11はチャックテーブル7aをターンテーブル7のインデックス回転によって移動させることによりウェハ受け渡し位置まで移動し、その後ウェハ搬出部9Bの搬送アーム24Bによって搬出される。
【0039】
次に図7を参照してウェハ洗浄部10の構造について説明する。図2のBB断面を示す図7において、箱状の洗浄フレーム部35の上部には、前面および2つの側面を部分的に切り取ることにより開口部35aが設けられている。開口部35aは、半導体ウェハ11を保持したウェハ搬出部9Bが出入可能な大きさとなっている。洗浄フレーム部35の底部35bには、排水用の開孔35cおよび上方に突出した形状の軸受けボス35dが設けられている。軸受けボス35d内には軸受け38が嵌着されており、軸受け38に軸支された垂直な軸部39の上部には回転支持部40が結合されている。
【0040】
回転支持部40の水平な上面には複数の吸着孔40aが設けられており、吸着孔40aは軸部39内に設けられた吸引孔39aと連通している。回転支持部40の上面に半導体ウェハ11を載置した状態で吸引孔39aと接続された吸引制御部46を駆動して吸引孔39aから真空吸引することにより、半導体ウェハ11は回転支持部40の上面に吸着保持される。
【0041】
また軸部39の下部にはプーリ41が結合されており、モータ44の回転軸44aに結合されたプーリ43とプーリ41にはベルト42が調帯されている。モータ44はモータ駆動部45により駆動される。モータ44を駆動することにより軸部39は回転し、したがって回転支持部40に保持された半導体ウェハ11はスピン回転する。
【0042】
洗浄フレーム部35の内部には、半導体ウェハ11を囲んだ形状の筒形のカバー部36が上下動自在に装着されており、カバー部36の上部に設けられたフランジ部36aには、シリンダ37のロッド37aが結合されている。シリンダ37を駆動することにより、カバー部36は上下動する。カバー部36が上昇した状態では、フランジ部36aは洗浄フレーム部35の天井面に接する位置にあり、開口部35aはカバー部36によって閉ざされる。
【0043】
洗浄フレーム部35の天井面には、洗浄液ノズル47およびエアーノズル49がそれぞれ噴出方向を下方に向けて配設されている。洗浄液ノズル47は純水等の洗浄液を供給する洗浄液供給部48と接続されており、洗浄液供給部48を駆動することにより、洗浄液ノズル47から回転支持部40に支持された半導体ウェハ11の上面に対して洗浄液が噴射される。
【0044】
このときモータ44を駆動することによって半導体ウェハ11はスピン回転状態にあり、半導体ウェハ11の中心部に噴射された洗浄液は遠心力によって半導体ウェハ11の外縁方向に流動する。これにより半導体ウェハ11上面に付着した異物は洗浄液とともに除去され、洗浄フレーム部35の底面に溜まる。そして洗浄液とともに開口部35cから排水管35eを経て図示しない排水処理装置へ導かれる。
【0045】
またエアーノズル49はエアー供給部50と接続されており、エアー供給部50を駆動することにより、エアーノズル49のエア孔49aより下方にエアーが噴射される。これにより洗浄後の半導体ウェハ11上面に残留付着する洗浄液滴は除去され、水切りおよび乾燥が行われる。上記の各動作は、シリンダ37、モータ駆動部45、吸引制御部46、洗浄液供給部48およびエアー供給部50を、装置本体の制御部(図示せず)によって制御することにより行われる。
【0046】
次に図8を参照して第1および第2のプラズマ処理部4A,4Bについて説明する。これらの2つのプラズマ処理部は同一機能を有するものであり、作業負荷に応じて1方のみもしくは両方を使用するようになっている。図2のAA断面を示す図8において、真空チャンバ51の側面には開口部51aが設けられている。開口部51aは半導体ウェハ11の搬出入用であり、半導体ウェハ11を保持したウェハ保持部17が出入可能な大きさとなっている。開口部51aは昇降式のゲート56を備えており、ゲート56はシリンダ57のロッド57aに結合されている。シリンダ57を駆動することにより、ゲート56は昇降し、開口部51aは開閉される。
【0047】
真空チャンバ51の天井面および底面にはそれぞれ開口部51b,51cが設けられている。開口部51bには真空密の軸受け51eを介して上部電極52の支持部52aが上下動自在に挿通している。支持部52aは電極昇降駆動部55と結合されており、電極昇降駆動部55を駆動することにより、上部電極52は昇降する。
【0048】
上部電極52の下面にはガス噴出口52bが多数開口しており、ガス噴出口52bは支持部52aの内部に設けられた内孔52cを介してガス供給部54と接続されている。ガス供給部54はCF4などのフッ素系ガスと酸素を主体とするプラズマ発生用の混合ガスを供給する。
【0049】
真空チャンバ51の底面の開口部51cには絶縁体53を介して下部電極58の支持部58aが真空密に挿通している。下部電極58の上面には吸着孔58bが多数設けられており、吸着孔58bは支持部58aの内部に設けられた内孔58cを介して吸引制御部60と接続されている。吸引制御部60を駆動して、吸着孔58bから真空吸引することにより、下部電極58の上面に半導体ウェハ11を真空吸着して保持する。また吸引制御部60を駆動して吸着孔58bに正圧を付与することにより、吸着保持した半導体ウェハ11を吸着状態から解放する。
【0050】
下部電極58の内部には冷却孔58dが設けられており、冷却孔58dは支持部58a内の内孔58eを介して電極冷却部61と接続されている。電極冷却部61を駆動して冷却孔58d内を冷媒を循環させることにより、プラズマ処理時に発生する熱は下部電極58から冷媒へ伝達される。これにより下部電極58の異常昇温が防止され、下部電極58上に載置された半導体ウェハ11の保護膜11aへの熱によるダメージを防止することができる。
【0051】
真空チャンバ51には排気孔51dが設けられており、排気孔51dは管継手51fを介してガス排気部59に接続されている。ガス排気部59を駆動することにより、真空チャンバ51内の空間は真空排気される。下部電極58は支持部58aを介して高周波電源部62と電気的に接続されている。上部電極52は支持部52aを介して接地部52dに接続されており、高周波電源部62を駆動することにより、相対向した上部電極52と下部電極58の間には高周波電圧が印加される。
【0052】
プラズマ処理においては、下部電極58上に半導体ウェハ11を載置して保持させた状態で、まず真空チャンバ51を閉じ内部を真空排気する。そして真空チャンバ51内にガス供給部54からプラズマ発生用の混合ガスを供給した状態で上部電極52と下部電極58の間に高周波電圧を印加することにより、上部電極52と下部電極58との間にはプラズマ放電が発生する。これにより発生するプラズマのエッチング効果により、半導体ウェハ11の上面はエッチングされ薄化加工が行われる。
【0053】
ガス供給部54、電極昇降駆動部55、ガス排気部59、吸引制御部60、電極冷却部61、高周波電源部62を本体装置の制御部(図示せず)によって制御することにより、上述のプラズマ処理動作が実行される。このとき、ガス供給部54からはガス流量のデータが、ガス排気部59からはチャンバー内圧のデータが、吸引制御部60からは冷媒温度(すなわち電極温度)のデータが制御部に伝達される。制御部はこれらのデータに基づいて、プラズマ処理動作を制御する。
【0054】
この半導体ウェハの加工装置は上記のように構成されており、以下、半導体ウェハの薄化加工について説明する。この薄化加工は、複数の半導体素子が作り込まれた半導体ウェハ11の回路形成面に保護膜11aを形成した後に行われる。この半導体ウェハ11は、図3に示すようにマガジン2A(又は2B)に保護膜11a側を上向きにして収納された状態で供給され、図3に示すようにウェハ保持部17によって保護膜11a側を真空吸着されて取り出される。そして半導体ウェハ11を下面に吸着保持したウェハ保持部17は、ウェハ搬送部3のロボット機構によってプリセンタ部5まで移動する。
【0055】
ここでウェハ保持部17を軸廻りに回転させ、ウェハ保持部17に吸着保持された半導体ウェハ11を上下反転させる。これにより、半導体ウェハ11は保護膜11aを下向きにして、図5に示すようにウェハ保持部17の上面に吸着保持された状態となる。そしてウェハ保持部17を下降させることにより、半導体ウェハ11は保護膜11a側を下に向けた状態で載置テーブル20上に載置される。この後ウェハ保持部17が溝部21内から退避したならば、位置決め爪22aが3方向から半導体ウェハ11の外周部を中心に向かって押し付ける。これにより、半導体ウェハ11の位置合わせ、すなわちプリセンタ動作が行われる。
【0056】
次いでこのプリセンタ動作により位置合わせされた半導体ウェハ11は、ウェハ搬入部9Aの吸着ヘッド25Aによってピックアップされ、図6に示すように研磨部6に渡される。すなわち吸着ヘッド25Aをウェハ受け渡し位置まで移動させ、そこで半導体ウェハ11をチャックテーブル7a上に移載する。
【0057】
この後、研磨部6による機械研磨が行われる。まず半導体ウェハ11を保持したチャックテーブル7aは第1の研磨ユニット8Aの下方の粗研磨ステーションへ移動し、ここで砥石31Aを用いた粗研磨加工が行われる。次いでチャックテーブル7aは仕上げ研磨ステーションへ移動し、第2の研磨ユニット8Bによってより細かい砥石31Bを用いた仕上げ研磨が行われる。このとき、半導体ウェハ11は所定の目標厚さ寸法よりも所定厚さだけ厚い寸法、すなわち3μm〜50μmの範囲で設定されるドライエッチング代だけ厚い寸法に薄化される。
【0058】
仕上げ研磨が終了すると、当該半導体ウェハ11を保持したチャックテーブル7aは、ターンテーブル7がインデックス回転することにより再びウェハ受け渡しステーションまで移動する。そしてこの半導体ウェハ11はウェハ搬出部9Bの吸着ヘッド25Bによってピックアップされ、搬送アーム24Bを旋回させることにより、ウェハ洗浄部10まで移動する。したがって、ウェハ搬出部9Bは、研磨部6から研磨後の半導体ウェハ11を取り出し、ウェハ洗浄部10に渡す洗浄前搬送手段となっている。
【0059】
この半導体ウェハ11の搬出動作において、本実施の形態では半導体ウェハ11には保護膜11aが形成されていることから、機械研磨によってマイクロクラック導入層が生成した状態にあっても抗折強度が補強され、搬送中の半導体ウェハ11の破損を防止することができる。
【0060】
図11において、制御部69は、研磨部6、板状物搬送手段であるウェハ搬送部3、ウェハ搬入部9A、ウェハ搬出部9B、プリセンタ部5、ウェハ洗浄部10、マイクロクッラク除去手段である第1のプラズマ処理装置4A、第2のプラズマ処理装置4B等を制御する。
【0061】
次に、ウェハ洗浄部10における洗浄動作を、図12のフロー図に従って説明する。まず図7においてカバー部36が下降した状態で、ウェハ搬出部9Bの搬送アーム24Bを旋回させ、吸着ヘッド25Bに保持された半導体ウェハ11を洗浄フレーム部35内に搬入して回転支持部40上に移載する(ST1)。
【0062】
次いで回転支持部40の吸着孔40aから真空吸引することにより半導体ウェハ11を吸着保持する(ST2)とともに、吸着ヘッド25Bによる半導体ウェハ11の吸着を解除する(ST3)。そして搬送アーム24Bが外部に退避したならば、カバー部36を上昇させる(ST4)。これにより半導体ウェハ11は洗浄フレーム部35内で周囲を閉囲された状態となり、洗浄液の噴射が可能な状態となる。
【0063】
この後モータ44を駆動して回転支持部40を回転させ、半導体ウェハ11をスピン回転させる(ST5)。そしてこの状態で洗浄液ノズル47から洗浄液を噴射させ(ST6)、所定の洗浄時間経過後に洗浄液の噴射を停止する(ST7)。この後エアーノズル49からエアーを吹き出し(ST8)、半導体ウェハ11上面の水切り・乾燥を行う。そして所定時間後にエアー吹き出しを停止し(ST9)、その後回転支持部40の回転を停止させる(ST10)。これにより、洗浄及び水切り・乾燥が終了する。
【0064】
この後カバー部36を下降させたならば(ST11)、ウェハ搬送部3のロボット機構を駆動してウェハ保持部17を洗浄フレーム部35内に進入させる(ST12)。そしてウェハ保持部17の吸着孔17aによって半導体ウェハ11の上面を吸着するとともに、回転支持部40の吸着孔40aによる吸着を解除する(ST13)。そして半導体ウェハ11をピックアップしたウェハ保持部17を上昇させて、洗浄フレーム部35外に搬出する(ST14)。
【0065】
次に洗浄により表面の異物が除去された半導体ウェハ11は、第1のプラズマ処理部4A又は第2のプラズマ処理部4Bのいずれかに移動し、ここでプラズマエッチング(ドライエッチング)が行われる。このプラズマエッチングは、機械研磨によって目標厚さより3μm〜50μmの範囲で設定されるドライエッチング代だけ厚い寸法に薄化された半導体ウェハ11の表面を、更にプラズマエッチングしてドライエッチング代分を除去することにより、半導体ウェハ11を目標厚さに薄化するものである。
【0066】
#3000〜#4000の砥石で仕上げ研磨を行う場合、このドライエッチング代は5μm〜6μm程度に設定するのが望ましい。これにより、研磨効率の優れた機械研磨の適用割合を極力大きくして作業効率を向上させるとともに、仕上げ研磨によって生じるマイクロクラック導入層(一般に3μm〜5μm)を完全に除去することができ、作業効率と除去品質を両立させることができる。
【0067】
このプラズマエッチングについて、図9、図10を参照して説明する。図9(a)に示すように、ウェハ搬送部3のロボット機構によりウェハ洗浄部10から洗浄後の半導体ウェハ11を下面に吸着保持したウェハ保持部17を、真空チャンバ51の開口部51aの側方まで移動させる。このとき、ゲート56が下降して開口部51aは開放状態にあり、上部電極52は電極昇降駆動部55によって上昇した状態にある。ウェハ搬送部3は、ウェハ洗浄部10から洗浄後の半導体ウェハ11を取り出し、プラズマエッチング部4A,4Bに渡す洗浄後搬送手段となっている。
【0068】
次いで図9(b)に示すように、ウェハ保持部17を開口部51aを介して真空チャンバ51内に進入させ、ウェハ保持部17を下降させることにより、下面に保持した半導体ウェハ11を下部電極58の上面に載置する。そしてウェハ保持部17による吸着を解除するとともに、下部電極58の吸着孔58bによって半導体ウェハ11の保護膜11aを吸着保持する。
【0069】
ここで、半導体ウェハ11は、研磨部6で機械研磨を行ったことにより、その表面にマイクロクラック導入層が生じて割れやすくなっている。そこで研磨部6で研磨済の半導体ウェハ11をウェハ搬出部9Bによりピックアップしてウェハ洗浄部10へ搬送する搬送速度や、ウェハ搬送部3によりウェハ洗浄部10からプラズマ処理部4A、4Bへ搬入する搬入速度は、研磨前(すなわちマイクロクラック導入層の発生前)におけるウェハ搬送部3やウェハ搬出部9Aによる搬送速度よりも遅い低速度とするように制御手段により速度制御を行う。このように研磨後の半導体ウェハ11は低速度でゆっくり取り扱い・搬送することにより、マイクロクラックからの割れを防止する。
【0070】
この後、ウェハ保持部17を上昇させて外部に退避させたならば、図10(a)に示すようにシリンダ57を駆動してゲート56を上昇させ、真空チャンバ1を閉じる。そして電極昇降駆動部55を駆動して上部電極52を下降させ、図10(b)に示すように上部電極52の下面と下部電極58の上面の間の距離をプラズマエッチング処理に適した所定の電極間距離Dに設定する。
【0071】
そして、この状態で前述のプラズマエッチング処理が行われる。すなわち真空チャンバ51内を排気した後に、フッ素系ガスと酸素ガスの混合ガスをプラズマ発生用ガスとして上部電極52の下面のガス噴出口52bから噴出させて真空チャンバ51内を所定のガス圧力に維持する。そしてこの状態で上部電極52と下部電極58の間に高周波電圧を印加する。これにより、上部電極52と下部電極58の間の空間にはプラズマ放電が発生し、このプラズマ放電により生じる活性物質の作用により、半導体ウェハの表面のシリコンが除去される。
【0072】
そしてこのプラズマエッチング処理は、半導体ウェハ11が目標厚さになるまで継続して行われる。これにより、機械研磨工程において半導体ウェハ11の表面に生じたマイクロクラック導入層が除去される。このマイクロクラック導入層は通常3μm〜5μmの厚さで生成されるため、前述のように目標厚さよりマイクロクラック導入層を超えるドライエッチング代だけ厚い寸法に機械研磨し、この後ドライエッチング代分だけプラズマエッチングで除去することにより、目標厚さまで加工された状態では、マイクロクラック導入層は完全に除去される。
【0073】
プラズマエッチング完了後の半導体ウェハ11は、ウェハ搬送部3のウェハ保持部17によって取り出され、ウェハ収納部2の当該半導体ウェハ11が取り出されたマガジン2A(または2B)の同一位置に収納される。そして上記動作が他の半導体ウェハ11についても継続して繰り返される。この薄化加工後の半導体ウェハ11は、上述のようにマイクロクラック導入層が完全に除去されているので、半導体ウェハ11の抗折強度が向上し半導体ウェハ11の破損が生じない。このように、本実施の形態によれば、マイクロクラックに起因して半導体ウェハ11の搬送時など製造過程において発生する破損を防止して、加工歩留りを向上させることができる。またマイクロクラック導入層の除去後の半導体ウェハ11は割れにくいので、マイクロクッラク導入層の除去前よりも高速度で半導体ウェハ11を搬送してプラズマ処理部4A、4Bから搬出するように制御手段でウェハ搬送部3による搬送速度を制御し、これにより作業能率を向上させる。
【0074】
また、プラズマエッチングを用いたドライエッチングにおいては、従来のウエットエッチングにおいて使用されたフッ酸や硝酸などの化学薬液を必要としないことから、窒素酸化物などの有害な環境汚染物質の発生がなく、また使用済エッチング液の廃液処理の必要がなく、環境負荷を大幅に軽減することができる。
【0075】
さらに本実施の形態に示す半導体ウェハの加工装置では、共通のベース部1上に、研磨部6とそれ以外の各部との領域を分離して配置し、これらの間においてそれぞれ個別の搬送手段によって半導体ウェハ11の受け渡しを行うようにしている。すなわち、研磨液を使用し研磨粉など汚染物の付着が避けられない作業領域(図1、図2に示す後半部1b参照)における汚染物質が付着した状態での半導体ウェハ11の搬送と、処理対象物に高い清浄度が求められるプラズマエッチング処理などクリーンルーム領域(図1、図2に示す前半部1a参照)における清浄状態での半導体ウェハ11の搬送とを、それぞれ個別の搬送手段によって分離して行うようにしている。
【0076】
これにより、クリーンルーム領域における搬送手段が汚染物質の付着によって汚染されることがない。したがって、マイクロクラック導入層除去を目的として行われるプラズマエッチング処理において、半導体ウェハ11の表面にはエッチング効果を阻害する異物の付着がなく、半導体ウェハ11の表面のマイクロクラック導入層を完全に除去して抗折強度を向上させることができる。また複数の個別装置間でロボットなどの搬送手段を用いて半導体ウェハを受け渡す方法と比較して、搬送時の半導体ウェハ11の受け渡しのための持ち換え回数を最小回数に抑えることができる。したがって、ハンドリング時の半導体ウェハ11の破損の確率を減少させて、前述の加工歩留りを更に向上させることが可能となっている。
【0077】
なお本発明では、上述した実施の形態に限らず種々の変更を加えて実施してもよい。例えば本実施の形態では、機械研磨を粗研磨工程と仕上げ研磨工程の2段階で行っているが、仕上げ研磨工程を省略してもよい。この場合、粗い砥石で研磨するのでウェハの上面のマイクロクラック導入層の深さは10μm以上になる。
【0078】
従って、ドライエッチング代を50μm程残し、残りをドライエッチングして目標厚さまで加工するとマイクロクラック導入層を完全に除去することができる。機械研磨を粗研磨工程のみの1段階とすることにより研磨部の小型化が可能となり、占有床面積の小さな半導体ウェハの加工装置を実現することができる。また本発明は、水晶発振器に使用される水晶板の加工等にも適用できる。
【0079】
図13は、本発明の他の実施の形態の半導体ウェハの加工装置のエッチング部の断面図である。このエッチング部は、図7に示すウェハ洗浄部に、エッチング液供給部70を付加している点で相違している。エッチング液供給部70はノズル47にエッチング液を供給し、ノズル47から半導体ウェハ11の上面にエッチング液を吐出することにより、マイクロクラック導入層を化学的にエッチングして除去する。すなわちこのものは、ノズル47およびエッチング液供給部70がマイクロクラック除去手段となっている。本実施の形態のノズル47は、洗浄液吐出用ノズルとエッチング液吐出用ノズルを兼務している。
【0080】
ノズル47から半導体ウェハ11の中心にエッチング液を吐出するが、このときモータ44を駆動することによって半導体ウェハ11はスピン回転状態にあり、半導体ウェハ11の中心部に噴射されたエッチング液は遠心力によって半導体ウェハ11の外縁方向に流動する。これにより半導体ウェハ11上面全面は均一にエッチングされてマイクロクラック導入層は除去される。
【0081】
【発明の効果】
本発明によれば、半導体ウェハなどの板状体の薄化処理を、板状体がマイクロクラックから割れるのを防止しながら、短いタクトタイムで作業性よく行うことができる。
【図面の簡単な説明】
【図1】本発明の一実施の形態の半導体ウェハの加工装置の斜視図
【図2】本発明の一実施の形態の半導体ウェハの加工装置の平面図
【図3】本発明の一実施の形態の半導体ウェハの加工装置のウェハ収納部の斜視図
【図4】本発明の一実施の形態の半導体ウェハの加工装置のウェハ収納部の斜視図
【図5】本発明の一実施の形態の半導体ウェハの加工装置の部分平面図
【図6】本発明の一実施の形態の半導体ウェハの加工装置の研磨部の側面図
【図7】本発明の一実施の形態の半導体ウェハの加工装置のウェハ洗浄部の断面図
【図8】本発明の一実施の形態の半導体ウェハの加工装置のプラズマ処理部の断面図
【図9】本発明の一実施の形態の半導体ウェハの加工方法の工程説明図
【図10】本発明の一実施の形態の半導体ウェハの加工方法の工程説明図
【図11】本発明の一実施の形態の半導体ウェハの加工装置のブロック図
【図12】本発明の一実施の形態の半導体ウェハの加工方法における半導体ウェハ洗浄のフロー図
【図13】本発明の他の実施の形態の半導体ウェハの加工装置のエッチング部の断面図
【符号の説明】
2 ウェハ収納部
3 ウェハ搬送部(第1の板状体搬送手段、第2の板状体搬送手段)
4A 第1のプラズマ処理部
4B 第2のプラズマ処理部
5 プリセンタ部
6 研磨部
8A 第1の研磨ユニット
8B 第2の研磨ユニット
9A ウェハ搬入部
9B ウェハ搬出部
10 ウェハ洗浄部
11 半導体ウェハ
69 制御部
70 エッチング液供給部
Claims (6)
- 板状体の機械研磨を行う機械研磨手段と、機械研磨によって板状体の表面に形成されたマイクロクラックをエッチングにより除去するマイクロクラック除去手段と、前記機械研磨手段により機械研磨された板状体を前記マイクロクラック除去手段に搬入する第1の板状体搬送手段と、前記マイクロクラック除去手段によりマイクロクラックが除去された板状体を前記マイクロクラック除去手段から搬出する第2の板状体搬送手段とを備え、前記機械研磨手段で機械研磨を行った後から前記マイクロクラック除去手段によりマイクロクラックが除去される前の板状体の搬送速度を、前記マイクロクラック除去手段によりマイクロクラックが除去された後の搬送速度よりも遅くしたことを特徴とする板状体の薄化装置。
- 同一の板状体搬送手段が、前記第1の板状体搬送手段と前記第2の板状体搬送手段を兼務していることを特徴とする請求項1記載の板状体の薄化装置。
- 前記第1の板状体搬送手段と前記第2の板状体搬送手段が板状体を吸着して保持する板状体保持部を有することを特徴とする請求項1または2記載の板状体の薄化装置。
- 前記板状体を上下反転させるために、前記板状体保持部を回転させるハンド回転機構を備えたことを特徴とする請求項3に記載の板状体の薄化装置。
- 機械研磨手段により板状体の機械研磨を行う工程と、機械研磨済の板状体を第1の板状体搬送手段によりマイクロクラック除去手段に搬入する工程と、前記マイクロクラック除去手段により板状体の表面のマイクロクラックを除去する工程と、マイクロクラック除去済の板状体を第2の板状体搬送手段により前記マイクロクラック除去手段から搬出する工程とを含み、前記第1の板状体搬送手段による前記機械研磨手段で機械研磨を行った後から前記マイクロクラック除去手段によりマイクロクラックが除去される前の板状体の搬送速度を前記第2の板状体搬送手段による前記マイクロクラック除去手段によりマイクロクラックが除去された後の板状体の搬送速度よりも遅くするように搬送速度を制御することを特徴とする板状体の薄化方法。
- 同一の板状体搬送手段が、前記第1の板状体搬送手段と前記第2の板状体搬送手段を兼務していることを特徴とする請求項5記載の板状体の薄化方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000179664A JP4496609B2 (ja) | 2000-06-15 | 2000-06-15 | 板状体の薄化装置および薄化方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000179664A JP4496609B2 (ja) | 2000-06-15 | 2000-06-15 | 板状体の薄化装置および薄化方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001358096A JP2001358096A (ja) | 2001-12-26 |
| JP4496609B2 true JP4496609B2 (ja) | 2010-07-07 |
Family
ID=18680895
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000179664A Expired - Fee Related JP4496609B2 (ja) | 2000-06-15 | 2000-06-15 | 板状体の薄化装置および薄化方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4496609B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5184242B2 (ja) * | 2008-07-29 | 2013-04-17 | 株式会社ディスコ | 半導体ウエーハの加工装置 |
| JP5484821B2 (ja) * | 2009-08-13 | 2014-05-07 | 株式会社ディスコ | 検出方法 |
| JP7002874B2 (ja) * | 2017-07-21 | 2022-01-20 | 東京エレクトロン株式会社 | 基板処理システム |
| JP2020017645A (ja) * | 2018-07-26 | 2020-01-30 | 株式会社Kokusai Electric | 基板処理装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1179390A (ja) * | 1998-07-17 | 1999-03-23 | Disco Abrasive Syst Ltd | 半導体ウェーハ搬出入手段 |
| JP2000126702A (ja) * | 1998-10-27 | 2000-05-09 | Sony Corp | 洗浄装置及び洗浄方法 |
-
2000
- 2000-06-15 JP JP2000179664A patent/JP4496609B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001358096A (ja) | 2001-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6511895B2 (en) | Semiconductor wafer turning process | |
| KR100949283B1 (ko) | 액처리장치 및 액처리방법 | |
| JP5455987B2 (ja) | 剥離装置、剥離システム、剥離方法、プログラム及びコンピュータ記憶媒体 | |
| KR100774811B1 (ko) | 세정처리장치 | |
| JP5552462B2 (ja) | 剥離システム、剥離方法、プログラム及びコンピュータ記憶媒体 | |
| KR20010098930A (ko) | 회전유지장치 및 반도체기판처리장치 | |
| CN108064413A (zh) | 用于干式处理和湿式处理的混合基板处理系统及其基板处理方法 | |
| JP3633854B2 (ja) | 半導体ウェハの加工装置 | |
| JP2006173462A (ja) | ウェーハの加工装置 | |
| WO2012026148A1 (en) | Separation system, separation method, program and computer storage medium | |
| JP4496609B2 (ja) | 板状体の薄化装置および薄化方法 | |
| JP5580805B2 (ja) | 剥離装置、剥離システム、剥離方法、プログラム及びコンピュータ記憶媒体 | |
| JP2005223359A (ja) | 半導体ウェハの加工方法 | |
| JP2009158564A (ja) | 基板処理装置および基板処理方法 | |
| JP2001257247A (ja) | 半導体ウェハの加工装置 | |
| JP2001257186A (ja) | 半導体ウェハの加工方法 | |
| JP2001257248A (ja) | 半導体ウェハの加工装置および加工方法 | |
| JP6025759B2 (ja) | 剥離システム | |
| JP3934745B2 (ja) | 基板授受ユニット及びこれを用いたウエット処理装置 | |
| TW202213607A (zh) | 基板處理裝置及基板處理方法 | |
| WO2024190439A1 (ja) | 基板処理装置および基板処理装置の洗浄方法 | |
| JP3773626B2 (ja) | 両面洗浄ユニット及びこれを用いたウエット処理装置 | |
| KR20250077068A (ko) | 기판 처리 장치 및 기판 처리 방법 | |
| JP2025025747A (ja) | 搬送装置、及び、被搬送物の搬送方法 | |
| KR20240102605A (ko) | 기판 처리 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070525 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20070613 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100323 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100405 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130423 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140423 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |