JP4248397B2 - 異なる質量の物体を変換する装置 - Google Patents
異なる質量の物体を変換する装置 Download PDFInfo
- Publication number
- JP4248397B2 JP4248397B2 JP2003528707A JP2003528707A JP4248397B2 JP 4248397 B2 JP4248397 B2 JP 4248397B2 JP 2003528707 A JP2003528707 A JP 2003528707A JP 2003528707 A JP2003528707 A JP 2003528707A JP 4248397 B2 JP4248397 B2 JP 4248397B2
- Authority
- JP
- Japan
- Prior art keywords
- movable member
- force
- delivery
- applies
- feeding mechanism
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/82—Rotary or reciprocating members for direct action on articles or materials, e.g. pushers, rakes, shovels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2203/00—Indexing code relating to control or detection of the articles or the load carriers during conveying
- B65G2203/04—Detection means
- B65G2203/042—Sensors
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Discharge Of Articles From Conveyors (AREA)
- Special Conveying (AREA)
- Branching, Merging, And Special Transfer Between Conveyors (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Control Of Conveyors (AREA)
- Relays Between Conveyors (AREA)
- Container Filling Or Packaging Operations (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Measurement Of Velocity Or Position Using Acoustic Or Ultrasonic Waves (AREA)
- Automatic Analysis And Handling Materials Therefor (AREA)
- Radar Systems Or Details Thereof (AREA)
Description
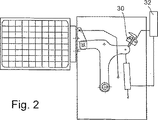
前記可動部材(19)または物体(14)の移動の所定ポイントに配置され、前記可動部材(19)または物体(14)が前記所定ポイントに達するまでの時間(t)を測定するセンサ(30)を備え、前記制御装置(32)が前記センサ(30)および受け渡し機構(10)に接続されており、前記制御装置(32)によって前記受け渡し機構(10)が制御され、前記時間(t)がある値を超えたとき、前記可動部材(19)が残りの受け渡し移動でより強い力を加えるか、または前記力をより長い時間加え、その逆も同様であることを特徴とする装置が提供される。さらに、
物体(14)の第1送り機構(11)、あらかじめ設定された物体(14)に力を加え、その物体(14)を前記第1送り機構(11)から第2送り機構(12)に移動させ、受け渡す可動部材(19)を有する受け渡し機構(10)、および前記可動部材(19)が前記物体(14)を前記第1送り機構(11)から第2送り機構(12)に受け渡す力を制御する制御機構(32)を有し、異なる質量の容器、パッキング、パッキングユニットなどの物体(14)を選択的に受け渡す装置であって、
受け渡しプロセスの開始後、所定ポイントにおいて前記可動部材(19)が達する速度を測定する角度トランスミッタ、リニアエンコーダ、スピードメータを備え、前記制御装置(32)が前記角度トランスミッタ、リニアエンコーダ、スピードメータおよび前記受け渡し機構(10)に接続されており、前記制御装置(32)によって前記受け渡し機構(10)が制御され、前記速度が所定値よりも小さいとき、前記可動部材(19)が残りの受け渡し移動の間に、より強い力を加えるか、またはより長い時間にわたって前記力を加え、その逆も同様であることを特徴とする装置が提供される。さらに、
物体(14)の第1送り機構(11)、あらかじめ設定された物体(14)に力を加え、その物体(14)を前記第1送り機構(11)から第2送り機構(12)に移動させ、受け渡す可動部材(19)を有する受け渡し機構(10)、および前記可動部材(19)が前記物体(14)を前記第1送り機構(11)から第2送り機構(12)に受け渡す力を制御する制御機構(32)を有し、異なる質量の容器、パッキング、パッキングユニットなどの物体(14)を選択的に受け渡す装置であって、
前記可動部材(19)が所定の速度または加速度に達するまでに要する時間を測定する角度トランスミッタ、リニアエンコーダ、スピードメータまたは加速度インジケータを備え、前記制御装置(32)が前記角度トランスミッタ、リニアエンコーダ、スピードメータまたは加速度インジケータおよび前記受け渡し機構(10)に接続されており、前記制御装置(32)によって前記受け渡し機構(10)が制御され、前記速度または前記加速度がある値よりも小さいとき、前記可動部材(19)が残りの受け渡し移動の間に、より強い力を加えるか、またはより長い時間にわたって前記力を加え、その逆も同様であることを特徴とする装置が提供される。
以下、この発明の実施例を説明する。
11 第1コンベヤ
12 第2コンベヤ
14 物体
16 変換エレメント
18 平行レバー
19 メインレバー
20 補助レバー
21 回転のポイント
22 送り方向
28 旋回シリンダ
30 センサ
32 制御機構
Claims (3)
- 物体(14)の第1送り機構(11)、あらかじめ設定された物体(14)に力を加え、その物体(14)を前記第1送り機構(11)から第2送り機構(12)に移動させ、受け渡す可動部材(19)を有する受け渡し機構(10)、および前記可動部材(19)が前記物体(14)を前記第1送り機構(11)から第2送り機構(12)に受け渡す力を制御する制御機構(32)を有し、異なる質量の容器、パッキング、パッキングユニットなどの物体(14)を選択的に受け渡す装置であって、
前記可動部材(19)または物体(14)の移動の所定ポイントに配置され、前記可動部材(19)または物体(14)が前記所定ポイントに達するまでの時間(t)を測定するセンサ(30)を備え、前記制御装置(32)が前記センサ(30)および受け渡し機構(10)に接続されており、前記制御装置(32)によって前記受け渡し機構(10)が制御され、前記時間(t)がある値を超えたとき、前記可動部材(19)が残りの受け渡し移動でより強い力を加えるか、または前記力をより長い時間加え、その逆も同様であることを特徴とする装置。 - 物体(14)の第1送り機構(11)、あらかじめ設定された物体(14)に力を加え、その物体(14)を前記第1送り機構(11)から第2送り機構(12)に移動させ、受け渡す可動部材(19)を有する受け渡し機構(10)、および前記可動部材(19)が前記物体(14)を前記第1送り機構(11)から第2送り機構(12)に受け渡す力を制御する制御機構(32)を有し、異なる質量の容器、パッキング、パッキングユニットなどの物体(14)を選択的に受け渡す装置であって、
受け渡しプロセスの開始後、所定ポイントにおいて前記可動部材(19)が達する速度を測定する角度トランスミッタ、リニアエンコーダ、スピードメータを備え、前記制御装置(32)が前記角度トランスミッタ、リニアエンコーダ、スピードメータおよび前記受け渡し機構(10)に接続されており、前記制御装置(32)によって前記受け渡し機構(10)が制御され、前記速度が所定値よりも小さいとき、前記可動部材(19)が残りの受け渡し移動の間に、より強い力を加えるか、またはより長い時間にわたって前記力を加え、その逆も同様であることを特徴とする装置。 - 物体(14)の第1送り機構(11)、あらかじめ設定された物体(14)に力を加え、その物体(14)を前記第1送り機構(11)から第2送り機構(12)に移動させ、受け渡す可動部材(19)を有する受け渡し機構(10)、および前記可動部材(19)が前記物体(14)を前記第1送り機構(11)から第2送り機構(12)に受け渡す力を制御する制御機構(32)を有し、異なる質量の容器、パッキング、パッキングユニットなどの物体(14)を選択的に受け渡す装置であって、
前記可動部材(19)が所定の速度または加速度に達するまでに要する時間を測定する角度トランスミッタ、リニアエンコーダ、スピードメータまたは加速度インジケータを備え、前記制御装置(32)が前記角度トランスミッタ、リニアエンコーダ、スピードメータまたは加速度インジケータおよび前記受け渡し機構(10)に接続されており、前記制御装置(32)によって前記受け渡し機構(10)が制御され、前記速度または前記加速度がある値よりも小さいとき、前記可動部材(19)が残りの受け渡し移動の間に、より強い力を加えるか、またはより長い時間にわたって前記力を加え、その逆も同様であることを特徴とする装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE20115478U DE20115478U1 (de) | 2001-09-19 | 2001-09-19 | Vorrichtung zum Ausleiten von Objekten unterschiedlicher Masse |
| PCT/EP2002/009982 WO2003024848A1 (de) | 2001-09-19 | 2002-09-06 | Vorrichtung zum ausleiten von objekten unterschiedlicher masse |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005503304A JP2005503304A (ja) | 2005-02-03 |
| JP4248397B2 true JP4248397B2 (ja) | 2009-04-02 |
Family
ID=7961913
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003528707A Expired - Fee Related JP4248397B2 (ja) | 2001-09-19 | 2002-09-06 | 異なる質量の物体を変換する装置 |
Country Status (15)
| Country | Link |
|---|---|
| US (2) | US7207444B2 (ja) |
| EP (1) | EP1438245B1 (ja) |
| JP (1) | JP4248397B2 (ja) |
| KR (1) | KR100887024B1 (ja) |
| AT (1) | ATE337990T1 (ja) |
| BR (1) | BR0212609B1 (ja) |
| CA (1) | CA2466280C (ja) |
| DE (2) | DE20115478U1 (ja) |
| DK (1) | DK1438245T3 (ja) |
| ES (1) | ES2269755T3 (ja) |
| HU (1) | HU226514B1 (ja) |
| MX (1) | MXPA04002551A (ja) |
| PL (1) | PL205618B1 (ja) |
| RU (1) | RU2292295C2 (ja) |
| WO (1) | WO2003024848A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CZ296596B6 (cs) * | 2004-03-02 | 2006-04-12 | Sklostroj Turnov Cz, S. R. O. | Mechanizmus odstávky sklárského tvarovacího stroje |
| WO2008131196A2 (en) * | 2007-04-18 | 2008-10-30 | Eriez Manufacturing Co. | Sealing feature for sorter paddles |
| ITTO20080278A1 (it) * | 2008-04-11 | 2009-10-12 | Bottero Spa | Gruppo di movimentazione per il trasferimento di articoli di vetro |
| US7757840B2 (en) * | 2008-06-23 | 2010-07-20 | Unique Metal Designs, Inc. | Conveyor wear bar assembly |
| DE102009003847B4 (de) * | 2009-04-29 | 2025-07-10 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Ausleiten von Objekten von einer sich bewegenden Transporteinrichtung |
| DE102012219566A1 (de) | 2012-10-25 | 2014-04-30 | Krones Ag | Verfahren zum Aussondern eines Gegenstands |
| DE102013202872B4 (de) | 2013-02-21 | 2024-07-25 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Ausrichten und/oder Gruppieren von Artikeln, Stückgütern oder Gebinden |
| DE102013204095A1 (de) | 2013-03-11 | 2014-09-11 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Positionieren, Ausrichten und/oder Gruppieren von Artikeln, Stückgütern oder Gebinden |
| DE102015014275A1 (de) | 2015-11-06 | 2017-05-11 | Heuft Systemtechnik Gmbh | Vorrichtung und Verfahren zum Ausleiten von Objekten mit nicht-rotationssymmetrischer Standfläche |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2917286A1 (de) * | 1979-04-27 | 1980-11-06 | Bernhard Heuft | Vorrichtung zum seitlichen ablenken von stueckgut von einer ersten bewegungsbahn auf eine zweite bewegungsbahn |
| ZA831850B (en) * | 1982-03-19 | 1983-11-30 | Nestier Corp | Accumulating conveyor control |
| DE3623327A1 (de) * | 1986-07-11 | 1988-01-21 | Braschos Erdmann | Vorrichtung zum aussortieren von als fehlerhaft erkannten verpackungseinheiten |
| GB8723040D0 (en) * | 1987-10-01 | 1987-11-04 | Logan Fenamec Uk Ltd | Separating articles conveyed by conveyor system |
| DE3734599C1 (en) * | 1987-10-13 | 1989-03-23 | Ct Kontrollsysteme Gmbh | Apparatus for separating packaging units which have been recognised as being defective |
| IT1217694B (it) * | 1988-05-23 | 1990-03-30 | Francesco Canziani | Metodo per il controllo dell'esatto posizionamento degli oggetti da smistare in un impianto di smistamento automatico |
| FR2724916A1 (fr) * | 1994-09-27 | 1996-03-29 | Surepack Ind | Dispositif de transfert d'objets, produits et articles divers par poussoir tactile et installation en faisant application |
| US5560471A (en) * | 1994-09-28 | 1996-10-01 | Tetra Laval Holdings & Finance S. A. | Apparatus for transferring containers to a moving conveyor |
| IT1280460B1 (it) * | 1995-09-08 | 1998-01-20 | Cavanna Spa | Dispositivo per suddividere file di articoli in movimento, ad esempio per impianti automatici di confezionamento. |
| US6206170B1 (en) * | 1996-04-15 | 2001-03-27 | Mantissa Corporation | Control system for a tilt tray sorter |
| US5988356A (en) * | 1997-09-08 | 1999-11-23 | United Parcel Service Of America, Inc. | Automated diverter capable of sorting bulky articles |
| US5979635A (en) | 1997-10-22 | 1999-11-09 | Industrial Dynamics Co., Ltd. | Container diverter apparatus and method |
| US6189702B1 (en) * | 1998-11-25 | 2001-02-20 | United Parcel Service Of America, Inc. | Overhead mounted sorter for conveyors |
| DE29908036U1 (de) * | 1999-05-05 | 1999-10-28 | Heuft Systemtechnik Gmbh, 56659 Burgbrohl | Vorrichtung zum Ausleiten von Gegenständen aus einem Strom von solchen Gegenständen |
| DE10007627C2 (de) * | 2000-02-18 | 2002-01-10 | Krones Ag | Verfahren und Vorrichtung zum Ausleiten liegender Gefäße |
| US6446788B1 (en) * | 2001-03-12 | 2002-09-10 | Owens-Brockway Glass Container Inc. | Linear conveyor speed sensor |
| US6758327B1 (en) * | 2003-01-07 | 2004-07-06 | Rexnord Industries, Inc. | Conveyor drive assembly and method of operation |
-
2001
- 2001-09-19 DE DE20115478U patent/DE20115478U1/de not_active Expired - Lifetime
-
2002
- 2002-09-06 DE DE50208021T patent/DE50208021D1/de not_active Expired - Lifetime
- 2002-09-06 ES ES02764876T patent/ES2269755T3/es not_active Expired - Lifetime
- 2002-09-06 PL PL367347A patent/PL205618B1/pl unknown
- 2002-09-06 CA CA2466280A patent/CA2466280C/en not_active Expired - Lifetime
- 2002-09-06 AT AT02764876T patent/ATE337990T1/de active
- 2002-09-06 RU RU2004111672/11A patent/RU2292295C2/ru active
- 2002-09-06 MX MXPA04002551A patent/MXPA04002551A/es active IP Right Grant
- 2002-09-06 BR BRPI0212609-5A patent/BR0212609B1/pt not_active IP Right Cessation
- 2002-09-06 DK DK02764876T patent/DK1438245T3/da active
- 2002-09-06 US US10/490,233 patent/US7207444B2/en not_active Expired - Lifetime
- 2002-09-06 WO PCT/EP2002/009982 patent/WO2003024848A1/de not_active Ceased
- 2002-09-06 EP EP02764876A patent/EP1438245B1/de not_active Expired - Lifetime
- 2002-09-06 KR KR1020047004054A patent/KR100887024B1/ko not_active Expired - Fee Related
- 2002-09-06 JP JP2003528707A patent/JP4248397B2/ja not_active Expired - Fee Related
- 2002-09-06 HU HU0402237A patent/HU226514B1/hu unknown
-
2007
- 2007-04-02 US US11/732,200 patent/US7398885B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| PL205618B1 (pl) | 2010-05-31 |
| JP2005503304A (ja) | 2005-02-03 |
| MXPA04002551A (es) | 2004-07-30 |
| BR0212609B1 (pt) | 2011-09-06 |
| BR0212609A (pt) | 2004-08-17 |
| PL367347A1 (en) | 2005-02-21 |
| US20070175803A1 (en) | 2007-08-02 |
| RU2004111672A (ru) | 2005-04-27 |
| EP1438245B1 (de) | 2006-08-30 |
| CA2466280C (en) | 2010-11-30 |
| HUP0402237A2 (en) | 2006-08-28 |
| CA2466280A1 (en) | 2003-03-27 |
| HU226514B1 (en) | 2009-03-02 |
| EP1438245A1 (de) | 2004-07-21 |
| ES2269755T3 (es) | 2007-04-01 |
| US7398885B2 (en) | 2008-07-15 |
| US7207444B2 (en) | 2007-04-24 |
| RU2292295C2 (ru) | 2007-01-27 |
| ATE337990T1 (de) | 2006-09-15 |
| DK1438245T3 (da) | 2006-11-20 |
| KR20040047843A (ko) | 2004-06-05 |
| US20050126884A1 (en) | 2005-06-16 |
| KR100887024B1 (ko) | 2009-03-04 |
| DE50208021D1 (de) | 2006-10-12 |
| WO2003024848A1 (de) | 2003-03-27 |
| DE20115478U1 (de) | 2002-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7398885B2 (en) | Apparatus for the diversion of objects of different mass | |
| ES2572907T3 (es) | Sistema de evacuación y procedimiento para evacuar recipientes de bebidas de un equipo de transporte que se mueve | |
| US9809330B2 (en) | Container filling apparatus and method | |
| US7097029B2 (en) | Parcel goods aligning device | |
| CN101112937B (zh) | 分配物体流的装置和方法 | |
| US20110061347A1 (en) | Container treatment plant and a container treatment method for the treatment of containers capable of being filled with a product | |
| US5979635A (en) | Container diverter apparatus and method | |
| US8490776B2 (en) | Arrangement and method for the transportation and synchronized distribution of packing units | |
| CA3068155C (en) | Diverting apparatus with coanda stabilizing device | |
| US11299354B2 (en) | Orienting device and a method for orienting an object | |
| CN201321266Y (zh) | 一种水平垂直双向精确定位输送机 | |
| US6588575B1 (en) | Device for singling out articles from a flow of such articles | |
| US20160096156A1 (en) | Method for using a swing-type mixing device and a mixing device | |
| US20250026583A1 (en) | Apparatus and method for conveying and apportioning | |
| CN211542954U (zh) | 夹持装置 | |
| EP1125886B1 (en) | A device for orienting corks | |
| US20260008635A1 (en) | Apparatus and method for transporting piece goods with transport switches |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050404 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071219 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080319 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20080319 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080404 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080625 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081217 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120123 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4248397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120123 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130123 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140123 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |