JP4474190B2 - 回転部材を装着する方法及び装置 - Google Patents
回転部材を装着する方法及び装置 Download PDFInfo
- Publication number
- JP4474190B2 JP4474190B2 JP2004120950A JP2004120950A JP4474190B2 JP 4474190 B2 JP4474190 B2 JP 4474190B2 JP 2004120950 A JP2004120950 A JP 2004120950A JP 2004120950 A JP2004120950 A JP 2004120950A JP 4474190 B2 JP4474190 B2 JP 4474190B2
- Authority
- JP
- Japan
- Prior art keywords
- shaft
- ring
- hyperboloid
- curvature
- hourglass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J35/00—X-ray tubes
- H01J35/02—Details
- H01J35/04—Electrodes ; Mutual position thereof; Constructional adaptations therefor
- H01J35/08—Anodes; Anti cathodes
- H01J35/10—Rotary anodes; Arrangements for rotating anodes; Cooling rotary anodes
- H01J35/101—Arrangements for rotating anodes, e.g. supporting means, means for greasing, means for sealing the axle or means for shielding or protecting the driving
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/02—Sliding-contact bearings for exclusively rotary movement for radial load only
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C27/00—Elastic or yielding bearings or bearing supports, for exclusively rotary movement
- F16C27/02—Sliding-contact bearings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/02—Manufacture of electrodes or electrode systems
- H01J9/18—Assembling together the component parts of electrode systems
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2235/00—X-ray tubes
- H01J2235/10—Drive means for anode (target) substrate
- H01J2235/1046—Bearings and bearing contact surfaces
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2235/00—X-ray tubes
- H01J2235/10—Drive means for anode (target) substrate
- H01J2235/1046—Bearings and bearing contact surfaces
- H01J2235/1053—Retainers or races
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T403/00—Joints and connections
- Y10T403/70—Interfitted members
- Y10T403/7047—Radially interposed shim or bushing
- Y10T403/7061—Resilient
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Sliding-Contact Bearings (AREA)
- Vibration Prevention Devices (AREA)
- X-Ray Techniques (AREA)
- Apparatus For Radiation Diagnosis (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
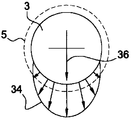
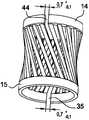
4及び/又は開口35が狭まって、挿入、さらには締め付けが可能になる。さらに、狭まることから、構造6においてシャフト3の端部を受け入れる凹部の形成時に、より大きい公差を許容することが可能になる。
2 ロータ
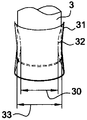
3 シャフト
4 第一の固定構造
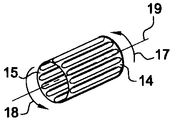
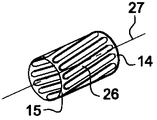
5 環
6 第二の構造
7 回転軸
8、9 頭冠
10 傾斜した縦桟
11 矩形プレート
12、25 縦穴
13、26 縦桟
14、15 横桟
16、19、27 軸
17、18 横桟の捻転方向
20 開口
21 中央縦穴
22、23 横桟15の両端
24 平行四辺形プレート
28 肉厚円筒の厚み
29 肉厚円筒の除去部分
30 シャフト挿入前の内径
31 シャフト挿入後の被覆の曲線
32 シャフト挿入前の被覆の曲線
33 シャフト挿入後の内径
34 応力の分布
35 開口
36 シャフトに加わる力の方向
37 凹部
38 くぼみ
39 環
44 開口
Claims (11)
- 回転部材を装着する装置であって、
第一の構造(6)と、
該第一の構造に形成されている凹部(37)と、
該凹部に収容されている環(5)と、
一端が前記環に挿入される回転するシャフト(3)と、
とを備えており、
前記シャフト(3)は、動作中発熱に起因して膨脹し、
前記環(5)が再度シャフトが挿入できるように再利用可能であり、
前記環は、一組の傾斜した縦桟(10)で構成されている鼓形形状(8〜10)を含んでおり、
前記一組の傾斜した縦桟(10)は、前記環の第一の頭冠(8)に連結されていると共に前記環の第二の頭冠(9)に連結されている、装置。 - 前記鼓形部材は、双曲面構造により形成される、請求項1に記載の装置。
- 前記シャフトの前記環(5)への挿入に応じて、前記双曲面形状は前記シャフトの前記環(5)への挿入以前における双曲面形状の初期径よりも大きい内径を有しており、これらの曲率の差が前記回転部材の周囲に弾力性嵌合を形成する、請求項2に記載の装置。
- 前記回転部材がX線管のアノードであり、
前記双曲面形状は前記シャフトの前記環(5)への挿入以前に第1の曲率(32)を有し、
前記シャフトの前記環(5)への挿入後に第2の曲率(31)を有し、
前記シャフト(3)は、前記一端において、前記環(5)を収容すべき位置にくぼみ(38)を有しており、該くぼみ(38)は前記第1の曲率(32)と前記第2の曲率(31)との間の中間の曲率を有している、請求項3に記載の装置。 - 20本の縦桟を含んでいる請求項2〜請求項4のいずれか一項に記載の装置。
- 前記縦桟の前記傾斜は、前記シャフトの前記軸に垂直な平面に対して50°±5°である、請求項2〜請求項5のいずれか一項に記載の装置。
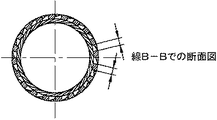
- 前記双曲面構造は、開口(20)に沿って開いており、該開口は、前記第一及び第二の頭冠の少なくとも1箇所の対角対向部分(14、15)に形成されている、請求項4に記載の装置。
- 前記双曲面構造は、開口(44)に沿って開いており、該開口は、前記第一及び第二の頭冠の2箇所の対角対向部分(14、15)に形成されている、請求項4に記載の装置。
- 前記第一(8)及び第二(9)の頭冠は、前記シャフトの前記軸に平行な母線を有する円筒形部分で構成されている、請求項4に記載の装置。
- 前記シャフトの他端が他方の構造(4)に配設されており、該他方の構造は、前記第一の構造よりも軽量であるか又は音響源を生成する振動力に対する感度が小さい、請求項4に記載の装置。
- 前記シャフトの他端が他方の構造(4)に配設されており、前記他端は、前記シャフトの軸(7)を中心とした回転により得られる鼓形形状(8〜10)を有する第二の環により支持される、請求項1乃至10のいずれかに記載の装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0350113A FR2853990B1 (fr) | 2003-04-17 | 2003-04-17 | Dispositif de montage d'une anode tournante d'un tube a rayons x et procede de fabrication de ce dispositif |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004316919A JP2004316919A (ja) | 2004-11-11 |
| JP2004316919A5 JP2004316919A5 (ja) | 2009-07-02 |
| JP4474190B2 true JP4474190B2 (ja) | 2010-06-02 |
Family
ID=33042059
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004120950A Expired - Fee Related JP4474190B2 (ja) | 2003-04-17 | 2004-04-16 | 回転部材を装着する方法及び装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US7149281B2 (ja) |
| JP (1) | JP4474190B2 (ja) |
| FR (1) | FR2853990B1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0308957D0 (en) | 2003-04-17 | 2003-05-28 | Lillishall Plastics And Engine | Tolerance ring assembly |
| DE102005018369A1 (de) * | 2005-03-30 | 2006-10-05 | Hofmann Mess- Und Auswuchttechnik Gmbh & Co. Kg | Drehanoden-Röntgenröhre |
| DE102006017305A1 (de) * | 2006-04-12 | 2007-10-18 | Gerd Eisenblätter Gmbh | Befestigungssystem, Befestigungsadapter und Befestigungsverfahren |
| US7850389B2 (en) * | 2006-08-15 | 2010-12-14 | Intriplex Technologies, Inc. | Tolerance ring having various end tab designs to prevent interlocking |
| US8233242B2 (en) * | 2007-04-24 | 2012-07-31 | Saint-Gobain Performance Plastics Rencol Limited | Tolerance ring with overlapping layers |
| DE202007012052U1 (de) * | 2007-08-29 | 2009-01-08 | Oerlikon Leybold Vacuum Gmbh | Turbomolekularpumpe |
| US8414348B2 (en) * | 2009-02-13 | 2013-04-09 | Flambeau, Inc. | Reconfigurable rotatable performance device |
| US8968049B2 (en) | 2011-03-31 | 2015-03-03 | Flambeau, Inc. | Spacer for an adjustable width rotatable performance device |
| WO2016010692A1 (en) * | 2014-07-15 | 2016-01-21 | Zachary Aaron Coon | Hyperboloid device with sliding elements |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US246846A (en) * | 1881-09-06 | wilde | ||
| USRE24783E (en) * | 1960-02-16 | Apparatus and method for making spirally corrugated metal tubes | ||
| US1013769A (en) * | 1909-12-01 | 1912-01-02 | Broderick Haskell | Machine for making spiral latticed poles or the like. |
| US1554781A (en) * | 1923-10-10 | 1925-09-22 | Blecker Lipman | Diabolo |
| US1833145A (en) * | 1925-07-07 | 1931-11-24 | Wilhelm Harold Frederick | Connecter |
| US2569850A (en) * | 1947-03-08 | 1951-10-02 | Atf Inc | Crimping device |
| US2640168A (en) * | 1950-11-09 | 1953-05-26 | Machlett Lab Inc | Electron tube |
| US2785453A (en) * | 1952-06-11 | 1957-03-19 | Alan W Wentz | Separable fastener structure |
| US3270697A (en) * | 1962-10-02 | 1966-09-06 | B & W Inc | Method for forming a pipe centering device |
| US3271053A (en) * | 1964-07-02 | 1966-09-06 | Kurachi Hisaharu | Means for coupling a hose to a pipe |
| US3394972A (en) * | 1965-05-21 | 1968-07-30 | Kaman Corp | Journal bearing |
| FR1470088A (fr) * | 1967-04-21 | 1967-02-17 | Torrington Mfg Co | Procédé de fabrication de cages pour roulements |
| US3902772A (en) * | 1973-06-14 | 1975-09-02 | Schaeffler Ohg Industriewerk | Bearing cage |
| US4130926A (en) * | 1977-02-17 | 1978-12-26 | Ceraver S.A. | Method of producing a rod anchoring structure |
| US4203312A (en) * | 1977-09-29 | 1980-05-20 | Spiral Tubing Corporation | Corrugated tubing with variable depth corrugations and method of making the same |
| NL7713634A (nl) * | 1977-12-09 | 1979-06-12 | Philips Nv | Roentgenbuis met draaianode. |
| US4286894A (en) * | 1979-03-21 | 1981-09-01 | Roller Bearing Company Of America | Tolerance rings |
| FR2506873B1 (fr) * | 1981-06-01 | 1986-08-22 | Glaenzer Spicer Sa | Joint a tripode a retenue axiale |
| DE3151229A1 (de) * | 1981-12-23 | 1983-06-30 | Siemens AG, 1000 Berlin und 8000 München | Verfahren und vorrichtung zur optimierung der emission einer roentgenroehre |
| US4474493A (en) * | 1982-09-09 | 1984-10-02 | Modular Systems, Inc. | Dowel fastener and joints including same |
| CS232586B1 (en) * | 1983-03-31 | 1985-02-14 | Frantisek Starek | Seating of rotating parts of a x-ray tube's anode |
| DE9017291U1 (ja) * | 1990-01-11 | 1991-03-14 | Siemens Ag, 8000 Muenchen, De | |
| FR2668359B1 (fr) * | 1990-10-24 | 1998-02-20 | Gen Electric Cgr | Mammographe muni d'un porte-aiguille perfectionne. |
| FR2717619B1 (fr) * | 1994-03-18 | 1996-04-26 | Ge Medical Syst Sa | Tube à rayons X à spectre de raies d'intensité relative variable. |
| JP3399513B2 (ja) * | 1999-08-10 | 2003-04-21 | 日本電気株式会社 | ヘリカルアンテナおよびその製造方法 |
| FR2846784B1 (fr) * | 2002-10-30 | 2005-02-11 | Ge Med Sys Global Tech Co Llc | Ensemble de palier pour le montage a rotation d'une anode rotative d'un dispositif d'emission de rayons x et dispositif d'emission de rayon x equipe d'un tel ensemble. |
-
2003
- 2003-04-17 FR FR0350113A patent/FR2853990B1/fr not_active Expired - Fee Related
-
2004
- 2004-04-15 US US10/825,512 patent/US7149281B2/en not_active Expired - Fee Related
- 2004-04-16 JP JP2004120950A patent/JP4474190B2/ja not_active Expired - Fee Related
-
2006
- 2006-10-30 US US11/589,467 patent/US20070101794A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| FR2853990B1 (fr) | 2006-12-29 |
| FR2853990A1 (fr) | 2004-10-22 |
| US7149281B2 (en) | 2006-12-12 |
| US20040240615A1 (en) | 2004-12-02 |
| JP2004316919A (ja) | 2004-11-11 |
| US20070101794A1 (en) | 2007-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20070101794A1 (en) | Method and device for mounting a rotating member | |
| JPH0787082B2 (ja) | X線管用回転陽極ターゲット | |
| JP5748786B2 (ja) | 交換可能な器具を有する振動機器 | |
| US20180252237A1 (en) | Impeller | |
| JP2006258286A (ja) | 振動低減ブラケット | |
| US20200119631A1 (en) | Acoustic noise mitigation system for an electric machine | |
| US20070188027A1 (en) | Motor | |
| JP6895200B2 (ja) | 圧電モータ、圧電モータ用の摺動材、及び注入機器 | |
| JP2001357807A (ja) | X線管において異種金属を接合するための結合部材を有するコンプライアント継手 | |
| WO2013175329A1 (en) | Balancing in an x-ray tube | |
| US20040081282A1 (en) | One-piece tab assembly for a cathod cup of an x-ray imaging machine | |
| WO2015079883A1 (ja) | X線診断装置、x線管故障予兆検知方法および回転陽極型x線管 | |
| JP2004316919A5 (ja) | ||
| EP1744179B1 (en) | Device for guiding the movement of a transducer of an ultrasonic probe | |
| JPH07336940A (ja) | 振動発生用モータ変形防止構造 | |
| JP2018510745A (ja) | カートリッジ付き歯科用及び/又は外科用機器、並びに対応するカートリッジ | |
| US11614141B2 (en) | Damping means of an electric motor of an airflow generating apparatus and said apparatus comprising the damping means | |
| JPH11319711A (ja) | 振動発生装置および前記振動発生装置への分銅の取付方法 | |
| JP2007057429A (ja) | 曲げ疲労試験機及び曲げ疲労試験方法 | |
| JP5639483B2 (ja) | X線ct装置 | |
| JP5646876B2 (ja) | 回転陽極x線管およびそれを備えたx線管装置 | |
| JPH1080080A (ja) | ブラシレスモータ | |
| JP4805212B2 (ja) | 振動低減部材 | |
| JPH0965604A (ja) | 回転電機 | |
| JP6318245B2 (ja) | 熱膨張に適合する回転陽極の装着 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070323 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070323 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100120 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100120 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100216 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100308 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130312 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4474190 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130312 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140312 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |