JP4456568B2 - 保温食器およびその製造方法 - Google Patents
保温食器およびその製造方法 Download PDFInfo
- Publication number
- JP4456568B2 JP4456568B2 JP2006041829A JP2006041829A JP4456568B2 JP 4456568 B2 JP4456568 B2 JP 4456568B2 JP 2006041829 A JP2006041829 A JP 2006041829A JP 2006041829 A JP2006041829 A JP 2006041829A JP 4456568 B2 JP4456568 B2 JP 4456568B2
- Authority
- JP
- Japan
- Prior art keywords
- bowl body
- spacer plate
- tableware
- hollow portion
- heat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 238000000034 method Methods 0.000 title description 4
- 238000009413 insulation Methods 0.000 title description 2
- 125000006850 spacer group Chemical group 0.000 claims description 54
- 229920003023 plastic Polymers 0.000 claims description 20
- 239000004033 plastic Substances 0.000 claims description 20
- 239000000463 material Substances 0.000 claims description 15
- 238000000465 moulding Methods 0.000 claims description 15
- 235000013305 food Nutrition 0.000 claims description 11
- 238000010792 warming Methods 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 239000011810 insulating material Substances 0.000 claims description 6
- 230000005855 radiation Effects 0.000 claims description 4
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 7
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920001955 polyphenylene ether Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229920000704 biodegradable plastic Polymers 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 235000021268 hot food Nutrition 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 235000012054 meals Nutrition 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 125000005641 methacryl group Chemical group 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002990 reinforced plastic Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Landscapes
- Table Devices Or Equipment (AREA)
Description
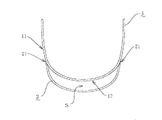
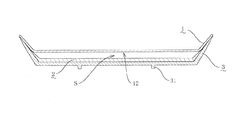
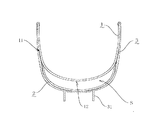
前記スペーサプレート2の口縁部21がボウル体1の底裏部12の湾曲面に当接した状態で被せられて、これら両部材の間に中空部Sが作出されており、かつ、当該ボウル体1の外周面11の少なくとも一部およびスペーサプレート2の底面側に、高台31を含む外殻3が、その成形熱により接合一体化されて構成されているようにするという技術的手段を採用することによって、保温食器を完成させた。
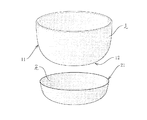
底裏部12が凸型の湾曲面であって所定深さを有するボウル体1と、このボウル体1よりも浅底の皿型であって、かつ、同質のプラスチック材料からなるスペーサプレート2とを作製する一方、
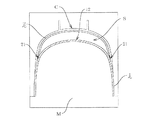
当該ボウル体1の底裏部12の湾曲面においてスペーサプレート2の口縁部21を当接せしめて被せ、これら両部材の間に中空部Sを作出しつゝ、プラスチック成形金型Mの内部にインサートした後、
この成形金型Mにおける前記スペーサプレート2の底裏側には、少なくとも高台31を含む外殻3を成形可能なキャビティCを形成し、
このキャビティC内に、前記ボウル体1およびスペーサプレート2と同質の溶融プラスチックを射出することによって、その成形熱により前記インサートされたボウル体1およびスペーサプレート2に一体化せしめ、これら両部材の間に中空部Sを成形するとともに、
スペーサプレート2の底面側における充填プラスチックを硬化せしめて高台31を成形するという技術的手段を採用することによって、保温食器の製造方法を完成させた。
11 外周面
12 底裏部
2 スペーサプレート
21 口縁部
3 外殻
31 高台
S 中空部
M 成形金型
Claims (8)
- 器内に収容した食品が冷め難く保温性に優れた食器であって、底裏部12が凸型の湾曲面であって所定深さを有するボウル体1と;このボウル体1よりも浅底で皿型のスペーサプレート2と;高台31を含む外殻3とを具備して構成され、かつ、これらは同質のプラスチック材料からなり、
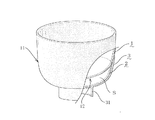
前記スペーサプレート2の口縁部21がボウル体1の底裏部12の湾曲面に当接した状態で被せられて、これら両部材の間に中空部Sが作出されており、かつ、当該ボウル体1の外周面11の少なくとも一部およびスペーサプレート2の底面側に、高台31を含む外殻3が、その成形熱により接合一体化されて構成されていることを特徴とする保温食器。 - 外殻3がボウル体1の外周面11全体に被せられて上端部に回り込んで接合一体化して構成されていることを特徴とする請求項1記載の保温食器。
- ボウル体1とスペーサプレート2との間の中空部Sにおいて、保温材が挿入されていることを特徴とする請求項1または2記載の保温食器。
- ボウル体1とスペーサプレート2との間の中空部Sにおいて、遠赤外線放射物質が挿入されていることを特徴とする請求項1〜3の何れか一つに記載の保温食器。
- 器内に収容した食品が冷め難く保温性に優れた食器を製造する方法であって、
底裏部12が凸型の湾曲面であって所定深さを有するボウル体1と、このボウル体1よりも浅底の皿型であって、かつ、同質のプラスチック材料からなるスペーサプレート2とを作製する一方、
当該ボウル体1の底裏部12の湾曲面においてスペーサプレート2の口縁部21を当接せしめて被せ、これら両部材の間に中空部Sを作出しつゝ、プラスチック成形金型Mの内部にインサートした後、
この成形金型Mにおける前記スペーサプレート2の底裏側には、少なくとも高台31を含む外殻3を成形可能なキャビティCを形成し、
このキャビティC内に、前記ボウル体1およびスペーサプレート2と同質の溶融プラスチックを射出することによって、その成形熱により前記インサートされたボウル体1およびスペーサプレート2に一体化せしめ、これら両部材の間に中空部Sを成形するとともに、
スペーサプレート2の底面側における充填プラスチックを硬化せしめて高台31を成形することを特徴とする保温食器の製造方法。 - 外殻3をボウル体1の外周面11全体に被せて上端部に回り込ませて接合一体化して構成することを特徴とする請求項5記載の保温食器の製造方法。
- ボウル体1とスペーサプレート2との間の中空部Sに、保温材を挿入してから当該スペーサプレート2をボウル体1に被せることを特徴とする請求項5または6記載の保温食器の製造方法。
- ボウル体1とスペーサプレート2との間の中空部Sに、遠赤外線放射物質を挿入してから当該スペーサプレート2をボウル体1に被せることを特徴とする請求項5〜7の何れか一つに記載の保温食器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006041829A JP4456568B2 (ja) | 2006-02-20 | 2006-02-20 | 保温食器およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006041829A JP4456568B2 (ja) | 2006-02-20 | 2006-02-20 | 保温食器およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007215891A JP2007215891A (ja) | 2007-08-30 |
| JP4456568B2 true JP4456568B2 (ja) | 2010-04-28 |
Family
ID=38493758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006041829A Active JP4456568B2 (ja) | 2006-02-20 | 2006-02-20 | 保温食器およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4456568B2 (ja) |
-
2006
- 2006-02-20 JP JP2006041829A patent/JP4456568B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007215891A (ja) | 2007-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202341587U (zh) | 纸杯隔热结构 | |
| TW200936460A (en) | Cup structure and manufacturing method thereof | |
| JP2010221707A (ja) | 断熱材を有する熱成形金型および関連方法 | |
| CN101890808B (zh) | 加热马桶坐垫的一体成型方法 | |
| CN102773971A (zh) | 杯盖成型模具及利用该模具的杯盖制造方法 | |
| JP4754183B2 (ja) | リブ付きインモールドラベル容器およびその製造方法 | |
| JP4456568B2 (ja) | 保温食器およびその製造方法 | |
| JP6008788B2 (ja) | 複合成形物の製造方法および製造装置 | |
| JP3650966B2 (ja) | 合成樹脂と金属板を張り合せる方法 | |
| CN109927238B (zh) | 一种环保杯的制备方法 | |
| CN104647768B (zh) | 发热坐厕板的一体成型加工工艺及其加工模具 | |
| KR101178329B1 (ko) | 합성수지 가압발포형 온수 난방매트용 배관패드 및 그 제조 방법 | |
| CN104127146B (zh) | 一种婴儿浴盆的制作方法 | |
| KR101593773B1 (ko) | 대나무 용기 및 그것의 제조방법 | |
| JP5580078B2 (ja) | 包装用容器 | |
| JP3833877B2 (ja) | 食品用の断熱容器 | |
| JP3656124B2 (ja) | 中空成形品の成形方法および成形用金型 | |
| JP4312181B2 (ja) | 断熱風呂蓋 | |
| CN208837594U (zh) | 一种二次注塑高光泽度电饭锅复合外壳 | |
| CN211324670U (zh) | 一种嵌入加热丝的座圈 | |
| JP2003181838A (ja) | 合成樹脂成形用金型とその製造方法および合成樹脂成形方法 | |
| KR20150085892A (ko) | 대나무 용기 및 그것의 제조방법 | |
| JP3110081B2 (ja) | 容器の製造方法 | |
| JP7325916B2 (ja) | 複合成形容器及びその製造方法 | |
| JP3122769U (ja) | 電磁誘導加熱用の樹脂製食器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100106 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100205 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130212 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4456568 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140212 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |