JP4470655B2 - 超音波によるスポット溶接部の評価方法及び装置 - Google Patents
超音波によるスポット溶接部の評価方法及び装置 Download PDFInfo
- Publication number
- JP4470655B2 JP4470655B2 JP2004254477A JP2004254477A JP4470655B2 JP 4470655 B2 JP4470655 B2 JP 4470655B2 JP 2004254477 A JP2004254477 A JP 2004254477A JP 2004254477 A JP2004254477 A JP 2004254477A JP 4470655 B2 JP4470655 B2 JP 4470655B2
- Authority
- JP
- Japan
- Prior art keywords
- ultrasonic
- spot
- subject
- ultrasonic wave
- spot weld
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000011156 evaluation Methods 0.000 title claims description 17
- 239000000523 sample Substances 0.000 claims description 86
- 239000002184 metal Substances 0.000 claims description 39
- 230000001902 propagating effect Effects 0.000 claims description 25
- 238000003466 welding Methods 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 16
- 239000011159 matrix material Substances 0.000 claims description 14
- 230000005540 biological transmission Effects 0.000 claims description 13
- 230000000644 propagated effect Effects 0.000 claims description 7
- 238000002604 ultrasonography Methods 0.000 claims description 7
- 235000019687 Lamb Nutrition 0.000 description 20
- 238000005259 measurement Methods 0.000 description 18
- 238000007689 inspection Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000003491 array Methods 0.000 description 3
- 230000002238 attenuated effect Effects 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 230000003321 amplification Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000003199 nucleic acid amplification method Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 210000001787 dendrite Anatomy 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000386 microscopy Methods 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/11—Analysing solids by measuring attenuation of acoustic waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/041—Analysing solids on the surface of the material, e.g. using Lamb, Rayleigh or shear waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/01—Indexing codes associated with the measuring variable
- G01N2291/015—Attenuation, scattering
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/023—Solids
- G01N2291/0237—Thin materials, e.g. paper, membranes, thin films
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/028—Material parameters
- G01N2291/02854—Length, thickness
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/028—Material parameters
- G01N2291/0289—Internal structure, e.g. defects, grain size, texture
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/04—Wave modes and trajectories
- G01N2291/042—Wave modes
- G01N2291/0421—Longitudinal waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/04—Wave modes and trajectories
- G01N2291/042—Wave modes
- G01N2291/0422—Shear waves, transverse waves, horizontally polarised waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/04—Wave modes and trajectories
- G01N2291/048—Transmission, i.e. analysed material between transmitter and receiver
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/04—Wave modes and trajectories
- G01N2291/057—Angular incidence, parallel to surface propagation
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/10—Number of transducers
- G01N2291/105—Number of transducers two or more emitters, two or more receivers
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/267—Welds
- G01N2291/2672—Spot welding
Description
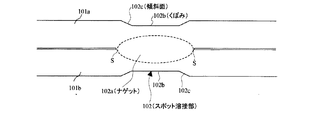
1b、101b…下板
2、102…スポット溶接部
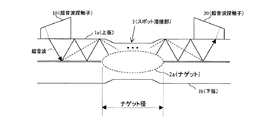
2a、102a…ナゲット
2b…溶融凝固組織(溶接金属)
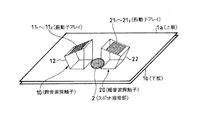
10、20…超音波探触子
11、21…振動子アレイ
Claims (10)
- 複数の金属板を重ね合わせて溶接してなるスポット溶接部の超音波による評価方法において、金属板またはスポット溶接部の表面沿いの方向と厚さ方向とによって形成される断面内を伝搬する超音波を被検体の表面沿いに伝搬する超音波と称することとしたとき、
スポット溶接部の外側の金属板の複数の送波位置から複数方向へ向けて、被検体の表面沿いに伝搬する超音波を送波し、
スポット溶接部の外側の金属板の複数の受波位置において、伝搬経路にスポット溶接部を含まない被検体の表面沿いに伝搬してきた超音波、及び伝搬経路にスポット溶接部を含む被検体の表面沿いに伝搬してきた超音波を受波し、
前記複数位置において受波された超音波からスポット溶接部の健全性を評価することを特徴とする超音波によるスポット溶接部の評価方法。 - 請求項1に記載の方法において、受波された超音波の振幅を検出することにより、スポット溶接部のナゲットの径を測定することを特徴とする超音波によるスポット溶接部の評価方法。
- 複数の金属板を重ね合わせて溶接してなるスポット溶接部の超音波による評価装置において、金属板またはスポット溶接部の表面沿いの方向と厚さ方向とによって形成される断面内を伝搬する超音波を被検体の表面沿いに伝搬する超音波と称することとしたとき、
スポット溶接部の外側の金属板の複数の送波位置から複数方向へ向けて、被検体の表面沿いに伝搬する超音波を送波する手段と、
スポット溶接部の外側の金属板の複数の受波位置において、伝搬経路にスポット溶接部を含まない被検体の表面沿いに伝搬してきた超音波、及び伝搬経路にスポット溶接部を含む被検体の表面沿いに伝搬してきた超音波を受波する手段と、
前記複数位置において受波された超音波からスポット溶接部の健全性を評価する手段と、
を備えたことを特徴とする超音波によるスポット溶接部の評価装置。 - 請求項3に記載の装置において、受波された超音波の振幅を検出することにより、スポット溶接部のナゲットの径を測定することを特徴とする超音波によるスポット溶接部の評価装置。
- 請求項3又は4に記載の装置において、
さらに、各送波位置から送波され、各受波位置で受波された信号の振幅をマトリックス表示する表示手段を備えたことを特徴とする超音波によるスポット溶接部の評価装置。 - 前記表示手段の表示結果に基づき、前記超音波を送波する手段および前記超音波を受波する手段と前記スポット溶接部との位置関係を調整することを特徴とする請求項5に記載の超音波によるスポット溶接部の評価装置。
- 前記表示手段の表示結果を参照し、伝搬経路にスポット溶接部を含まない被検体の表面沿いに伝搬して受波された超音波の振幅に基づいて、受波された超音波による信号の増幅度を調整することを特徴とする請求項5に記載の超音波によるスポット溶接部の評価装置。
- 請求項3乃至7のいずれかに記載の装置において、複数の送波位置から複数方向へ向けて被検体の表面沿いに伝搬する超音波を送波する手段が、振動子アレイを備えた超音波探触子であることを特徴とする超音波によるスポット溶接部の評価装置。
- 請求項3乃至8のいずれかに記載の装置において、複数の受波位置において超音波を受波する手段が、振動子アレイを備えた超音波探触子であることを特徴とする超音波によるスポット溶接部の評価装置。
- 請求項8又は9に記載の装置において、振動子アレイを備えた超音波探触子が金属板に当接する表面に、柔軟に変形する部材が貼付されていることを特徴とする超音波によるスポット溶接部の評価装置。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004254477A JP4470655B2 (ja) | 2004-09-01 | 2004-09-01 | 超音波によるスポット溶接部の評価方法及び装置 |
| AU2005278316A AU2005278316B2 (en) | 2004-09-01 | 2005-08-31 | Evaluation method and device for spot welded portion by ultrasonic wave |
| PCT/JP2005/016369 WO2006025591A1 (ja) | 2004-09-01 | 2005-08-31 | 超音波によるスポット溶接部の評価方法及び装置 |
| CNB2005800294428A CN100447566C (zh) | 2004-09-01 | 2005-08-31 | 利用超声波的点焊部的评价方法及其装置 |
| EP05782126A EP1801576A4 (en) | 2004-09-01 | 2005-08-31 | METHOD AND DEVICE FOR EVALUATING A POINT WELDED PART BY MEANS OF ULTRASONIC SHAFT |
| KR1020077004957A KR100885832B1 (ko) | 2004-09-01 | 2005-08-31 | 초음파에 의한 스폿 용접부의 평가 방법 및 장치 |
| CA002579671A CA2579671C (en) | 2004-09-01 | 2005-08-31 | Ultrasonic method and apparatus for evaluating spot weld zone |
| US11/661,741 US7698944B2 (en) | 2004-09-01 | 2005-08-31 | Ultrasonic method and apparatus for evaluating spot weld zone |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004254477A JP4470655B2 (ja) | 2004-09-01 | 2004-09-01 | 超音波によるスポット溶接部の評価方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006071422A JP2006071422A (ja) | 2006-03-16 |
| JP4470655B2 true JP4470655B2 (ja) | 2010-06-02 |
Family
ID=36000223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004254477A Active JP4470655B2 (ja) | 2004-09-01 | 2004-09-01 | 超音波によるスポット溶接部の評価方法及び装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7698944B2 (ja) |
| EP (1) | EP1801576A4 (ja) |
| JP (1) | JP4470655B2 (ja) |
| KR (1) | KR100885832B1 (ja) |
| CN (1) | CN100447566C (ja) |
| AU (1) | AU2005278316B2 (ja) |
| CA (1) | CA2579671C (ja) |
| WO (1) | WO2006025591A1 (ja) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4731358B2 (ja) * | 2006-02-28 | 2011-07-20 | Jfeスチール株式会社 | 超音波によるスポット溶接部の評価方法及び装置 |
| JP4912806B2 (ja) * | 2006-09-21 | 2012-04-11 | 東急車輛製造株式会社 | レーザスポット溶接部の評価方法 |
| JP4910769B2 (ja) * | 2007-02-28 | 2012-04-04 | Jfeスチール株式会社 | 管体の品質管理方法及び製造方法 |
| JP4910770B2 (ja) * | 2007-02-28 | 2012-04-04 | Jfeスチール株式会社 | 管体の超音波探傷装置および超音波探傷方法 |
| WO2008133216A1 (ja) * | 2007-04-19 | 2008-11-06 | Jfe Steel Corporation | 超音波によるスポット溶接部の評価方法及び装置 |
| US8090131B2 (en) * | 2007-07-11 | 2012-01-03 | Elster NV/SA | Steerable acoustic waveguide |
| JP5456259B2 (ja) | 2008-01-30 | 2014-03-26 | 日野自動車株式会社 | 溶接検査方法および装置 |
| DE102008002394A1 (de) | 2008-04-01 | 2009-10-22 | Ge Sensing & Inspection Technologies Gmbh | Universeller Prüfkopf zur zerstörungsfreien Ultraschalluntersuchung und zugehöriges Verfahren |
| JP2010032393A (ja) * | 2008-07-29 | 2010-02-12 | Jfe Steel Corp | 超音波によるスポット溶接部の評価方法及び装置 |
| JP5629481B2 (ja) * | 2010-03-16 | 2014-11-19 | 富士重工業株式会社 | 損傷診断システム |
| DE102011018954B4 (de) * | 2011-04-29 | 2017-12-14 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Ultraschallprüfkopf und Verfahren zur zerstörungsfreien Prüfung eines flächig ausgebildeten Prüfkörpers |
| US9037419B2 (en) * | 2011-05-10 | 2015-05-19 | Edison Welding Institute, Inc. | Portable matrix phased array spot weld inspection system |
| US9733219B2 (en) * | 2011-05-10 | 2017-08-15 | Cumberland & Western Resources, Llc | Automated weld inspection system with weld acceptability pass or fail indications |
| CA2835899C (en) | 2011-05-10 | 2019-04-16 | Edison Welding Institute, Inc. | Three-dimensional matrix phased array spot weld inspection system |
| KR101257193B1 (ko) * | 2011-05-30 | 2013-04-22 | 현대제철 주식회사 | 후판재 용접부 내 균열성 평가 방법 |
| CN102662000B (zh) * | 2012-05-23 | 2014-06-18 | 无锡化工装备有限公司(原无锡化工装备总厂) | 计算机辅助校核的超声波探伤方法 |
| GB2512835A (en) * | 2013-04-08 | 2014-10-15 | Permasense Ltd | Ultrasonic detection of a change in a surface of a wall |
| FR3026844B1 (fr) * | 2014-10-03 | 2017-12-15 | Renault Sas | Capteur piezo-electrique multi-element optimise rotatif |
| CN104677990B (zh) * | 2015-03-06 | 2017-07-11 | 武汉理工大学 | 一种自动检测薄板点焊质量的无损检测装置及方法 |
| CA2982160A1 (en) * | 2015-04-07 | 2016-10-13 | Edison Welding Institute, Inc. | Phased array system for inspection of laser welds |
| US10234432B2 (en) * | 2016-08-04 | 2019-03-19 | The Boeing Company | Device and method to detect cracks in the countersink of a fastener |
| US10502715B2 (en) * | 2016-10-25 | 2019-12-10 | Quest Integrated, Llc | Systems and methods for specimen inspection using ultrasonic wave generation |
| KR101891415B1 (ko) * | 2016-12-26 | 2018-08-29 | 한국표준과학연구원 | 용접부의 결함 검출 시스템 및 방법 |
| CN108872388B (zh) * | 2018-06-21 | 2021-06-22 | 长江勘测规划设计研究有限责任公司 | 一种超声波ct检测系统 |
| US20230160856A1 (en) * | 2020-11-02 | 2023-05-25 | Tecnar Automation Ltee | Laser-based weld inspection method and system |
| CN112432862B (zh) * | 2020-11-05 | 2021-11-16 | 上海交通大学 | 一种焊接热裂纹敏感性的综合评价方法 |
| CN114577907B (zh) * | 2021-12-31 | 2022-11-08 | 哈尔滨工业大学(深圳) | 一种曲面板构件损伤检测方法、系统及存储介质 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3115770A (en) * | 1962-12-17 | 1963-12-31 | Ford Motor Co | Ultrasonic inspection method |
| US3302453A (en) * | 1963-04-15 | 1967-02-07 | American Mach & Foundry | Method of inspection utilizing ultrasonic energy |
| US3893223A (en) * | 1973-11-29 | 1975-07-08 | Branson Instr | High frequency vibratory spot welding of sheet metal |
| US4210028A (en) * | 1978-05-30 | 1980-07-01 | Electric Power Research Institute, Inc. | Method and apparatus for ultrasonically measuring concentrations of stress |
| NL7904973A (nl) * | 1979-06-26 | 1980-12-30 | Roentgen Tech Dienst Bv | Stelsel voor het met ultrasone golven onderzoeken van lasverbindingen in pijpen. |
| WO1986004416A1 (en) * | 1985-01-24 | 1986-07-31 | Hitachi Construction Machinery Co., Ltd. | Method and device for measuring nugget in lap resistance welding with supersonic wave |
| JPS6252456A (ja) | 1985-08-30 | 1987-03-07 | Hashimoto Forming Co Ltd | 超音波探傷装置 |
| US5170929A (en) * | 1992-05-29 | 1992-12-15 | International Business Machines Corporation | Ultrasonic adhesion/dehesion monitoring apparatus with acoustic transducer means |
| US5677490A (en) | 1993-02-18 | 1997-10-14 | F. H. Gottfeld Gesellschaft Fur Zerstorungsfreie Werkstoffprufung Mbh | Ultrasonic testing device for weld seams in pipes, sheets and containers |
| JPH06265529A (ja) | 1993-03-15 | 1994-09-22 | Hitachi Ltd | スポット溶接部の評価方法及び装置 |
| US5652389A (en) * | 1996-05-22 | 1997-07-29 | The United States Of America As Represented By The Secretary Of Commerce | Non-contact method and apparatus for inspection of inertia welds |
| GB9620229D0 (en) * | 1996-09-27 | 1996-11-13 | Graphers Systems Ltd | Apparatus for measuring the quality of spot welds |
| JPH112627A (ja) | 1997-06-13 | 1999-01-06 | Hitachi Constr Mach Co Ltd | スポット溶接検査装置及びスポット溶接検査方法 |
| DE19815041C1 (de) * | 1998-04-03 | 1999-11-18 | Vogt Ingenieurbuero Dipl Ing G | Schweißelektrode mit einer Anordnung zur Ultraschalleinbringung zur Prüfung von Schweißverbindungen |
| US6279399B1 (en) * | 1998-08-03 | 2001-08-28 | Vingmed Sound A/S | Multi-dimensional transducer array apparatus |
| EP1755157A3 (en) * | 1998-09-01 | 2008-09-03 | Matsushita Electric Industrial Co., Ltd. | Bump joining judging device and method |
| WO2000028350A1 (en) * | 1998-11-09 | 2000-05-18 | Smith Technology Development, Llc | System for measuring and displaying three-dimensional characteristics of electromagnetic waves |
| JP4067203B2 (ja) | 1998-11-11 | 2008-03-26 | 日産自動車株式会社 | スポット溶接の検査方法 |
| US6546803B1 (en) * | 1999-12-23 | 2003-04-15 | Daimlerchrysler Corporation | Ultrasonic array transducer |
| JP2002131297A (ja) | 2000-10-20 | 2002-05-09 | Hitachi Eng Co Ltd | 超音波検査装置及びその検査方法 |
| JP2002207028A (ja) | 2001-01-11 | 2002-07-26 | Sumitomo Metal Ind Ltd | 欠陥弁別方法 |
| JP2003279546A (ja) * | 2002-03-26 | 2003-10-02 | Chuo Seisakusho Ltd | 重ね抵抗溶接部の検査方法及び装置 |
| JP3913144B2 (ja) | 2002-08-27 | 2007-05-09 | 株式会社日立製作所 | 配管検査方法及び装置 |
| JP4120360B2 (ja) * | 2002-11-12 | 2008-07-16 | Jfeスチール株式会社 | 超音波によるスポット溶接部の評価方法及び装置 |
| US7789286B2 (en) * | 2003-06-04 | 2010-09-07 | Chrysler Group Llc | Method and apparatus for assessing the quality of spot welds |
| US7335160B2 (en) * | 2003-11-06 | 2008-02-26 | Fujifilm Corporation | Ultrasonic transmitting and receiving apparatus |
| US7448272B2 (en) * | 2005-12-22 | 2008-11-11 | Ford Global Technologies, Llc | System and method for inspecting spot weld |
-
2004
- 2004-09-01 JP JP2004254477A patent/JP4470655B2/ja active Active
-
2005
- 2005-08-31 KR KR1020077004957A patent/KR100885832B1/ko not_active IP Right Cessation
- 2005-08-31 CA CA002579671A patent/CA2579671C/en not_active Expired - Fee Related
- 2005-08-31 AU AU2005278316A patent/AU2005278316B2/en not_active Ceased
- 2005-08-31 CN CNB2005800294428A patent/CN100447566C/zh not_active Expired - Fee Related
- 2005-08-31 US US11/661,741 patent/US7698944B2/en not_active Expired - Fee Related
- 2005-08-31 WO PCT/JP2005/016369 patent/WO2006025591A1/ja active Application Filing
- 2005-08-31 EP EP05782126A patent/EP1801576A4/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| CA2579671A1 (en) | 2006-03-09 |
| US7698944B2 (en) | 2010-04-20 |
| EP1801576A4 (en) | 2012-05-02 |
| WO2006025591A1 (ja) | 2006-03-09 |
| CA2579671C (en) | 2009-08-04 |
| AU2005278316B2 (en) | 2008-08-28 |
| KR20070051295A (ko) | 2007-05-17 |
| AU2005278316A1 (en) | 2006-03-09 |
| EP1801576A1 (en) | 2007-06-27 |
| JP2006071422A (ja) | 2006-03-16 |
| CN100447566C (zh) | 2008-12-31 |
| CN101010583A (zh) | 2007-08-01 |
| US20070240512A1 (en) | 2007-10-18 |
| KR100885832B1 (ko) | 2009-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4470655B2 (ja) | 超音波によるスポット溶接部の評価方法及び装置 | |
| CN101300484B (zh) | 管体的超声波探伤装置和超声波探伤方法 | |
| JP4728838B2 (ja) | 超音波によるスポット溶接部の評価方法及び装置 | |
| AU2004288099B2 (en) | Method for checking a weld between two metal pipelines | |
| JP5574731B2 (ja) | 超音波探傷試験方法 | |
| JP4120360B2 (ja) | 超音波によるスポット溶接部の評価方法及び装置 | |
| JP4731358B2 (ja) | 超音波によるスポット溶接部の評価方法及び装置 | |
| US11898990B2 (en) | Bonding interface evaluation method and bonding interface evaluation device | |
| JP2002062281A (ja) | 欠陥深さ測定方法および装置 | |
| JP5250248B2 (ja) | 欠陥等端部の検出方法及び欠陥等端部の検出装置 | |
| JP5421544B2 (ja) | 超音波によるスポット溶接部の評価方法及び装置 | |
| JP4614219B2 (ja) | レーザ溶接継手の検査方法及び検査装置 | |
| JP3754669B2 (ja) | 超音波探傷装置及び超音波探傷方法 | |
| JP2010032393A (ja) | 超音波によるスポット溶接部の評価方法及び装置 | |
| JP2008111742A (ja) | ホイール溶接部の非破壊検査方法及び装置 | |
| JP2003057214A (ja) | 隅肉溶接部の超音波探傷方法およびその装置 | |
| JP2012093307A (ja) | スポット溶接部の検査方法及び検査装置 | |
| JP2000155112A (ja) | クラッド鋼板用スラブの溶接溶け込み量測定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100209 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100222 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130312 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4470655 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130312 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140312 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |