しかし、かかる従来技術には、以下に記載の課題があった。
一般に、液晶表示素子は、その偏光状態を制御し表示を行うため、液晶表示素子の前後面には一対の偏光板が配置される。
偏光板は、PVA(ポリビニルアルコール)とTAC(トリアセチルセルロース)により構成され、PVA中にヨウ素を含浸させ、これを一方向に延伸することで、ヨウ素の配列方向を揃え、その延伸方向に沿った光を吸収、あるいは、透過させることにより入射した光の偏光状態を均一に揃える働きを持つ。
このとき、図22に示すように、偏光板221の表面には延伸方向である吸収軸、あるいは、透過軸に沿って微細な波打ち状のうねり222が発生する。この波打ち状のうねり222は、延伸によって偏光板221に生じた僅かな厚さばらつきに起因するものであり、偏光板221単独で観察した場合には表示に影響がないが、図23(b)に示すように、偏光板230の表面にマイクロレンズアレイシート等の光拡散手段235を配置した場合、特に、粘着層234を使用して光拡散手段235を偏光板231に貼り付けた場合には、偏光板の表面に発生する波打ち状のうねり232が拡大され、表示品位が著しく低下するという問題を有している。
また、光拡散手段235と貼り合わされる粘着層234に従来の両面粘着テープを用いた場合や、粘着層234に硬化型樹脂を用いた場合のいずれにおいても、貼り合わせ工程で発生する異物による打痕(異物による凹凸状の変形)や、外力(観察者がレンズ表面を触った場合等)による変形により、光拡散手段235と粘着層234との接触面積が一部変化することで、点状欠陥233aや棒状欠陥233bが発生し、表示品位が著しく低下するという問題を有していた。
しかしながら、これらの課題に対する解決手段に関しては、従来技術文献で何ら言及されていない。
本発明は、上記課題を解決するためになされたものであり、その目的とするところは、光拡散手段を偏光板表面に接触配置した場合においても、表示品位が劣化せず、視角依存性を改善した液晶表示装置およびその製造方法を提供することにある。
本発明の第1の実施態様によると、対向する2つの面を有する透明支持体と光学フィルムとを備えている積層フィルムの製造方法が提供される。前記光学フィルムは、前記透明支持体の対向する面の一方の上に、外部からのエネルギーによって硬化状態が変化する材料からなる粘着層を介して形成されており、前記方法は、前記粘着層に外部からのエネルギーを与える工程と、前記粘着層に前記光学フィルムを圧着して貼り合わせる工程と、前記粘着層と前記光学フィルムとを貼り合わせた状態で、前記粘着層と前記光学フィルムとの接着状態が固定される硬さまで前記粘着層を硬化させる工程とを包含しており、そのことにより上記目的を達成する。
本発明の一実施形態においては、前記粘着層は紫外線硬化樹脂から形成されている。
好ましくは、前記粘着層を硬化させる工程は、前記粘着層と前記光学フィルムとを貼り合わせた状態で放置する工程である。さらに好ましくは、前記粘着層を硬化させる工程は、前記粘着層と前記光学フィルムとを貼り合わせた状態で、前記粘着層のゲル分率を50wt%以上とするように放置する工程である。
前記粘着層上には、前記粘着層を保護するための表面保護フィルムが設けられており、前記表面保護フィルムの厚さtは、
0.035mm≦t≦0.2mm
の範囲内にあり、前記粘着層に前記光学フィルムを圧着して貼り合わせる工程に先立って、前記表面保護フィルムを剥がす工程をさらに包含していてもよい。
前記透明支持体の対向する他方の面には、粘着層を介して粗面が貼り合わせられてもよい。好ましくは、前記粗面は、延伸により作製されたフィルムの表面である。あるいは、前記粗面は、その平坦性Rt1を評価長さ内における最深谷から最高山までの高さと定義したときに、
Rt1>2μm
となる領域を含んでいてもよい。
また好ましくは、前記透明支持体は、その平坦性Rt2を評価長さ内における最深谷から最高山までの高さと定義したときに、
Rt2≦2μm
である。
前記光学フィルムは、少なくとも一方の面に複数のレンズが形成されたレンズシートであり、レンズ面が前記粘着層と対向するように圧着されてもよい。好ましくは、前記レンズシートは、複数の半円柱状のレンチキュラーレンズが互いに平行に形成されたレンチキュラーレンズシートであり、前記レンチキュラーレンズシートは、前記レンズ面が前記粘着層と対向した状態で、前記レンチキュラーレンズのそれぞれが伸びている方向に加圧されることで前記粘着層に圧着される。あるいは、前記光学フィルムは、複数のプリズムが形成されたプリズムシートであってもよい。
本発明の第2の実施態様によると、対向する2つの面を有する透明支持体と、前記対向する2つの面のうちの少なくとも1つの上に形成された粘着層と、前記粘着層を介して前記透明支持体に貼り合わせられている光学フィルムとを備えている積層フィルムが提供される。この積層フィルムにおいて、前記粘着層は外部からのエネルギーによって硬化状態が変化する材料から形成されており、前記透明支持体は、その平坦性Rtを評価長さ内における最深谷から最高山までの高さと定義したときに、
Rt≦2μm
であり、そのことにより上記目的を達成する。
好ましくは、前記粘着層はゲル分率50wt%以上である。
前記光学フィルムは、少なくとも一方の面に複数のレンズが形成されたレンズシートであり、前記レンズ面が前記粘着層と対向するように圧着されてもよい。あるいは、前記光学フィルムは、複数のプリズムが形成されたプリズムシートであってもよい。
本発明の第3の実施態様によると、表示素子と、前記表示素子の観察者側に配置された光学フィルムとを備えている表示装置の製造方法が提供される。前記製造方法は、前記表示素子を作製する工程と、前記光学フィルムを前記表示素子の観察者側に粘着フィルムを介して貼り合わせる工程とを包含しており、前記粘着フィルムは、対向する2つの面のうちの一方の上に外部からのエネルギーによって硬化状態が変化する材料からなる第1の粘着層が形成されている透明支持体を有しており、前記光学フィルムを前記表示素子の観察者側に貼り合わせる工程は、前記第1の粘着層に外部からのエネルギーを与える工程と、前記第1の粘着層に前記光学フィルムを圧着して貼り合わせる工程と、前記第1の粘着層と前記光学フィルムとを貼り合わせた状態で、前記光学フィルムと前記第1の粘着層との接着状態が固定される硬さまで前記第1の粘着層を硬化する工程と、前記第1の粘着層の硬化後に、前記透明支持体の前記対向する2つの面の他方と前記表示素子とを第2の粘着層を介して貼り合わせる工程とを含んでおり、そのことにより上記目的を達成する。
本発明の好ましい実施形態においては、前記表示素子は、一対の基板と、前記一対の基板間に挟持された液晶と、前記一対の基板の少なくとも観察者側に配置された入射光の光学特性を変化させる光学特性変化手段とを有する液晶表示素子であり、前記第2の粘着層を介して前記光学特性変化手段と前記粘着フィルムの前記透明支持体とを貼り合わせることによって、前記光学フィルムを前記液晶表示素子に貼り合わせる。
前記第1の粘着層は紫外線硬化樹脂から形成されていてもよい。
前記第1の粘着層を硬化させる工程は、前記第1の粘着層と前記光学フィルムとを貼り合わせた状態で放置する工程であってもよい。
前記第1の粘着層を硬化させる工程は、前記第1の粘着層と前記光学フィルムとを貼り合わせた状態で、前記第1の粘着層のゲル分率を50wt%以上とするように放置する工程であってもよい。
好ましくは、少なくとも前記第1の粘着層の上には、前記第1の粘着層を保護するための表面保護フィルムが設けられており、前記表面保護フィルムの厚さtは、0.035mm≦t≦0.2mmの範囲内にあり、前記製造方法は、前記第1の粘着層に前記光学フィルムを圧着して貼り合わせる工程に先立って前記表面保護フィルムを剥がす工程をさらに包含している。
好ましくは、前記第2の粘着層と貼り合わせられる前記表示素子の面は、その平坦性Rtを評価長さ内における最深谷から最高山までの高さと定義した場合、Rt>2μmとなる領域を含んでいる。
好ましくは、前記透明支持体は、その平坦性Rt2を評価長さ内における最深谷から最高山までの高さと定義したときに、Rt2≦2μmである。
前記光学特性変化手段は偏光板であってもよい。あるいは、前記光学特性変化手段は位相差板であってもよい。
前記光学フィルムは、複数のレンズが形成されたレンズシートであり、レンズ面が前記第1の粘着層と対向するように前記第1の粘着層に圧着されてもよい。
好ましくは、前記レンズシートは、複数の半円柱状のレンチキュラーレンズが互いに平行に形成されたレンチキュラーレンズシートであり、前記レンチキュラーレンズシートは、レンズ面が前記第1の粘着層と対向した状態で、前記レンチキュラーレンズのそれぞれが伸びている方向に加圧されることで前記第1の粘着層に圧着される。あるいは、前記光学フィルムは、複数のプリズムが形成されたプリズムシートであってもよい。
本発明の第4の実施態様によると、表示素子と、前記表示素子の観察者側に配置されたレンズシートとを備えている表示装置の製造方法が提供される。前記レンズシートには、複数のレンチキュラーレンズが互いに平行に形成されており、前記製造方法は、前記表示素子を作製する工程と、前記表示素子の観察者側に粘着層を設ける工程と、前記レンズシートを、前記レンチキュラーレンズのレンズ面が前記粘着層に対向するように配置する工程と、前記レンチキュラーレンズのそれぞれが伸びている方向に平行な方向に加圧することにより、前記レンズシートを前記粘着層に圧着する工程とを包含しており、そのことにより上記目的を達成する。
以下に、本発明の作用を説明する。
本発明の積層フィルムの製造方法においては、外部エネルギーによって硬化状態が変化する材料からなる粘着層に外部エネルギーを与えてから、光学フィルムを粘着層に圧着し、続いて光学フィルムと粘着層との接着状態が変化しない硬さにまで粘着層を硬化させることによって、積層フィルムを完成する。このような積層フィルムにおいては光学フィルムの接着状態は粘着層を介して透明支持体によって固定されているので、積層フィルムを粗面に貼り付けた場合であっても粗面の表面形状が光学フィルムに伝搬してその光学特性に影響を与えることを抑えることができる。特に、光学フィルムの表面のうち、粘着層と接触する側に凹凸が形成され、その凸部と粘着層との各接触領域の面積が光学フィルムの光学特性に影響を及ぼす場合に、本発明の作用効果は好ましい結果をもたらす。
特に、光学フィルムと透明支持体に貼り付ける粘着層を光硬化性樹脂によって形成することにより、光学フィルムと透明支持体とを容易に粘着、固定でき、打痕や外力による欠陥の発生を低減できる。
また、粘着フィルムに形成された粘着層の外側に表面保護フィルムを配置し、表面保護フィルムの厚さtを0.035mm≦t≦0.2mmの範囲内にて形成することにより、硬化前の粘着層に対する異物や外力による変形を防止できる。この結果、光拡散手段と透明体との貼りあわせを容易に行うことができる。
本発明の表示装置の製造方法もまた、上述した積層フィルムの製造方法と同様の作用を有する。特に、表示素子として液晶表示素子を用いた場合、それに用いられている偏光板や位相差板の表面には波打ち状のうねりが生じやすく、この偏光板や位相差板の上に表示素子の特性を向上する目的で光学フィルムを貼り合わせると、偏光板や位相差板の波打ち状のうねりが光学フィルムに伝搬してしまうことになる。しかし、本発明の製造方法によれば、光学フィルムと粘着層の接着状態が変化しない程度まで粘着層を硬化してから積層フィルムを表示素子に貼り付けられるため、表示素子表面の凹凸形状が光学フィルムに影響を与えることを抑えることができ、表示品位の低下を防ぐことができる。特に、液晶表示素子を用いた液晶表示装置に、本発明の表示装置の製造方法によって光学フィルムとしてレンズシートを貼り付けることにより、視角特性を改善した表示品位の高い液晶表示装置を得ることができる。
また、透明支持体に形成された粘着層の外側に表面保護フィルムを配置し、表面保護フィルムの厚さtを0.035mm≦t≦0.2mmの範囲内にて形成することにより、硬化前の粘着層に対する異物や外力による変形を防止できる。この結果、光学フィルムと透明体との貼りあわせを容易に行うことができる。特に、点状欠陥や棒状欠陥は、光拡散手段の光学性能に影響を与え、直径が0.1mm以上の大きさの欠陥は、パネルの欠点として観察されるため表示品位を著しく低下させる原因となる。
表面保護フィルムの厚さを制御することは、点状欠陥や棒状欠陥の数を激減でき、例えば、表面保護フィルムの厚みが0.02mmでは、欠陥数が200個/m2であったものが、0.035mmの厚さでは、50個/m2程度まで減少でき、例えば、20型の液晶表示装置の画面サイズに換算すると、約25個の欠陥が観察されるものを10個以下まで減少でき、表示品位を向上できる。
また、表面保護フィルムの厚さは、より厚くなると欠陥数は減少するが材料費によるコスト高を招くため0.2mm以下が好ましい。
本発明の積層フィルムの製造方法によれば、外部エネルギーにより硬化状態が変化する材料から形成された粘着層を用い、まず粘着層に外部エネルギーを与えてから粘着層に光学フィルムを圧着し、その後、光学フィルムと粘着層の接着状態が固定される程度の硬さまで粘着層を硬化させている。これにより、光学フィルムが粘着層を介して透明支持体によって実質的に平らに保持されている積層フィルムを得ることができる。このような積層フィルムは、波打ち状のうねりが表面に発生しているような偏光板等の上に貼り付けても、波打ち状のうねりなどの凹凸が光学フィルムの表面状態に面内ばらつきを生じさせることを抑制し、光学フィルムの光学特性を一様なものとすることができる。したがって、このような積層フィルムを表示素子と組み合わせても、レンズ特性の歪みによって表示品位が低下するという問題を解決することが可能になる。
特に、外部エネルギーによって硬化状態が変化する材料として光硬化性樹脂を用いることにより、光学フィルムと透明支持体とを容易に粘着、固定でき、打痕や外力による欠陥の発生を低減できる。
また、光学フィルムには、複数のマイクロレンズアレイが形成されたレンズシートを用いることにより、粘着層との接触状態に敏感なレンズシートのレンズ特性の歪みを低減し、偏光フィルム表面の波打ちうねりや、外力による打痕の発生による表示品位の低下を抑制する高性能の積層フィルムを提供できる。
また、粘着フィルムに形成された粘着層の外側に表面保護フィルムを配置し、表面保護フィルムの厚さtを0.035mm≦t≦0.2mmの範囲内にて形成することにより、硬化前の粘着層に対する異物や外力による変形を防止でき、表示品位を低下させる原因となる欠陥数を激減できる。この結果、光学フィルムと透明体との貼りあわせを容易に行うことができる。
また、本発明の表示装置の製造方法によれば、表示素子の観察者側に上述した光学フィルムを有する積層フィルムを配置している。これにより、表示素子の積層フィルムが貼りあわされる面の凹凸形状、特に波打ち状のうねりが光学フィルムに伝搬して光学特性のばらつきを生じさせることを抑えることができ、これにより表示品位を低下させることなく、表示素子の光学特性、例えば視角特性を改善した表示装置を提供することができる。
本発明者は、偏光板の表面にマイクロレンズアレイシート等の光拡散手段を配置した場合に表示品位が著しく低下するという問題の原因が、偏光板のうねりの影響がマイクロレンズアレイシートの凹凸表面と粘着層との接触状態に及ぶことにあることを初めて見出し、本発明を想到するに至った。
以下、図面を参照しながら、本発明の実施形態を説明する。
(実施形態1)
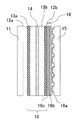
図1は、本発明の第1の実施形態に用いた液晶表示装置の構成を示す断面図である。図1に示すように、本実施形態の液晶表示装置は、面光源11、液晶表示素子10、積層フィルム16、および光学フィルムであるレンズシート(レンズフィルム)15から構成されている。
液晶表示素子10は、ガラスまたはプラスチックなどから形成された透明基板上に薄膜トランジスタ(以下、TFTと称する)と透明画素電極などがマトリクス状に形成されたアクティブマトリクス基板13a、ガラスまたはプラスチックなどから形成された透明基板上に透明電極とカラーフィルタとが形成された対向基板13b、両基板の間に封止された表示媒体である液晶14、および両基板を挟むように配置された一対の偏光板(偏光フィルム)12a、12bから構成される。
本実施形態においては、液晶14としてツイスト角が90度のツイステッドネマティック液晶(以下、TN液晶とする)を用いた。また、液晶表示素子10の画素数、サイズは種々あるが、本実施形態では、画面サイズが対角20インチ(縦:304.8mm 横:406.4mm)であり、R、G、B画素が図2(a)に示すストライプ配列に配置されており、水平画素数640(R、G、B)×垂直画素数480、画素ピッチは水平方向Phが0.212mm、垂直方向Pvが0.635mmの液晶表示素子を用いた。
なお、カラーフィルタは対向基板上に設けられている必要は無く、例えばアクティブマトリクス基板13aの画素電極上に形成されていてもよい。
このような液晶表示素子10の観察者側に位置する偏光板12bの外側に、粘着層(接着層)16c、透明体16bおよび粘着層(接着層)16aからなる積層フィルム16を介してレンズシート15が配置される。
本実施形態では、レンズシート15として、図3に示すように、複数の半円柱状のレンチキュラーレンズを繰り返し形成したレンチキュラーレンズシートを用いた。なお、図3ではレンズシートを参照符号「30」で示しているが、これは図1のレンズシート15と同じものである。このレンチキュラーレンズシート30を、各レンチキュラーレンズが液晶表示素子の画面水平(横)方向と平行になるように配置した。
本実施形態では、レンチキュラーレンズシート30を以下のように作製した。まず、凹形状が繰り返し形成された金型上に日本合成ゴム(株)社製の紫外線硬化樹脂(Z9001 屈折率n=1.59)を滴下した。続いて、紫外線硬化樹脂に1.0J/cm2の紫外線を照射し、これにより基材33上に凸部形状を転写形成した。基材33としては日本合成ゴム(株)社製のアートンフィルムを用いた。このようにして、ピッチP1が0.05mm、高さhが0.015mmであるレンチキュラーレンズシートを形成した。
次に、レンズシート30の表面反射を防止する目的で、各レンチキュラーレンズ31上に全面に遮光層32を形成した。より具体的には、遮光層32は、黒色顔料を分散した有機材料を印刷法によりレンチキュラーレンズ31上に塗布し、これに紫外線を1.5J/cm2照射して硬化させることにより形成した。このとき、レンズシート30の全光線透過率が70%となるように、遮光層32の膜厚をほぼ0.005mmにて形成した。
レンズシートの全光線透過率は、高い程、液晶表示装置の輝度を上げることができるが、50%以上であれば液晶表示装置の輝度低下は問題にならない程度であった。
図4に、本実施形態で用いた面光源の構成を示す。図4では図1の面光源11を参照符号「40」で示している。
本実施形態で用いた面光源40はサイドライト型の面光源であり、冷陰極管41a、41b、冷陰極管41a、41bのそれぞれに対して設けられたリフレクター42a、42b、拡散反射シート47、シルク印刷44が形成された導光体43、光の出射方向側に配置された拡散シート45、およびDBEFフィルム46(3M株式会社製)により構成される。このような面光源40は、公知の方法によって作製され得るので、ここでは説明を省略する。
次に、本実施形態における積層フィルムを説明する。
図1に示すように、光学フィルム15と液晶表示素子の観察者側の偏光板12bとを貼り付ける場合に、例えば両面テープ等の粘着層(接着層)を偏光板12b上に形成し、その上に光学フィルム15を貼り付けるという手順で貼り付けると、偏光板12b表面の凹凸、特に波打ち状のうねりが光学フィルムに伝搬して光学フィルム15の表面にも凹凸の影響が及び、光学特性のばらつきにつながってしまう。
特に、本実施形態の場合、レンズシートの凹凸面を粘着層側に配置し、レンズ先端部分が粘着層の中に埋まる構成を採用している。通常の粘着層は、レンズシート材料の屈折率と同様の屈折率を有しているため、粘着層の中に埋まったレンズ先端部分は、もはやレンズとしては充分に機能しない。言いかえると、レンズシートと粘着層との間に介在する空気層とレンズシートとの接触領域がレンズ効果に必要な屈折を生じさせる。したがって、レンズ先端部と粘着層との接触面積の大小およびその面内均一性がレンズ特性に重要な影響を及ぼす。
このため、レンズシートの一部の領域において、レンズ先端部と粘着層との接触面積が相対的に大きく、他の領域において、レンズ先端部と粘着層との接触面積が相対的に小さくなると、レンズシートの光学特性(レンズ特性)が画面内で歪んでしまうことになる。
前述したように、偏光板などの平坦性に欠ける下地の表面と光学シートの凹凸面とを粘着層を介して直接的に接着すると、偏光板の表面凹凸(うねり)がレンズシートのレンズ先端部と粘着層との接触面積をシート面内でばらつかせる。その結果、レンズシートのレンズ特性が下地の凹凸やうねりを反映した歪みを持つことになる。
これを防ぐために、本実施形態では、まず所定の平坦性を有する透明支持体16bと光学フィルム15とを粘着層16aを介して圧着し、粘着層16aを所定の硬さ、すなわち光学フィルムと粘着フィルムとの接着状態が変化しない程度の硬さにまで硬化してから、光学フィルム15と透明体16とが貼り合わされた積層フィルムを粘着層16cが偏光板に対向するように貼り合わせる。これにより、光学フィルム15と粘着層16aとの接触状態は、所定の平坦性を有する透明支持体16bによって一様に固定されるため、後の工程で偏光板と貼り合わせられても、偏光板表面の波打ち状のうねり等の凹凸が光学フィルム15と粘着層16aとの接触状態を変化させることなく、光学フィルムの特性に歪みをもたらすことがない。
ここで透明支持体の平坦性について説明する。
下記の表1に、光学フィルムを下地となるフィルムに貼り合わせた場合に、下地フィルムの表面の平坦性が光学フィルムに及ぼす影響を本願発明者らが調べた結果を示す。
ここで、平坦性Rtは評価長さ内における最深谷から最高山までの高さと定義する。表1からわかるように、下地フィルムの平坦性Rtが2μm以下であれば、下地フィルム表面の形状が光学フィルムの光学特性に与える影響は許容範囲である。したがって、本発明の製造方法では、平坦性Rtが2μm以下である材料からなる透明支持体を用いる。なお、表1からわかるように平坦性Rtは、1.5μmより小さいことが好ましく、1μm以下であることが更に好ましい。
これに対して、偏光板や位相差板のように材料を一方向に延伸することによって作製されるフィルムは、表面に波打ち状のうねりが発生したりすることによって平坦性Rtが2μmを超える領域を含みうる。同様に、プラスチック基板も平坦性Rtが2μmを超える領域を含みうる。さらに、光学フィルムを貼り合わせる対象となる面(偏光板や位相差板等の表面)の平坦性Rtが2μm以下であっても、光学フィルムを接着するための粘着層には、2μmを超える打痕や外力による変形が生じうる場合がある。このため、平坦性Rtが2μmを超える領域を含みうる面に光学フィルムを貼り合わせる場合には、本発明の積層フィルムの製造方法が非常に有効である。
以下、図5〜図8を参照しながら、本発明による積層フィルムの製造方法および表示装置の製造方法を説明する。
図5(a)は光学フィルム15に貼り合わせる前の粘着フィルム50の断面を示す図である。粘着フィルム50は、光学フィルムをフラットに支持するための透明支持体53と、その両側にそれぞれ形成された粘着層52、54とを有している。粘着層52、54の外側には、粘着層52、54をそれぞれ保護するための透明セパレータ51a、51bがそれぞれ形成されている。粘着層52、54のうち、少なくとも光学フィルムが貼り合わせられる側の粘着層52は、外部からエネルギーが与えられることによってその硬化状態が変化するような材料、例えば光硬化樹脂から形成される。
本実施形態では、透明支持体53として厚さが0.075mmのPETフィルムを、粘着層52に光硬化性の樹脂を、粘着層54にアクリル樹脂を用いた。さらに透明セパレータ51a、51bとしては厚さ0.05mmのPETフィルムを用いた。
セパレータ51a、51bは、後述するレンズシートとの貼り合わせ工程、偏光フィルムとの貼り合わせ工程で発生する異物起因の欠陥を防止する目的をなし、貼り合わせ工程直前に剥がされる。セパレータ51a、51bの厚さは、上述した厚さに限定されるわけではなく、例えば打痕による欠陥の個数をできるだけ少なくするように選択される。
下記表2に、セパレータの厚さと直径0.1mm以上の欠陥の密度とを示す。
表2に示すように、打痕による欠陥の密度はセパレータの厚さを変えることで変化し、欠陥数は液晶表示素子の画面サイズにより変化する。画面サイズが対角20インチの液晶表示素子の場合、セパレータの厚さが0.020mmでは欠陥数が25個にもなり、表示品位が低下する。これに対して、セパレータの厚さを0.035mm以上とすると欠陥数を10個以下に抑えることができ、外観に影響が無い範囲に減少できる。
上述の構成を有する粘着フィルム50を、以下のようにしてレンズシートに貼り合わせる。
(1)まず、光硬化性樹脂からなる粘着層52を覆うセパレータ51aを剥がし(図5(b))、粘着層52に光5aを照射する(図5(c))。セパレータを剥離してから光を照射する理由は、粘着層の光感度を向上させるためであり、セパレータを剥離する前に紫外線を照射してもよい。ただし、その場合は、セパレータでの紫外線吸収(約20%程度)を考慮して光を照射する必要がある。本実施形態では、メタルハライドランプを用い、紫外線5aを照射した。このときの照射量は、1.6J/m2である。
(2)次に、レンズシート55を粘着層52に圧着する。本実施形態では、図5(d)に示すようにローラ5b、5cを用いたロールtoロール法によってレンズシート55を粘着層52に圧着した。続いて、レンズシート55が粘着層52を介して透明支持体53に固定されるような硬さになるまで粘着層52を硬化させる。本実施形態では、レンズシート55が圧着された状態で、室温で24時間放置することにより粘着層52を硬化した。このようにして、粘着フィルムとレンズシートとの積層体56が得られる(図6(e))。
ここで、粘着層52を硬化させる工程について説明する。
粘着層52は、材料や硬化条件等により、そのゲル分率が変化し、またゲル分率に応じて偏光板の波打ち状うねりがレンズシートに伝搬して表示品位を低下させる程度も変化する。下記表3に粘着層のゲル分率と偏光板表面の波打ち状うねりとの関係を示す。
表3から、ゲル分率が50wt%(重量%)以上であれば、偏光板表面の波打ち状うねりがレンズシートに与える影響を抑えて、許容できる表示品位を実現することができることがわかる。本実施形態では、室温で24時間放置することによって、粘着層52をゲル分率75wt%まで硬化させた。
なおゲル分率の測定は、以下のようにして行った。まず露光後に24時間放置した粘着剤部分の重量w1を測定し、(本実施例ではw1=0.1g)、本試料を酢酸エチル(50cc)中に12時間浸透させた。その後、酢酸エチルと試料とをろ過、乾燥(110°30分)し、室温中に30分放置後、ゲル化した試料の重量w2を測定し、w2/w1×100wt%をゲル分率として求めた。
(3)次に、もう一方のセパレータ51bを剥がして(図6(f))、積層体56を偏光板57aと貼り合わせる。本実施形態では、図6(g)に示すようにローラ5b、5cを用いて粘着層54と偏光板57aとを圧着した。
(4)最後に、積層体56と貼り合わされた偏光板57a(図6(h)参照)を液晶表示素子に貼り合わせる。本実施形態では、図7(i)に示すように、液晶表示素子の観察者側の基板58aに偏光板57aをローラ5b、5cを用いて圧着した。これにより、図7(j)に示すように、表示媒体である液晶59を挟む一対の基板58a、58bの外側に偏光板57a、57bが配置され、さらに液晶表示素子の観察者側に位置する偏光板57aの観察者側に粘着フィルムを介してレンズシート55が配置された構成を有する液晶表示装置が得られた。
なお、レンズシート、偏光板、および液晶表示素子を貼り合わせる工程は上述した工程には限定されない。レンズシートを偏光板に貼り合わせる前に、レンズシートと粘着フィルムとを圧着し、レンズシートと粘着フィルム50との間に介在する粘着層を充分に硬化させることによってレンズシートと粘着層の接着状態が変化しないようにレンズシートを固定することができていれば、後の工程で粘着フィルムを介してレンズシートを偏光板に貼り合わせたとしても、偏光板表面の凹凸形状、特に波打ち状のうねりが光学フィルムにおける光学特性の面内分布を変化させて表示品位に悪影響を及ぼすことを緩和することができる。したがって、例えば、図8(i’)および(j)に示すように、液晶表示素子の観察者側の基板58aに偏光板57aを予め貼り合わせておき、その偏光板57a上に、レンズシート55および粘着フィルムからなる積層体を圧着することによって貼り合わせてもよい。
また粘着層54は、粘着フィルム50の透明支持体53上にではなく、偏光板57aの表面上に形成してもよい。この場合も、レンズシート55と粘着フィルム50とを貼り合わせ、レンズシート55が望ましい接着状態で固定されるように粘着層52を充分に硬化させてから、レンズシート55と粘着フィルム50との積層体を偏光板57aに貼り合わせる。これによって、偏光板57aの表面の凹凸形状、特に波打ち状のうねりがレンズシート55の表面に影響を及ぼすことを緩和することができる。
以上説明したように、粘着フィルム50の粘着層52とレンズシート55とを圧着してから充分に粘着層52を硬化することにより、レンズシート55に形成されたレンズアレイの凹凸形状を透明支持体53に固定でき、外力によるレンズ面の変形を防止することができる。また、このように粘着層52を充分に硬化することによりレンズシート55の接着状態は透明支持体53によって確実に固定されるため、粘着フィルムの透明支持体53のレンズシート55とは反対側に偏光板57aを貼り合わせても、偏光板57a表面の波打ち状うねりがレンズ表面に影響することを防止でき、表示品位を向上することができる。
なお、図5(d)ではローラ5b、5cの進行方向を各レンチキュラーレンズの伸びている方向と垂直な方向としている。しかしローラの進行方向はこれには限られない。例えばレンチキュラーレンズの伸びている方向に平行にローラ5b、5cを進行させてもよい。この例を図9および図10に示す。図9および図10に示すように、レンズシート55の上からローラ5bで各レンチキュラーレンズの伸びている方向に平行な方向に加圧することにより、各レンチキュラーレンズの凸部の中心から外側方向(レンチキュラーレンズが伸びている方向に垂直な方向)には均等な圧力がかかる。その結果、図11に示すように、接着領域をレンズ凸部の中心に対して対称な領域とすることができ、視野角特性を対称に拡大することが可能になる。なお、図7及び図8に示す工程では、既に、レンズシート55と粘着層52との接触状況が固定されているため、ローラによる加圧をどの方位に進めてもレンズ凸部の形状は特に変化しない。
上述したようにして作製した本実施形態の液晶表示装置について、輝度特性および視角特性を、レンズシートを配置しない従来の液晶表示装置と比較した。その結果を図12および図13に示す。
図12は画面上下方向(複数のレンチキュラーレンズが配列された方向、すなわち各レンチキュラーレンズが伸びている方向に垂直な方向)での液晶表示装置の輝度特性を示しており、図13は画面上下方向における液晶表示装置の視角特性(画面観察角度とコントラストとの関係)を示している。両図において、太実線が本実施形態の液晶表示装置の特性を示し、細い実線が従来のTN液晶表示装置、すなわちレンズシートが配置されていない液晶表示装置の特性を示す。なお、輝度特性および視角特性の測定は、ともに、液晶表示装置に電圧信号を印加することで白・黒表示を行い、画面上下方向の輝度を視野角測定装置により測定し求めた。また図12に示す輝度特性の測定は、各構成における液晶表示装置の正面方向輝度にて規格化を行った。
図12に示すように、本実施形態の液晶表示装置では、従来の液晶表示装置に比べ、視角に対する輝度の変化率が少なくなり、視角に対する輝度変化が少なくなっている。また、図13に示すように、本実施形態の液晶表示装置では、従来の液晶表示装置に比べ、正面コントラストはやや低下する。しかし、視角に対するコントラストの値は従来値よりも高く、また、画像の反転表示も防止でき、視角特性の広い液晶表示装置を提供することができることがわかる。
以上説明したように、本実施形態の液晶表示装置では、透明支持体上に形成された光硬化性の粘着層に光照射を行ってからレンズシートを粘着層に圧着し、この状態でレンズシートと粘着層との接着状態が固定されるような硬さになるまで放置して粘着層を硬化する。その後、充分な硬さとなった粘着層を介して透明支持体に固定されたレンズシートを、粘着層を介して偏光板に貼り合わせる。これにより、偏光板表面の凹凸、特に波打ち状のうねりが光学フィルムの表面状態に悪影響を及ぼすことを抑えることができるとともに、光学フィルムを剥離なく固定、接着することができる。
また、光学フィルムあるいは偏光板が圧着される粘着層上に所定の厚さのセパレータを設けておき、光学フィルムあるいは偏光板を貼り合わせる直前にセパレータを剥がすようにすることによって、打痕や外力による変形を減らすことができ、表示欠陥の少ない液晶表示装置を提供することができる。
なお、本実施形態では、レンズシートにレンチキュラーレンズシートを用いたが、レンズの形状はこれに限定されるわけではなく、視角の広げたい方向合わせてレンズの形状を変えることが好ましい、例えば、全方位方向の視角を広げたい場合には、半球状のマイクロレンズを多数形成したシートを用いることができるし、左右方向の視角を広げたい場合には、画面縦方向と平行にレンズアレイを配置したシートを用いることができる。
また、透明支持体の材料は、PETに限定されるわけではなく、PC(ポリカーボネイト)、PMMA(ポリメチルメタクリレート)、TAC(トリアセチルセルロース)等の透明樹脂材料を用いても良い。
(実施形態2)
次に、図14〜図21を参照しながら、本発明の第2の実施形態を説明する。
図14は、本発明の第2の実施形態に用いた液晶表示装置の構成を示す断面図である。図示されている液晶表示装置は反射型であり、図14に示すように反射型液晶表示素子140、透明体145および光学フィルムとしてのプリズムシート146とを備えている。
反射型液晶表示素子140は、ガラス、プラスチック、または単結晶シリコンなどから形成された基板にマトリクス状に薄膜トランジスタ(以下TFTと記載)と透明画素電極、および反射板142が形成されたアクティブマトリクス基板141aと、ツイスト角が45度のTN液晶143、および透明電極とカラーフィルターが形成された対向基板141bとを備えている。基板141a、141bはシール剤により接着されており、その間に液晶143が封止されている。さらに、反射型液晶表示素子140の対向基板基板141bの外側、つまり観察者側には、λ/4板144b、偏光板144aが配置されている。
図15を用いて、本実施形態で用いた反射型液晶表示素子の表示原理を説明する。
偏光板154aおよびλ/4板154bを通過して入射した照明光155が反射板152で反射する過程で、照明光155の偏光状態が液晶層153で変調される。これにより、反射型液晶表示素子を出射する光量が制御されて画像が表示される。
さらに詳しくは、偏光板154aの透過軸、または吸収軸がλ/4板154bの遅相軸、または進相軸と45°の角度をなすように配置され、照明光155のうち偏光板154aを透過した直線偏光がλ/4板154bで円偏光に変換されて反射型液晶表示素子に入射する。反射型液晶表示素子の液晶層153が円偏光を変調しない場合、反射板152で反射する際に円偏光の回転方向が逆転し、再びλ/4板154bを透過した後、偏光板154aの透過軸と直交した直線偏光となって吸収される。したがって、黒色が表示される。
反射型液晶表示素子の液晶層153が入射した円偏光を保存したまま反射するように変調する場合は、λ/4板154bを透過した後、偏光板154aの透過軸と一致した直線偏光となって出射する。したがって白色が表示される。
なお、偏光板154aの透過軸、およびλ/4板154bの遅相軸の方向は液晶材料や配向の方向、視野角の特性などを考慮して決定される。また、位相差板は、λ/2板とλ/4板を積層して使用してもよい。
次に、本実施形態では、カラー表示を行うために、上述したように対向基板141b上に各画素毎に赤(R)、緑(G)、青(B)の3原色のカラーフィルタを配置しており、これに光を透過させることによって光を着色している。R、G、B画素の配列パターンは、図2(a)に示すストライプ配列、図2(b)に示すデルタ配列等種々あり、絵素が水平方向、垂直方向に繰り返されて構成される。
画素数や画素サイズは、パネルサイズにより様々であるが、本実施形態では、3.9型の反射型液晶表示素子を用い、ストライプ配列で水平画素数(320 各R、G、B)×垂直画素数(240)で画素ピッチは水平方向Phが0.0826mm、垂直方向Pvが0.248mmの反射型液晶表示素子を用いた。
なお、カラーフィルタは対向基板上に設けられている必要は無く、例えばアクティブマトリクス基板の画素電極上に形成されていてもよい。
次に、観察者側に配置された偏光板144aの外側に透明体145を介して貼り付けられたプリズムシート146について、図16を参照しながら説明する。なお図16ではプリズムシートを166で示しているが、図14で示したプリズムシートと同じものである。
プリズムシート166は、複数のプリズム166aが互いに平行に繰り返し形成されたものであり、本実施形態では画面の上下方向の視野角を拡大する目的で液晶表示素子の画面横方向と各プリズムが伸びている方向とが互いに平行になるように配置されている。
このプリズムシート166は、例えば、プリズム形状が繰り返し形成された金型を用い、出射成型によりアクリル上にプリズム形状を転写することにより形成される。本実施形態では、プリズム166aを、ピッチP2が0.10mm、高さh2が0.027mmとなり、さらに角度θ1を15°±2°、角度θ2を90°±2°の角度にて形成した。
なお、プリズムシート166のプリズムが形成された面の対向面に、反射防止膜(図示せず)を形成してもよい。この場合、プリズムシート166の透過率を向上させることができる。本実施形態では、膜厚が約0.1μmのMgF2薄膜およびSiO2薄膜を交互に形成し、薄膜の干渉作用によって反射エネルギーを低下させる反射防止膜を蒸着により直接形成した。これにより、約4%の表面反射を1%以下とすることができ、プリズムシート166の透過率を向上することができた。
次に、本実施形態で用いた透明体の詳細構成、および、液晶表示装置の製造方法を簡単に説明する。
透明支持体とその両面に形成された粘着層とからなる透明体は、図17(a)に示す粘着フィルム170を用いて作製される。図17(a)に示すように、透明支持体173の対向する2つの面には、粘着層172、174がそれぞれ形成されており、各粘着層はその上に形成されたセパレータ171a、171bによって保護されている。
2つの粘着層のうち、少なくとも光学フィルム(本実施形態ではプリズムシート)が貼り付けられる方の粘着層は外部からのエネルギーが与えられることによって硬化状態が変化する材料、例えば光硬化性樹脂から形成されている。本実施形態では、粘着層172を光硬化樹脂から形成し、粘着層174をアクリル樹脂から形成した。また透明支持体173としては、厚さが0.075mmのPETフィルムを用いた。またセパレータ171a、171bとしては厚さ0.05mmのPETフィルムを用いた。セパレータの厚さはこの厚さに限定されるわけではなく、実施形態1におけるセパレータの厚さと同様にして、例えば打痕による欠陥を少なくするように決定される。
まず、実施形態1と同様にして、粘着フィルム170に光学フィルムとしてのプリズムシートを貼り合わせる。具体的には、図17(b)に示すように粘着フィルム170の粘着層172を覆うセパレータ171aを剥がしてから、図17(c)に示すように粘着層172に光17aを照射し、続いて図17(d)に示すようにプリズムシート176を粘着層172に圧着した。本実施形態では、メタルハライドランプを用いて紫外線を1.6J/m2照射してから、プリズムシート176をローラ17b、17cを用いて粘着層172に圧着した。
続いて、粘着層172にプリズムシート176を圧着した状態で、プリズムシート176と粘着層172との接着状態がその後の工程においても変化しない程度にまで粘着層172を硬化させる(図18(e))。具体的には、実施形態1でも述べたように、ゲル分率が50wt%以上となるまで粘着層172を硬化させることが望ましい。本実施形態では実施形態1と同様に、室温で24時間放置して粘着層172のゲル分率をほぼ75wt%とした。
このように粘着層172を硬化させることによって、透明支持体173がプリズムシート176を実質的にフラットに支持することができるようになる。結果として、その後の工程でプリズムシート176と偏光板表面等の若干の凹凸形状を有する粗面とを透明支持体173を解して貼り合わせたとしても、粗面の凹凸形状がプリズムシート176にまで伝搬されるのを緩和することができる。
粘着層172を硬化させると、セパレータ171bを剥がし(図18(f))、ローラ17b、17cを用いて粘着層174に偏光板175に圧着して(図18(g))、プリズムシート176および偏光板175を、粘着フィルムを介して貼り合わせた積層体を作製した(図18(h))。この積層体を反射型液晶表示素子の観察者側の基板に貼り付けて(図19(i))、本実施形態の反射型液晶表示装置が得られた(図19(j))。
なお、プリズムシート176、偏光板175、および反射型液晶表示素子を貼り合わせる工程は上述した工程には限定されない。プリズムシートと粘着フィルムとを圧着し、プリズムシートと粘着フィルムとの間に介在する粘着層を充分に硬化させることによってプリズムシートと粘着層との接着状態がその後の工程において変化することのないようにプリズムシートを固定してから、プリズムシートと偏光板とを貼り合わせるのであれば、偏光板表面の凹凸形状、特に波打ち状のうねりがプリズムシートに伝搬して表示品位に悪影響を及ぼすことを緩和することができる。したがって、例えば、図20(i’)および(j)に示すように、液晶表示素子の観察者側に位置する基板177aに偏光板175を予め貼り合わせておき、その偏光板175上に、プリズムシート176および粘着フィルムからなる積層体を圧着して貼り合わせてもよい。
また粘着層174は、透明支持体173上にではなく、偏光板175の表面上に形成してもよい。この場合も、プリズムシート176と粘着フィルム170とを貼り合わせ、プリズムシート176が望ましい接着状態で固定されるように粘着層174を充分に硬化させてから、プリズムシート176と粘着フィルム170との積層体を偏光板175に貼りつける。これによって、偏光板175の表面の凹凸形状、特に波打ち状のうねりがプリズムシート176の表面に影響を及ぼすことを緩和することができる。
以上説明したように、粘着フィルム170の粘着層172とプリズムシート176とを圧着してから充分に粘着層172を硬化することにより、プリズムシート176に形成されたプリズムアレイの凹凸形状を透明支持体173に固定でき、外力によるプリズム面の変形を防止することができる。また、このように粘着層172を充分に硬化することによりプリズムシート176の接着状態は透明支持体173によって確実に固定されるため、粘着フィルムの透明支持体173のプリズムシート176とは反対側に偏光板175を貼り合わせても、偏光板175表面の波打ち状うねりがレンズ表面に到達することを防止でき、表示品位を向上することができる。
以上のようにして作製された本実施形態の反射型液晶表示装置では、図21に示すように表示画面法線方向から約30°の角度で入射する照明光を反射板にて表示画面の法線方向に反射でき、反射板の正反射像を表示画像として観察でき、明るい表示が可能となる。また、プリズムシート表面での正反射光は、表示画像とは異なる方向へ反射するので、表示に悪影響を与えない。
以上説明したように、本実施形態の液晶表示装置では、液晶表示素子の観察者側に配置する偏光板に複数の凹凸を有するプリズムシート、粘着フィルムを積層したフィルムを用い、特に、プリズムシートと光硬化性の粘着層とを互いに圧着、固定すると共に、光学フィルムと偏光板とを透明支持体を介して圧着することにより、偏光板表面に発生する波打ち状うねりを透明体により吸収、緩和できると共に、プリズムシートを剥離無く固定、粘着でき、表示品位の低下のない液晶表示装置を提供できる。
また、粘着フィルムの外側には、所定厚さのセパレータを配置することで、プリズムシートと粘着層を貼り合わせる際に発生する、打痕や外力による変形を防止でき、表示欠陥の少ない液晶表示装置を提供できる。
また、粘着フィルムは、硬化性の粘着層とプリズムシートとを互いに圧着、固定した後、偏光フィルムと圧着することにより、光学フィルムと粘着フィルムを互いに粘着、固定することができ、偏光板表面の波打ち状うねりを防止する製造方法を提供できる。
なお、本実施形態で用いたプリズムシートのプリズム形状はこれに限定されるわけではなく、プリズムシートの屈折率や所望の照明環境(照明光の方向)により適時選択できる。