JP4206302B2 - 熱折り曲げ成形用ポリ乳酸系積層シート - Google Patents
熱折り曲げ成形用ポリ乳酸系積層シート Download PDFInfo
- Publication number
- JP4206302B2 JP4206302B2 JP2003161014A JP2003161014A JP4206302B2 JP 4206302 B2 JP4206302 B2 JP 4206302B2 JP 2003161014 A JP2003161014 A JP 2003161014A JP 2003161014 A JP2003161014 A JP 2003161014A JP 4206302 B2 JP4206302 B2 JP 4206302B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- polylactic acid
- heat
- sheet
- melting point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
この発明は、熱折り曲げ成形用ポリ乳酸系積層シートに関する。
【0002】
【従来の技術】
各種商品の展示包装用に広く用いられているブリスター加工品や箱形折り曲げ加工品、シェル状包装ケース等は、所定の合成樹脂製シートを真空成形、圧空成形、熱折り曲げ成形等の熱成形方法で成形して製造されるのが一般的である。このブリスター加工品や箱形加工品、シェル状包装ケースとしては、包装体を通して中の商品を透視できるように、透明なものが好まれる。このような点から、実際に用いられるブリスター加工品等用の素材シートとしては、ポリ塩化ビニル、ポリエチレンテレフタレート、ポリスチレンなどのシートが多用されている。
【0003】
また、卓上カレンダーなどの透明折り曲げケースも、同様の熱成形方法で成形され、素材シートとしては、透明性、成形性、耐熱性などの点から、ポリエチレンテレフタレート、ポリプロピレン、ポリスチレンなどのシートが多用されている。
【0004】
しかし、これらの材料は化学的、生物的に安定なため自然環境下に放置されてもほとんど分解されることなく残留、蓄積される。これらは、自然環境中に散乱して動植物の生活環境を汚染するだけでなく、ゴミとして埋め立てられた場合にもほとんど分解せずに残り、埋め立て地の寿命を短くするという問題がある。
【0005】
これに対し、環境保護の観点から、近年においては、生分解性の材料の研究、開発が活発に行われている。その注目されている生分解性の材料の1つとして、ポリ乳酸がある。ポリ乳酸は、生分解性であるので土中や水中で自然に加水分解が進行し、微生物により無害な分解物となる。また、燃焼熱量が小さいので焼却処分を行ったとしても炉をいためない。さらに、出発原料が植物由来であるため、枯渇する石油資源から脱却できる等の特長も有している。
【0006】
ところが、ポリ乳酸は耐熱性が低く、ポリ乳酸製のシート及びその成形体を貯蔵や輸送する場合、貯蔵庫や輸送中のトラック、また船の内部は夏期等になると高温に達することも少なくないため、変形や融着等の問題が発生することがあった。
さらに、ポリ乳酸は、脆さを有しており、シート状などの形態ではそのままでは使用し難い。
【0007】
これらに対し、ポリ乳酸シートを2軸に延伸し、所定の配向を施すと、透明性、耐衝撃性に優れたブリスター用シート及び成形品が得られる旨が特許文献1に開示されている。
【0008】
【特許文献1】
特開平8−73628号公報
【0009】
【発明が解決しようとする課題】
しかしながら、ブリスター容器に必要な形状においての衝撃強度を得ようとすると、必要なシート厚みは大きくなり、結果、成形時の圧力が過大となる問題がある。
【0010】
また、ブリスター包装で一般的に行われている、スライド式ブリスターは、台紙を装着するために、成形部周辺3方を折り曲げているが、上記の延伸されたポリ乳酸系シートでは、弾性率が高く、折り曲げても元に戻る性質を有する。さらに、熱をかけて折り曲げる熱折り曲げ法をおこなっても、融点近くまで持っていかないと折り曲げを固定出来ず、また、元に戻ってしまうという欠点があった。さらに、折り曲げ部の耐熱性も劣るという欠点があった。
【0011】
そこで、この発明は、シート厚を特に大きくすることなく、十分な耐衝撃性、耐熱性、及び熱折り曲げ成形性を有するシート、及びこのシートから流通や保管に耐える強靭な熱折り曲げ成形体を提供することを目的とする。
【0012】
【課題を解決するための手段】
この発明は、ポリ乳酸系重合体を主成分とし、延伸かつ熱固定されたA層と、ポリ乳酸系重合体を主成分とするB層とを有する積層シートにおいて、
上記A層の融点をTma(℃)とし、上記B層が上記A層を構成するポリ乳酸系重合体の融点より低い融点を有する場合は、その融点をTmb(℃)とし、又は上記B層が融点を有さないポリ乳酸系重合体を主成分とする場合は、そのガラス転移点をTmb(℃)としたとき、下記式(1)又は(2)の関係を有することを特徴とする熱折り曲げ成形用ポリ乳酸系積層シートを用いることにより、上記課題を解決したのである。
180>Tma≧154 かつ Tma−Tmb>10 (1)
180>Tma≧154 かつ Tma−(Tgb+70)>10 (2)
【0013】
特定の延伸かつ熱固定されたポリ乳酸系重合体を主成分とする層を用いるので、得られる積層シートは、十分な耐熱性を有し、かつ、シート厚みが0.03〜2.0mm程度の厚みの積層シートでも十分な耐衝撃性を有する。さらに、各層の融点又はガラス転移点を所定範囲内としたので、十分な熱折り曲げ成形性を有する。
また、このような積層シートを用いるので、流通や保管に耐える強靭な熱折り曲げ成形体を得ることができる。
【0014】
【発明の実施の形態】
以下、この発明の実施形態を詳細に説明する。
この発明にかかる熱折り曲げ成形用ポリ乳酸系積層シートは、ポリ乳酸系重合体を主成分とし、延伸かつ熱固定された層(以下、「A層」と称する。)と、ポリ乳酸系重合体を主成分とする層(以下、「B層」と称する。)とを有する積層シートである。
【0015】
上記A層及びB層の主成分であるポリ乳酸系重合体としては、構造単位がL−乳酸又はD−乳酸であるホモポリマー、すなわち、ポリ(L−乳酸)又はポリ(D−乳酸)、構造単位がL−乳酸及びD−乳酸の両方である共重合体、すなわち、ポリ(DL−乳酸)や、これらの混合体があげられる。
【0016】
上記ポリ乳酸系重合体の重合法としては、縮重合法、開環重合法など公知のいずれの方法を採用することができる。例えば、縮重合法ではL−乳酸又はD−乳酸、あるいはこれらの混合物を、直接脱水縮重合して任意の組成を有するポリ乳酸系重合体を得ることができる。
【0017】
また、開環重合法では乳酸の環状二量体であるラクチドを、必要に応じて重合調整剤等を用いながら、適宜選択された触媒を使用してポリ乳酸系重合体を得ることができる。ラクチドにはL−乳酸の2量体であるL−ラクチド、D−乳酸の2量体であるD−ラクチド、さらにL−乳酸とD−乳酸からなるDL−ラクチドがあり、これらを必要に応じて混合して重合することにより任意の組成、結晶性を有するポリ乳酸系重合体を得ることができる。
【0018】
さらに、耐熱性向上等の必要に応じて、少量共重合成分を添加することもでき、テレフタル酸等の非脂肪族ジカルボン酸、ビスフェノールAのエチレンオキサイド付加物等の非脂肪族ジオール等を用いることもできる。
【0019】
さらにまた、分子量増大を目的として、少量の鎖延長剤、例えばジイソシアネート化合物、エポキシ化合物、酸無水物等を使用することもできる。
【0020】
上記ポリ乳酸系重合体は、さらにα−ヒドロキシカルボン酸等の他のヒドロキシカルボン酸単位との共重合体であっても、脂肪族ジオール/脂肪族ジカルボン酸との共重合体であってもよい。
【0021】
上記他のヒドロキシ−カルボン酸単位としては、乳酸の光学異性体(L−乳酸に対してはD−乳酸、D−乳酸に対してはL−乳酸)、グリコール酸、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシ3,3−ジメチル酪酸、2−ヒドロキシ3−メチル酪酸、2−メチル乳酸、2−ヒドロキシカプロン酸等の2官能脂肪族ヒドロキシ−カルボン酸やカプロラクトン、ブチロラクトン、バレロラクトン等のラクトン類があげられる。
【0022】
上記のポリ乳酸系重合体に共重合される脂肪族ジオールとしては、エチレングリコール、1,4−ブタンジオール,1,4−シクロヘキサンジメタノール等があげられる。また、脂肪族ジカルボン酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸及びドデカン二酸等があげられる。
【0023】
この発明に使用されるポリ乳酸系重合体の重量平均分子量の好ましい範囲としては、6万〜70万であり、より好ましくは、6万5千〜40万、とくに好ましくは7万〜30万である。重量平均分子量が6万より小さいと機械物性や耐熱性等の実用物性に劣る場合があり、70万より大きいと溶融粘度が高すぎ成形加工性に劣る場合がある。
【0024】
この発明に使用されるポリ乳酸系重合体には、耐衝撃性向上等の目的で脂肪族ポリエステルを添加することができる。この脂肪族ポリエステルとして、ガラス転移温度(Tg)が0℃以下、融点(Tm)が60℃以上のポリ乳酸以外を主成分とする脂肪族ポリエステル(以下、「特定脂肪族ポリエステル」と称する。)を用いるのが好ましい。Tgが0℃を越えると、シートの耐衝撃性の改良効果が不十分となる傾向があり、また脂肪族ポリエステルの球晶結晶化により透明性が悪化する傾向がある。Tmが60℃未満では、耐熱性に劣る傾向がある。
【0025】
上記特定脂肪族ポリエステルとしては、脂肪族ジオールと脂肪族ジカルボン酸を縮合して得られる脂肪族ポリエステル、環状ラクトン類を開環重合した脂肪族ポリエステル、合成系脂肪族ポリエステル、菌体内で生合成される脂肪族ポリエステル等があげられる。
【0026】
上記脂肪族ジオールと脂肪族ジカルボン酸を縮合して得られる脂肪族ポリエステルは、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール等の脂肪族ジオール、及びコハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸等の脂肪族ジカルボン酸から、それぞれ1種以上選んで縮重合して得られる。さらに、必要に応じてイソシアネート化合物等で鎖連結反応を行い、所望のポリマーを得ることができる。
【0027】
上記開環ラクトン類を開環重合した脂肪族ポリエステルは、ε−カプロラクトン、δ−バレロラクトン、β−メチル−δ−バレロラクトン等の環状モノマーから1種以上選ばれて重合される。
【0028】
上記合成系脂肪族ポリエステルとしては、環状酸無水物とオキシラン類との共重合体、例えば、無水コハク酸とエチレンオキサイド、プロピレンオキサイド等との共重合体等があげられる。
【0029】
上記菌体内で生合成される脂肪族ポリエステルとしては、アルカリゲネスユートロファスを始めとする菌体内でアセチルコエンチームA(アセチルCoA)により生合成される脂肪族ポリエステルが知られている。この脂肪族ポリエステルとしては、ポリ−β−ヒドロキシ酪酸(ポリ3HB)を主としてあげることができるが、プラスチックとしての実用性向上の為に、ポリ3HBに吉草酸ユニット(HV)を共重合し、ポリ(3HB−co−3HV)とすることが工業的に有利である。HVのポリ3HBに対する共重合比は一般的に0〜40%である。さらに長鎖のヒドロキシアルカノエートを共重合してもよい。
【0030】
上記特定脂肪族ポリエステルの具体例を例示すると、ポリブチレンサクシネート、ポリブチレンサクシネートアジペート、ポリブチレンアジペートテレフタレート、ポリカプロラクトン、ポリグリコール酸、ポリエステルカーボネート、ポリヒドロキシブチレートとポリヒドロキシバリレートとの共重合体、ポリヒドロキシブチレートとポリヒドロキシヘキサノエートとの共重合体等があげられる。上記の特定脂肪族ポリエステルは、1種のみを使用してもよく、複数を混合して使用してもよい。
【0031】
上記ポリ乳酸系重合体に、上記特定脂肪族ポリエステルを混合させる場合、この特定脂肪族ポリエステルの含有量は、上記ポリ乳酸系重合体100重量部に対し、0.1〜20重量部であることが好ましく、0.1〜10重量部が好ましい。0.1重量部未満だと、耐衝撃性を十分得られない場合があり、20重量部を超えると、透明性が十分でない場合がある。
【0032】
また、この発明において、性能を損なわない範囲で、製造工程で生じた、端材を再生混入する事を妨げない。
【0033】
上記A層は、ポリ乳酸系重合体を主成分とし、延伸かつ熱固定されたシートからなる層である。
【0034】
上記延伸としては、一軸延伸、二軸延伸のいずれでもよいが、二軸延伸とすることにより、より配向性の高いシートが得られるので好ましい(以下、延伸されたシートを「延伸配向シート」と称する。)。このときの配向の指標は、面配向ΔPで、3.0×10-3以上がよく、5.0×10-3〜20×10-3が好ましい。3.0×10-3より小さいと、耐熱性に劣る傾向がある。
【0035】
上記の面配向ΔPを満たすためには、少なくとも一軸方向に1.5倍以上、好ましくは、2〜5倍の延伸をさせることが好ましい。延伸配向された層は成形体の落下や、他物品に付き当てされた際の衝撃に対する、耐衝撃性を高める。
【0036】
上記延伸に次いで、熱固定を行う。これにより、熱固定された延伸シートが得られる。上記熱固定とは、シートを固定して熱を加えて、歪み等を取り除く工程をいい、これを行うことにより、得られるシートの耐熱性が向上する。
【0037】
熱固定の程度は、シートを昇温したときの全体の結晶化融解熱量ΔHmと昇温中の結晶化により発生する結晶化熱量ΔHcとしたとき、{(ΔHm−ΔHc)/ΔHm}が0.85以上となるよう、熱固定温度と処理時間を選択する。{(ΔHm−ΔHc)/ΔHm}が0.85未満では、シートに十分な耐熱性を付与することが困難となる傾向がある。面配向度の上限は実際上30×10-3程度である。これ以上大きくすると延伸の連続性を持続できなくなる。
【0038】
また、熱固定温度は、上記A層を構成する樹脂組成物のガラス転移温度(Tga)以上、融解温度(Tma)以下、好ましくはTga+20℃以上、Tma−10℃以下、更に好ましくは、Tga+40℃以上、Tma−20℃以下にて行う。
【0039】
さらに、熱固定時間は、上記特性となるように、適宜決定されるが、通常5秒から60秒から選択される。5秒より短いと、熱処理効果が不十分となり、60秒を越えても、効果の増大は認められなくなる傾向がある。
【0040】
二軸延伸をし、次いで熱固定をしたA層である二軸配向シートの縦方向及び横方向の90℃30分での収縮率は、10%以下が好ましく、5%以下がより好ましい。10%を越えるとシートを成形する際に、熱収縮しやすい。収縮率の下限は、収縮しないことが最も好ましいことから、0%である。
【0041】
上記A層に使用されるポリ乳酸系重合体中の乳酸成分のDL含有比は、D−乳酸又はL−乳酸のどちらかの含有比が3%以下(又は97%以上)が好ましい。特に、このDL含有比が0.5%以上3%以下(又は97%以上99.5%以下)とすると、このA層の融点が、下記の式(1)に規定するA層の融点の範囲に収まり、上記A層は、耐衝撃性や耐熱性に優れ、適度の加工性が得られる。
【0042】
上記B層は、上記A層を構成するポリ乳酸系重合体の融点より低い融点を有するか、又は融点を有さない非晶性のポリ乳酸系重合体を主成分とするシートからなる層である。このB層は、延伸や熱固定処理を行ってもよく、行わなくてもよい。
【0043】
上記B層に使用されるポリ乳酸系重合体中の乳酸成分のDL含有比は、D−乳酸/L−乳酸=3/97〜97/3が好ましく、4/96〜96/4がより好ましい。この範囲を逸脱すると、成形性を付与しにくく、同時に熱折り曲げ性が十分でない傾向がある。
【0044】
また、上記B層を構成するポリ乳酸系重合体としては、上記の構造単位が乳酸からなるポリ乳酸に、上記のポリ乳酸以外の脂肪族系ポリエステル、特に特定脂肪族ポリエステルを混合した混合樹脂を用いるのが好ましい。この混合樹脂を用いると、熱折り曲げ部のヒビ割れ緩和効果で折り曲げ外観が向上するという特徴を発揮することができる。
【0045】
上記B層を構成するポリ乳酸系重合体が融点を有する場合、この融点は、上記A層を構成するポリ乳酸系重合体の融点より低い温度がよく、より具体的には、上記A層を構成する樹脂の融点とB層を構成する樹脂の融点とは、下記式(1)の関係を有することがよい。
180>Tma≧154 かつ Tma−Tmb>10 (1)
上記式(1)中、A層の融点をTma(℃)、B層の融点をTmb(℃)で示す。
【0046】
すなわち、A層の融点Tmaは、154℃以上180℃より低い温度がよく、160℃以上180℃より低い温度が好ましい。この温度範囲を満たすと、上記A層は、耐衝撃性や耐熱性に優れ、適度の加工性が得られる。これに対し、154℃より低いと、十分な折り曲げ部耐熱性が得難くなる傾向がある。一方、180℃以上だと、折り曲げ加工性に劣る傾向がある。
【0047】
また、A層の融点TmaとB層の融点Tmbの差、Tma−Tmbは、10℃以上がよく、15℃以上が好ましい。差が10℃未満だと、この発明にかかる積層シートに成形性を付与しにくくなり、熱折り曲げ性が悪化する傾向がある。ところで、Tma−Tmbの上限は、60℃がよく、55℃が好ましい。60℃より大きいと、折り曲げ部耐熱性が劣る傾向がある。なお、融点は、後述する実施例で示す方法で測定することができる。
【0048】
上記したA層とB層の両樹脂の融点差を得る方法は、特に限定されない。例えば、ポリ乳酸系重合体に含まれる乳酸成分のD−乳酸とL−乳酸との混合比率を調整することにより得ることができる。また、上記B層に可塑剤を含有させることによっても得ることができる。
【0049】
上記B層を構成するポリ乳酸系重合体が融点を有さない場合、上記A層を構成する樹脂の融点とB層を構成する樹脂のガラス転移点とは、下記式(2)の関係を有することがよい。
180>Tma≧154 かつ Tma−(Tgb+70)>10 (2)
上記式(2)中、A層の融点をTma(℃)、B層のガラス転移点をTgb(℃)で示す。
【0050】
A層の融点Tmaの範囲は、上記した場合と同じ理由により、154℃以上180℃より低い温度がよく、160℃以上180℃より低い温度が好ましい。
【0051】
また、A層の融点TmaとB層のガラス転移点Tgb+70℃との差、Tma−(Tgb+70)は、10℃以上がよく、15℃以上が好ましい。差が10℃未満だと、この発明にかかる積層シートに成形性を付与しにくくなり、熱折り曲げ性が悪化する傾向がある。なお、融点及びガラス転移点は、後述する実施例で示す方法で測定することができる。
【0052】
上記したA層の融点とB層のガラス転移点+70℃との差を得る方法は、特に限定されない。例えば、ポリ乳酸系重合体に含まれる乳酸成分のD−乳酸とL−乳酸との混合比率を調整することにより得ることができる。また、上記B層に可塑剤を含有させることによっても得ることができる。
【0053】
上記のA層とB層とを積層することにより、この発明にかかる熱折り曲げ成形用ポリ乳酸系積層シートが製造される。次に、この積層方法を説明する。
【0054】
上記積層方法としては、下記の2つの方法が例としてあげられる。これらの方法はいずれにせよ、少なくとも一方の層は延伸され、更に緊張下で熱固定される。
▲1▼一方の層と他方の層とを共押出しした後に延伸する。
▲2▼各層ごとに押出した後、貼り合せる。等
【0055】
上記▲1▼の方法については、まず、それぞれの層を形成するポリ乳酸系重合体や、上記のポリ乳酸以外の脂肪族ポリエステル、特に特定脂肪族ポリエステルを混合した混合樹脂等、及び無機粒子等を、それぞれ共押出積層用押出装置に供給し、この装置内で樹脂組成物を調整する。また、あらかじめ別の押出機で、上記樹脂組成物をストランド形状に押し出してペレットを作製しておいても良い。いずれも、分解による分子量の低下を考慮しなければならないが、均一に混合させるには後者が好ましい。
【0056】
上記の樹脂組成物には、諸物性を調整する目的で、熱安定剤、光安定剤、光吸収剤、可塑剤、無機充填材、着色剤、顔料等を添加することもできる。この際、用途の必要透明度を勘案して添加量などを調整する。
【0057】
上記の供給した樹脂を充分に乾燥し、水分を除去した後、押出機で溶融する。ポリ乳酸系重合体のL−乳酸とD−乳酸の組成比による融点の変化、ポリ乳酸以外の脂肪族ポリエステルの融点、ポリ乳酸系重合体とポリ乳酸以外の脂肪族ポリエステルの混合割合等を考慮して、適宜、溶融押出温度を選択する。実際にはポリ乳酸系重合体の融点〜同融点+100℃の温度範囲が通常選ばれる。
【0058】
次に、2または3台以上のマルチマニホールド又はフィードブロックを用いて積層化し、スリット状のダイから2層以上の溶融積層シートとして押し出す。その際、それぞれの層の厚みはメルトラインに設置したギアポンプ等の定量フィーダーによるポリマーの流量調節により設定することができる。
【0059】
次いで、このダイから押し出された溶融積層シートを、回転冷却ドラム上でポリ乳酸系重合体のガラス転移温度(Tg)以下にて急冷固化し、実質的に非晶質の未配向積層シートを得る。回転冷却ドラムの温度がこのガラス転移温度以上では、積層シートの結晶化が進み、その後の延伸が困難となったり、延伸工程で、積層シートの厚み精度が悪化したりする。またこの際、シートの平滑性や厚さ斑を向上させる目的で、積層シートと回転冷却ドラムとの密着性を高める事が好ましく、この発明においては、静電印加密着法および、または液体塗布密着法が好ましくは用いられる。
【0060】
このようにして得られた積層シートは、そのままでは十分な衝撃強度を付与できない。このため、十分配向させておくことが必要である。具体的には、2軸延伸することにより、配向された延伸配向シートを得るのがよい。このときのA層側のシートの配向の指標は、面配向ΔPで3.0×10-3以上がよく、5.0×10-3以上が好ましい。面配向度の上限は実際上30×10-3程度である。これ以上大きくすると延伸の連続性を持続できなくなる。これを達成するには少なくとも1軸方向に延伸温度50〜100℃、延伸倍率1.5〜5倍、延伸速度100%/分〜10,000%/分が一般的であるが、ΔPの値をみて適宜決定される。
【0061】
この延伸配向シートは、延伸に次いで、固定しながら熱処理を行う。これにより、熱固定された延伸配向シートが得られる。熱固定することで、熱折り曲げ加工時のシート変形を防止し、更に折り曲げ加工品の耐熱性を付与することが出来る。
【0062】
次に、上記▲2▼の方法、いわゆる押し出しラミについて説明する。具体的には、予め、2軸に延伸配向されたシートを一方の層と、他方の層としてダイから押し出された溶融シートとを、回転冷却ドラム及びシリコンライニングロールで貼り合わせて、ガラス転移温度以下で急冷固化する。こうして、一方の層は結晶配向しており、他方の層は低結晶質の積層シートを得る。
【0063】
上記熱折り曲げ成形用ポリ乳酸系積層シートの層構成は、2層以上であれば特に限定されないが、少なくとも3層を有し、このうち、上記A層が両外層を構成し、上記B層がこの両外層に挟まれる層の少なくとも1層を構成することが好ましい。上記A層が両外層を構成することにより、得られる熱折り曲げ成形用ポリ乳酸系積層シートに、十分な耐衝撃性や耐熱性を付与することができる。また、上記両外層に挟まれる層の少なくとも1層を上記B層で構成することにより、十分な成形性や熱折り曲げ性を付与することができる。
【0064】
上記熱折り曲げ成形用ポリ乳酸系積層シートの透明性は、用途によっても異なるが、ヘーズ値で通常20%以下が好ましく、10%以下がより好ましい。特に、商品の全面を覆うブリスター容器や、印刷面を覆うカレンダーホルダーの場合は、10%以下が好ましく、8%以下がより好ましい。
【0065】
上記熱折り曲げ成形用ポリ乳酸系積層シートの総厚さは、用途に応じた耐衝撃性、加工性などを考慮して決められるが、0.03〜2.0mmの範囲であることが好ましく、0.1〜1.0mmがより好ましい。0.03mm以下では、必要な強度が得られず、2.0mm以上では、加工時の加熱に長い時間を要したり、加工圧力が過大となったりする傾向がある。
【0066】
上記熱折り曲げ成形用ポリ乳酸系積層シート中の上記A層、特に、後述する加熱が行われる側のA層の厚みは、0.01〜0.5mmが好ましく、0.01〜0.2mmがより好ましい。0.01mm未満では、熱折り曲げ成形時の溶融痕を生じやすい。一方、0.5mm以上では折り曲げ耐熱性に劣り、成形後、この熱折り曲げ部を加熱すると折り曲げ部が開いてしまう傾向がある。
【0067】
また、上記熱折り曲げ成形用ポリ乳酸系積層シート中の上記B層の厚みは、上記A層の厚みより厚い方が好ましい。A層の厚みより薄いと、熱折り曲げ性が悪化する傾向がある。また、上記B層の厚みは、1.0mm以下であることが好ましく、0.5mm以下がより好ましい、1.0mmより厚いと、折り曲げ時にクラックが生じやすくなる傾向がある。
【0068】
例えば、上記熱折り曲げ成形用ポリ乳酸系積層シートを後述する方法で得られるポリ乳酸系熱折り曲げ成形体として、スライドブリスターを製造する場合、収納物の重量、大きさにも依存するが、収納物が電気機器のアクセサリー等、例えば、ヘッドホン、リモートコントローラー等の軽量物では、上記熱折り曲げ成形用ポリ乳酸系積層シートにそれほど耐衝撃性は要求されないので、シート厚みは、0.1〜0.5mmでよく、0.15〜0.4mmが好ましい。0.1mmより薄いと、耐落下衝撃性が劣化し始め、一方、0.5mmより厚いと、ブリスター意匠上、収納物に合わせた凹凸をつけた成形が困難となる場合がある。
【0069】
また、この場合のシートのA層の厚みは、0.01〜0.25mmが好ましく、0.01〜0.2mmが好ましい。0.01mmより薄いと、熱折り曲げ時、溶融痕を生じることがある。一方、0.25mmより厚いと、折り曲げ耐熱性が悪くなることがある。
【0070】
これに対し、収納物が電気機器本体や、充電器等の重量のある場合は、シートの耐衝撃性が要求されるので、シート厚みは、0.2〜1mmがよく、0.25〜0.5mmが好ましい。0.2mmより薄いと、耐落下衝撃性が劣る傾向がある。一方、1mmより厚いと、ブリスター意匠上、収納物にあわせた凹凸をつけた成形が難しくなりがちである。
【0071】
また、この場合のシートのA層の厚みは、0.02〜0.5mmが好ましく、0.03〜0.3mmが好ましい。0.02mmより薄いと、耐衝撃性が劣る傾向があり、一方、0.5mmより厚いと、内容物の形状に合わせた成形体が得難くなる傾向がある。
【0072】
次に、上記熱折り曲げ成形用ポリ乳酸系積層シートを用いて、ポリ乳酸系熱折り曲げ成形体を製造する方法について説明する。
上記のポリ乳酸系積層シートの成形は、シートを加熱して成形する一般的な熱成形を用いることにより行うことができる。具体的には、真空成形法、プラグアシスト成形法、圧空成形法、雄雌型成形法、成形雄型に沿ってシートを変形した後に成形雄型を拡張する方法などがある。なお、成形物の形状、大きさなどは用途などに応じて適宜選択されるものとする。シートの加熱方法としては、赤外線ヒーター、熱板ヒーター、熱風などがある。シートを成形温度まで予熱し、熱成形することで、ブリスター成形物、容器状成形物等の各種の容器等を成形する。
【0073】
上記の熱折り曲げ成形用ポリ乳酸系積層シートを用いる場合、上記容器等の中でも、スライド式のブリスター容器やカレンダーホルダー等を製造するため、熱折り曲げ成形をすることが可能である。この熱折り曲げ成形とは、折り曲げられる線状の部位に、線状に加熱可能な加熱治具を接触させ、次いで、機械的に線状に折り曲げる成形法をいう。
【0074】
上記スライド式のブリスター容器1とは、図1(a)(b)に示すように、収納物の形状に熱成形した製品収納部2を有する容器をいい、このブリスター容器1の両側縁及び一方の端縁には、上記板状体を保持するために、熱折り曲げ成形部3が形成される。そして、背面に、板紙や樹脂シート等の板状体(図示せず)を上記熱折り曲げ成形部3の鋭角側にスライドさせて嵌め込み、収納物を上記製品収納部2に収納することができる。
【0075】
また、上記カレンダーホルダー4は、図2(a)(b)に示すように、カレンダーを収納・保持する容器をいい、その両側縁に熱折り曲げ成形部5が形成され、この熱折り曲げ成形部5が形成されていない開放端5から、シート状のカレンダー(図示せず)を収納する。
【0076】
このような熱折り曲げ成形部を形成させる方法としては、図3(a)に示すような、上記熱折り曲げ成形用ポリ乳酸系積層シート11を、折り曲げられる部分、すなわち、熱折り曲げ成形部を形成させる折り曲げ線12の部分に、図3(b)に示すように、加熱刃、加熱板、赤外線ヒーター等の線状に加熱可能な加熱治具13を接触させて加熱した後、直ちに(数秒以内に)加熱治具13を離して、機械的に線状に折り曲げ、次いで、図3(c)に示すように、折り曲げられた部分を、保持板14で折り曲げられた状態を保持したまま冷却する方法があげられる。これにより、所定の熱折り曲げ成形部を有するポリ乳酸系熱折り曲げ成形体を得ることができる。
【0077】
上記の加熱治具13は、上記A層側に接触させ、加熱を行うようにする。これにより、上記加熱温度が、上記A層の融点以下であれば、表面の溶融痕を防ぐことができる。
【0078】
上記の熱折り曲げ成形後に、熱折り曲げ成形部の温度が、Tgbを下回るように、その折り曲げられた状態を保持しながら冷却(放冷)して、熱折り曲げ成形部の形状が固定される。この冷却は、10秒以内で完了する。熱折り曲げ成形部をTgb温度近辺の雰囲気の温度にさらした場合、この熱折り曲げ成形部が開いてしまう場合がある。
【0079】
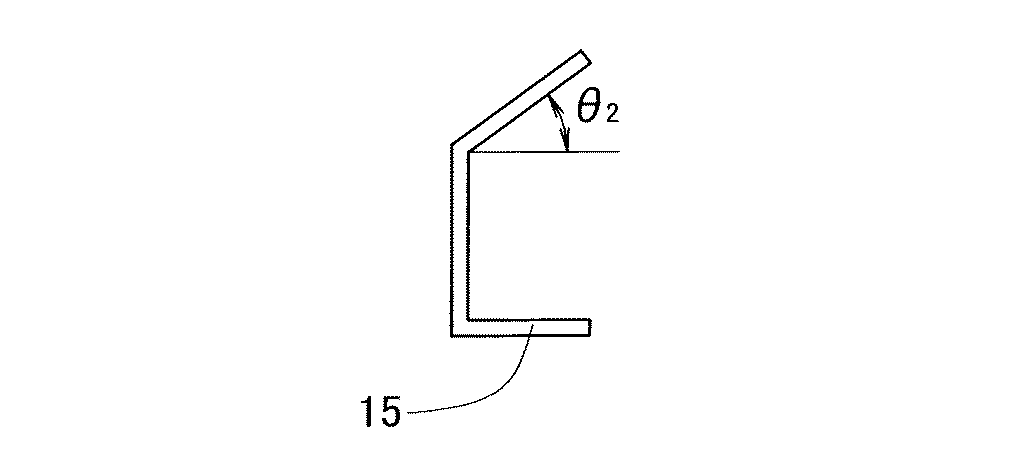
上記熱折り曲げ成形及び冷却直後における上記熱折り曲げ成形部の開き角度は、20°以下がよく、10°以下が好ましい。20°を越えるものは、台紙の保持性が無くなったり、印刷シートの保持部分が大きく開いてしまったりするので、好ましくない。
【0080】
なお、得られるポリ乳酸系折り曲げ成形体がスライド式のブリスター容器で、上記の熱折り曲げ成形部がヘアピン状の場合、上記開き角度は、θ1で示され、一方、得られるポリ乳酸系折り曲げ成形体がカレンダーホルダーの様なコの字状に折り曲げた場合の開き角度は、図4に示すように、コの字の上下部分の平行からの開き角θ2が示される。
【0081】
また、上記熱折り曲げ成形及び冷却後、60℃で1時間経過した後の上記熱折り曲げ成形部の開き角度は、上記熱折り曲げ成形及び冷却直後の場合と同様の角度を保持するのが好ましい。
【0082】
さらに、透明箱状ケースとする場合は、上記処理の後、超音波ウエルダー等で箱状にシールすることにより成形される。
【0083】
この発明で得られる上記ポリ乳酸系熱折り曲げ成形体は、スライド式のブリスター容器、カレンダーホルダー等の熱折り曲げ成形部を持つ成形体等として好適に使用できる。
【0084】
また、表裏層がポリ乳酸系重合体からなる、上記熱折り曲げ成形用ポリ乳酸系積層シートは、外層が食品衛生上に優れたポリ乳酸系重合体で覆われているので、製造された容器状成形体は直接食品に触れる容器としても使用可能である。
【0085】
【実施例】
以下、この発明を実施例を用いて詳述する。まず、測定方法及び評価方法を示す。
[重量平均分子量]
東ソー(株)製HLC−8120GPCゲルパーミエーションクロマトグラフ装置を用い、以下の測定条件で、標準ポリスチレンで検量線を作製し、重量平均分子量を求めた。
・使用カラム:島津製作所製Shim−Packシリーズ(GPC−801C、GPC−804C、GPC−806C、GPC−8025C、GPC−800CP)
・溶媒:クロロホルム
・サンプル溶液濃度:0.2wt/vol%
・サンプル溶液注入量:200μl
・溶媒流速:1.0ml/分
・ポンプ、カラム、検出器温度:40℃
【0086】
[シート厚み]
(株)テクロック製ダイヤルゲージSM−1201で十点測定を行い、その平均値で厚みとした。単位はmmである。
【0087】
[シートのガラス転移温度(Tg)及び融点(Tm)の測定]
JIS−K−7121に基づき、示差走査熱量測定法(DSC)にて昇温速度が10℃/minでシート中のポリ乳酸に起因するガラス転移温度(Tg)及び融点(Tm)を測定した。単位は℃である。
【0088】
[結晶化度の測定]
JIS−K−7121に基づき、示差走査熱量測定法(DSC)にて昇温速度が10℃/minで、生分解性シート中のポリ乳酸系重合体に起因する融解熱量(ΔHm)及び結晶化熱量(ΔHc)を測定し、下記式によりポリ乳酸系重合体の結晶化度を算出した。
相対結晶化度(%)=(ΔHm−ΔHc)/ΔHm×100
【0089】
[ヘーズの測定]
JIS K 7105に基づき、測定した。
ヘーズが10%未満なら透明性に優れ、10〜20%なら実用範囲であり、20%を超えると、使用に耐えられなかった。
【0090】
[耐衝撃性の評価]
東洋精機社製のハイドロショット衝撃試験機(型式HTM−1)を用い、温度23℃で、直径が1/2インチの撃芯を3m/secの速度で積層シートに衝突させ、破壊に要したエネルギーを算出した。破壊衝撃値が、20kg・mm以上なら耐衝撃性に優れ、10kg・mm以上20kg・mm未満なら実用範囲であり、10kg・mm未満なら使用に耐えられなかった。
【0091】
[成形性の評価]
φ100mm、深さ30mm、絞り比0.3の成形金型(金型温度60℃)を用いて圧空成形(空気圧:4kg/cm2、予熱135℃)を行い、成形体の型賦形状態を観察し、3段階で評価を行った。評価基準は、良好な形態の成形体が形成されている場合を「○」、実用可能なレベル程度の場合を「△」、不良形状の成形体の場合を「×」で示した。
加熱は、インフラシュタインヒーターを使用した。シートの成形直前温度は、遠赤外線温度計にて測定した。
【0092】
[熱折り曲げ性の評価]
生分解性シートを100mm角に切り出す。図3(a)に示すように、サンプルの中央部に、折り曲げ線12を細いフェルトペンで記入する。更に、折り曲げ線の中心及び左右10mm位置に測定位置線16を記入しておく。
加熱治具13は、一辺24mmのステンレス製四角柱状で、中に温調のかかったカートリッジヒーターが装着されている。シート接触部には耐熱テープ(日東電工(株)製:ニトフロン粘着テープNo.973UL;0.13mm厚み×幅25mm)を貼りつけた。図3(b)に示すように、加熱部稜線部をシートの折り曲げ線に沿って、押し当てる。時間は5秒とした。シート折り曲げ部の表面温度を接触式温度計にて計測し、折り曲げ温度Ts(℃)とした(予め条件設定しておく)。
【0093】
1秒後に、押し当て部と反対側に折り曲げ、図3(c)に示すように、100mm(角)×1mm(厚み)のアルミ板からなる保持板に挟み、1.5kgの重りを載せて、5秒間冷却した。
折り曲げサンプルは、折り曲げ線に沿って、10mm幅に切断し、折り曲げ部の開き量をJISB7507のノギスで測定、下記式から耐熱前開き角度とした。
開き角度(°)=(360/π)×SIN-1(開き量/20)
【0094】
また、下記の基準で折り曲げ部の外観を評価した。評価基準は、ヒビ状欠陥や溶融痕が認められない場合を「○」、ヒビ状欠陥が認められる場合を「△」、溶融痕が認められる場合を「×」で示した。
【0095】
[折り曲げ部耐熱性の評価]
生分解性シートから得られた折り曲げ試験片を、熱風オーブンにおいて60℃で60分放置した後、折り曲げ部の開き量(mm)をJIS B 7507のノギスで測定、下記式にて加熱後開き角度を算出した。
開き角度(°)=(360/π)×SIN-1(開き量/20)
【0096】
[総合評価]
図1に示すスライドブリスター、及び図2に示すカレンダーホルダーを熱成形し、外観、開き角度等を考慮すると共に、上記の全ての評価結果を考慮して、総合評価を判断した。評価基準は、実用上良好に使用できるもの「○」、実用可能なレベル程度の場合を「△」、実用に適さないものを「×」とした。
【0097】
[製造例]
(製造例1、2)
ピューラックジャパン社製のL−ラクチド(商品名:PURASORB L)100kgに、オクチル酸スズを15ppm添加したものを、攪拌機と加熱装置を備えた500Lバッチ式重合槽に入れた。窒素置換を行い、185℃、攪拌速度100rpmで、60分間重合を行った。得られた溶融物を、真空ベントを3段備えた三菱重工(株)社製の40mmφ同方向2軸押出機に供給し、ベント圧4torrで脱揮しながら、200℃でストランド状に押出してペレット化した。
得られたポリ乳酸系重合体の重量平均分子量は20万であり、L体含有量は99.5%であった。また120℃4時間アニール後のペレットのDSCによる融点は178℃であった。
以下同様に、仕込みL−ラクチドと、DL−ラクチドの量を調整して、重量平均分子量20万、L体含有量98.0%のポリ乳酸系重合体を調整した。120℃4時間アニール後のペレットのDSCによる融点は162℃であった。
【0098】
(製造例3、4)
ピューラックジャパン製L−ラクチド(商品名:PURASORB L)94Kgと同社製DL−ラクチド(商品名:PURASORB DL)6Kgに、オクチル酸スズ15ppm添加し、攪拌機と加熱装置を備えた500Lバッチ式重合槽に入れた。窒素置換を行い、185℃、攪拌速度100rpmで、60分重合を行った。得られた溶融物を、真空ベントを3段備えた三菱重工(株)製40mmφ同方向2軸押出機に供し、ベント圧4torrで脱揮しながら、200℃でストランド状に押し出し、ペレット化した。
得られたポリ乳酸系重合体の重量平均分子量は20万、L体含有量は97.0%であった。また120℃4時間アニール後のペレットのDSCによる融点は154℃であった。
以下同様に、仕込みL−ラクチドと、DL−ラクチドの量を調整して、重量平均分子量20万、L体含有量94.8%のポリ乳酸系重合体を調整した。120℃4時間アニール後のペレットのDSCによる融点は145℃であった。
【0099】
(製造例5)
ピューラックジャパン製L−ラクチド(商品名:PURASORB L)85Kgと同社製DL−ラクチド(商品名:PURASORB DL)15Kgに、オクチル酸スズ15ppm添加し、攪拌機と加熱装置を備えた500Lバッチ式重合槽に入れた。窒素置換を行い、185℃、攪拌速度100rpmで、60分重合を行った。得られた溶融物を、真空ベントを3段備えた三菱重工(株)製40mmφ同方向2軸押出機に供し、ベント圧4torrで脱揮しながら、200℃でストランド状に押し出し、ペレット化した。
得られたポリ乳酸系重合体の重量平均分子量は20万、L体含有量は92.6%であった。120℃4時間アニール後のペレットのDSCによる結晶融点は、131℃であった。
【0100】
(製造例6)
ピューラックジャパン製L−ラクチド(商品名:PURASORB L)80Kgと同社製DL−ラクチド(商品名:PURASORB DL)20Kgに、オクチル酸スズ15ppm添加し、攪拌機と加熱装置を備えた500Lバッチ式重合槽に入れた。窒素置換を行い、185℃、攪拌速度100rpmで、60分重合を行った。得られた溶融物を、真空ベントを3段備えた三菱重工(株)製40mmφ同方向2軸押出機に供し、ベント圧4torrで脱揮しながら、200℃でストランド状に押し出し、ペレット化した。
得られたポリ乳酸系重合体の重量平均分子量は20万、L体含有量は89.7%であった。DSCによる結晶融点は存在せず、非晶であることを確認した。
【0101】
上記製造例1〜6で得られたポリ乳酸系重合体の物性をまとめて表1に示す。
【0102】
【表1】
(実施例1〜5及び比較例1〜3)
表2に従って製造例2〜6で得られたポリ乳酸系重合体ペレットを乾燥した後、40mmΦ単軸押し出し機にて210℃でマルチマニホールド式の口金より他方の層(B層)用として押し出した。
なお、B層に特定脂肪族ポリエステルを添加する場合に使用した特定脂肪族ポリエステルは、昭和高分子(株)製:ビオノーレ#3003である。
また、同様に表2に従って製造例1〜3で得られたポリ乳酸系重合体に乾燥した平均粒径1.4μmの粒状シリカ(商品名:サイシリア100、富士シリシア化学(株)製)0.1重量部を混合して25mmΦの同方向2軸押し出し機にて上記口金より一方の層(A層)用として210℃で押し出した。
【0104】
A層/B層/A層の3層構造の厚み比はおよそ1:8:1となるように押し出し量を調整した。この共押し出しシートを約43℃のキャスティングロールにて急冷し、未延伸シートを得た。続いて得られたシートを、三菱重工業(株)製フィルムテンターを用い、温水循環式ロールと接触させつつ赤外線ヒーターを併用して75℃に加熱し、周速差ロール間で縦方向に2.0倍、次いでこの縦延伸シートをクリップで把持しながらテンターに導き、シート流れの垂直方向に75℃で2.8倍に延伸した後、135℃で約30秒間熱処理し、表2に示す厚みのシートを作成した。これらのシートを実施例1〜5及び比較例1〜5の積層シートとした。
【0105】
得られた積層シートの物性を上記の方法で測定した。その結果を表2に示した。実施例1〜5は本発明の範囲にある。
A層折り曲げ部の温度は150℃となるように加熱治具を押し当て、上記した熱折り曲げ性及び折り曲げ部耐熱性の評価を行った。積層シートの透明性、耐衝撃性、シートから得られる成形体の性状を示す折り曲げ成形性、折り曲げ耐熱性、耐衝撃性、総合評価を表2に示した。
透明性、耐衝撃性が良好で、カレンダーホルダーや、透明性を特に重視するスライドブリスターに好適である。
【0106】
(実施例6)
製造例6で得られたポリ乳酸系重合体(L−乳酸:D−乳酸=89.7:10.3、ガラス転移温度53℃、融点なし)95重量%にガラス転移点が−45℃で融点94℃の生分解性脂肪族ポリエステルであるポリブチレンサクシネート/アジペート(商品名:ビオノーレ#3003、昭和高分子(株)製)を5重量%を各々乾燥した後、混合して溶融押し出しにてペレット形状にして得られたペレットから40mmΦ単軸押し出し機にて210℃でマルチマニホールド式の口金より他方の層(B層)用として押し出した。
【0107】
また、製造例2で得られたポリ乳酸系重合体(L−乳酸:D−乳酸=98:2、ガラス転移温度56℃、融点162℃)100重量部に乾燥した平均粒径1.4μmの粒状シリカ(商品名:サイシリア100、富士シリシア化学(株)製)0.1重量部を混合して25mmΦの同方向2軸押し出し機にて上記口金より一方の層(A層)用として210℃で押し出した。
【0108】
A層/B層/A層の3層構造の厚み比はおよそ1:8:1となるように押し出し量を調整した。この共押し出しシートを約43℃のキャスティングロールにて急冷し、未延伸シートを得た。続いて得られたシートを、三菱重工業(株)製フィルムテンターを用い、温水循環式ロールと接触させつつ赤外線ヒーターを併用して75℃に加熱し、周速差ロール間で縦方向に2.0倍、次いでこの縦延伸シートをクリップで把持しながらテンターに導き、シート流れの垂直方向に75℃で2.8倍に延伸した後、135℃で約30秒間熱処理し、0.3mm厚みの積層シートを作成した。この積層シートを実施例6の積層シートとした。
【0109】
上述した通り、表裏層のポリ乳酸系重合体部分の融点は162℃であり、中間層のポリ乳酸系重合体部分の融点は存在しない。
得られたシートの物性を測定し、その結果を表2に示した。また、A層折り曲げ部の温度は150℃となるように加熱治具を押し当て、上記した熱折り曲げ性及び折り曲げ部耐熱性の評価を行った。積層シートの透明性、耐衝撃性、シートから得られる成形体の性状を示す折り曲げ成形性、折り曲げ耐熱性、耐衝撃性、総合評価を表2に示した。
B層に添加したポリブチレンサクシネート/アジペートの効果で、添加していない実施例5と比較して、耐衝撃性が向上している。透明性も10%以下であり、比較的軽量包装用スライドブリスターに好適である。
【0110】
(実施例7)
製造例4で得られたポリ乳酸系重合体(L−乳酸:D−乳酸=94.8:5.2、ガラス転移温度56℃、融点145℃)95重量%にガラス転移点が−45℃で融点94℃の生分解性脂肪族ポリエステルであるポリブチレンサクシネート/アジペート(商品名:ビオノーレ#3003、昭和高分子(株)製)を、5重量%を各々乾燥した後、混合して溶融押し出しにてペレット形状にして得られたペレットから40mmΦ単軸押し出し機にて210℃でマルチマニホールド式の口金より他方の層(B層)用として押し出した。
【0111】
また、製造例2で得られたポリ乳酸系重合体(L−乳酸:D−乳酸=98:2、ガラス転移温度56℃、融点162℃)100重量部に乾燥した平均粒径1.4μmの粒状シリカ(商品名:サイシリア100、富士シリシア化学(株)製)0.1重量部を混合して25mmΦの同方向2軸押し出し機にて上記口金より一方の層(A層)用として210℃で押し出した。
【0112】
A層/B層/A層の3層構造の厚み比はおよそ1:8:1となるように押し出し量を調整した。この共押し出しシートを約43℃のキャスティングロールにて急冷し、未延伸シートを得た。続いて得られたシートを、三菱重工業(株)製フィルムテンターを用い、温水循環式ロールと接触させつつ赤外線ヒーターを併用して75℃に加熱し、周速差ロール間で縦方向に2.0倍、次いでこの縦延伸シートをクリップで把持しながらテンターに導き、シート流れの垂直方向に75℃で2.8倍に延伸した後、135℃で約30秒間熱処理し、0.3mm厚みの積層シートを作成した。この積層シートを実施例7の積層シートとした。
【0113】
上述した通り、表裏層のポリ乳酸系重合体部分の融点は162℃であり、中間層のポリ乳酸系重合体部分の融点は145℃である。
得られたシートの物性を測定しその結果を表2に示した。また、A層折り曲げ部の温度は150℃となるように加熱治具を押し当て、上記した熱折り曲げ性及び折り曲げ部耐熱性の評価を行った。積層シートの透明性、耐衝撃性、シートから得られる成形体の性状を示す折り曲げ成形性、折り曲げ耐熱性、耐衝撃性、総合評価を表2に示した。
B層に添加したポリブチレンサクシネート/アジペートの効果で、添加していない実施例2と比較して、耐衝撃性が格段に向上している。透明性も10%以下であり、耐衝撃性の求められるスライドブリスターに好適である。
【0114】
実施例1〜7は上記各評価測定に実用範囲以上の結果を示し、総合評価は△以上である。特に、実施例1,2,6,7は総合評価は○である。一方、この発明の範囲外である比較例1〜5は得られた成形体の性状が不良である。
【0115】
(実施例8)[生分解性試験]
実施例2で得られた成形体を、完熟腐葉土20Kg、ドッグフード(日本ペットフード(株)製ビタワン)10Kgとともに、家庭用コンポスター(静岡製機(株)製エコロンポEC−25D)に入れ、毎日500mlの水を加えながら、5週間放置し、5週間後の回収率(ホルダー中に残存していた率)を測定した。回収率は30%以下で明らかに分解が進行しており、良好な生分解性を示した。
【0116】
【表2】
【発明の効果】
この発明にかかる熱折り曲げ成形用ポリ乳酸系積層シートは、特定の延伸かつ熱固定されたポリ乳酸系重合体を主成分とする層を有するので、得られる積層シートは、十分な耐熱性を有し、かつ、シート厚みが0.03〜2.0mm程度の厚みの積層シートでも十分な耐衝撃性を有する。さらに、各層の融点を所定範囲内としたので、十分な熱折り曲げ成形性を有する。
また、このような熱折り曲げ成形用ポリ乳酸系積層シートは、透明性、耐衝撃性、折り曲げ成形性に優れ、このような積層シートを用いるので、スライドブリスター、カレンダーホルダー等の折り曲げ部を持つ、流通や保管に耐える強靭な熱折り曲げ成形体を得ることができる。
【図面の簡単な説明】
【図1】(a)スライド式ブリスターの例を示す平面図
(b)(a)の正面図
【図2】(a)カレンダーホルダーの例を示す正面図
(b)(a)の側面図
【図3】(a)熱折り曲げ成形用ポリ乳酸積層シートに折り曲げ線を設けた状態を示す平面図
(b)(a)の折り曲げ線に加熱治具を当てた状態を示す模式図
(c)熱折り曲げ成形した後、冷却する状態を示す模式図
【図4】カレンダーホルダーの場合の開き角度を示す模式図
【符号の説明】
1 ブリスター容器
2 製品収納部
3 熱折り曲げ成形部
4 カレンダーホルダー
5 熱折り曲げ成形部
6 開放端
11 熱折り曲げ成形用ポリ乳酸系積層シート
12 折り曲げ線
13 加熱治具
14 保持板
θ1,θ2 開き角度
Claims (3)
- ポリ乳酸系重合体を主成分とし、延伸かつ熱固定されたA層と、上記A層を構成するポリ乳酸系重合体の融点より低い融点を有するポリ乳酸系重合体を主成分とするB層とを有する積層シートにおいて、
上記A層の融点をTma(℃)、上記B層の融点をTmb(℃)としたとき、下記式(1)の関係を有し、
180>Tma≧154 かつ Tma−Tmb>10 (1)
上記A層が両外層を構成し、上記B層がこの両外層に挟まれる層の少なくとも1層を構成することを特徴とする熱折り曲げ成形用ポリ乳酸系積層シート。 - ポリ乳酸系重合体を主成分とし、延伸かつ熱固定されたA層と、融点を有さないポリ乳酸系重合体を主成分とするB層とを有する積層シートにおいて、
上記A層の融点をTma(℃)、上記B層のガラス転移点をTgb(℃)としたとき、下記式(2)の関係を有し、
180>Tma≧154 かつ Tma−(Tgb+70)>10 (2)
上記A層が両外層を構成し、上記B層がこの両外層に挟まれる層の少なくとも1層を構成することを特徴とする熱折り曲げ成形用ポリ乳酸系積層シート。 - 上記のB層は、ポリ乳酸以外の生分解性脂肪族系ポリエステルを含有することを特徴とする請求項1又は2に記載の熱折り曲げ成形用ポリ乳酸系積層シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003161014A JP4206302B2 (ja) | 2003-06-05 | 2003-06-05 | 熱折り曲げ成形用ポリ乳酸系積層シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003161014A JP4206302B2 (ja) | 2003-06-05 | 2003-06-05 | 熱折り曲げ成形用ポリ乳酸系積層シート |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008229605A Division JP2009012481A (ja) | 2008-09-08 | 2008-09-08 | 熱折り曲げ成形用ポリ乳酸系積層シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004358844A JP2004358844A (ja) | 2004-12-24 |
| JP4206302B2 true JP4206302B2 (ja) | 2009-01-07 |
Family
ID=34053620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003161014A Expired - Lifetime JP4206302B2 (ja) | 2003-06-05 | 2003-06-05 | 熱折り曲げ成形用ポリ乳酸系積層シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4206302B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4734071B2 (ja) * | 2005-09-27 | 2011-07-27 | 帝人デュポンフィルム株式会社 | 成型用フィルム |
| US8512852B2 (en) | 2009-05-22 | 2013-08-20 | Toyo Boseki Kabushiki Kaisha | Polylactic acid resin composition and film |
-
2003
- 2003-06-05 JP JP2003161014A patent/JP4206302B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004358844A (ja) | 2004-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100981484B1 (ko) | 열성형용 폴리락트산계 중합체 조성물, 열성형용폴리락트산계 중합체 시트, 및 이것을 사용한 열성형체 | |
| EP1671786B1 (en) | Biodegradable layered sheet | |
| US7993745B2 (en) | Polylactic acid stretched film | |
| JPWO2004007197A1 (ja) | 生分解性積層シート、及びこの生分解性積層シートを用いた成形体 | |
| JP4405120B2 (ja) | ヒートシール性を有するポリ乳酸系二軸延伸積層フィルム | |
| EP1553139A1 (en) | Biodegradable sheet, molded object obtained from the sheet, and process for producing the molded object | |
| JPH10151715A (ja) | 熱融着可能な乳酸系ポリマー積層体 | |
| JP4210492B2 (ja) | 生分解性フィルムおよび該フィルムからなる生分解性袋体 | |
| JP2009012481A (ja) | 熱折り曲げ成形用ポリ乳酸系積層シート | |
| JP4452574B2 (ja) | 脂肪族ポリエステルフィルム及び包装材 | |
| JP2004306286A (ja) | ポリ乳酸系二軸延伸積層フィルム | |
| JP4080953B2 (ja) | ポリ乳酸系熱折り曲げ成形体及びその製造方法 | |
| JP4206302B2 (ja) | 熱折り曲げ成形用ポリ乳酸系積層シート | |
| JP2003094585A (ja) | ヒートシールフィルム | |
| JP2004217289A (ja) | 生分解性ブリスターパック | |
| JP3984492B2 (ja) | 熱成形用ポリ乳酸系多層シートおよびその成形物 | |
| JP4669890B2 (ja) | 熱成形体の製造方法 | |
| JP4452293B2 (ja) | 熱成形用ポリ乳酸系多層シートおよびその成形物 | |
| JP5620190B2 (ja) | 生分解性樹脂積層体 | |
| JP2009179400A (ja) | 生分解性ブリスターパック | |
| JP6160276B2 (ja) | ポリ乳酸系樹脂シート | |
| JP2004099670A (ja) | 生分解性フィルムおよびその製造方法 | |
| JP2007320321A (ja) | 生分解性フィルムおよび該フィルムからなる生分解性袋体 | |
| JP2008063502A (ja) | ポリ乳酸系熱成形体 | |
| JP2005349750A (ja) | 生分解性積層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080708 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080908 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20080908 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081007 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081020 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111024 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4206302 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111024 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121024 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131024 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |