JP4407143B2 - 石英ガラス部品及びその製造方法並びにそれを用いた装置 - Google Patents
石英ガラス部品及びその製造方法並びにそれを用いた装置 Download PDFInfo
- Publication number
- JP4407143B2 JP4407143B2 JP2003101430A JP2003101430A JP4407143B2 JP 4407143 B2 JP4407143 B2 JP 4407143B2 JP 2003101430 A JP2003101430 A JP 2003101430A JP 2003101430 A JP2003101430 A JP 2003101430A JP 4407143 B2 JP4407143 B2 JP 4407143B2
- Authority
- JP
- Japan
- Prior art keywords
- quartz
- quartz glass
- film
- sprayed film
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Glass Melting And Manufacturing (AREA)
- Surface Treatment Of Glass (AREA)
- Drying Of Semiconductors (AREA)
Description
【発明の属する技術分野】
本発明は、半導体等の製造に用いられる石英ガラス部品、並びにそれを用いた成膜装置、プラズマ処理装置(プラズマエッチング装置、プラズマクリーニング装置)に係り、当該装置に用いられる石英ガラス部品に付着した膜の剥離による発塵、即ちパーティクルの発生防止に関するものである。
【0002】
【従来の技術】
半導体等の製造において、成膜基板に対するポリシリコン、酸化珪素、窒化珪素などの成膜には、高純度で耐熱性に優れ、かつ加工し易い石英ガラス部品、即ち石英ガラス製の反応管やベルジャーが主に用いられている。これらの成膜では、目的とする成膜基板だけでなく石英製の反応管、ベルジャーにも膜が付着していた。その結果、成膜操作を重ねることにより反応管、ベルジャーの付着膜が厚くなり、成膜物質と石英ガラスの熱膨張率の差により、反応管、ベルジャーにひびがはいったり付着膜が剥離したりすることによって成膜基板を汚染していた。
【0003】
半導体等の製造において、処理容器内にプラズマを発生させ、このプラズマを用いて被処理体に所定の処理を施すプラズマクリーニング装置がある。このようなプラズマクリーニング装置の一例として特許文献1に開示されている装置は、石英ベルジャーの周りにコイルを配設し、ベルジャーにArガスを納入し、コイルに印加した第1の高周波によりプラズマを発生させ、石英ベルジャーの下にある被処理体に印加した第2の高周波により被処理体を負にバイアスし、被処理体表面をエッチングすることにより、電極膜形成前のクリーニングおよびコンタクトホールやビアのオーバーハングを除去する。このようなプラズマクリーニング装置内の処理体部でも、被処理体のエッチングにより飛行してきた粒子が付着し膜となり、処理体の処理枚数が増加すると堆積した膜が剥離を起こして、処理体表面を汚染していた。
【0004】
成膜装置の部材への付着膜の剥離を抑制する方法として、部材の表面にMo,W,Al,WCなどのプラズマ溶射膜を形成して内部応力の分散と接着面の増大を図ることにより、付着した膜の剥離を防止する方法(例えば特許文献2参照)、部材にアルミニウムを溶射して、付着した膜の剥離を防止する方法(例えば特許文献3参照)などが提案されている。また特許文献4には石英部材の表面に石英よりもプラズマに対して高い耐食性を有する絶縁膜を施す、特に爆発溶射により緻密なアルミナ系セラミックスを形成することが開示されている。
【0005】
【特許文献1】
米国特許第5460689号明細書
【特許文献2】
特開昭60−120515号公報
【特許文献3】
特開平4−268065号公報
【特許文献4】
特開平8−339895号公報
【0006】
【発明が解決しようとする課題】
成膜装置内やプラズマエッチング装置、プラズマクリーニング装置の部材に付着した膜の剥離問題を解決するためブラスト処理による粗面化をした石英ガラス部品が使用されるようになった。しかし従来のブラスト法で処理された石英ガラス部品は加工された粗面下にマイクロクラックが発生し易く、かけらの異物化、機械的強度の低下による石英ガラス部品の短寿命化、マイクロクラック内への不純物浸入による熱処理時の石英ガラス部品の失透等の問題があった。また、ブラスト処理による粗面を有する石英ガラス部品は付着膜を除去するために硝フッ酸洗浄等を繰り返すと粗面がなだらかで径の大きな凹状になり、その様な石英ガラス部品を成膜装置に用いると成膜時にパーティクルが発生し易くなっていた。このような付着膜剥離によるパーティクル発生の問題は、フッ素系や塩素系のガスのプラズマによるエッチング装置においても、付着膜が堆積する部分で発生していた。
【0007】
成膜装置等に用いる部品に対してMo,W,Al等の金属溶射膜や、アルミナ系セラミックスの溶射膜を用いた場合、特に部材に石英ガラスが用いられた場合、部材の使用条件が高温になる条件下の使用において、石英ガラスと溶射膜の熱膨張の違いによって溶射膜自体が剥離、或いはクラックを発生するという問題があり、石英ガラス部品においては必ずしも十分な方法とは言えなかった。
【0008】
本発明は、石英ガラス部品をマイクロクラックや角張った表面を形成すること無く粗面化し、当該部品を半導体製造装置を含む成膜装置、又はプラズマ処理装置に使用した場合に、装置内でのパーティクルの発生が少なく、長期間の連続使用が可能であり、さらに使用後の部品への付着膜の除去が硝フッ酸洗浄等により繰り返し可能であって、再利用回数が増加しても付着膜剥離によるパーティクルが発生し難い石英ガラス部品及びその製造方法、並びにそれを用いた装置に関するものである。
【0009】
【課題を解決するための手段】
本発明者は、上述のような現状に鑑み、鋭意検討を行った結果、石英ガラス、金属、セラミックスの基材の表面に、凹凸を有する石英溶射膜で、なおかつ当該石英溶射膜の内部に泡を含む石英溶射膜を有する石英ガラス部品は、そのままの状態でも、またフッ酸を含む液でエッチングした後にも当該石英ガラス部品に対する付着膜の保持性(剥離防止)が高いことを見出した。さらに当該石英ガラス部品で、石英溶射膜と基材との界面に100μm以上の空洞のない石英溶射膜を形成した石英ガラス部品では、石英溶射膜と基材の密着性が高く、そのままの状態でも、またフッ酸のエッチング後においても石英溶射膜自身の剥離がなく、高い耐久性を有することを見出した。また本発明者は、上記の石英ガラス部品が、基材表面を溶融する条件で石英粉末を溶射する方法、特に先に予熱した基材に対して石英粉末を溶射する方法、並びにそれによって得られた石英ガラス部品をフッ酸を含む液でエッチングする方法によって得られることを見出した。加えて本発明者は、本発明の石英ガラス部品を用いた成膜装置、プラズマエッチング装置、プラズマクリーニング装置ではパーティクルの発生が防止されることを見出し、本発明を完成するに至ったものである。
【0010】
以下本発明を詳細に説明する。
【0011】
本発明の石英ガラス部品は、石英ガラス、金属、セラミックスの基材(以下基材と表記)上の石英溶射膜の表面に凹凸を有する、即ち凸状の突起及び凹状の谷からなり、表面粗さRaが10〜100μmであり、石英溶射膜中に泡を有する石英ガラス部品である。本発明の石英ガラス部品の溶射膜の構造の模式図を図1に示す。
【0012】
本発明の石英ガラス部品の表面粗さRaは10μmから100μmの範囲でなくてはならず、特に20μm〜60μmの範囲であることが好ましい。ここで、Raが10μm未満では、付着膜の保持性が十分でなく、Raが100μmを越えると、表面が粗くなり過ぎて石英溶射膜の強度が低下する。本発明で示す表面粗さRaは、一般的な触針式型の表面粗さ測定装置によって測定することが可能である。
【0013】
この様な石英溶射膜を形成することで、基材の表面積が増大するため、当該石英ガラス部品を成膜装置やプラズマ処理装置に用いた場合、当該石英ガラス部品に堆積した付着膜の保持性が保たれ、装置内の発塵、パーティクルの発生が抑えられる。
【0014】
石英溶射膜の表面は凹凸があればその形状は特に限定されないが、凸状の突起及び凹部の谷の形状を有し、丸みのある山型突起と山と山との間に急峻なV字状の谷を有する形状が好ましい。さらに凸状の突起同士の間隔としては、付着膜の保持性を保つためには2mm以下が好ましく、さらには1mm以下が好ましい。2mmを越えると、凸状突起の中央の平らな部分が広くなり過ぎて、付着膜の保持性が低下し剥離し易くなる。凸状の突起同士の間隔は、光学顕微鏡、電子顕微鏡、触針式の表面粗さ計等で測定することが可能である。
【0015】
本発明の石英ガラス部品の石英溶射膜の表面組織は特に限定せず、凹凸の表面が平滑でも良いが、付着膜の保持性を向上するために石英溶射膜の凹凸表面にさらに微細な粒状突起等を有する粗面であることが好ましい。但し、その様な粒状突起は容易に剥離、脱落するものであってはならず、石英溶射膜表面に強固に結合したものでなくてはならない。
【0016】
本発明の石英ガラス部品は、石英溶射膜の中、即ち石英溶射膜表面と石英ガラスに至るまでに泡、特に100μm未満の細かい泡を有しているものである。石英溶射膜内の細かい泡とは、石英溶射膜の中に独立して存在する細かい空洞のことである。泡の大きさは100μm未満で、特に2μmから20μm程度ものが出来る。泡の存在は、石英溶射膜の破断面の電子顕微鏡写真によって確認することが出来る。泡の数(密度)は特に限定されないが、電子顕微鏡断面観察の石英溶射膜の凸状の突起当たり1個から100個を観察できる程度で十分である。この様な泡を含有する石英溶射膜を有する石英ガラス部品では、フッ酸を含む液でのエッチングによって、石英溶射膜の凹部表面にディンプルが形成されたもうひとつの本発明の石英ガラス部品が出来るという特徴を有している。
【0017】
本発明の石英ガラス部品の石英溶射膜は、石英溶射膜と基材との界面に100μm以上の空洞がなく、石英溶射膜と石英ガラス、基材が緻密に密着していることが好ましい。石英溶射膜と基材との界面に100μm以上の空洞を有する石英溶射膜では、成膜装置、プラズマ処理装置での使用中、或いは使用後の硝フッ酸等のエッチング液による付着膜の除去の際、基材と石英ガラスとの界面で剥離が生じる。石英溶射膜と基材との界面に100μm以上の空洞がない石英溶射膜は、石英ガラスに対する石英溶射膜の密着性が高いため、石英ガラスと基材との界面に空洞のあるもの、例えば繋がった球形粒子による石英溶射膜のついた石英ガラス部品等に比べて石英溶射膜自体の剥離がなく、高い耐久性を有する。ここで、石英溶射膜と基材の界面の空洞とは、空洞の少なくとも一部分が基材の界面に接している空洞のことであり、界面近くの空洞であっても、基材とは接していない独立した泡状態の空洞は含まない。
【0018】
石英溶射膜では、突起と突起の谷の部分、即ち凹部の近傍、特にその直下で、なおかつ基材の界面よりは上の部分に空洞が出来易い。この様な空洞は基材からの石英溶射膜の剥離原因とはならず、逆にこの様な空洞があることによって当該石英ガラス部品を酸でエッチングをすることにより当該空洞周辺が選択的にエッチングされ、急峻な表面状態が形成され、この様なエッチングを繰り返した後にも凹凸の粗面状態を保ち易いため、本発明の石英ガラス部品ではこの様な空洞があることを妨げない。
【0019】
本発明の石英ガラス部品は、成膜装置、プラズマ処理装置に用いた場合、当該石英ガラス部品に堆積した付着膜の保持性が保たれ、装置内の発塵が著しく抑えられる。さらに本発明の石英ガラス部品は、使用後に、石英溶射膜表面をフッ酸を含む液によってエッチングしても凹凸のある表面状態が少なくとも石英溶射膜が全て溶けてなくなるまで保たれ、フッ酸洗浄による再利用回数が増加しても付着膜剥離によるパーティクルの発生を防止する効果が維持されるというメリットを有する。そこで本発明は、上記の石英ガラス部品をフッ酸でエッチング処理して得られ、付着膜の保持性が高い石英ガラス部品を併せて提案するものである。
【0020】
すなわち本発明のもうひとつの石英ガラス部品は、石英ガラス、金属、セラミックスの基材面上に石英溶射膜が形成されている石英ガラス部品であって、当該石英溶射膜の表面に凹凸を有し、表面粗さRaが20〜100μmで、凹部表面にディンプルが形成されている石英ガラス部品である。この様な形状の石英ガラス部品は、先の発明の石英ガラス部品と同様に、成膜装置等で使用した場合に、付着膜剥離によるパーティクルの発生を防止することができる。本発明の石英ガラス部品の溶射膜の構造を図2に示す。
【0021】
本発明の石英溶射膜の表面は凹凸形状であり、凹部の表面には1つ以上ディンプルが形成されており、その表面粗さRaは10〜200μmの範囲、特に20〜100μmの範囲であることが好ましい。先の発明の石英ガラス部品と同様に、Raが10μm未満では、付着膜の保持性が十分でない。一方Raの上限はこの場合200μmまで許容できる。凹部のディンプル、すなわち窪みを中心にして表面の複雑形状を形成したものでは、表面粗さが200μmあっても石英溶射膜の強度が十分保てるからである。
【0022】
本発明の石英ガラス部品の石英溶射膜における凹部の径は直径が0.05〜1mmの範囲であり、特に0.1〜0.5mmの範囲であることが好ましい。凹部の径は電子顕微鏡、触針式の表面粗さ計等で測定することができる。
【0023】
本発明の石英ガラス部品の石英溶射膜では、当該凹部は1つ以上のディンプルが形成されている。ディンプルの数は凹部に1つ以上、即ち凹部自体がひとつのディンプルでも良いが、ディンプルの数は多い方が表面形状がより複雑になり、付着膜の保持性が向上するため好ましい。特に、ディンプルの中にさらに小さなディンプルが形成されていると、表面形状が複雑になり、付着膜の保持性が向上するため好ましい。ディンプルの径は0.05mm未満では、ディンプルが浅すぎて付着膜の保持性向上の効果が不十分であり、1mmを越えると、表面がなだらかとなってやはり付着膜の保持性の効果が十分でない。ディンプルの中にあるもうひとつのディンプルの径は、最初のディンプルより小さければ良く、特に限定されないが、好ましくは5μmから500μmの範囲である。
【0024】
さらに本発明の石英ガラス部品は、石英溶射膜中に泡を有する石英ガラス部品をエッチングして得られる膜であるから、当該石英ガラス部品における石英溶射膜中に泡があっても良く、何回もエッチングを繰り返した際にもディンプルが次々に形成することを勘案すると、石英溶射膜中に泡を含むことが好ましい。
【0025】
一方、通常のブラスト処理をした従来の石英ガラス部品でも、フッ酸を含む液でエッチングした場合、石英ガラス表面のクラックが選択的に溶融し、凹状のディンプルで構成された面が形成される。しかしこの場合に得られる石英ガラス表面のディンプル形状はエッチング時間を増すとディンプルが大きくなり、本発明の様にディンプルの中にさらにディンプルが形成することもなく、ディンプルが大きくなるに従ってなだらかになり、付着膜との保持性が低く、剥離によるパーティクルが発生し易いものでしかない。なぜならばブラスト処理をした石英ガラス部品から得られる凹状のディンプル構造を有するものは、石英溶射膜が形成されているものと異なり、エッチングによってブラストによるマイクロクラック部分が除去されると、その下部にはもはや構造不均一性(例えば石英溶射膜における泡等)が存在しないため、エッチングによって均一に溶解し、ディンプルが大きくなだらかになるためである。
【0026】
本発明の石英ガラス部品は、いずれも石英溶射膜の凹凸による平均傾斜角は20°以上であることが好ましい。20°未満では表面がなだらかとなり付着膜の保持性が低下する。上限は特にないが、30〜50°であることがさらに好ましく、60°以上では疎となり強度が弱くなる。凹凸の平均傾斜角度の測定方法は、走査電子顕微鏡における断面観察から溶射膜表面の凸部と凹部で各々任意のポイントを各1点選択し、その傾斜を複数点測定して求める。傾斜の計算方法として、石英溶射膜表面の凸部と凹部で選択した任意のポイントで、各々の場所から水平垂直に線を引いて交じり合った場所を基点とする。この基点と2点の距離をΔX、ΔYとし、さらに同じように各ポイントごとにn個測定する。これより計算式として、180/π×tan-1(Σ|ΔYn|/Σ|ΔXn|)から求めることができる。ここで、測定個数nを多くすると平均値の精度が向上するが、少なくとも10点程度を測定して平均を求めれば良い。
【0027】
本発明の石英ガラス部品の石英溶射膜の膜厚は、厚くすれば、硝フッ酸洗浄等により再利用回数を増やすことができる。そのため、0.1mm以上の膜厚が好ましいが、あまり膜厚を厚くすると部材の寸法精度が低下するため1mm以下が好ましい。
【0028】
本発明で用いる基材は、石英ガラスだけでなく、他のものとして金属またはセラミックを用いることが出来る。基材に金属を用いる場合、金属種は特に限定されないが、ステンレス、インコネル、チタン等の耐熱性が高い材料やインバー合金等の熱膨張率が低い材料を用いることが好ましい。アルミニウム等の低融点金属を基材に用いる場合、耐熱性の高い金属やセラミックの溶射膜を介して石英ガラス溶射膜を形成することが好ましい。基材にセラミックを用いる場合、熱衝撃に強いセラミックが好ましい。例えば、アルミナ、ジルコニア、コージエライト、炭化珪素、窒化珪素、ムライト等が例示出来る。
【0029】
次に本発明の石英ガラス部品の製造方法について説明する。
【0030】
石英ガラス、金属、セラミックスの基材表面が十分に溶融しない通常の条件での溶射法を用いた場合、理由は明らかでないが、溶射した粒子が基材表面に衝突しても球状となる。本発明の石英溶射膜は、溶射法を用いて石英溶射膜を形成する際に、基材表面が溶融する温度で石英粉末を溶射することにより形成することができる。溶射法を用いて基材表面が溶融する温度での溶射は、あらかじめ石英粉末を供給しない状態で基材表面が溶融するように、溶射のノズルと基材との距離、ノズルのフレームの条件を調整して、その後、溶射を行うことによって行うものである。石英ガラスの融解点は約1800℃であるが、本発明の方法はこれらの条件を調整して、少なくとも基材表面を当該温度以上にあげるものである。基材の溶融は表面だけで良く、基材全体が溶融すると石英ガラス部品の形状が変化するため好ましくない。この様な条件で溶射した場合、溶融しながら飛行する溶射粉末は、基材表面が溶融した場所に衝突する為、扁平しなくても十分な密着性を得て堆積することが出来る。
【0031】
本発明では基材に石英ガラスを用いる場合、石英ガラス基材表面の温度をあらかじめ600℃以上、1200℃以下に予熱することが好ましい。石英ガラス基材表面をあらかじめ予熱することは、石英溶射膜中の泡の発生と、石英溶射膜と石英ガラス基材との界面に100μm以上の空洞のない緻密な膜を得るために有効である。石英ガラス基材を予熱しない、或いは予熱温度が600℃未満では溶射初期の膜がポーラス、即ち石英ガラス基材と石英溶射膜の界面に100μm以上の空洞のある膜となり、石英ガラス基材との密着性低下や、使用後の付着膜除去の際、エッチング液が溶射膜と石英ガラス基材の界面に浸透して溶射膜の剥離が生じ易い。一方、予熱温度が、1200℃を越えると石英ガラス基材が結晶化して失透したり形状が変化するため好ましくない。
【0032】
溶射により形成した石英溶射膜は、溶射時の基材表面に与える熱量が十分大きければ膜中の100μm以上の大きな空洞が少なく、泡のある膜となり、熱量が不足すれば石英溶射膜と基材の界面に空洞のあるポーラスな膜となる。石英ガラス表面の熱量を適度に大きくすることで、表面に凸状の突起が形成され、石英溶射膜中に細かい泡を含んで、石英溶射膜と基材との界面に100μm以上の大きな空洞がない緻密な石英溶射膜となる。
【0033】
石英溶射膜は一回の溶射で一層だけでも形成可能であり、石英溶射膜中の泡は当該一層の石英溶射膜の内部にも生成する。しかし石英溶射膜中の泡は、特に溶射層と溶射層の界面、即ち堆積層の界面で空気を取込み、より生成し易いため、石英溶射膜の溶射は基材の上に複数回溶射を繰り返して成膜することが好ましい。従って堆積回数で泡の数を制御でき、堆積層の数を多くすれば泡の数は増加できる。また、別の方法として窒化珪素等の発泡剤を添加して泡を生成しても良い。
【0034】
溶射では、基材の表面が部分的に2000℃以上の高温となる為、熱膨張による歪みが無視できなくなる。これらが原因で基材の割れなどの破損が発生する場合がある。よって、石英ガラス部品が特に大型となる場合、溶射面または裏面から石英ガラス部品全体あるいは一部分を加熱しながら溶射を行うことが好ましい。
【0035】
使用する溶射粉末は平均粒径が20〜150μmであることが好ましく、この様な範囲の平均粒径の溶射粉末では溶射粉末の供給が安定して出来、均一な溶射膜が得られる。20μm未満では溶射粉末を供給するノズルの詰まりが生じ易く安定した供給量が得られず、均一な石英溶射膜が形成し難い。さらに、150μmを越えると大きな粒子で基材表面に石英溶射膜が形成され、粒子との境がポーラスになり易く、緻密な膜が得られ難い。この様な石英溶射膜を有する石英ガラス部品では、成膜装置に使用した後に付着膜を除去するために酸でエッチングした際、エッチング液が浸透し易く、石英溶射膜の強度が低下する。さらに、溶射膜の表面粗さの制御も難しくなる。
【0036】
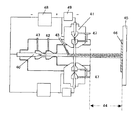
本発明で用いる溶射法は特に限定はしないが、プラズマ溶射法やフレーム溶射法を用いることが好ましい。図3に示すようなプラズマ溶射装置を用いるプラズマ溶射法の場合、基材表面が溶融するような条件とは、基材35と溶射ガン先端にある粉末供給口33の溶射距離34を7cm以下、特に5cm程度に短くし、プラズマガス32を窒素またはアルゴンで、溶射パワーを高めに設定するような条件である。収率を高める為にはプラズマガスとして窒素を用い、さらに水素を添加することが好ましい。
【0037】
プラズマ溶射法としては、上記のような通常のプラズマ溶射法の他に、複ト−チ型プラズマ溶射法(特公平6−22719号公報、溶射技術 Vol.11,No.1,1〜8頁(1991年))、水プラズマ溶射法なども用いることができる。複ト−チ型プラズマ溶射法では、ガス流量を絞ることで熱プラズマを層流とすることにより溶射距離を長くすることが可能である。また、複ト−チ型プラズマ溶射法では酸素や空気、水プラズマ溶射法では水蒸気をプラズマガスとして用いることができる。
【0038】
フレーム溶射法の場合、ガスとして酸素に水素や、アセチレン、プロパンガスなどの炭化水素を混合して燃焼させ、温度が2000℃以上となるフレームの先端付近に基材表面を配置することで基材表面を溶かしながら石英溶射膜を形成することができる。
【0039】
さらに石英粉末の溶射後に、酸洗浄を施すことにより溶射中に混入した異物を除去して清浄な石英溶射膜を得ても良い。ここでの酸洗浄はフッ酸や硝酸を数%含む希酸の洗浄液で行うことが好ましい。
【0040】
さらに、溶射時には溶射フレームの中心から外れて飛行してきた粒子が溶射膜表面に付着することがある。このように飛行して堆積した粒子から出来た層は疎であり、密着性が比較的弱いものが多い。このような密着性の弱い粒子の存在を防ぐためには、溶射後に5〜10%程度のフッ酸洗浄を0.5〜1時間行うことにより密着性の低い粒子を除去することが好ましい。この様な粒子を除去するその他の方法として、溶射後に石英溶射膜表面に溶射時よりも高い温度で軽く溶射フレームを当てて溶融させて石英溶射膜の密着性を高める方法を適用しても良い。
【0041】
次に、本発明のもうひとつの石英ガラス部品で、表面に凹凸を有し、凹部表面にディンプルが形成されており、表面粗さRaが10〜200μmの石英ガラス部品の製造方法を説明する。
【0042】
表面に凹凸を有し、凹部表面にディンプルが形成されており、表面粗さRaが10〜200μmの石英ガラス部品は、先に説明した本発明の石英ガラス部品、即ち基材上に石英溶射膜が形成されている石英ガラス部品で、凹凸を有し、表面粗さRaが10〜100μmで、石英溶射膜の中に泡がある石英ガラス部品をフッ酸を含む液ででエッチングすることにより得ることが出来る。フッ酸を含む液によって石英溶射膜がエッチングされ、凹凸の凹部に少なくとも1つ以上のディンプルが形成される。先に延べた泡を含有する石英溶射膜は見かけ上緻密であっても元の粒子の不均一性が残存し、このような不均一性を有する溶射膜をエッチングすることによりさらに細かいディンプルが作られ、複雑な表面状態が形成される。
【0043】
また本発明の石英ガラス部品は、一度フッ酸でエッチングして得られたものを再びフッ酸でエッチングしても良く、少なくとも石英溶射膜が全て溶けてなくなるまで再現して得られることは言うまでもない。
【0044】
ここで用いるエッチング液はフッ酸を含まなければいけないが、その他に硝酸等の無機酸を含んでいても良い。例えば、フッ酸と硝酸の1:1〜1:3の範囲の混酸が例示できる。ここで混酸とすることは必須ではなく、フッ酸だけでも当然可能である。例えば、膜厚0.6mmの石英溶射膜を全て除去する場合、フッ酸濃度24%でのエッチング時間は約18時間は必要である。そのためエッチングの時間は0.5〜24時間、特に0.5〜18時間の範囲が好ましい。エッチング時間が短いと、ディンプル形成が十分でなく、余り長すぎると石英溶射膜の溶解が進みすぎて、石英ガラス部品の寿命が短くなる。エッチングは本発明の石英ガラス部品を成膜に使用した後に、付着膜を除去して再利用する工程と同時に行い、先に示したフッ酸を含む液で0.5〜2時間エッチングすれば十分である。
【0045】
本発明では、上記に示した石英溶射膜が溶射された石英ガラス部品を用いた成膜装置を提案するものである。成膜装置の成膜方法は限定しないが、CVD法(Chemical Vapor Deposition)、スパッタ法等が例示できる。石英ガラス部品の使用方法としては、パーティクルの発生を防止するものであれば特に限定されないが、例えば石英ガラス管(反応管)または、石英ベルジャーとして用いることが挙げられる。特にポリシリコン、酸化珪素、窒化珪素などを600〜1000℃の高温で成膜するCVD成膜装置に対しては、石英溶射膜と石英ガラスの熱膨張率差による割れや剥がれがないこと、高純度であることが必須であるため、本発明の石英ガラス部品を使用するのに適している。
【0046】
また、本発明ではこのような石英溶射膜を形成した石英ガラス部品を用いた、プラズマクリーニング装置やプラズマエッチング装置を提案するものである。石英ガラス部品の使用方法は、パーティクルの発生を防止するものであれば特に限定されないが、例えばリング状石英ガラス部品または石英ベルジャーとして用いたプラズマクリーニング装置やプラズマエッチング装置が挙げられる。本発明の石英ガラス部品は、プラズマ処理により堆積した付着膜の保持性を高め、パーティクルを減らすことで、装置の連続試用期間を長くする事ができる。装置の仕様として、プラズマにフッ素等が含まれている場合、石英溶射膜は腐食されるが、石英ガラスはガス化して排気されるためパーティクルとはならない。
【0047】
本発明では石英溶射膜をプラズマ処理により付着膜が堆積する部分に形成することでより長時間の連続利用可能な装置が得られる。ここでいうプラズマエッチング装置、プラズマクリーニング装置に用いる本発明の石英ガラス部品は、当該装置の中で、少なくともエッチングまたは、逆スパッタにより膜が堆積する部分に使えば良いが、当該装置で石英ガラスを用いる部分の全体に用いることを制限するものではない。
【0048】
【実施例】
本発明を実施例に基づき更に詳細に説明するが本発明はこれらの実施例のみに限定されるものではない。
【0049】
実施例1
図4に示すような複ト−チ型プラズマ溶射装置を用いて、プラズマガス42として窒素を5SLM(Standard Litter per Minite)流し、粉末43を供給する事無く、溶射距離44が100mmで、ロボットにより溶射ガンを80mm/秒の速度で移動させながら、20kWのパワーで熱プラズマを生成し、石英ガラス(基材)45を2回予熱した。プラズマ加熱直後の予熱温度は800℃であった。次に、石英粉末の粉末供給量を8g/分とした他は上記と同じ条件で、3回の溶射ガンの移動で溶射し、膜厚約0.6mmの石英溶射膜を形成した。ここで、石英粉末として平均粒径が30μmのものを用いて試料を作製した。この試料を、フッ酸5%の水溶液に30分間浸漬し、その後超純水でリンスし、クリーンオーブンで乾燥した。
【0050】
得られた石英溶射膜の表面は凸状の突起及び谷を有する粗面となっており、表面粗さRaは35μmであった。また、得られた石英溶射膜の断面を走査電子顕微鏡で観察したところ、図5に示すように表面は凸状の突起及び谷を有し、突起の谷部には空洞があるが、突起部の頂上直下で石英溶射膜表面から石英ガラス界面に至るまでに細かい泡を含む以外は緻密であった。石英溶射膜の表面凹凸の平均傾斜角度は40°であった。
【0051】
実施例2
溶射距離を140mmで溶射したこと以外は実施例1と同条件で行った。
【0052】
得られた石英溶射膜の表面は凸状の突起及び谷を有する粗面となっており表面粗さRaは90μmであった。また、得られた石英溶射膜の断面を観察したところ、実施例1と同様に内部に泡を含む以外は緻密であり、この時の石英溶射膜の表面凹凸の平均傾斜角度は48°であった。
【0053】
実施例3
溶射距離を60mm、溶射ガン移動速度160mm/秒で6回の溶射ガンの移動で溶射したこと以外は実施例1と同条件で行った。
【0054】
得られた石英溶射膜の表面は凸状の突起及び谷を有する粗面となっており表面粗さRaは15μmであった。また、得られた石英溶射膜の断面を観察したところ、実施例1と同様に内部に泡を含む以外は緻密であり、この時の石英溶射膜の凹凸の平均傾斜角度は35°であった。
【0055】
実施例4
実施例1で得られた石英溶射膜を硝酸(濃度61%)とフッ化水素酸(濃度46%)を1:1に混合した硝フッ酸に6時間、12時間、24時間浸漬させた。その後超純水でリンスし、クリーンオーブンで乾燥した。
【0056】
表面粗さRaは、各々65μm、47μm、24μm、であった。また、この時の石英溶射膜の凹凸の平均傾斜角度は、各々36°、27°、25°、であった。これらの試料断面の代表的な走査電子顕微鏡観察結果を図6、図7に示す。硝フッ酸浸漬を行うことにより表面凹凸の凹部にはディンプルが形成され、さらに浸漬していくとそのディンプルの中に細かいディンプルが形成され、細かい間隔で凹部のディンプル形状が保たれていた。また、石英溶射膜がほとんどなくなるまで浸漬しても、細かい間隔で凹部のディンプルの状態が保たれていた。(図8)。
【0057】
実施例5
実施例2で得られた溶射膜を硝酸(濃度61%)とフッ化水素酸(濃度46%)を1:1に混合した硝フッ酸に6時間、12時間、24時間浸漬させた。その後超純水でリンスし、クリーンオーブンで乾燥した。
【0058】
得られた石英溶射膜の断面を観察したところ、実施例1と同様に緻密であり表面粗さRaは、各々、180μm、120μm、80μm、であった。また、この時の石英溶射膜の表面凹凸の平均傾斜角度は、各々、55°、46°、39°であった。
【0059】
実施例6
厚み2mm100mm角のステンレス板を基材に用い、図4に示すような複ト−チ型プラズマ溶射装置を用いて、プラズマガス42としてアルゴンガスと水素ガスを用い、各々流量を8SLM、2SLMとし、粉末43を供給する事無く、溶射距離44が80mmで、ロボットにより溶射ガンを80mm/秒の速度で移動させながら、25kWのパワーで熱プラズマを生成し、基材45を2回予熱した。プラズマ加熱直後の予熱温度は750℃であった。次に、石英粉末の粉末供給量を8g/分とした他は上記と同じ条件で、3回の溶射ガンの移動で溶射し、膜厚約0.5mmの石英溶射膜を形成した。ここで、石英粉末として平均粒径が30μmのものを用いて試料を作製した。この試料を、フッ酸5%の水溶液に30分間浸漬し、その後超純水でリンスし、クリーンオーブンで乾燥した。
【0060】
得られた石英溶射膜の表面は凸状の突起及び谷を有する粗面となっており、表面粗さRaは30μmであった。また、得られた石英溶射膜の断面を観察したところ、表面は凸状の突起及び谷を有し、突起の谷部には空洞があるが、突起部の頂上直下で石英溶射膜表面から石英ガラス界面に至るまでに細かい泡を含む以外は緻密であった。石英溶射膜の表面凹凸の平均傾斜角度は30°であった。また出来上がった部品には歪み(そり、ひわり)は観察されなかった。
【0061】
実施例7
厚み5mm100mm角のムライト板を基材に用いたこと以外は実施例6と同条件で行った。
【0062】
得られた石英溶射膜の表面は凸状の突起及び谷を有する粗面となっており表面粗さRaは25μmであった。また、得られた石英溶射膜の断面を観察したところ、実施例6と同様に内部に泡を含む以外は緻密であり、この時の石英溶射膜の表面凹凸の平均傾斜角度は35°であった。出来上がった部品は、応力による割れ、欠けは観察されなかった。
【0063】
実施例8
実施例7で得られた石英溶射膜を硝酸(濃度61%)とフッ化水素酸(濃度46%)を1:1に混合した硝フッ酸に6時間、12時間、24時間浸漬させた。その後超純水でリンスし、クリーンオーブンで乾燥した。
【0064】
表面粗さRaは、各々50μm、38μm、25μm、であった。また、この時の石英溶射膜の凹凸の平均傾斜角度は、各々31°、27°、24°、であった。表面を観察した結果、硝フッ酸浸漬を行うことにより表面凹凸の凹部にはディンプルが形成され、さらに浸漬していくとそのディンプルの中に細かいディンプルが形成され、細かい間隔で凹部のディンプル形状が保たれていた。また、石英溶射膜がほとんどなくなるまで浸漬しても、細かい間隔で凹部のディンプルの状態が保たれていた。
【0065】
比較例1
1回目から3回目の溶射ガンの移動で、溶射ガンの移動速度を40mm/秒、石英粉末の粉末供給量を4g/分で溶射したこと以外は実施例1と同条件で行った。
【0066】
石英溶射膜の断面を観察したところ、上部から下部まで緻密であったが、表面は平滑な面となっており得られた表面粗さRaは3μmであった。
【0067】
比較例2
平均粒径が200μmの石英粉末を用いたこと以外は実施例1と同条件で行った。
【0068】
表面粗さRaは110μmであった。また、得られた石英溶射膜の断面を走査電子顕微鏡で観察したところ、石英溶射膜と石英ガラスの界面に長さ100μm以上の空洞が観察された。
【0069】
比較例3
溶射前の予熱の温度を500℃としたこと以外は実施例1と同条件で行った。
【0070】
表面粗さRaは、35μmであった。また、得られた石英溶射膜の断面を走査電子顕微鏡で観察したところ、上部から中間部では緻密であったが、石英ガラスとの界面に100μm以上の空洞が多数観察された。
【0071】
比較例4
研磨石英ガラス基板をホワイトアルミナ#60のグリットを用いて0.5MPaの圧力でブラストし、その後、フッ酸5%の水溶液に30分間浸漬し、超純水でリンスし、クリーンオーブンで乾燥した。ブラストした石英ガラスの表面粗さRaは10ミクロンであった。このブラスト処理した試料断面の模式図を図9に示す。さらに、実施例4と同条件の硝フッ酸洗浄液に浸漬させた。その後超純水でリンスし、クリーンオーブンで乾燥した。ブラストにより形成された面は、硝フッ酸によるエッチングで凹状のディンプルで構成された面となったが、ディンプルの中にディンプルが形成されず、ディンプル径が大きくなだらかになっていることが確認された。この試料断面の模式図を図10に示す。この時の平均的な凹凸の傾斜角度は、各々、19°、15°、11°であった。
【0072】
次に実施例、比較例で得られた石英溶射膜に対する付着膜の保持性を評価するために、スパッタ法を用いて実施例1、2、3、6、7及び、比較例1、2の試料に窒化珪素膜を成膜して付着膜の保持性について試験を行った。到達真空5×10-5Paまで真空に引いた後、珪素のターゲットを用いてアルゴンガスと窒素ガスの混合ガスを0.3Paの圧力まで導入し、室温で窒化珪素の膜厚を120μm形成した。成膜後、大気に戻して1日放置後に各試料を顕微鏡で検査したところ、実施例1、2、3、6、7及び比較例2の試料では剥離の発生は全く見られず、比較例1の試料においては全面に剥離が認められた。さらに実施例1、2、3、6、7及び比較例2の試料を常温から850℃まで変化させ温度サイクル試験を行ったが、実施例1、2、3、6、7の試料については剥離やパーティクルの発生は全く見られず、比較例2の試料では剥離が見られた。また、実施例1の溶射条件にて、LPCVD(Low Pressure Chemical Vapor Deposition)成膜装置の石英管内壁及び、プラズマクリーニング装置の石英部ベルジャー内壁に石英溶射膜を形成し使用したが、200時間以上の連続使用でも付着膜の剥離やパーティクルの発生は見られなかった。
【0073】
酸洗浄による石英溶射膜の耐久性の試験を行った。硝酸(濃度61%)とフッ化水素酸(濃度46%)を1:1に混合した硝フッ酸洗浄液に実施例1、2、3、7及び、比較例2、3の試料を浸漬させ耐久性を確認した。60分後、実施例1、2、3、7の試料では石英溶射膜表面が僅かにエッチングされただけであったが、比較例2、3の試料では石英ガラスと石英溶射膜の境より溶解し、石英溶射膜の剥離が認められた。実施例1、2、3、7の試料では、18時間浸漬させ石英溶射膜がなくなるまで石英溶射膜の剥離は認められなかった。ここで、窒化珪素膜を上記エッチング条件にて除去するには1時間で除去可能であった。
【0074】
酸洗浄後の石英溶射膜に対して、同様に窒化珪素付着膜の保持性試験を行った。スパッタ法を用いて実施例4、5、8及び、比較例4の試料表面上に上記同条件にて窒化珪素膜の膜厚を120μm形成した。成膜後、大気に戻して1日放置後に各試料を顕微鏡で検査したところ、実施例4、5、8では浸漬時間が6〜24時間の試料で剥離の発生は全く見られなかった。比較例4の試料では硝フッ酸の浸漬時間が6〜24時間の試料で剥離が認めらた。さらに実施例4の硝フッ酸の浸漬時間が6〜24時間の試料を常温から850℃まで変化させ温度サイクル試験を行ったが、剥離やパーティクルの発生は全く見られなかった。また、実施例1条件の石英溶射膜で硝フッ酸の浸漬が24時間の条件にて、堆積膜が付着するLPCVD成膜装置の石英管内壁及び、プラズマクリーニング装置の石英ベルジャーに石英溶射膜を形成し実際使用したが、200時間以上の連続使用でも付着膜の剥離やパーティクルの発生は見られなかった。
【0075】
【発明の効果】
本発明の石英ガラス部品、製造方法、成膜装置、プラズマエッチング装置、プラズマクリーニング装置は下記の効果を有する。
1)本発明の石英ガラス部品は、表面に凹凸を有するために付着膜の保持性が高い。
2)本発明の石英ガラス部品は、内部に泡を有するため、フッ酸を含む液でエッチングすることによって凹凸形状の凹部にディンプルを有する複雑形状となり、その様な石英ガラス部品は付着膜の保持性が高い。
3)本発明の石英ガラス部品は、石英溶射膜と基材との界面に100μm以上の大きな空洞がないため、そのままでも、またフッ酸エッチング後においても、石英溶射膜の剥離がなく、高い耐久性を有する。
4)本発明では、予熱した基材に対して基材表面が溶融する温度で石英を溶射することにより、石英溶射膜内部に泡を有し、基材に対する密着性並びに付着膜に対する保持性が高い石英溶射膜を有する石英ガラス部品を与える。
5)本発明では、内部に泡を有する石英溶射膜をフッ酸で1回以上エッチングすることにより、表面凹凸の凹部にディンプルを有し、付着膜の保持性の高い石英ガラス部品を与える。
6)本発明の成膜装置、プラズマエッチング装置、プラズマクリーニング装置は、付着膜に対する保持性の高い本発明の石英ガラス部品を用いることにより、装置内での発塵、パーティクルの発生が少ない。
【図面の簡単な説明】
【図1】本発明の石英ガラス部品の石英溶射膜の構造を示す模式図である。
【図2】本発明の石英ガラス部品の石英溶射膜の構造を示す模式図である。
【図3】一般的なプラズマ溶射装置の一例を示す図である。
【図4】本発明の石英部品において石英溶射膜を形成する為に用いる複トーチ型プラズマ溶射装置の一例を示す図である。
【図5】実施例1で得られた試料の走査型電子顕微鏡の断面観察結果である。
【図6】実施例4で得られた試料の走査型電子顕微鏡の断面観察結果である。
(6時間硝フッ酸浸漬)
【図7】実施例4で得られた試料の走査型電子顕微鏡の断面観察結果である。
(12時間硝フッ酸浸漬)
【図8】実施例4で得られた試料の走査型電子顕微鏡の断面観察結果である。
(24時間硝フッ酸浸漬)
【図9】比較例4で得られる石英ガラス部品の断面観察の模式図である。
【図10】比較例4で得られる石英ガラス部品の断面観察の模式図である。
【符号の説明】
10:基材(石英ガラス、金属、セラミックス)
11:石英溶射膜
12:空洞
13:泡
20:基材(石英ガラス、金属、セラミックス)
21:石英溶射膜
22:石英溶射膜の凹部に形成されたディンプル
23:ディンプルの中に形成されたディンプル
30:カソード
31:アノード
32:プラズマガス(供給口)
33:溶射粉末(供給口)
34:溶射距離
35:基材(石英ガラス、金属、セラミックス)
36:石英溶射膜
37:電源
40:カソード
41:アノード
42:プラズマガス(供給口)
43:溶射粉末(供給口)
44:溶射距離
45:基材(石英ガラス、金属、セラミックス)
46:石英溶射膜
47:プラズマガス(供給口)
48:主電源
49:補助電源
90:基材(石英ガラス)
91:ブラスト面のクラック
100:石英ガラス(基材)
101:なだらかで浅いディンプル
Claims (17)
- 基材上に石英溶射膜が形成されている石英ガラス部品であって、当該石英溶射膜は凸状の突起及び凹部の谷形状を有し、表面粗さRaが10〜100μmで、石英溶射膜中に泡を有し、石英溶射膜と基材との界面に100μm以上の空洞がないことを特徴とする石英ガラス部品。
- 石英ガラス基材上に石英溶射膜が形成されている石英ガラス部品であって、当該石英溶射膜は凸状の突起及び凹部の谷形状を有し、表面粗さRaが10〜100μmで、石英溶射膜中に泡を有し、石英溶射膜と基材との界面に100μm以上の空洞がないことを特徴とする石英ガラス部品。
- 前記石英溶射膜の厚みが0.1〜1mmであることを特徴とする請求項1〜2のいずれかに記載の石英ガラス部品。
- 前記石英溶射膜の凹凸の平均傾斜角が20°以上であることを特徴とする請求項1〜3のいずれかに記載の石英ガラス部品。
- 基材上に石英溶射膜が形成されている石英ガラス部品であって、当該石英溶射膜は凹凸を有し、表面粗さRaが10〜200μmで、凹部表面にディンプルが形成され、当該ディンプルの中に更にディンプルが形成されていることを特徴とする石英ガラス部品。
- 石英ガラス基材上に石英溶射膜が形成されている石英ガラス部品であって、当該石英溶射膜は凹凸を有し、表面粗さRaが10〜200μmで、凹部表面にディンプルが形成され、当該ディンプルの中に更にディンプルが形成されていることを特徴とする石英ガラス部品。
- 前記石英溶射膜の凹部径が0.05〜1mmであることを特徴とする請求項5又は請求項6に記載の石英ガラス部品。
- 前記石英溶射膜の厚みが0.1〜1mmであることを特徴とする請求項5〜7のいずれかに記載の石英ガラス部品。
- 前記石英溶射膜の凹凸の平均傾斜角が20°以上であることを特徴とする請求項5〜8のいずれかに記載の石英ガラス部品。
- 基材がセラミックス又は金属である請求項1又は請求項5に記載の石英ガラス部品。
- 層流とした熱プラズマを用いて、基材表面が溶融する温度以上で石英粉末を基材に溶射して石英溶射膜を形成すること特徴とする請求項1記載の石英ガラス部品の製造方法。
- 層流とした熱プラズマを用いて、石英ガラス基材表面が溶融する温度以上で石英粉末を石英ガラス基材に溶射して石英溶射膜を形成すること特徴とする請求項2記載の石英ガラス部品の製造方法。
- 前記石英粉末の溶射前に、石英ガラス基材表面の温度を600℃以上、1200℃以下に予熱することを特徴とする請求項12に記載の石英ガラス部品の製造方法。
- 請求項1〜10のいずれかに記載の石英ガラス部品をフッ酸を含む液でエッチングすることを特徴とする石英ガラス部品の製造方法。
- 請求項1〜10に記載の石英ガラス部品を用いることを特徴とする成膜装置。
- 少なくともエッチングにより膜が堆積する部分に、請求項1〜10に記載の石英ガラス部品を用いることを特徴とするプラズマエッチング装置。
- 少なくとも逆スパッタにより膜が堆積する部分に、請求項1〜10に記載の石英ガラス部品を用いることを特徴とするプラズマクリーニング装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003101430A JP4407143B2 (ja) | 2002-08-01 | 2003-04-04 | 石英ガラス部品及びその製造方法並びにそれを用いた装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002225103 | 2002-08-01 | ||
| JP2003101430A JP4407143B2 (ja) | 2002-08-01 | 2003-04-04 | 石英ガラス部品及びその製造方法並びにそれを用いた装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004123508A JP2004123508A (ja) | 2004-04-22 |
| JP4407143B2 true JP4407143B2 (ja) | 2010-02-03 |
Family
ID=32300755
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003101430A Expired - Fee Related JP4407143B2 (ja) | 2002-08-01 | 2003-04-04 | 石英ガラス部品及びその製造方法並びにそれを用いた装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4407143B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4970887B2 (ja) * | 2006-10-06 | 2012-07-11 | 株式会社アルバック | 装置構成部品の再生方法 |
| JP5229778B2 (ja) * | 2007-09-28 | 2013-07-03 | 株式会社Sumco | シリコン単結晶引き上げ用石英ガラスルツボの製造方法 |
| JP6079779B2 (ja) * | 2012-06-27 | 2017-02-15 | 株式会社ニコン | SiO2−TiO2系ガラスの製造方法、SiO2−TiO2系ガラスからなる板状部材の製造方法、製造装置およびSiO2−TiO2系ガラスの製造装置 |
| JP7390198B2 (ja) * | 2019-01-28 | 2023-12-01 | 三井金属鉱業株式会社 | ガラス粒子、それを用いた導電性組成物及びガラス粒子の製造方法 |
| JP7162153B1 (ja) | 2022-04-01 | 2022-10-27 | テクノクオーツ株式会社 | 溶射皮膜の密着性を高めた石英ガラス基材と、その製造方法、および溶射皮膜を有する石英ガラス部品の製造方法 |
-
2003
- 2003-04-04 JP JP2003101430A patent/JP4407143B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004123508A (ja) | 2004-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100913116B1 (ko) | 석영유리 용사부품 및 그 제조방법 | |
| TWI334449B (en) | Island projection-modified part, method for producing the same, and apparatus comprising the same | |
| US6368410B1 (en) | Semiconductor processing article | |
| KR100851833B1 (ko) | 석영 글라스 부품, 세라믹 부품 및 그 제조방법 | |
| KR100801913B1 (ko) | 내플라즈마 부식성이 우수한 용사 피막 피복 부재 및 그제조 방법 | |
| JP4546447B2 (ja) | 耐プラズマエロージョン性に優れる溶射皮膜被覆部材およびその製造方法 | |
| JP4546448B2 (ja) | 耐プラズマエロージョン性に優れる溶射皮膜被覆部材およびその製造方法 | |
| KR20050037364A (ko) | 진공장치용 부품과 그 제조방법 및 그것을 이용한 장치 | |
| JP3434947B2 (ja) | シャワープレート | |
| US20060019103A1 (en) | Corrosion-resistant member and method forproducing same | |
| JP2009054984A (ja) | 成膜装置部品及びその製造方法 | |
| JP4407143B2 (ja) | 石英ガラス部品及びその製造方法並びにそれを用いた装置 | |
| JP4380211B2 (ja) | 石英ガラス部品及びその製造方法並びにそれを用いた装置 | |
| JP4062236B2 (ja) | 島状突起修飾部品及びその製造方法並びにそれを用いた装置 | |
| JP2008120654A (ja) | セラミックコーティング部材およびその製造方法 | |
| JP4407111B2 (ja) | 石英ガラス溶射部品及びその製造方法 | |
| EP1193327B1 (en) | Silica glass apparatus for semiconductor industry and method for producing the same | |
| JP4604640B2 (ja) | 真空装置用部品及びその製造方法並びにそれを用いた装置 | |
| JP2001089198A (ja) | 半導体装置用石英ガラス治具およびその製造方法 | |
| JP2004002157A (ja) | 石英ガラス部品及びその製造方法 | |
| TW202432471A (zh) | 製備氧化釔熱噴塗皮膜的方法及由此製備的氧化釔熱噴塗皮膜 | |
| KR20240111630A (ko) | 대기 플라즈마 용사법에 의한 고밀도의 이트리아 피막의 제조 방법 및 이를 이용하여 제조된 이트리아 용사 피막 | |
| JP2007314354A (ja) | ガラス部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081021 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091020 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091102 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121120 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |