JP4333067B2 - ワイヤ放電加工装置のワイヤ自動供給装置 - Google Patents
ワイヤ放電加工装置のワイヤ自動供給装置 Download PDFInfo
- Publication number
- JP4333067B2 JP4333067B2 JP2001531545A JP2001531545A JP4333067B2 JP 4333067 B2 JP4333067 B2 JP 4333067B2 JP 2001531545 A JP2001531545 A JP 2001531545A JP 2001531545 A JP2001531545 A JP 2001531545A JP 4333067 B2 JP4333067 B2 JP 4333067B2
- Authority
- JP
- Japan
- Prior art keywords
- wire
- guide pipe
- wire electrode
- pressure gas
- electric discharge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/02—Wire-cutting
- B23H7/08—Wire electrodes
- B23H7/10—Supporting, winding or electrical connection of wire-electrode
- B23H7/102—Automatic wire threading
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Description
この発明は、走行するワイヤ電極と被加工物との間で放電を発生させ、放電エネルギによって前記被加工物を加工するワイヤ放電加工装置のワイヤ自動供給装置の改良に関するものである。
背景技術
第7図は、日本国特開平2−224926号公報に開示された、従来のワイヤ放電加工装置のワイヤ自動供給装置を示す構成図であり、図において、1はワイヤ電極、2はワイヤ電極1の自動供給動作時にワイヤ電極1に送り出し力を与える送り出しローラ、2aは送り出しローラ2を駆動するモータ、3はワイヤ電極1を送り出しローラ2に押し付けるピンチローラ、4は第1の案内パイプ、5は昇降可能でワイヤ電極1の自動供給動作時に下降してワイヤ電極1を上部ワイヤガイド6に導く第2の案内パイプ、7は第2の案内パイプを空圧によって昇降させるシリンダブロック、7a及び7bはシリンダブロック7の空気の流入口、7cは高圧の空気、8はワイヤ電極1の自動供給動作時に上部ワイヤガイド6と図示しない下部ワイヤガイドとの間をワイヤ電極1が通過するのをガイドするための水柱を発生させるジェットノズルである。
次に動作について説明する。ワイヤ電極1の自動供給を開始する前のワイヤ電極1及びワイヤ自動供給装置の各部分の位置関係は第7図に示す通りである。空気の流入口7aから高圧の空気7c(0.4〜0.5MPa)をシリンダブロック7に流入させる。第2の案内パイプ5の上部はピストンになっており、高圧の空気7cの圧力によって、第7図に示す位置まで下降する。この動作が完了すると、モータ2aを駆動することによって送り出しローラ2を回転させワイヤ送りを開始させる。第8図に示すように、第2の案内パイプ5を下降させるための高圧の空気7cが、第1の案内パイプ4と第2の案内パイプ5との隙間(図中D)から第2の案内パイプ5の中に流入し、この第2の案内パイプ5の中の高圧の空気によってワイヤ電極1に振動が発生する。このように振動しながらワイヤ電極1は第2の案内パイプ5に案内され第7図の上部ワイヤガイド6に導かれる。第7図において、上部ワイヤガイド6を通過したワイヤ電極1はジェットノズル8から噴出された水柱に案内され、図示しない被加工物に形成された加工開始穴を通り、図示しない下部ワイヤガイドに導かれる。下部ワイヤガイドを通過した後は、図示しない回収ローラに達し、ワイヤ電極の自動供給動作が完了する。
従来のワイヤ放電加工装置のワイヤ自動供給装置は、以上のように構成されているので、ワイヤ電極の自動供給動作中にワイヤ電極1に与えられる推進力は送り出しローラによる回転力がほとんどであり、第1の案内パイプ4と第2の案内パイプ5との隙間(第8図のD)から第2の案内パイプ5の中に流入する空気の流れは、ワイヤ電極の推力として効果的に寄与するものではない。
また、ワイヤ電極1の走行経路において、ワイヤ電極1と第1の案内パイプ4及び第2の案内パイプ5との間に生じる摩擦力を軽減しワイヤ電極の座屈等の不具合を防止するために、高圧の空気7cによってワイヤ電極1を振動させるという手段を用いているが、例えばワイヤ電極の直径が0.1mm以下である場合やワイヤ電極に大きなカールがある場合等においては、案内パイプ5又は上部ワイヤガイド部等でワイヤ電極に座屈が生じることがある。従って、従来のワイヤ自動供給装置では、ワイヤ電極の自動供給を高い信頼性を確保して行うことができないという問題点があった。
さらに、従来のワイヤ放電加工装置のワイヤ自動供給装置における案内パイプは、第1の案内パイプ及び第2の案内パイプからなる2重パイプ構造を採用しているため、機構が複雑であり、ワイヤ屑やワイヤ片が案内パイプ内に詰まりやすく、また、案内パイプ内にワイヤ屑等が詰まると除去しにくい。従って、従来のワイヤ自動供給装置では、ワイヤ電極の自動供給の信頼性が低下すると共に保守コストが上昇するという問題点があった。
発明の開示
この発明は、前記のような問題点を解決するためになされたものであり、信頼性が高く保守コストを抑えることができる、ワイヤ放電加工装置のワイヤ自動供給装置を得ることを目的とする。
この発明に係るワイヤ放電加工装置のワイヤ自動供給装置は、走行するワイヤ電極と被加工物との間で放電を発生させ、放電エネルギによって前記被加工物を加工するワイヤ放電加工装置において、前記ワイヤ電極を供給するための送り出しローラと、昇降可能に支持されたスライダブロックと、前記スライダブロックに固定された、前記ワイヤ電極をガイドする案内パイプ及び外径がワイヤ供給方向に縮小する中空部材と、前記中空部材の外径に向けて圧力気体を供給する圧力気体供給手段とを備え、前記案内パイプ上部の内径部分に前記中空部材の先端部を前記ワイヤ電極の推力が極大となる重なり長さ又はその近傍の重なり長さをもって挿入し、前記案内パイプの内径と前記中空部材の先端部の外径との間に所定の隙間を設け、前記圧力気体供給手段により供給する圧力気体が前記隙間を経由して前記案内パイプ内を通過することにより、前記ワイヤ電極に推力を付与するものである。
また、前記案内パイプ上部の内径がワイヤ供給方向に縮小するように形成されているものである。
また、前記中空部材の内径部分がノズル形状に形成されているものである。
また、前記案内パイプ内の圧力気体の流れを前記案内パイプの先端で止める機能を有すると共に、ワイヤ走行経路から退避可能な圧力気体閉止手段を備え、前記案内パイプ内の洗浄が必要な場合に、前記圧力気体閉止手段により、前記案内パイプにおける前記圧力気体の通路を塞ぐと共に、前記圧力気体供給手段から圧力気体を供給することにより、前記案内パイプ内を洗浄するものである。
また、前記案内パイプの先端にスリットを形成するものである。
また、前記スリットをワイヤ電極のカールが形成する平面と略直交する方向に形成するものである。
この発明は、以上のように構成されているので、以下に示すような効果を奏する。
この発明に係るワイヤ放電加工装置のワイヤ自動供給装置は、案内パイプ内の圧力気体の搬送力により、信頼性が高いワイヤ電極の自動供給を行うことができる。
また、案内パイプ内の自己洗浄が可能であり、より信頼性が高いワイヤ自動供給が可能であり、従って保守コストを低減することができる。
発明を実施するための最良の形態
実施の形態1.
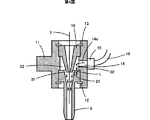
第1図は、この発明の実施の形態1に係るワイヤ放電加工装置のワイヤ自動供給装置を示す構成図であり、Aはワイヤ供給方向を示している。図において、1はワイヤ電極、2は送り出しローラ、2aは送り出しローラ2を駆動するモータ、3a及び3bはワイヤ電極1を送り出しローラ2に押し付ける第1のピンチローラ及び第2のピンチローラ、6は上部ワイヤガイド、8はジェットノズル、9は案内パイプ、10は外径がワイヤ供給方向に縮小する中空部材、11はスライダブロック、12及び13は止め輪、14は噴出口、15は口金、16は配管、17は駆動装置、18は給電子、19は加工液ノズル、20は補助ガイド、21はダイヤモンドダイス、22はジェット水流、23は加工液である。
中空部材10は案内パイプ9の上部に配置され、案内パイプ9上部のテーパ状の穴に中空部材10の先端が所定の重なり長さで入り、中空部材10の先端と案内パイプ9の穴との間に隙間D1が形成されている。また、中空部材10とスライダブロック11との間には隙間D2が形成されている。また、案内パイプ9及び中空部材10は、止め輪12及び13によってスライダブロック11に固定されている。スライダブロック11の側面には隙間D2に達するよう噴出口14が設けられ、口金15により配管16が接続されている。配管16からは圧力流体が供給可能となっている。また、スライダブロック11は、駆動装置17により昇降可能となっている。
また、ダイヤモンドダイス21は丸形状をしており加工精度を重視するために、精度の安定しない分割型の割りガイド構造とはせずに、一体成形されている。また、ワイヤ電極1に電力を供給する給電子18、補助ガイド20も重要な機能部品であり、固定構造としている。従って、案内パイプ9は上部ワイヤガイド6の上部までしか、被加工物方向へ近づくことができない。この場合に、第2図に示すように、案内パイプ9と上部ワイヤガイド6の補助ガイド20の近接部は、補助ガイド20の内径が非常に小さく、送られてきた流体の通り道が絞られる部分であり、流体として水等の液体を使用した場合には、隙間より流出する水等の液体の流れ(図中E)にのって、ワイヤ電極1がはみ出しやすい。
従って、この発明においては、ポンプ等から構成させる空気、窒素等の圧力気体を供給する圧力気体供給手段(図示せず)から第1図の配管16、口金15を経由して、噴出口14から圧力気体を供給している。空気、窒素等の気体は水等の液体に比べて、粘性が低いため、前記の隙間から流出する流れがワイヤ電極1に及ぼす影響を非常に小さくすることができ、より信頼性が高いワイヤ電極の自動供給が可能になる。
次に動作について説明する。第1図において、まず、送り出しローラ2をモータ2aで駆動することにより、ワイヤ電極1を、図示しないワイヤボビンから第1のピンチローラ3a、送り出しローラ2及び第2のピンチローラ3bを介して、案内パイプ9の内部に達する位置まで挿通させておく。次に、圧力気体供給手段から配管16、口金15及び噴出口14を通って隙間D2に圧力気体が供給される。圧力気体は、隙間D2から隙間D1を経由して、案内パイプ9の内部を流れ、案内パイプ9の下側より抜ける。このとき、案内パイプ9内部の圧力気体の流速(案内パイプ9の中心の流速が最大)によって負圧が生じ、案内パイプ9の中心方向にワイヤ電極1を引き込む方向に力が働く。従って、案内パイプ9等とワイヤ電極1との接触によるワイヤ電極の座屈等の不具合を解消することができる。
さらに、案内パイプ9内部において、ワイヤ電極1の表面には圧力気体との擦れにより摩擦力が生じ、合わせてワイヤ電極1にワイヤ送給方向Aへの推進力が与えられる。ワイヤ電極の結線時には、駆動装置17によりスライダブロック11が下降し、案内パイプ9が上部ワイヤガイド6まで達する。そして、前記推進力と駆動モータ2aにより与えられるワイヤ送り出しローラ2の回転トルクによる推進力により、ワイヤ電極1は上部ワイヤガイド6のダイヤモンドダイス21を通過し、加工液ノズル19によるジェット水流によって下部ワイヤガイドへ送られる。
以上のように、ワイヤ電極の自動供給を高い信頼性を確保して行うことができる。
結線が終了するとスライダブロック11は駆動装置17により、上昇し、案内パイプ9の下方にワイヤ電極1の切断に必要なスペースが確保される。
第3図は、外径がワイヤ供給方向に縮小する中空部材10を用いずに、空気、窒素等の圧力気体によりワイヤ電極1に推力を与える場合の構成を示す説明図であり、第1図と同一符号は同一部分を示している。また、第3図において、14aは空気、窒素等の圧力気体である。第3図の(a)のように、案内パイプ9の上部から斜め方向に圧力気体14aを送り込む場合及び案内パイプ9の上部から下方向に圧力気体14aを送り込む場合は、案内パイプ9の上部のテーパ部分等で、圧力気体14aの一部が逆流することにより効果的な推力が得られない。また、第3図の(a)のように、案内パイプ9の上部から斜め方向に圧力気体14aを送り込む場合は、ワイヤ電極1に対して横方向の力が働き、特に細線ワイヤではワイヤが座屈してはみ出す原因となる。さらに、第3図の(b)のように、案内パイプ9の上部から横方向に圧力気体14aを送り込む場合は、ワイヤ電極1に対して働く横方向の力が特に大きくなると共にワイヤ電極1に対して効果的な推力を与えることができない。
次に、この発明の第1図のように外径がワイヤ供給方向に縮小する中空部材10を用いて圧力気体によりワイヤ電極に推力を与える場合の作用について説明する。第4図は、この発明の実施の形態1に係るワイヤ放電加工装置の外径がワイヤ供給方向に縮小する中空部材10の機能を示す説明図であり、第1図と同一符号は同一部分を示している。また、第4図において、14aは空気、窒素等の圧力気体である。圧力気体14aは、中空部材10を配置することにより、ワイヤ電極1に横方向の力を作用させることなく、中空部材10の外径に沿って案内パイプ9内へ導入され、案内パイプ内をワイヤ送給方向へ流れる。このように、圧力気体14aは、逆流することなく、ワイヤ電極1に推進力を与えるワイヤ送給方向へ効果的に送り出されるため、送り出された圧力気体全てがワイヤ電極1に摩擦力を与え、効果的に推進力を与えることができる。さらに、中空部材10下部の流速により、負圧が発生し、中空部材10内から案内パイプ9内へ向けた空気の圧力による推力も発生する。この場合において、第1図及び第4図に示すように、外径がワイヤ供給方向に縮小する中空部材10の内径部分がノズル形状であれば、ワイヤ電極1に与えられる推力がさらに増大する。
このような構成において、中空部材10と案内パイプ9との重なり長さ(第4図のL)は、推進力に対して大きな影響を与える。例えば、案内パイプ9の内径が1.5mm、案内パイプ9の上部のテーパ角度が0.524rad、中空部材の最下端の外径が2.5mm、中空部材の最下端の内径が0.35mm、中空部材外径のテーパ角度が0.428radであるとき、重なり長さLを3.5mm(隙間D1は約0.7mm)とすると推進力が効果的に働き、重なり長さLをこれ以上大きくすると推進力は減少する。即ち、重なり長さL等の諸元には、ワイヤ電極に効果的に推進力を発生させるための所定の値が存在する。これらの値は所期の性能等に応じて実験により決定することができる。
実施の形態2.
第5図は、この発明の実施の形態2に係るワイヤ放電加工装置のワイヤ自動供給装置を示す構成図であり、第1図と同一部分には同一の符号を付している。第5図において、24は案内パイプ9内の圧力気体の流れを案内パイプ9の先端で止める圧力気体閉止手段、24aは受け口、24bは支点であり、圧力気体閉止手段24は支点24bを中心として回動することができる。
圧力気体閉止手段24は、ワイヤ電極1の自動供給動作時及び加工動作時の通常運転時にはワイヤ送行経路外に退避しており、案内パイプ内を洗浄する必要時にのみワイヤ送行経路内に入り、下降する案内パイプ9を受け口24aで受けるものである。案内パイプ9を受け口24aで受けた状態で、図示しない圧力気体供給手段から、配管16、口金15を経由して、噴出口14から圧力気体を供給する。案内パイプ9内を通り受け口24aに達した圧力気体は、案内パイプ9の先端が圧力気体閉止手段24の受け口24aで塞がれているため、案内パイプ9内を逆流し、案内パイプ9内の汚れや付着物を除去することができる。このようにして、案内パイプ内を洗浄する効果を得ることができる。再び通常運転に戻るときには、圧力気体閉止手段24を支点24b回りに回動させ、ワイヤ送行経路外に退避させる。
実施の形態3.
第6図は、この発明の実施の形態3に係るワイヤ放電加工装置のワイヤ自動供給装置を示す説明図であり、図において、1はワイヤ電極、6は上部ワイヤガイド、9は案内パイプ、9aは案内パイプ9の先端に形成されたスリット、20は補助ガイドである。また、第6図の(b)は第6図の(a)のBから矢印方向に案内パイプ9を見た図を示している。
案内パイプ9は上部ワイヤガイド6へワイヤ電極1を供給するガイドとなるため、案内パイプ9下降時には、上部ワイヤガイド6の上部に案内パイプ9の先端が入り込む。この実施の形態3においては、案内パイプ9内を通った圧力気体はスリット9aから逃げることができるため、案内パイプ9内に逆流することが無く、十分な流量の圧力気体を流すことができる。従って、より大きな推力をワイヤ電極1に与えることができる。
ワイヤ電極1は送り出しローラ2により送り出されるとき、送り出しローラ2の接線方向に沿ってカールがつきやすい(即ち、第6図の(a)において、XZ平面内にカールがつきやすい)。スリット9aを第6図の(b)のよう明ければ、このスリット9aから圧力気体が流出する方向がY方向であるため、XZ平面内にカールがついたワイヤ電極1がこのスリット9aからはみ出すこともなく、より信頼性が高いワイヤ電極の自動供給動作が可能となる。また、スリット9aは、第6図の(b)のようなY方向に2箇所のスリットに限定されるものではなく、例えば第6図の(c)に示すように、Y方向と若干ずれる方向に形成してもよい。
産業上の利用可能性
以上のように、この発明に係るワイヤ放電加工装置のワイヤ自動供給装置は、ワイヤ放電加工作業に用いられるのに適している。
【図面の簡単な説明】
第1図は、この発明の実施の形態1に係るワイヤ放電加工装置のワイヤ自動供給装置を示す構成図である。
第2図は、流体として水等の液体を使用した場合の、案内パイプと上部ワイヤガイドの補助ガイド近傍における液体が流出する状況を示す説明図である。
第3図は、外径がワイヤ供給方向に縮小する中空部材を用いずに、空気、窒素等の圧力気体によりワイヤ電極に推力を与える構成の説明図である。
第4図は、この発明の実施の形態1に係るワイヤ放電加工装置の外径がワイヤ供給方向に縮小する中空部材の機能を示す説明図である。
第5図は、この発明の実施の形態2に係るワイヤ放電加工装置のワイヤ自動供給装置を示す構成図である。
第6図は、この発明の実施の形態3に係るワイヤ放電加工装置のワイヤ自動供給装置を示す説明図である。
第7図は、従来のワイヤ放電加工装置のワイヤ自動供給装置を示す構成図である。
第8図は、従来のワイヤ放電加工装置のワイヤ自動供給装置の動作説明図である。
Claims (4)
- 走行するワイヤ電極と被加工物との間で放電を発生させ、放電エネルギによって前記被加工物を加工するワイヤ放電加工装置において、
前記ワイヤ電極を供給するための送り出しローラと、
昇降可能に支持されたスライダブロックと、
前記スライダブロックに固定された、前記ワイヤ電極をガイドする案内パイプ及び外径がワイヤ供給方向に縮小する中空部材と、
前記中空部材の外径に向けて圧力気体を供給する圧力気体供給手段とを備え、
前記案内パイプ上部の内径部分に前記中空部材の先端部を前記ワイヤ電極の推力が極大となる重なり長さ又はその近傍の重なり長さをもって挿入し、前記案内パイプの内径と前記中空部材の先端部の外径との間に所定の隙間を設け、前記圧力気体供給手段により供給する圧力気体が前記隙間を経由して前記案内パイプ内を通過することにより、前記ワイヤ電極に推力を付与するワイヤ放電加工装置において、
前記案内パイプの先端にスリットを形成することを特徴とするワイヤ放電加工装置のワイヤ自動供給装置。 - スリットをワイヤ電極のカールが形成する平面と略直交する方向に形成することを特徴とする請求項1に記載のワイヤ放電加工装置のワイヤ自動供給装置。
- 案内パイプ上部の内径がワイヤ供給方向に縮小するように形成されていることを特徴とする請求項1又は請求項2に記載のワイヤ放電加工装置のワイヤ自動供給装置。
- 中空部材の内径部分がノズル形状に形成されていることを特徴とする請求項1又は請求項2に記載のワイヤ放電加工装置のワイヤ自動供給装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP1999/005796 WO2001028725A1 (fr) | 1999-10-20 | 1999-10-20 | Systeme d'alimentation automatique de fil d'une machine de decoupe de fil par decharge electrique |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009112722A Division JP4941504B2 (ja) | 2009-05-07 | 2009-05-07 | ワイヤ放電加工装置のワイヤ自動供給装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP4333067B2 true JP4333067B2 (ja) | 2009-09-16 |
Family
ID=38622545
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001531545A Expired - Fee Related JP4333067B2 (ja) | 1999-10-20 | 1999-10-20 | ワイヤ放電加工装置のワイヤ自動供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4333067B2 (ja) |
-
1999
- 1999-10-20 JP JP2001531545A patent/JP4333067B2/ja not_active Expired - Fee Related
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2001028725A1 (fr) | Systeme d'alimentation automatique de fil d'une machine de decoupe de fil par decharge electrique | |
| JP4331119B2 (ja) | ワイヤ放電加工機 | |
| EP2529872B1 (en) | Wire-cut electric discharge machine with function of cutting a wire electrode and method of cutting a wire electrode | |
| JP5039002B2 (ja) | ワイヤカット放電加工装置、ワイヤガイドアッセンブリおよびその洗浄方法 | |
| US7230200B2 (en) | Wire cutting device, wire transport system, and method for severing of a wire electrode in an EDM machine | |
| JPS6219343B2 (ja) | ||
| JP5225516B1 (ja) | ワイヤ電極送り装置およびワイヤ放電加工機 | |
| JP4941504B2 (ja) | ワイヤ放電加工装置のワイヤ自動供給装置 | |
| US9522434B2 (en) | Wire electric discharge machine and wire electrode forwarding method used in the same | |
| JPH0729246B2 (ja) | ワイヤカット放電加工装置用ワイヤ電極セット装置 | |
| JP4333067B2 (ja) | ワイヤ放電加工装置のワイヤ自動供給装置 | |
| JP4550615B2 (ja) | ワイヤ電極の自動結線方法 | |
| JPWO2003082505A1 (ja) | ワイヤ放電加工機の加工液噴出装置 | |
| JP3222084B2 (ja) | 放電加工機のワイヤ方向変更装置 | |
| JP3623363B2 (ja) | ワイヤ放電加工機におけるワイヤ送り装置 | |
| US6294749B1 (en) | Wire electrical discharge machine | |
| JPH09262721A (ja) | ワイヤ放電加工機におけるワイヤ送り装置 | |
| JP2001038532A (ja) | 細穴放電加工方法および装置 | |
| JPS63318220A (ja) | ワイヤ放電加工装置 | |
| JP3746476B2 (ja) | 加工液供給装置 | |
| JPH0639013B2 (ja) | ワイヤ放電加工装置 | |
| JPS63251123A (ja) | ワイヤカツト放電加工装置の加工液噴出装置 | |
| JPH0553567B2 (ja) | ||
| JPH10193098A (ja) | 金属材料のガス切断方法及び装置 | |
| JP2525234B2 (ja) | ワイヤ放電加工装置のワイヤガイド装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20040628 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090303 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090507 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090602 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090615 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120703 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120703 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |