JP4252425B2 - 容器の蓋締装置及びその搬送装置 - Google Patents
容器の蓋締装置及びその搬送装置 Download PDFInfo
- Publication number
- JP4252425B2 JP4252425B2 JP2003382417A JP2003382417A JP4252425B2 JP 4252425 B2 JP4252425 B2 JP 4252425B2 JP 2003382417 A JP2003382417 A JP 2003382417A JP 2003382417 A JP2003382417 A JP 2003382417A JP 4252425 B2 JP4252425 B2 JP 4252425B2
- Authority
- JP
- Japan
- Prior art keywords
- bottle
- turret
- take
- conveyor
- capper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004804 winding Methods 0.000 claims description 5
- 230000032258 transport Effects 0.000 description 16
- 230000001133 acceleration Effects 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 235000013361 beverage Nutrition 0.000 description 5
- 239000007788 liquid Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000000605 extraction Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images





Landscapes
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Sealing Of Jars (AREA)
- Pusher Or Impeller Conveyors (AREA)
- Specific Conveyance Elements (AREA)
Description
飲料等の生産ラインにおいて、充填装置から蓋締装置まで、ガラス製ボトルは、主にその容器の胴部または底部を搬送装置等で押したり吸引したりすることで搬送しているが、容器の破損防止等の都合により、それほどの高速搬送は要求されてはいない。また、現代における合成樹脂製のボトルでは、薄肉化されたその容器胴部の強度的な性質から、ネック部を把持して連続した円軌道に沿って搬送することが主流となっている。
一方、キャップをねじ込み又は成形若しくは打栓する為の胴部より大幅に縮径された口部を持たず、主にアルミ缶やスチール缶と呼ばれている、金属製の缶がある。
缶は、飲料等の生産ラインにおいて、充填装置から蓋巻締装置までは、底部または胴部をフックアップチェーンと呼ばれるドッグチェーンで、その要求される生産量に対応し、高速で搬送されている。
本発明の出願人は、このようなボトルの搬送装置として既に特開2003−200997号を発明した。また、このような缶と蓋の搬送装置として特開平8−229625号がある。また、断面円形の容器を円軌道から直線軌道に衝撃を与えることなく変速するものとして特開2001−122433号公報がある。
上記、特開2003−200997号公報は、連続した円軌道に沿ってボトルのネック部を把持(グリップ)して搬送する回転式のボトル搬送装置の技術を開示しているが、金属製ボトルでは、その要求される生産量に対応する為に、缶と同等の高速で搬送することが求められた場合、その構成上適応できず、また、充填バルブまたは充填ノズルの取り付けピッチによる充填装置の搬送ピッチとキャッピングヘッドやシーリングヘッドなどの蓋締ヘッドの取り付けピッチによるキャッピング装置の搬送ピッチが一致しない場合には、その構成上、やはり適応出来ない。
また、特開平8−229625号公報は、容器閉鎖機内のガッシングターレットでのショックを防止する技術を示唆しているが、当該技術は缶の蓋巻締機における、缶の送りピッチをシーミングヘッドピッチに合わせる技術であり、缶蓋を送るガッシングターレットを持たない、一般にキャッパーと呼ばれるボトルの蓋締機には不充分で適応出来ない。
尚、特開2001−122433号公報は、円軌道から直線軌道に円形断面容器を変速して受渡しする搬送方法を開示しており、本発明の実施においても、充填機出口において採用することが好ましい。
また充填したボトル、缶等の容器の送りピッチを、ボトル、缶等の蓋締機との送りピッチに合わせる場合はその内容物をこぼさないようにするため、その加速あるいは減速に急激に大きな加速度を作用させないことが重要である。
更に、本発明による容器取り出し装置8により、高速搬送されてくる容器を衝撃なく搬送ピッチが違うキャッパに送り込むことができ、液零れや容器の傷付きの心配がなく安定した蓋締めを行なうことが可能となる。
通常、搬出コンベヤ3のドッグチェーン3aは、その下流に接続する蓋締機の搬送ピッチに合わせて容器を搬送するドッグのピッチが決定されるが、生産ラインの都合により蓋締装置のピッチと異なるピッチでの搬送が必要な場合がある。例えば、過去に設計された缶の充填機とその出口コンベヤに、別に設計されたキャッパーを接続する場合や、缶の充填機と缶の蓋巻締機の間に別に設計されたキャッパを接続する場合であり、既設の缶充填ラインの蓋巻締機と代替にキャッパーを設置する場合や出口コンベヤを延長して中間にキャッパーを増設する場合等にも有効である。
本発明によれば、1つの充填機1でボトルa、あるいは缶b、またはサイズの異なるボトルa、あるいは缶bを処理できるので、効率的で省スペースであると共にターレットの中心に近い部分は速度が遅く、また中心より遠い部分は速度が速いことを利用して充填したボトル、缶等の容器の送りピッチを簡単な構造で、大きな加速度を作用させることなく、合わせることができるものである。したがって充填された内容物をこぼすことがないものである。
ドッグチェーン3aとキャッパー4との接続部9には、図2示のようにボトルaの取り出しターレット10と受取りターレット11とガイド13、14で構成する、キャッパー4の処理間隔に合わせてボトルaを取り出す取出装置8を設ける。
この取出装置8は、図2示のように取り出しターレット10と受取りターレット11とガイド13、14により構成され、接続部9において、図6、図7示のように受取ターレット11はその容器搬送PCD(ピッチサークルダイヤ−ボトルa搬送中心)の接線方向に搬出コンベヤ3のボトルa走行中心が接するように配置し、取り出しターレット10は受取りターレット11のボトル搬送中心が搬出コンベヤ3のボトルa走行中心と接する位置よりもやや充填機1寄りにオフセットしてその対向する側に設置する。
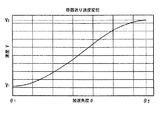
このオフセット量は、図6示のように速度V1 の搬出コンベヤ3のボトルa走行中心に取り出しターレット10の中心に近いポケット中心部分のPCDが回転角度θ1 で接して、進行するにつれて取り出しターレット10の中心より遠い部分に向かってボトルaが移動し、図7示のように回転角度θ2 でそのボトルaを押す部分の形状cの速度V2 となる点に達すると同時に、搬出コンベヤ3のボトルa走行中心と接する位置にある速度V2 の受取りターレット11のポケットのボトルを押す部分に接するように配置する。
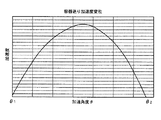
取り出しターレット10のボトルaを押す部分の形状cは、ボトルaに衝撃を与えないような形状の面、即ち、図5示のように、連続した加速度を与え、且つ、回転角度θ1 、θ2 で加速度が略0となるような曲面にする。
進行方向にむかって受取りターレット11の方に湾曲するガイド13、14は、回転角度θ1 から回転角度θ2 までの間は直線状に延び、ボトルaが搬出コンベヤ3のボトルa走行中心を進行するにつれて取り出しターレット10のボトルaを押す部分の形状cに接する位置を規制すると共に、回転角度θ2 即ち受取りターレット11の容器搬送PCDが搬出コンベヤ3のボトルa走行中心と接する位置より先は、ボトルが受取りターレット11のポケットのPCDに従ってボトルaが搬送されるように規制する円弧で湾曲している。
また、前記取り出しターレット10はそのボトルaを押す部分の形状cを、特開2001−122433号公報で開示されている、円軌道から直線軌道に円形断面容器を変速して受渡しする搬送方法を転用して求めることも可能である。
かくしてボトルaは受取ターレット11により、キャッパー4に送られ、キャップがねじ込まれたりあるいはキャップがボトルaの口部のらせんに成形されてコンベヤ15より送り出される。
尚、この場合、ドッグチェーン3aのピッチは、終端に配置する缶bの蓋の巻締機5が要求する搬送ピッチに合わせることが望ましいが、終端に配置する缶bの蓋の巻締機5にもこの取出装置8を採用すれば、その限りではない。
かくしてボトルaは受取ターレット11により、キャッパー4に送られ、キャップがねじ込まれたりあるいはキャップがボトルaの口部のらせんに成形されてコンベヤ15より送り出される。
b 缶
c 取り出しターレットのボトル又は缶を押す部分の形状
1 充填機
2 供給コンベヤ
3 搬出コンベヤ
3a ドッグチェーン
4 キャッパー
5 巻締機
8 取出装置
9 接続部
10 取り出しターレット
11 受取りターレット
13 ガイド
14 ガイド
Claims (3)
- 充填機(1)の出口に直線状に延びるドッグチェーン(3a)を備えた搬出コンベヤ(3)を設け、その直線状に延びるドッグチェーン(3a)を備えた搬出コンベヤ(3)にボトル(a)のキャッパー(4)または缶(b)の蓋の巻締機(5)を配置し、ドッグチェーン(3a)を備えた搬出コンベヤ(3)とキャッパー(4)または巻締機(5)との接続部(9)には、取り出しターレット(10)と受取りターレット(11)とガイド(13、14)で構成し、キャッパー(4)または巻締機(5)の搬送ピッチに合わせてボトルまたは缶を取り出す取出装置(8)を設け、取り出しターレット(10)と受取りターレット(11)を、搬出コンベヤ(3)によるボトルまたは缶の搬送方向に対して対向して設置し、且つ、受取りターレット(11)のボトルまたは缶の搬送中心が搬出コンベヤ(3)によるボトルまたは缶の搬送中心と接する位置よりも充填機(1)側にオフセットするように取り出しターレット(10)を設置し、ガイド(13,14)を搬出コンベヤ(3)の搬送方向から進行方向に向かって受取りターレット(11)の方へ湾曲させる、ことを特徴とする容器の蓋締装置及びその搬送装置。
- 充填機(1)には供給コンベヤ(2)よりボトル(a)、あるいは缶(b)、またはサイズの異なるボトル(a)、あるいは缶(b)を送るようにし、その充填されたボトル(a)、あるいは缶(b)の充填機(1)の出口には直線状に延びる搬出コンベヤ(3)を設け、その搬出コンベヤ(3)の途中にボトル(a)のキャッパー(4)または缶(b)の蓋の巻締機(5)を配置し、また、搬出コンベヤ(3)の終端にボトル(a)のキャッパー(4)または缶(b)の蓋の巻締機(5)を配置し、搬出コンベヤ(3)とキャッパー(4)または蓋の巻締機(5)との間の分岐部となる接続部(9)にはボトル(a)または缶(b)の取り出しターレット(10)と受取りターレット(11)とを設け、取り出しターレット(10)はそのボトル(a)または缶(b)を押す部分の形状(c)をボトル(a)または缶(b)に衝撃を与えないような形状の面にすると共に、その上方には進行方向に向かって受取りターレット(11)の方に湾曲するガイド(13、14)を設け、ボトル(a)または缶(b)はガイド(13、14)により先ず取り出しターレット(10)の中心に近い部分に接して遅い速度で送られ、進行するにつれて取り出しターレット(10)の中心より遠い部分に接して速い速度で送られ、徐々に加速されて、キャッパー(4)あるいは巻締機(5)のキャップまたは蓋の送りピッチに合わされることを特徴とする容器の蓋締装置及びその搬送装置。
- 上記取り出しターレット(10)は搬出コンベヤ(3)に対し係合離脱自在に設けてなる請求項2記載の容器の蓋締装置及びその搬送装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003382417A JP4252425B2 (ja) | 2003-11-12 | 2003-11-12 | 容器の蓋締装置及びその搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003382417A JP4252425B2 (ja) | 2003-11-12 | 2003-11-12 | 容器の蓋締装置及びその搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005145478A JP2005145478A (ja) | 2005-06-09 |
| JP4252425B2 true JP4252425B2 (ja) | 2009-04-08 |
Family
ID=34691499
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003382417A Expired - Lifetime JP4252425B2 (ja) | 2003-11-12 | 2003-11-12 | 容器の蓋締装置及びその搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4252425B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103771310A (zh) * | 2012-10-23 | 2014-05-07 | 江苏柯本机电工具有限公司 | 旋盖系统 |
| JP6716858B2 (ja) * | 2015-01-15 | 2020-07-01 | 東洋製罐株式会社 | 缶体の充填巻締装置及び充填巻締方法 |
| CN105984827B (zh) * | 2015-02-10 | 2018-07-20 | 上海派协包装机械有限公司 | 一种电子烟油的全自动灌装流水线 |
| CN105271090A (zh) * | 2015-11-04 | 2016-01-27 | 长沙今朝科技股份有限公司 | 包装设备、灌装机、输瓶装置及其调节距拨轮 |
| CN108082618A (zh) * | 2017-12-06 | 2018-05-29 | 广州华研制药设备有限公司 | 软瓶输入装置 |
| JP7394700B2 (ja) * | 2020-05-22 | 2023-12-08 | 東洋製罐グループエンジニアリング株式会社 | 容器搬送機構 |
| EP4155241B1 (en) * | 2020-05-22 | 2025-10-15 | Toyo Seikan Group Engineering Co., Ltd. | Pitch measuring mechanism |
-
2003
- 2003-11-12 JP JP2003382417A patent/JP4252425B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005145478A (ja) | 2005-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8474601B2 (en) | Container transfer device having a transfer guiding member | |
| US10519018B2 (en) | Receptacle handling apparatus for filing and capping receptacles | |
| CN105050924B (zh) | 定向设备和方法 | |
| US9073695B2 (en) | Asymmetric article handling and orientation | |
| JP4252425B2 (ja) | 容器の蓋締装置及びその搬送装置 | |
| JP4232265B2 (ja) | 樹脂ボトルの搬送処理システム | |
| CN106573738B (zh) | 物品的搬送方法及其装置 | |
| CN113454005B (zh) | 用于容器的运输设施 | |
| WO2004074144A8 (en) | Star-shaped conveyor for feeding or discharging empty plastics containers or bottles to or from a machine and orienting and aligning machine having said star-shaped conveyor | |
| JP4951767B2 (ja) | 飲料用容器保持装置及び該保持装置を用いた飲料容器受け渡し搬送装置 | |
| JP4252424B2 (ja) | 容器充填蓋締装置 | |
| JP4221767B2 (ja) | 樹脂ボトルの搬送処理システム | |
| JP2020015581A (ja) | 角型物品の搬送装置 | |
| US4114774A (en) | Closure cap | |
| CN107223111A (zh) | 用于在容器处理设施中使容器流减速的设备和方法 | |
| CN101959775B (zh) | 具有可移动的封盖推动器的封盖传送单元 | |
| CN112978656B (zh) | 用于导入或导出容器的装置和容器处理装置 | |
| JP2006199309A (ja) | カブラ部把持グリッパ装置 | |
| JP2000289847A (ja) | 樹脂ボトルの搬送装置 | |
| US10273135B2 (en) | Machine for filling containers | |
| JP2000289832A (ja) | 樹脂ボトルの搬送装置 | |
| EP4442636B1 (en) | Machine for capping containers | |
| WO2026073550A1 (en) | Output wheel with double collecting wheel for a packaging machine | |
| US20070131519A1 (en) | Device for feeding corks to an automatic corking machine | |
| EP0006019A1 (en) | Plant for the filling of containers with quantities of liquid |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060607 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090120 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090121 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4252425 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120130 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130130 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140130 Year of fee payment: 5 |
|
| EXPY | Cancellation because of completion of term |