JP4462529B2 - アルミニウム顔料ペーストの製造方法 - Google Patents
アルミニウム顔料ペーストの製造方法 Download PDFInfo
- Publication number
- JP4462529B2 JP4462529B2 JP2003112368A JP2003112368A JP4462529B2 JP 4462529 B2 JP4462529 B2 JP 4462529B2 JP 2003112368 A JP2003112368 A JP 2003112368A JP 2003112368 A JP2003112368 A JP 2003112368A JP 4462529 B2 JP4462529 B2 JP 4462529B2
- Authority
- JP
- Japan
- Prior art keywords
- aluminum pigment
- concentrate
- aluminum
- slurry
- centrifugal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Pigments, Carbon Blacks, Or Wood Stains (AREA)
Description
【発明の属する技術分野】
本発明は自動車、家電製品に塗装されるメタリック顔料、あるいは印刷等の高級メタリックインキに利用されるアルミニウム顔料ペーストの製造方法に関する。更に詳しくは、本発明は、フレーク状アルミニウム顔料の有機溶剤スラリーを、遠心分離機を用いて濃縮する工程を有するアルミニウム顔料ペーストの製造方法に関する。
【0002】
【従来の技術】
フレーク状アルミニウム顔料は、他の顔料にない独特のメタリック感と、下地に対する優れた隠蔽力とを併せ持つ顔料として、自動車ボディや部品の高級メタリック塗料、自動車補修用メタリック塗料、家電用メタリック塗料、工業用メタリック塗料等の高級メタリック塗料の分野、及び、グラビア印刷、オフセット印刷、スクリーン印刷等の高級メタリック印刷インキの分野等で多用されている。
【0003】
アルミニウム顔料ペーストは、通常、粉砕・研磨工程、分級(スクリーン)工程、ろ過・濃縮工程、混合工程を経て、製造される(例えば、非特許文献1参照)。
【0004】
粉砕・研磨工程では、ボールミルや媒体撹拌ミルを用いて、有機溶剤および粉砕助剤ないしは潤滑剤の存在下で、原料である粒状アトマイズドアルミニウム粉やアルミ箔片を、非常に薄い扁平なフレーク形状の粒子に湿式粉砕・研磨する。これによって得られるフレーク状アルミニウム顔料は、次の篩分による分級(スクリーン)工程で粒度分布を整えられ、ろ過・濃縮工程において多量の有機溶剤から分離されることで、アルミニウム顔料ケークとして回収される。回収したケークに有機溶剤や添加剤を加えて均一に撹拌混合し、不揮発分濃度を調整したものがアルミニウム顔料ペーストである。
【0005】
これまで、ろ過・濃縮工程で用いられる固液分離方法として、主にフィルタープレスに代表されるケークろ過が用いられてきた。しかし近年、フィルタープレスを用いる濃縮工程の問題点が顕在化してきた。
問題点の1つとして、ろ過効率の低下に伴う、生産性の低下が挙げられる。
【0006】
ケークろ過では、フィルターを通過できない固形分(アルミニウム顔料粒子)がフィルター面上にろ過ケークとして堆積し、そのケークが以後のろ過に対してろ材として作用するため、ろ過が進むにつれてろ過速度は低下してゆく。近年、アルミニウム顔料の微粒子径化に伴い、ケークのろ過抵抗は増加している。このため、ろ過・濃縮にかかる時間が著しく延びている。
【0007】
この問題点を解決する1つの手段として、フィルタープレスに供給するアルミニウム顔料スラリーの濃度を上げ、フィルタープレスで分離する溶剤の量を少なくすることが考えられる。
【0008】
フィルタープレスに供給する前に、アルミニウム顔料スラリーを予備濃縮する装置としては、ろ布上のケークを剥離しながら、連続的にろ過を行う装置(例、ドラムフィルターやベルトフィルター、ディスクフィルター)や遠心力によりアルミニウム顔料を分離する遠心分離機が挙げられる。
【0009】
しかし、すべての遠心分離機が好適に用いられるわけではない。遠心分離機の中には、遠心ろ過・脱液機の様に、遠心力を利用したケークろ過を行うタイプの装置もあり、特許文献1には、遠心脱水機によってスラリーから金属粉末を分離する方法が開示されている。ところが、扁平なフレーク形状をもつアルミニウム顔料は圧縮性ケークを形成するため、ろ過圧力の増加はろ過抵抗の急激な増加を招き、脱液が進まない。
【0010】
また一方で、アルミニウム顔料粒子は応力に対する耐性が弱く、粒子の欠損や破砕が起こりやすいため、遠心分離機を用いるスラリー濃縮は、メタリック顔料としての品質を損なう恐れがある。
【0011】
遠心分離機の1つであるデカンタ型遠心沈降機は、連続で大量のスラリーを高濃度まで処理できる装置として知られている。例えば、特許文献2には、デカンタ型遠心分離機を用いて、スラリーから金属粉末を有利に回収する運転条件が、特許文献3には、アトマイズ法で作製した金属粉末を、デカンタ型遠心分離機を用いて濃縮するための装置の構成が、特許文献4には、アトマイズ法で作製した金属粉末を、乾燥装置を別途設けることなく、デカンタ型遠心分離機を用いてスラリーから直接回収する方法が開示されている。
しかしこれらは、フレーク状のアルミニウム顔料の濃縮を目的としたものではない。
【0012】
【非特許文献1】
社団法人 軽金属協会 アルミニウムペースト委員会著、「アルミニウムペースト取扱い安全手引き」、(日本)、改訂版、社団法人 軽金属協会、1996年10月、p.1
【特許文献1】
特開平3−79705号公報
【特許文献2】
特開昭57−98603号公報
【特許文献3】
特開昭57−98604号公報
【特許文献4】
特開2001−323303号公報
【0013】
【発明が解決しようとする課題】
本発明は、メタリック顔料としての品質を損なうことなく、安定的に、アルミニウム顔料スラリーの予備濃縮を行う工程を有するアルミニウム顔料ペーストの製造方法を提供することを目的とする。
【0014】
【課題を解決するための手段】
本発明者等は、前記課題を解決するため、フレーク状アルミニウム顔料スラリーの基本物性と遠心分離機の濃縮技術について検討を重ねた結果、フレーク状アルミニウム顔料スラリーを濃縮する方法としては遠心沈降機を用いる方法が効果的であることを見出した。
また、遠心沈降機をアルミニウム顔料スラリーの濃縮機として使用する場合、遠心力下で、堆積した濃縮物を搬送し排出する際に、アルミニウム顔料粒子がダメージを受け、メタリック顔料としての意匠性に悪影響を与えることがある。特に、遠心沈降機の一種であるデカンタ型遠心沈降機では、遠心力で沈降させた堆積物を装置外へ送り出す機構としてスクリューコンベアによる掻き出しを利用しているため、アルミニウム顔料粒子がせん断応力を受けて損傷する恐れが高い。また一方で、遠心力を下げた場合、アルミニウム顔料は固液分離性が悪いため、堆積物の締まりが悪くなり、縮径された脱液部を有するデカンタでは、スクリューコンベアによる払い出しが困難となる可能性がある。
【0015】
そこで、本発明者等は、分離される溶剤に含まれるアルミニウム顔料粒子群の粒度分布が特定の条件を満たす様な運転条件を選択することによってアルミニウム顔料の品質を損なうことなく濃縮できることをも見出し、本発明をなすに至った。
すなわち、本発明は次のとおりである。
【0016】
(1)フレーク状アルミニウム顔料と有機溶剤から成るアルミニウム顔料スラリーを、遠心沈降機を用いて濃縮する工程を有するアルミニウム顔料ペーストの製造方法において、前記遠心沈降機の運転条件を、アルミニウム顔料スラリーから分離される溶剤に含まれるアルミニウム顔料粒子群の10%径が0.1μm以上であり、かつ、50%径が遠心沈降機に供給するアルミニウム顔料スラリーの50%径に対して2割以上7割以下の範囲となる様に選定し、アルミニウムの含有量が5重量%以上、60重量%以下の範囲まで濃縮することを特徴とするアルミニウム顔料ペーストの製造方法。
【0017】
(2)遠心沈降機によってアルミニウム顔料スラリーの濃縮を行うことにより、又は、該濃縮によってアルミニウム顔料スラリーから分離された溶剤から、更に、機械的分離法を用いて、溶剤中に含まれるアルミニウム顔料粒子を再度分離・回収し、遠心沈降機から得られたアルミニウム顔料スラリーの濃縮物に加えることにより、供給するアルミニウム顔料スラリーからのアルミニウムの回収率を95重量%以上にすることを特徴とする、上記(1)に記載のアルミニウム顔料ペーストの製造方法。
(3)遠心沈降機でアルミニウム顔料スラリーの濃縮を行うことで得られる濃縮物、又は、該濃縮によってアルミニウム顔料スラリーから分離された溶剤から、更に、機械的分離法を用いて、溶剤中に含まれるアルミニウム顔料粒子を再度分離・回収することで得られる濃縮物のいずれかから濃縮物を一部又は全部抜き出すこと、あるいは、一部又は全部を抜き出した両方の濃縮物を混合することで、遠心沈降機に供給するアルミニウム顔料スラリーに含まれるアルミニウム顔料の95重量%未満に相当する量のアルミニウム顔料を含む濃縮物を得ることを特徴とする、上記(1)に記載のアルミニウム顔料ペーストの製造方法。
【0018】
(4)前記アルミニウム顔料スラリー中のアルミニウムの含有量が15重量%以下であり、前記遠心沈降機がデカンタ型遠心沈降機であって、その運転を、アルミニウム顔料スラリーに作用させる遠心加速度が500G以上、3000G以下で、かつ、スクリューコンベア1回転当たりの排出容積の80%以下で濃縮物が排出される様な供給流量、濃縮物送り速度の条件範囲内で行うことを特徴とする、上記(1)から(3)のいずれかに記載のアルミニウム顔料ペーストの製造方法。
(5)前記デカンタ型遠心沈降機として、一端が縮径した高速回転ボウルと、ボウル内面に沿ってスクリューが形成されたスクリューコンベアを備え、濃縮物をボウルの縮径部へ液差圧で押し込む機構を有し、スクリューコンベアによって濃縮物を搬送するデカンタ型遠心沈降機を用いることを特徴とする上記(4)に記載のアルミニウム顔料ペーストの製造方法。
【0019】
【発明の実施の形態】
以下、本願発明について具体的に説明する。
濃縮を行う、フレーク状アルミニウム顔料と有機溶剤から成るスラリーは、粉砕・研磨工程で、篩分による分級が必要な場合は更に分級工程で、スラリー中の有機溶剤量の調整を行い、また、必要に応じて、機械的分離法による濃縮処理を行うことで、アルミニウムの含有量が15重量%以下となる様に調整する。ここで用いる濃縮装置として、ろ布上のケークを剥離しながら、連続的にろ過を行う装置(例、ドラムフィルターやベルトフィルター、ディスクフィルター)を挙げることができる。
【0020】
フレーク状アルミニウム顔料は、通常、ボールミル又は媒体撹拌ミルを用いて、原料となる粒状アトマイズドアルミニウム粉やアルミ箔片等を湿式粉砕・研磨することで得られる、非常に薄いフレーク形状の顔料である。
【0021】
有機溶剤としては、従来から使用されているミネラルスピリット、ソルベントナフサ、トルエン等の炭化水素系溶剤や、アルコール系、エーテル系、ケトン系、エステル系、グリコール系等の低粘度の溶剤が使用できるが、汎用性、安全性からミネラルスピリットの使用が好ましい。
【0022】
また、有機溶剤中には、粉砕助剤ないしは潤滑剤およびその変成物が含まれていても良い。粉砕助剤としては、従来から使用されているオレイン酸やステアリン酸のような高級脂肪酸、ステアリルアミンのような高級脂肪族アミン、高級脂肪族アルコール等が挙げられる。
【0023】
本発明では、前記のアルミニウム顔料スラリーを、遠心沈降機を用いて濃縮する。遠心沈降機は、無孔の回転ボウルを高速回転させることにより、スラリー中のアルミニウム顔料粒子を遠心沈降させる装置である。遠心沈降機の例として、分離板型遠心沈降機やデカンタ型遠心沈降機を挙げることができる。
【0024】
分離板型遠心沈降機は、通常、回転ボウルの内部に円錐台状の分離板を等間隔に多数備えた構造を持つ。濃縮物は回転ボウルの内壁に堆積し、ボウルの外周に設けられたノズルや上下に分離するボウルを間欠的に開くことで生じる隙間を通じて、装置外へ排出される。
デカンタ型遠心沈降機は、通常、一端が縮径した高速回転ボウルと、ボウル内壁面に沿ってスクリューが形成されたスクリューコンベアを備えている。ボウルとスクリューコンベアはそれぞれ回転駆動装置に連結されており、差速をつけて回転させることができる。
【0025】
スラリーは、スクリューコンベアの中空軸を通じて、ボウル内に供給される。遠心沈降によりボウル内壁に堆積した濃縮物は、所定の差速で回転するスクリューコンベアでボウルの縮径側に向かって搬送される。この際、濃縮物はボウルの縮径部でスラリーから分離・脱液され、装置外に排出される。
一方、遠心沈降によりアルミニウム顔料が分離された溶剤は、ボウルの他端の堰より溢出し、装置外へ流出する。
【0026】
なお、遠心分離機には前記の遠心沈降機の他に、側壁に細孔やスリットを有する回転バスケットを用い、遠心力を利用したケークろ過で濃縮を行う、遠心ろ過・脱水機もある。しかし、遠心ろ過・脱液機では、堆積したケークに遠心力がかかり圧密化されるため、ろ過抵抗が大きくなり、アルミニウム顔料スラリーの予備濃縮には不向きである。
【0027】
本発明で使用するデカンタ型遠心沈降機としては、濃縮物をボウルの縮径部へ液差圧で押し込む機構を有するものが好ましい。この機構を付加することで、スクリューコンベアのみでは掻き出せないような締まりの悪い濃縮物を、ボウル縮径部を超えて、装置外へ排出することができるようになる。
【0028】
この様な機構は、スラリー供給口とボウル縮径部との間に仕切りを設け、スラリー供給口側からボウル縮径部側への濃縮物の移動がボウル内壁と仕切りに挟まれた空間のみでおこる様にした上で、この空間の装置回転軸に平行な面からボウル縮径部先端の濃縮物の排出面までの法線距離より、ボウル他端の溢出溶剤液面までの法線距離の方が長くなる様に、堰板の高さの下限界を決めることで、実現される。
【0029】
本発明では、遠心沈降機を用いて、アルミニウムの含有量が5重量%以上60重量%以下の範囲の、目的とする濃度になるまで濃縮を行う。60重量%を超えた場合は、装置からの濃縮物の払い出しが困難になる。これは、扁平なフレーク形状をもつアルミニウム顔料が、遠心力下でせん断応力を受けたときに、大きな抵抗が発生するためである。
【0030】
また、5重量%未満の場合も、濃縮物に締まりがないため、払い出しが困難になる。濃縮物の濃度は、アルミニウムの含有量が30重量%以上、55重量%以下にすることが好ましく、40重量%以上、50重量%以下にすることが更に好ましい。
【0031】
遠心沈降機の運転では、目的とする濃度の濃縮物を得るために、ボウルの回転速度を調整することで遠心力を調整し、濃縮物や分離された溶剤の装置内滞留時間を装置部品の寸法(堰板高さ等)や供給および排出量を変更することによって調整する。
【0032】
しかし、運転条件を調整し、目的とする濃縮物が得られた場合でも、濃縮の過程でアルミニウム顔料がダメージを受けてしまい、濃縮物のメタリック顔料としての意匠性が、濃縮前の顔料の意匠性に比べて劣る場合がある。この様な濃縮の過程で生じるアルミニウム顔料の品質低下は、濃縮物を搬送する際に、堆積したアルミニウム顔料に遠心力とせん断応力がかかることによる、顔料粒子の欠損や破砕が原因である。
【0033】
この様な欠損や破砕が生じた場合、安定的に、意匠性の優れたアルミニウム顔料を製造することができない。このため、アルミニウム顔料を遠心沈降機で濃縮する場合は、顔料粒子の欠損や破砕の程度を把握し、品質に影響を与えない運転条件を選択する必要がある。
【0034】
本発明では、顔料粒子の欠損や破砕の程度を、遠心沈降機で分離される溶剤に同伴して流出するアルミニウム顔料粒子の粒度分布によって把握できることを見出し、これを運転条件の選定基準とした。
【0035】
すなわち本発明では、遠心沈降機の運転に関して、遠心沈降機によってアルミニウム顔料スラリーから分離される溶剤に含まれるアルミニウム顔料粒子群の10%径が0.1μm以上であり、かつ、50%径が、遠心沈降機に供給するアルミニウム顔料スラリーの50%径に対して2割以上7割以下の範囲となる様に、運転条件を選定する。
【0036】
更に、デカンタ型遠心沈降機を用いる場合には、アルミニウム顔料スラリーに作用させる遠心加速度を500G 以上3000G以下で、かつ、スクリューコンベア1回転当たりの排出容積の80%以下で濃縮物が排出される様な、アルミニウム顔料スラリーの供給流量および濃縮物送り速度の条件範囲内において、前記の分離溶剤に含まれるアルミニウム顔料粒子群の条件を満たす様な運転条件を選定する。なお、この場合、製品品質の点から、アルミニウム顔料スラリーに作用させる遠心加速度は、500G以上1000G以下が好ましい。
【0037】
本発明では、遠心沈降機を用いた濃縮によってアルミニウム顔料スラリーから分離された溶剤に対して、必要に応じて、更に、機械的分離法により、溶剤中に含まれるアルミニウム顔料粒子を再度分離・回収し、遠心沈降機から得られたアルミニウム顔料スラリーの濃縮物に加えることで、遠心沈降機に供給したアルミニウム顔料スラリーからのアルミニウムの回収率を95重量%以上にする。
【0038】
回収率が95重量%未満の場合、回収されたアルミニウム顔料のメタリック顔料としての意匠性が、供給したアルミニウム顔料スラリーの意匠性と異なる場合がある。これは、遠心沈降機が、供給したアルミニウム顔料スラリーから粒径の小さいアルミニウム顔料粒子を選択的に分離しながら、アルミニウム顔料スラリーを濃縮するためである。
【0039】
しかし、本発明の運転条件の選定基準を外れた場合は、アルミニウム顔料粒子の欠損や破砕が発生するため、回収率を95重量%以上としても、供給したアルミニウム顔料スラリーの意匠性と異なるものになる場合がある。また、アルミニウム顔料粒子の欠損や破砕の頻度や程度が制御できないため、同じ条件で運転を行っても、製造されたアルミニウム顔料ペーストの意匠性のばらつきが大きくなる。
【0040】
前記のものは、遠心沈降機に供給するアルミニウム顔料スラリーと同等の意匠性をもつ濃縮物のみをできるだけ多く回収するための方法である。
一方で、遠心沈降機を活用し、供給するアルミニウム顔料スラリーから回収するアルミニウム顔料の粒度分布を制御することで、種々の意匠性をもつアルミニウム顔料を得ることができる。
【0041】
遠心沈降機による濃縮では、濃縮物として回収するアルミニウム顔料の重量が、供給スラリーに含まれるアルミニウム顔料に対して95重量%未満の範囲にある場合、遠心沈降機の分級効果により、濃縮物に含まれるアルミニウム顔料の粒度分布が変わるため、遠心沈降機に供給したアルミニウム顔料とは異なる意匠性をもつ濃縮物が回収できる。また、遠心沈降機による濃縮でアルミニウム顔料スラリーから分離された溶剤から、更に、機械的な分離方法を用いて、溶剤中に含まれるアルミニウム顔料粒子を再度分離・回収することで得られる濃縮物も、この濃縮物の回収率が、遠心沈降機に供給するアルミニウム顔料スラリーに含まれるアルミニウム顔料の95重量%未満の範囲であれば、供給したアルミニウム顔料とは異なる意匠性となる。
【0042】
また、回収されるアルミニウム顔料のメタリック顔料としての意匠性を制御する方法としては、遠心沈降機でアルミニウム顔料スラリーの濃縮を行うことで得られる濃縮物Aから一部又は全部を抜き出した濃縮物A’と、該濃縮によってアルミニウム顔料スラリーから分離された溶剤から、更に、機械的分離方法を用いて、溶剤中に含まれるアルミニウム顔料粒子を再度分離・回収することで得られる濃縮物Bから一部又は全部を抜き出した濃縮物B’を混合することで、遠心沈降機に供給するアルミニウム顔料スラリーに含まれるアルミニウム顔料の95重量%未満に相当する量のアルミニウム顔料を含む濃縮物(濃縮物A’と濃縮物B’の混合物)を得る方法も挙げられる。
【0043】
この時、遠心沈降機による濃縮で得られる濃縮物Aと該濃縮で分離された溶剤から機械的分離方法による濃縮で得られる濃縮物Bとして回収されたアルミニウム顔料の合計量が、遠心沈降機に供給するスラリーに含まれるアルミニウム顔料の95重量%以上に相当する場合でも、濃縮物Aと濃縮物Bからそれぞれ濃縮物を抜き出し、それらを混合して得られる濃縮物(濃縮物A’と濃縮物B’の混合物)が、遠心沈降機に供給するスラリーに含まれるアルミニウム顔料の95重量%未満に相当する量のアルミニウム顔料を含む濃縮物であり、かつ、濃縮物A’と濃縮物B’のそれぞれに含まれるアルミニウム顔料の重量の比率が、濃縮物Aと濃縮物Bのそれぞれに含まれるアルミニウム顔料の重量の比率と異なる場合には、濃縮物A’と濃縮物B’の混合物は、供給したアルミニウム顔料とは異なる意匠性をもつ。
【0044】
また、濃縮物Aと濃縮物Bとして回収されたアルミニウム顔料の合計量が、遠心沈降機に供給するスラリーに含まれるアルミニウム顔料の95重量%以上であり、かつ、濃縮物A’と濃縮物B’のそれぞれに含まれるアルミニウム顔料の重量の比率が、濃縮物Aと濃縮物Bのそれぞれに含まれるアルミニウム顔料の重量の比率と等しくなる場合には、濃縮物A’と濃縮物B’の混合物は、供給したアルミニウム顔料と同等の意匠性をもつ。
【0045】
この様に、本発明では、遠心沈降機でアルミニウム顔料スラリーの濃縮を行うことで得られる濃縮物、又は、該濃縮によってアルミニウム顔料スラリーから分離された溶剤から、更に、機械的分離法を用いて、溶剤中に含まれるアルミニウム顔料粒子を再度分離・回収することで得られる濃縮物のいずれかから濃縮物を一部又は全部抜き出すこと、あるいは、一部又は全部を抜き出した両方の濃縮物を混合することで、遠心沈降機に供給するアルミニウム顔料スラリーに含まれるアルミニウム顔料の95重量%未満に相当する量のアルミニウム顔料を含む濃縮物を得ることができる。
【0046】
しかし、この場合も、本発明の運転条件の選定基準を外れた場合は、アルミニウム顔料粒子の欠損や破砕が発生するため、同じ条件で運転を行っても、製造されたアルミニウム顔料ペーストの意匠性のばらつきが大きくなる。
なお、機械的分離法の例としては、遠心分離法、沈降分離法及びろ過法が挙げられる。
【0047】
【実施例】
本発明を実施例に基づいて説明する。なお、実施例および比較例中で用いた各物性の測定方法は、以下の(1)〜(3)に示したとおりである。
【0048】
(1)10%粒子径、50%粒子径:d10、d50
レーザーミクロンサイザーLMS−24((株)セイシン企業製)により測定した。測定溶剤としては、ミネラルスピリットを使用した。試料となるアルミニウム顔料は、前処理として2分間の超音波分散を行った。
【0049】
(2)加熱残分
JIS K 5906:1998に記載の加熱残分測定方法に従い、105℃の雰囲気で3時間加熱し、蒸発成分を除いた残留物の重量分率を測定した。
【0050】
(3)着色力による色調評価と再現性評価
▲1▼塗料・塗膜の作製
アルミニウム顔料ペースト5gにアクリックNo.2000GLシンナー(関西ペイント(株)製)8gを加え、予備分散し、さらに、アクリックNo.2026GLクリアー(関西ペイント(株)製)97gを加えた後、ペイントシェーカーで10分間震蕩して、シルバーメタリック塗料を得た。更に、前記シルバーメタリック塗料45gに、アクリックNo.2365GLブルー顔料(関西ペイント(株)製)5gを加え、ペイントシェーカーで10分間震蕩して、ブルーメタリック塗料を得た。このブルーメタリック塗料を、アート紙上に、9milのアプリケーターを用いて塗膜を作製後、室温で乾燥した。
【0051】
▲2▼測色
上記▲1▼で得られた塗膜を、SMカラーコンピューターSM−7−CH(スガ試験機(株)製)を用いて、入射角−45度と45度から塗膜へ入射した光を受光角0度で受光し、ハンターLab表色系のL値を測定した。
【0052】
▲3▼着色力による色調評価と再現性評価
ブルーメタリック塗膜の着色力を下記式[1]で定義する。
[着色力]=100+10×(試料塗膜と基準の塗膜とのL値の差)…[1]
着色力による色調評価は、下記の様に規定した。
優:着色力が96以上104以下。
良:着色力が94以上96未満、または104より大きく106以下。
可:着色力が94未満、または106より大きい。
【0053】
また、運転の再現性評価は、下記の様に規定した。
同条件で濃縮運転を繰り返し、3点のアルミニウム顔料ペーストを作製し、それぞれのアルミニウム顔料ペーストの着色力を求め、最大値と最小値の差が5未満の場合を良、5以上の場合を可とした。
【0054】
[実施例1]
内径1m、長さ1mのボールミル内に、アトマイズドアルミニウム粉(平均粒径4μm)20kg、ミネラルスピリット200kg、及び、オレイン酸2kgからなる配合物を充填し、直径2mmのガラスビーズ(比重2.6)600kgを用い、25rpmで14時間粉砕・研磨した。
粉砕・研磨終了後、ミル内のスラリーをミネラルスピリットで洗い出し、650メッシュの振動篩にかけ、通過したスラリーを回収した。
回収したアルミニウム顔料スラリーは総量で2000kg、アルミニウムの含有量が1.0重量%であった。また、アルミニウム顔料の50%粒子径は、9.5μmであった。
【0055】
このアルミニウム顔料スラリーを、デカンタ型遠心沈降機(巴工業株式会社 TRV−085(BDディスク付))で濃縮した。今回、デカンタ型遠心沈降機に付けた堰板として、堰の頂上面がボウル縮径部先端の濃縮物の排出面と一致するものを使用した。この場合、堰板を溢出する液の厚み分だけ、濃縮物をボウル縮径部へ押し込む差圧が生じる。
【0056】
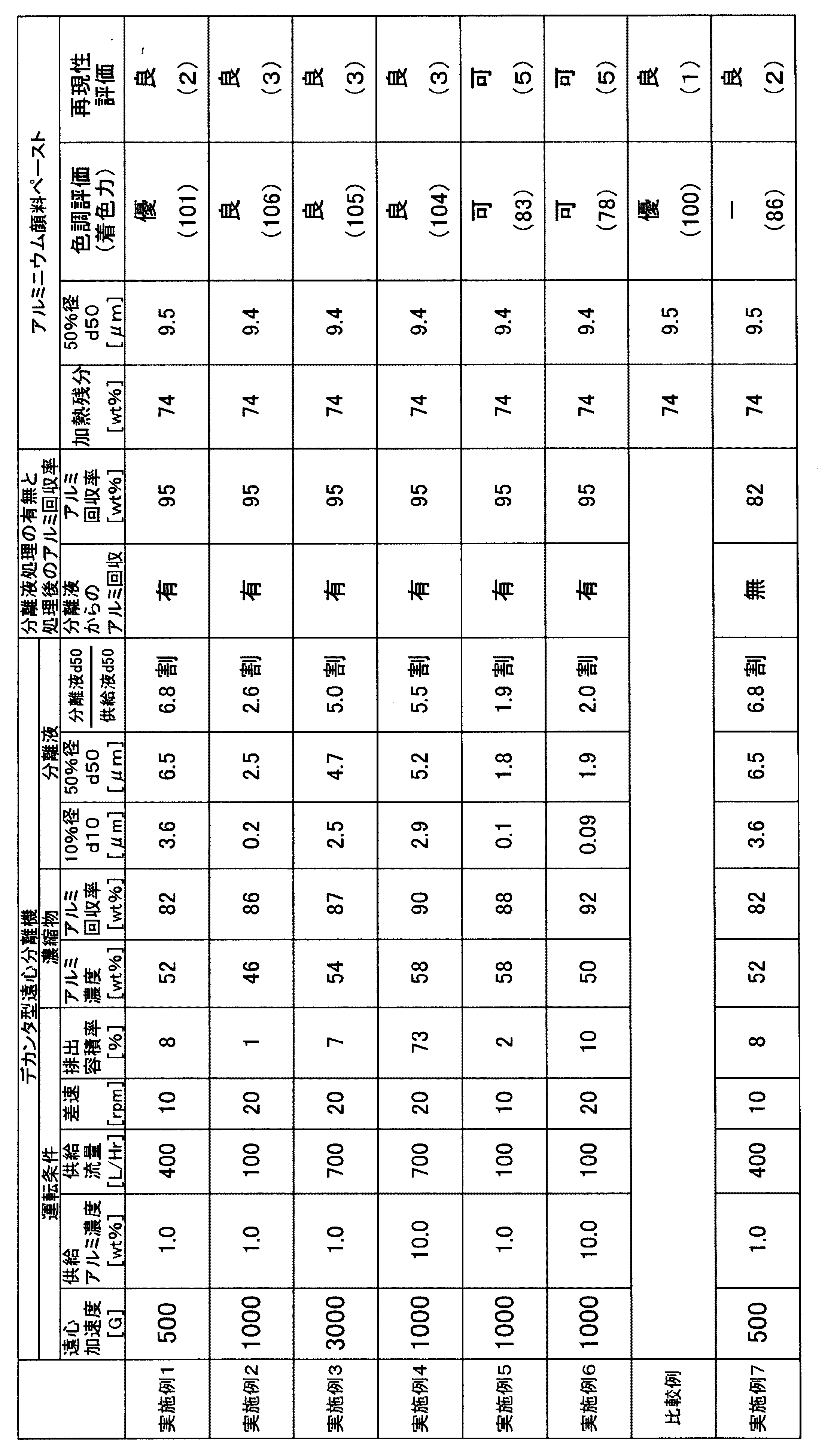
デカンタ型遠心沈降機の運転条件として、遠心加速度を500G、アルミニウム顔料スラリーの供給流量を400L/Hr、ボウルとスクリューコンベアの差速を10rpmに設定した。このとき、スクリューコンベア1回転当たりの排出容積に対する濃縮物が占める割合は8%となる。
【0057】
この様な装置および条件で運転をした結果、アルミニウム含有量が52重量%の濃縮物が得られた。このとき、濃縮物として回収できたアルミニウム顔料は、供給したスラリーに含まれていたアルミニウム顔料の82重量%であった。
一方、遠心沈降機で分離された溶剤に含まれていたアルミニウム顔料粒子の粒度分布は、10%粒子径が3.6μmであった。また、50%粒子径は6.5μmであり、供給スラリーに含まれるアルミニウム顔料の50%粒径に対して6.8割の大きさであった。
【0058】
この分離された溶剤に対して、更に遠心分離を行うことで、アルミニウム顔料を回収した。最終的に回収されたアルミニウムは、総計で、供給したスラリーに含まれていたアルミニウム顔料の95重量%に相当する量となった。
このアルミニウム顔料スラリーを、フィルタープレスに送液し、85重量%のアルミニウム顔料ケーキとした。このケーキに、所定量のソルベントナフサと添加剤を加えた後、混合攪拌機で15分間混合し、加熱残分74重量%のアルミニウム顔料ペーストとした。
【0059】
顔料ペーストの物性測定結果は、平均粒径が9.5μmであった。
この顔料ペーストを評価した結果、着色力は優の評価であった。
また、同条件での濃縮運転を行い、作製した3点のアルミニウム顔料ペーストによる、運転の再現性評価は良であった。
【0060】
[実施例2]
デカンタ型遠心沈降機の運転条件として、遠心加速度を1000G、アルミニウム顔料スラリーの供給流量を100L/Hr、ボウルとスクリューコンベアの差速を20rpmに設定した以外は、実施例1と同様の操作を実施した。この条件での運転結果および回収したアルミニウム顔料から作られたペーストの物性および評価結果を、表1に示す。
【0061】
[実施例3]
デカンタ型遠心沈降機の運転条件として、遠心加速度を3000G、アルミニウム顔料スラリーの供給流量を700L/Hr、ボウルとスクリューコンベアの差速を20rpmに設定した以外は、実施例1と同様の操作を実施した。この条件での運転結果および回収したアルミニウム顔料から作られたペーストの物性および評価結果を、表1に示す。
【0062】
[実施例4]
振動篩を通過したアルミニウム顔料スラリーに対して、ドラムフィルターを用いてろ過濃縮を行い、アルミニウムの含有量が10.0重量%のスラリーとした。このスラリーに含まれるアルミニウム顔料の50%粒子径は、9.5μmであった。
このアルミニウム顔料スラリーを、デカンタ型遠心沈降機で濃縮した。デカンタ型遠心沈降機の運転条件として、遠心加速度を1000G、アルミニウム顔料スラリーの供給流量を700L/Hr、ボウルとスクリューコンベアの差速を20rpmに設定した以外は、実施例1と同様の操作を実施した。この条件での運転結果および回収したアルミニウム顔料から作られたペーストの物性および評価結果を、表1に示す。
【0063】
[実施例5]
デカンタ型遠心沈降機の運転条件として、遠心加速度を1000G、アルミニウム顔料スラリーの供給流量を100L/Hrに設定した以外は、実施例1と同様の操作を実施した。この条件での運転結果および回収したアルミニウム顔料から作られたペーストの物性および評価結果を、表1に示す。
アルミニウム顔料スラリーの濃縮はできているが、顔料ペーストの着色力は可の評価であった。アルミニウムの回収率は95wt%であるが、基準とは異なる色調となっている。また、運転の再現性は可の評価であり、ばらつきが大きい。
【0064】
[実施例6]
デカンタ型遠心沈降機の運転条件として、アルミニウム顔料スラリーの供給流量を100L/Hrに設定した以外は、実施例4と同様の操作を実施した。この条件での運転結果および回収したアルミニウム顔料から作られたペーストの物性および評価結果を、表1に示す。
アルミニウム顔料スラリーの濃縮はできているが、顔料ペーストの着色力は可の評価であった。アルミニウムの回収率は95wt%であるが、基準とは異なる色調となっている。また、運転の再現性は可の評価であり、ばらつきが大きい。
【0065】
[比較例]
振動篩を通過したアルミニウム顔料スラリーを、従来用いられてきた濃縮装置であるフィルタープレスによって、アルミニウム含有量が85重量%になるまで濃縮を実施した。その他は実施例1と同様の操作を実施した。
得られた顔料ペーストの物性および評価結果を、表1に示す。
【0066】
[実施例7]
実施例1の条件でデカンタ型遠心沈降機を運転して得られた濃縮物で、ペーストを作成した。実施例1との違いは、分離された溶剤中のアルミニウム顔料を回収していない点である。加熱残分を74重量%に調製したペーストの50%粒子径は9.5μmであった。また、このペーストの着色力評価結果は、86であり、供給したアルミニウム顔料とは異なる品質をもつ顔料ペーストが得られた。しかし、運転の再現性は良の評価であり、目的の品質をもつ顔料を確実に製造することができる。
【0067】
【表1】
【発明の効果】
本発明のアルミニウム顔料ペーストの製造方法を用いれば、メタリック顔料としての品質を損なうことなく、生産性を向上することができる。
Claims (5)
- フレーク状アルミニウム顔料と有機溶剤から成るアルミニウム顔料スラリーを、遠心沈降機を用いて濃縮する工程を有するアルミニウム顔料ペーストの製造方法において、前記遠心沈降機の運転条件を、アルミニウム顔料スラリーから分離される溶剤に含まれるアルミニウム顔料粒子群の10%径が0.1μm以上であり、かつ、50%径が遠心沈降機に供給するアルミニウム顔料スラリーの50%径に対して2割以上7割以下の範囲となる様に選定し、アルミニウムの含有量が5重量%以上、60重量%以下の範囲まで濃縮することを特徴とするアルミニウム顔料ペーストの製造方法。
- 遠心沈降機によってアルミニウム顔料スラリーの濃縮を行うことにより、又は、該濃縮によってアルミニウム顔料スラリーから分離された溶剤から、更に、機械的分離法を用いて、溶剤中に含まれるアルミニウム顔料粒子を再度分離・回収し、遠心沈降機から得られたアルミニウム顔料スラリーの濃縮物に加えることにより、供給するアルミニウム顔料スラリーからのアルミニウムの回収率を95重量%以上にすることを特徴とする、請求項1に記載のアルミニウム顔料ペーストの製造方法。
- 遠心沈降機でアルミニウム顔料スラリーの濃縮を行うことで得られる濃縮物、又は、該濃縮によってアルミニウム顔料スラリーから分離された溶剤から、更に、機械的分離法を用いて、溶剤中に含まれるアルミニウム顔料粒子を再度分離・回収することで得られる濃縮物のいずれかから濃縮物を一部又は全部抜き出すこと、あるいは、一部又は全部を抜き出した両方の濃縮物を混合することで、遠心沈降機に供給するアルミニウム顔料スラリーに含まれるアルミニウム顔料の95重量%未満に相当する量のアルミニウム顔料を含む濃縮物を得ることを特徴とする、請求項1に記載のアルミニウム顔料ペーストの製造方法。
- 前記アルミニウム顔料スラリー中のアルミニウムの含有量が15重量%以下であり、前記遠心沈降機がデカンタ型遠心沈降機であって、その運転を、アルミニウム顔料スラリーに作用させる遠心加速度が500G以上、3000G以下で、かつ、スクリューコンベア1回転当たりの排出容積の80%以下で濃縮物が排出される様な供給流量、濃縮物送り速度の条件範囲内で行うことを特徴とする、請求項1から3のいずれかに記載のアルミニウム顔料ペーストの製造方法。
- 前記デカンタ型遠心沈降機として、一端が縮径した高速回転ボウルと、ボウル内面に沿ってスクリューが形成されたスクリューコンベアを備え、濃縮物をボウルの縮径部へ液差圧で押し込む機構を有し、スクリューコンベアによって濃縮物を搬送するデカンタ型遠心沈降機を用いることを特徴とする請求項4に記載のアルミニウム顔料ペーストの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003112368A JP4462529B2 (ja) | 2003-04-17 | 2003-04-17 | アルミニウム顔料ペーストの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003112368A JP4462529B2 (ja) | 2003-04-17 | 2003-04-17 | アルミニウム顔料ペーストの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004315674A JP2004315674A (ja) | 2004-11-11 |
| JP4462529B2 true JP4462529B2 (ja) | 2010-05-12 |
Family
ID=33472591
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003112368A Expired - Fee Related JP4462529B2 (ja) | 2003-04-17 | 2003-04-17 | アルミニウム顔料ペーストの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4462529B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101430280B1 (ko) * | 2006-12-22 | 2014-08-18 | 엑카르트 게엠베하 | 협소한 두께 분포를 갖는 얇은 알루미늄 안료, 그 제조 방법, 및 알루미늄 안료의 용도 |
| KR102344276B1 (ko) | 2015-08-14 | 2021-12-29 | 아사히 가세이 가부시키가이샤 | 알루미늄 안료, 알루미늄 안료의 제조 방법, 알루미늄 안료를 포함하는 도료 조성물, 도막, 당해 도막을 갖는 물품, 잉크 조성물 및 인쇄물 |
| CN106706485B (zh) * | 2017-02-15 | 2023-06-06 | 辽宁科技大学 | 一种快速粒度测量壶及测量方法 |
| JP6982963B2 (ja) * | 2017-02-22 | 2021-12-17 | 旭化成株式会社 | リーフィングアルミニウム顔料、リーフィングアルミニウム顔料の製造方法、リーフィングアルミニウム顔料を含む塗料組成物、塗膜、当該塗膜を有する物品、インキ組成物、及び印刷物 |
| JP6940957B2 (ja) * | 2017-02-22 | 2021-09-29 | 旭化成株式会社 | 樹脂付着アルミニウム顔料、塗料組成物、塗膜、塗膜を有する物品、インキ組成物、及び印刷物 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58109562A (ja) * | 1978-12-21 | 1983-06-29 | レブロン・インコ−ポレ−テツド | 金属リ−フイング顔料の製法 |
| JPS604560A (ja) * | 1983-06-22 | 1985-01-11 | Toyo Alum Kk | アルミニウム顔料組成物 |
| CN1273638C (zh) * | 1998-10-23 | 2006-09-06 | 艾弗里·丹尼森公司 | 制造金属片的方法 |
-
2003
- 2003-04-17 JP JP2003112368A patent/JP4462529B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004315674A (ja) | 2004-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0278880B1 (fr) | Pré-traitement de matériaux minéraux grossiers en vue d'applications pigmentaires | |
| SE435804B (sv) | Sett att pulverisera ett fast material innefattande kalciumkarbonat | |
| US3034859A (en) | Delaminated english clay products, etc. | |
| EP0020350B1 (en) | Method of making flaked metal powders | |
| US5356470A (en) | Media milling pigment slurries to eliminate or reduce oversize particles | |
| JP4462529B2 (ja) | アルミニウム顔料ペーストの製造方法 | |
| NO152116B (no) | Fremgangsmaate og apparat for fremstilling av aluminiumflak fra aluminiumpartikler | |
| CN102179316A (zh) | 离心机和使用该离心机分离液体与微细粉末的方法 | |
| US4226634A (en) | Process for preparing pigment compositions | |
| US3536264A (en) | Removal of titanium impurities from clay | |
| US4196016A (en) | Grinding of pigments | |
| US3674529A (en) | Pigments | |
| KR101484828B1 (ko) | 분체의 분급 방법 | |
| IE20010332A1 (en) | A method for the production of metallic flake pigments | |
| US3206127A (en) | Process for upgrading mica | |
| JP3595686B2 (ja) | 重質炭酸カルシウムスラリー及びその調製方法 | |
| KR0164652B1 (ko) | 지르코늄 실리케이트 연마 매체 및 분쇄 방법 | |
| US2386885A (en) | Pigments and process of making the same | |
| US5544817A (en) | Zirconium silicate grinding method and medium | |
| US2085538A (en) | Resolution of suspensions of finely divided solids into substantially uniform solids fractions of varying average particle size | |
| JP4497823B2 (ja) | 新規なアルミニウム顔料ペーストの製造方法 | |
| CN114247558B (zh) | 一种窄粒径分布的高岭土的制备方法 | |
| WO2018228878A1 (de) | Verfahren zur herstellung von wachsbeschichteter kieselsäure | |
| JPS6394942A (ja) | 小麦でんぷん及び小麦グルテンを同時に得る方法 | |
| US3924813A (en) | Method and apparatus for clay beneficiating |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060404 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091112 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100209 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100212 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130226 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140226 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |