JP4255993B2 - 長尺圧接複合板及びその製造方法 - Google Patents
長尺圧接複合板及びその製造方法 Download PDFInfo
- Publication number
- JP4255993B2 JP4255993B2 JP03398798A JP3398798A JP4255993B2 JP 4255993 B2 JP4255993 B2 JP 4255993B2 JP 03398798 A JP03398798 A JP 03398798A JP 3398798 A JP3398798 A JP 3398798A JP 4255993 B2 JP4255993 B2 JP 4255993B2
- Authority
- JP
- Japan
- Prior art keywords
- long
- composite plate
- metal plate
- press
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Description
【発明の属する技術分野】
この発明は、長尺圧接複合板及びその製造方法に係り、特に厚みが2.0mm以上のバイメタル素材として有効な長尺圧接複合板及びその製造方法に関する。
【0002】
【従来の技術】
従来から、複数枚の金属板を圧接して積層一体化した複合板は、バイメタル等の電気・電子工業用材料の他、広範囲の用途に使用されている。これらの複合板は、従来から通常、冷間圧接法にて製造されていた。
【0003】
冷間圧接法は、種々の組成からなる複数枚の長尺金属板からなる素材を連続的に圧接することができるため、高品質の複合板を歩留り良く得ることが可能となる。
【0004】
最近では複合板の用途も拡大され、例えばバイメタルの用途においても、大きな荷重を受ける構成や変位量は僅かでも高精度の変位が要求される構成等では、従来のバイメタルに比べその厚みが大きなものが使用されている。
【0005】
このような厚みが大きな複合板は、従来から知られる冷間圧接法による製造には不向きとされている。すなわち、要求される接合強度を得るためには、圧接の際に大きな圧下率を要するため、厚みが1.5mm以上の複合板を製造する場合には、必ずしも冷間圧接法が有する本来の長所を活かすことができず、厚みが2mm以上では、高い圧接強度が得られるとともに数百mの長さで連続して製造する工業規模での実質的な製造は困難とされていた。
【0006】
【発明が解決しようとする課題】
上記のように、比較的厚みが大きな複合板を得る方法として、熱間圧接法が知られている。しかし、熱間圧接法では複数枚の金属板の各々を赤熱状態、通常700℃以上に加熱する必要があるとともに、圧接時の温度を高温に維持するためには、必然的に圧接前の各々金属板の長手方向の長さも限定され、また、圧接時の圧接ロールとの焼き付き防止等の観点からもバイメタルでは、長くて50m程度が限界であった。
【0007】
また、熱間圧接後の冷却において、各層の熱膨張係数が異なるバイメタル板は、大きなソリや変形が生じることも問題である。さらに熱間圧接法では、融点や軟化点の大きく異なる組合せの接合が困難であった。また、赤熱状態まで加熱した際に、脆い金属間化合物が生ずる場合、しばしば接合が困難であった。
【0008】
したがって、熱間圧接法は冷間圧接法に比べ、非常に生産性が悪いという問題点の他、製作可能な素材の組み合わせが少なく、製作可能寸法にも制約が多い、特に薄板や特殊形状が困難である等の問題点を有していた。
【0009】
この発明は、上述の問題点を解決し、接合強度に優れた長尺な圧接複合板を、工業規模で量産可能な製造方法を提供することを目的とする。また、接合強度に優れた特に厚みが2.0mm以上のバイメタル素材として有効な長尺圧接複合板を提供することを目的とする。
【0010】
【課題を解決するための手段】
発明者らは、上記の目的を達成するために、種々の接合方法を検討した。特に、バイメタル素材として有効な長尺圧接複合板としては、一方主面にNi、Ni−Mn−Fe系合金、Ni−Cr−Fe系合金、Ni−Mo−Fe系合金、Cu−Ni−Mn系合金等、他方主面にNi−Fe系合金、Cr−Fe系合金、Ni−Co−Fe系合金等が圧接配置された構成が知られるが、これらの金属は融点が900℃以上と高く、硬度も比較的高い(通常HV120以上)ため、複合板の全体厚みが1.5mm以上になると従来の冷間圧接法をそのまま採用しても目的とする接合強度が得られないことから、圧接前に複合板を構成する各々長尺金属板を所定温度範囲内にて加熱することにより、目的が達成できることを知見し、発明を完成したのである。
【0011】
すなわち、この発明は、融点が900℃以上の高膨張側の長尺金属板と、融点が 900 ℃以上の低膨張側の長尺金属板とがロールにより圧延圧接された長尺圧接複合板において、該複合板の圧接後の全体厚みが2.0mm以上で、かつ圧接配置する長尺金属板の圧接後の厚み比が1:1であり、各々の接合界面における接合寄与面積が全接合面積の50%以上であるとともに、圧接直後の互いの接合強度が15N/mm以上であることを特徴とする長尺圧接複合板である。
【0012】
また、上記構成の長尺圧接複合板において、前記高膨張側の長尺金属板がNi、Ni-Mn-Fe系の Fe を主成分とする Fe 基合金、Ni-Cr-Fe系の Fe を主成分とする Fe 基合金、Ni-Mo-Fe系の Fe を主成分とする Fe 基合金、Cu-Ni-Mn系の Mn を主成分とする Mn 基合金のうち何れか一種、前記低膨張側の長尺金属板がNi-Fe系の Fe を主成分とする Fe 基合金、Cr-Fe系の Fe を主成分とする Fe 基合金、Ni-Co-Fe系の Fe を主成分とする Fe 基合金のうち何れか一種からなることを特徴とする長尺圧接複合板を併せて提供する。
【0013】
さらに、この発明は、長手方向の長さが20m以上で融点が900℃以上の高膨張側の長尺金属板と、融点が 900 ℃以上の低膨張側の長尺金属板をロールにより圧延圧接して圧接後の全体厚みが2.0mm以上で、かつ両主面を形成して圧接配置する長尺金属板の圧接後の厚み比が1:1 の複合板とする長尺圧接複合板の製造方法において、圧接前に前記長尺金属板を、100℃〜400℃に加熱し、55 〜 60%の圧下率における1回の圧接にて前記全体厚みとすることを特徴とする長尺圧接複合板の製造方法である。
【0014】
また、上記構成の製造方法において、
前記圧接前の各々長尺金属板の長手方向の長さが100m以上であること、
前記圧接後に拡散焼鈍を行なうこと、
をそれぞれ特徴とする長尺圧接複合板の製造方法を併せて提供する。
【0015】
【発明の実施の形態】
この発明の長尺圧接複合板は、その全体厚みが2.0mm以上のものを対象とし、特に厚みが2mm〜3mmの場合、さらに2.5mm〜3mmの場合にこの発明の特徴を最も有効に発現できる。
【0016】
実施形態に係る長尺圧接複合板は、2 層を形成して圧接配置する長尺金属板の圧接後の厚み比が1:1とされたものである。
【0017】
例えば、バイメタル素材として有効な長尺圧接複合板としては、一方主面(高膨張側)にNi、Ni-Mn-Fe系の Fe を主成分とする Fe 基合金、Ni-Cr-Fe系の Fe を主成分とする Fe 基合金、Ni-Mo-Fe系の Fe を主成分とする Fe 基合金、Cu-Ni-Mn系の Mn を主成分とする Mn 基合金のうち何れか一種、他方主面(低膨張側)にNi-Fe系の Fe を主成分とする Fe 基合金、Cr-Fe系の Fe を主成分とする Fe 基合金、Ni-Co-Fe系の Fe を主成分とする Fe 基合金のうち何れか一種がロールにより圧延圧接配置される。
【0018】
また、上記の両主面を形成して圧接配置する長尺金属板の具体的な組成としては、例えば、
高膨張側には、Niの他、Ni22.5〜23.5−Mn5.0〜6.0−Fe合金(wt%)、Ni19.5〜22.5−Cr5.5〜6.5−Fe合金(wt%)、Ni21.5〜22.5−Cr3.1〜3.6−Fe合金(wt%)、Ni17.5〜18.5−Cr11.0〜12.0−Fe合金(wt%)、Ni24〜26−Mo4〜6−Fe合金(wt%)、Mn71〜73−Ni9〜11−Cu合金(wt%)、
低膨張側には、Ni35〜50−Fe合金(wt%)、Cr13〜18−Fe合金(wt%)、Ni31.5〜34−Co6〜8.5−Fe合金(wt%)等、いずれも融点が900℃以上である公知のバイメタル構成材料を採用することが可能である。
【0019】
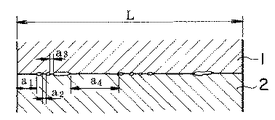
この発明の長尺圧接複合板において、長尺圧接複合板を構成する各々の長尺金属板同士の接合界面における接合寄与面積(%)は、図1に示すごとく、長尺金属板1,2の接合界面の顕微鏡観察によって、各接合部の長さ(a1,a2,a3,……an)をそれぞれ計測し、接合部長さ(Σan)として合算し、これを観察界面長( L )で除した百分率で定義される。
【0020】
また、長尺圧接複合板を構成する各々の長尺金属板同士の接合強度は、図2に示すごとく、複合板構成材のそれぞれを握持し、引張試験機によって相反方向に引張り、剥離させるのに要する安定した荷重Pを測定し、構成材の幅をWとしてP/W(N/mm)で定義される。
【0021】
圧接後(焼鈍前)の複合板において、上記の方法にて測定された接合寄与面積が全接合面積の50%以上でないと、目的とする15N/mm以上の接合強度が得られない。特に、接合寄与面積が全接合面積の80%以上が好ましく、その場合20N/mm以上の接合強度が得られることを確認した。
【0022】
以上のような接合寄与面積及び接合強度を有する複合板においては、圧接厚みが2mm以上の場合でも、最適な拡散焼鈍熱処理を施すことによって60N/mm以上のすぐれた接合強度が得られる。
【0023】
この発明の上記長尺圧接複合板は、圧接前に複合板を構成する各々長尺金属板を100℃〜400℃にて加熱することによって得ることができる。この温度は、各々長尺金属板の組成や板厚、接合比率等に応じて適宜選定することが望ましい。特に、接合強度向上及び圧延加工変形抵抗削減等の観点からは100℃〜400℃の範囲が好ましく、また、圧接圧延時のロールとの焼付防止等の観点からは100℃〜250℃の範囲が好ましい。
【0024】
したがって、例えば、両主面に上記の各種組成からなる長尺金属板を圧接配置するバイメタル素材として有効な長尺圧接複合板を工業規模における量産を可能とする効率的な温度としては、150℃〜250℃の範囲が好ましく、特に150℃〜200℃の範囲が最も好ましい。
【0025】
また、加熱時の雰囲気は大気中でもよいが、酸化防止の観点から、H2、N2、Ar等の不活性ガス雰囲気中が好ましい。
【0026】
この発明の長尺圧接複合板の製造方法は、特に圧接前の各々長尺金属板の長手方向の長さが20m以上である場合に有効であり、加熱温度、圧接時の圧下率、圧接後の厚さ等を選定することによって、従来の冷間圧接法の場合と同様に圧接前の各々長尺金属板の長手方向の長さが100m以上でも目的の接合強度を有する長尺圧接複合板を得ることが可能となる。実施例に明らかなごとく、好ましい条件を選定すれば連続圧接可能長さは200mを超え、さらに好ましい条件では400m以上の連続圧接が可能である。
【0027】
この発明の長尺圧接複合板の製造方法の効果をより有効に活用するためには、圧接時の圧下率を55 〜 60% とすることが好ましい。すなわち、圧接前に複合板を構成する各々長尺金属板を100℃〜400℃にて加熱することによって、圧下率を従来の冷間圧接法の場合と比べて軽減することが可能となるとともに素材の変形抵抗が低下することから、ワークロールのたわみ、偏平変形の減少に伴うシートクラウンの改善や圧接幅拡幅化が可能となり、寸法精度に優れた長尺圧接複合板の生産性を大幅に向上することができる。
【0028】
この発明の長尺圧接複合板の製造方法において、主たる特徴は圧接前に複合板を構成する各々長尺金属板を100℃〜400℃にて加熱することにあるが、この方法によって得られる長尺圧接複合板の接合強度をより向上するためには、加熱前の工程として脱脂洗浄、スクラッチ・ブラッシング等の前処理を施すことが好ましく、また圧接後の工程として圧接後速やかに拡散熱処理を施すことが好ましい。
【0029】
特に、拡散熱処理は得られた長尺圧接複合板を構成する長尺金属板の組成や厚み等によって最適熱処理温度は異なるが、通常600℃〜1200℃の範囲にて行なう。また、熱処理時の雰囲気もH2、N2、Ar等の不活性ガス雰囲気中で行うことが好ましい。
【0030】
以上の説明においては、バイメタル素材として有効な長尺圧接複合板を主体に説明したが、この発明の長尺圧接複合板及びその製造方法はバイメタル素材として有効な長尺圧接複合板だけでなく、Fe,Ni,Cu,Ti,Fe−Ni−Cr合金、Fe−Cr合金、Ni−Cr合金、Fe−Ni−Co合金、Cu−Ni合金等の各種組合せのクラッド材料等、融点が900℃以上の長尺金属板を用いた種々の長尺圧接複合板に適用可能である。
【0031】
【実施例】
実施例1
一方主面(高膨張側)にNi21−Cr6−Fe合金(wt%)を、他方主面(低膨張側)にNi36−Fe合金(wt%)を圧接配置するバイメタル素材として有効な長尺圧接複合板を従来の冷間圧接法で製造する場合とこの発明で製造する場合とを比較して、この発明の効果を確認した。
【0032】
冷間圧接法及びこの発明の圧接法の場合ともに、1回(1パス)の圧接にて、複合板の全体厚みが1.5mm、2.0mm、2.5mm、3.0mmの長尺圧接複合板を得た時の、各々圧接後及び拡散焼鈍を施した後の全接合面積に対する接合寄与面積の割合(%)、接合強度(N/mm)、シートクラウン(%)を測定し、それぞれの測定結果を表1〜表4に示す。圧接後の高膨張側合金と低膨張側合金との厚み比はいずれの場合も1:1であった。なお、この発明の場合、圧接前の各々長尺金属板の加熱温度は150℃、200℃、250℃、300℃とした。
【0033】
また、圧接前の各々長尺金属板の長手方向の長さは100mとし、圧下率は前記100mの連続圧接が可能でかつ圧接後の接合強度が最大となる値を選定した。
【0034】
表1〜表4から明らかな如く、冷間圧接法では、圧下率が大きいためにシートクラウン(%)が大きくなっており、また圧接直後の接合強度はこの発明に対して大幅に低下しており、この圧接直後の接合強度が低いと焼鈍後の接合強度も低下していることが分かる。特に圧接直後の接合強度の値は全体厚みが厚くなるほど、焼鈍後の接合強度に大きく影響し、冷間圧接法ではこの発明に対して大幅に低下しており、特に厚さが2mm以上では顕著に接合強度に差がある。
【0035】
【表1】

【表2】
【表3】
【表4】
実施例2
冷間圧接法及びこの発明の圧接法の場合ともに、1回(1パス)の圧接にて、複合板の全体厚みが2.0mmの長尺圧接複合板を製造するに際し、加熱温度、圧下率を表2と同一条件で実施し、連続圧接可能な長さを測定した。
【0040】
冷間圧接法では、圧下率が高いために200mで焼き付きが発生して圧接を中止した。しかし、この発明方法では、加熱温度が300℃の場合は300 mまで連続圧接が可能であり、加熱温度が150℃〜250℃の場合は400m以上の連続圧接が可能であった。
【0041】
【発明の効果】
以上の実施例からも明らかなように、従来の冷間圧接法においても全体厚みが1.5mmの長尺圧接複合板は得られるが接合強度が弱く、全体厚みが2.0mm以上では実用上必要とされる接合強度が得られるように圧接時の圧下率を高くすると連続圧接ができず、特に2.5mm以上では所要の接合強度が得られずかつ連続圧接が極めて困難となる。ところがこの発明方法によれば、圧接時の圧下率が大幅に軽減でき、長尺ものの連続圧接が可能で、シートクラウンの少ない高い接合強度を有する長尺圧接複合板の生産性が大幅に向上することが確認できた。
【0042】
すなわち、融点が 900 ℃以上の高膨張側の長尺金属板と、融点が 900 ℃以上の低膨張側の長尺金属板とがロールにより圧延圧接されたバイメタル素材として有効な長尺圧接複合板は、従来の冷間圧接法では実質的に製造が困難とされていた厚みが2mm以上の長尺圧接複合板であっても、圧接前に前記長尺金属板を100℃〜400℃に加熱し、圧下率55 〜 60 %、両主面を形成して圧接配置する長尺金属板の圧接後の厚み比を 1:1 となすことにより、圧接直後の接合界面における接合寄与面積が全接合面積の50%以上で接合強度が15N/mm以上となり、その後適当な拡散焼鈍を施すことにより、極めて高い接合強度を有する長尺圧接複合板を得ることができ、連続圧接が可能で工業規模における量産が可能であることが確認できた。
【図面の簡単な説明】
【図1】顕微鏡観察による長尺金属板同士の接合界面の模式図である。
【図2】長尺金属板同士の接合強度を測定するための試料の斜視説明図である。
【符号の説明】
1,2 長尺金属板
Claims (5)
- 融点が900℃以上の高膨張側の長尺金属板と、融点が 900 ℃以上の低膨張側の長尺金属板とがロールにより圧延圧接された長尺圧接複合板において、該複合板の圧接後の全体厚みが2.0mm以上で、かつ圧接配置する長尺金属板の圧接後の厚み比が1:1であり、圧接後の各々の接合界面における接合寄与面積が全接合面積の50%以上であるとともに、互いの接合強度が15N/mm以上であることを特徴とする長尺圧接複合板。
- 請求項1において、前記高膨張側の長尺金属板がNi、Ni-Mn-Fe系の Fe を主成分とする Fe 基合金、Ni-Cr-Fe系の Fe を主成分とする Fe 基合金、Ni-Mo-Fe系の Fe を主成分とする Fe 基合金、Cu-Ni-Mn系の Mn を主成分とする Mn 基合金のうち何れか一種、前記低膨張側の長尺金属板がNi-Fe系の Fe を主成分とする Fe 基合金、Cr-Fe系の Fe を主成分とする Fe 基合金、Ni-Co-Fe系の Fe を主成分とする Fe 基合金のうち何れか一種からなる長尺圧接複合板。
- 長手方向の長さが20m以上で融点が900℃以上の高膨張側の長尺金属板と、融点が 900 ℃以上の低膨張側の長尺金属板をロールにより圧延圧接して圧接後の全体厚みが2.0mm以上で、かつ両主面を形成して圧接配置する長尺金属板の圧接後の厚み比が1:1 の複合板とする長尺圧接複合板の製造方法において、圧接前に前記長尺金属板を、100℃〜400℃に加熱し、55 〜 60 %の圧下率における1回の圧接にて前記全体厚みとすることを特徴とする長尺圧接複合板の製造方法。
- 請求項3において、前記圧接前の各々長尺金属板の長手方向の長さが100m以上である長尺圧接複合板の製造方法。
- 請求項3において、前記圧接後に拡散焼鈍を行なう長尺圧接複合板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03398798A JP4255993B2 (ja) | 1998-01-30 | 1998-01-30 | 長尺圧接複合板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03398798A JP4255993B2 (ja) | 1998-01-30 | 1998-01-30 | 長尺圧接複合板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11216577A JPH11216577A (ja) | 1999-08-10 |
| JP4255993B2 true JP4255993B2 (ja) | 2009-04-22 |
Family
ID=12401842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP03398798A Expired - Fee Related JP4255993B2 (ja) | 1998-01-30 | 1998-01-30 | 長尺圧接複合板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4255993B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110077053B (zh) * | 2019-04-30 | 2021-03-05 | 温州宏丰电工合金股份有限公司 | 一种Mn72Cu18Ni10系列热双金属材料及制备方法 |
-
1998
- 1998-01-30 JP JP03398798A patent/JP4255993B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11216577A (ja) | 1999-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7776454B2 (en) | Ti brazing strips or foils | |
| US6722002B1 (en) | Method of producing Ti brazing strips or foils | |
| Jing et al. | A novel reduction-bonding process to fabricate stainless steel clad plate | |
| US7442445B2 (en) | Brazing clad material, and brazing method and brazing product using the same | |
| JP5868242B2 (ja) | 拡散接合用オーステナイト系ステンレス鋼材および拡散接合製品の製造方法 | |
| WO2006068948A1 (en) | Titanium braze foil with a zirconium layer | |
| JPH07299592A (ja) | 自己ろう付け性複合材を作る方法 | |
| JP2013204149A (ja) | 拡散接合用フェライト系ステンレス鋼材および拡散接合製品の製造方法 | |
| JP4350753B2 (ja) | ヒートシンク部材およびその製造方法 | |
| JP2022145789A (ja) | 圧延接合体及び圧延接合体の製造方法 | |
| US6783870B2 (en) | Self-brazing materials for elevated temperature applications | |
| JP2001018075A (ja) | 誘導加熱用クラッド材およびその製造方法 | |
| JP2003136278A (ja) | リン銅ろう材、ブレージングシート及びそれらの製造方法、並びに熱交換器の流路構造 | |
| JP4255993B2 (ja) | 長尺圧接複合板及びその製造方法 | |
| JP4256203B2 (ja) | アルミニウム・ニッケル・ステンレス鋼クラッド材の製造方法 | |
| JP2003105500A (ja) | ステンレス鋼/銅クラッドおよびその製造方法 | |
| JPS5829589A (ja) | チタンクラツド鋼板の製造方法 | |
| JP4196776B2 (ja) | ろう付け用複合材及びその製造方法 | |
| JP4239853B2 (ja) | ろう付け用複合材及びその製造方法並びにろう付け製品 | |
| JP4239764B2 (ja) | ろう付け用複合材及びそれを用いたろう付け方法 | |
| JP6791458B1 (ja) | フェライト系ステンレス鋼板およびその製造方法、ならびに、Al蒸着層付きステンレス鋼板 | |
| Park et al. | Development of new bimetal material for home appliances by using the rolling process | |
| JP2021154327A (ja) | クラッド | |
| JP2004188482A (ja) | 複数種類の金属層を有した複合ろう材のろう付け方法及びろう付け製品 | |
| JP2002210589A (ja) | 高温用途のための自己ロウ付け材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20041116 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20041207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20050124 Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050124 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050124 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20050124 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20050715 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071203 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080131 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20080624 |
|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20080624 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080826 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081008 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090127 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090129 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120206 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130206 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140206 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |