JP4200218B2 - 樹脂特性測定装置及び樹脂特性測定方法 - Google Patents
樹脂特性測定装置及び樹脂特性測定方法 Download PDFInfo
- Publication number
- JP4200218B2 JP4200218B2 JP2004327603A JP2004327603A JP4200218B2 JP 4200218 B2 JP4200218 B2 JP 4200218B2 JP 2004327603 A JP2004327603 A JP 2004327603A JP 2004327603 A JP2004327603 A JP 2004327603A JP 4200218 B2 JP4200218 B2 JP 4200218B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- passage
- resin passage
- measured
- characteristic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011347 resin Substances 0.000 title claims description 490
- 229920005989 resin Polymers 0.000 title claims description 490
- 238000000034 method Methods 0.000 title claims description 38
- 238000002347 injection Methods 0.000 claims description 60
- 239000007924 injection Substances 0.000 claims description 60
- 238000005259 measurement Methods 0.000 claims description 48
- 238000001746 injection moulding Methods 0.000 claims description 47
- 238000000465 moulding Methods 0.000 claims description 39
- 239000000463 material Substances 0.000 claims description 19
- 238000001514 detection method Methods 0.000 claims description 8
- 230000001133 acceleration Effects 0.000 claims description 3
- 230000000903 blocking effect Effects 0.000 claims 1
- 238000000691 measurement method Methods 0.000 claims 1
- 230000008569 process Effects 0.000 description 14
- 238000012545 processing Methods 0.000 description 14
- 238000011156 evaluation Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 8
- 238000003825 pressing Methods 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000005303 weighing Methods 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 230000007717 exclusion Effects 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000006641 stabilisation Effects 0.000 description 2
- 238000011105 stabilization Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
η={πgr4/8LQ}(Pa−Pb) …(01)
ν=4Q/πr3 …(02)
ただし g :重力加速度
r :樹脂通路半径
L :a地点からb地点までの樹脂通路長
により算出する(ステップS25)。
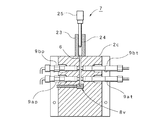
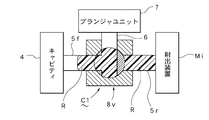
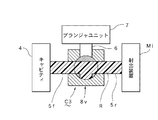
2 金型部
3 樹脂回路
4 キャビティ
5 第一樹脂通路
5f 前側第一樹脂通路
5r 後側第一樹脂通路
6 第二樹脂通路
7 プランジャユニット
8 切換器
8v 三方切換弁
9 測定部
9at… 物理量検出器
10 成形機測定部
10nt… 物理量検出器
R 被測定溶融樹脂
M 射出成形機
Mp プリプラ式射出成形機
Min 射出ノズル
C1 切換位置(第一切換位置)
C2 切換位置(第二切換位置)
C3 切換位置(第三切換位置)
Claims (16)
- 少なくとも樹脂材料に係わる樹脂特性を測定するための樹脂特性測定装置において、成形品を成形可能なキャビティと、外部から供給された被測定溶融樹脂を前記キャビティに供給可能な第一樹脂通路と、この第一樹脂通路の中途位置から分岐した第二樹脂通路と、この第二樹脂通路の先端に接続したプランジャユニットと、前記第一樹脂通路における分岐部の接続状態を切換える切換器とを有する樹脂回路を設けた金型部を備えるとともに、前記樹脂回路に被測定溶融樹脂を供給した際の物理量を検出する一又は二以上の物理量検出器を有する測定部を備えてなることを特徴とする樹脂特性測定装置。
- 前記切換器は、前記分岐部の前方(キャビティ側)に位置する前記第一樹脂通路における前側第一樹脂通路,前記分岐部の後方に位置する前記第一樹脂通路における後側第一樹脂通路及び前記第二樹脂通路を選択的に接続又は遮断する三方切換弁を用いることを特徴とする請求項1記載の樹脂特性測定装置。
- 前記物理量には、少なくとも樹脂温度,樹脂圧及びプランジャ位置の一又は二以上を含むことを特徴とする請求項1記載の樹脂特性測定装置。
- 前記金型部に射出ノズルをノズルタッチすることにより前記第一樹脂通路に被測定溶融樹脂を供給する射出成形機を備えてなることを特徴とする請求項1記載の樹脂特性測定装置。
- 前記射出成形機は、プリプラ式射出成形機を用いることを特徴とする請求項4記載の樹脂特性測定装置。
- 前記射出成形機には、内部に収容された被測定溶融樹脂の物理量を検出する一又は二以上の物理量検出器を有する成形機測定部を備えることを特徴とする請求項4又は5記載の樹脂特性測定装置。
- 前記物理量には、少なくとも樹脂温度,樹脂圧及びプランジャ位置の一又は二以上を含むことを特徴とする請求項6記載の樹脂特性測定装置。
- 少なくとも樹脂材料に係わる樹脂特性を測定するための樹脂特性測定方法において、成形品を成形可能なキャビティと、外部から供給された被測定溶融樹脂を前記キャビティに供給可能な第一樹脂通路と、この第一樹脂通路の中途位置から分岐した第二樹脂通路と、この第二樹脂通路の先端に接続したプランジャユニットと、前記第一樹脂通路における分岐部の接続状態を切換える切換器とを有する樹脂回路を設けた金型部を使用し、前記切換器を所定の切換位置に切換えることにより、前記樹脂回路に被測定溶融樹脂を供給し、供給した被測定溶融樹脂に係わる一又は二以上の物理量を検出することにより、少なくとも樹脂材料に係わる樹脂特性を測定することを特徴とする樹脂特性測定方法。
- 前記金型部に、射出成形機の射出ノズルをノズルタッチし、この射出成形機から前記樹脂回路に対して被測定溶融樹脂を供給することを特徴とする請求項8記載の樹脂特性測定方法。
- 前記切換器として三方切換弁を使用し、前記分岐部の前方(キャビティ側)に位置する前記第一樹脂通路における前側第一樹脂通路,前記分岐部の後方に位置する前記第一樹脂通路における後側第一樹脂通路及び前記第二樹脂通路を選択的に接続又は遮断することを特徴とする請求項8記載の樹脂特性測定方法。
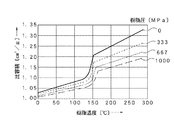
- 前記三方切換弁を、前記前側第一樹脂通路及び前記第二樹脂通路に対して前記後側第一樹脂通路を遮断する第一切換位置へ切換えるとともに、被測定溶融樹脂を、前記後側第一樹脂通路に供給することにより、被測定溶融樹脂のPVT(樹脂圧−比容積−樹脂温度)特性を測定することを特徴とする請求項10記載の樹脂特性測定方法。
- 前記三方切換弁を、前記第二樹脂通路と前記後側第一樹脂通路を接続し、かつ前記前側第一樹脂通路を前記第二樹脂通路及び前記後側第一樹脂通路に対して遮断する第二切換位置へ切換えるとともに、被測定溶融樹脂を、前記後側第一樹脂通路及び前記第二樹脂通路を通して前記プランジャユニットに供給することにより、被測定溶融樹脂の粘度特性を測定することを特徴とする請求項10記載の樹脂特性測定方法。
- 前記プランジャユニットに供給した被測定溶融樹脂を、前記第二樹脂通路及び前記後側第一樹脂通路を通して供給側に逆送することにより、被測定溶融樹脂の粘度特性を測定することを特徴とする請求項12記載の樹脂特性測定方法。
- 前記三方切換弁を、前記第二樹脂通路と前記後側第一樹脂通路を接続し、かつ前記前側第一樹脂通路を前記第二樹脂通路及び前記後側第一樹脂通路に対して遮断する第二切換位置へ切換えるとともに、被測定溶融樹脂を、前記後側第一樹脂通路及び前記第二樹脂通路を通して前記プランジャユニットに供給し、当該被測定溶融樹脂の粘度特性を測定する処理と、前記プランジャユニットに供給した被測定溶融樹脂を、前記第二樹脂通路及び前記後側第一樹脂通路を通して供給側に逆送することにより、被測定溶融樹脂の粘度特性を測定する処理とを繰返して行うことを特徴とする請求項10記載の樹脂特性測定方法。
- 前記粘度特性は、樹脂粘度η及び樹脂剪断速度νを、
η={πgr4/8LQ}(Pa−Pb)
ν=4Q/πr3
ただし g:重力加速度
r:樹脂通路半径
L:第二樹脂通路の後側(分岐部側)位置であるa地点から第 二樹脂通路の前側(プランジャユニット側)位置であるb 地点までの樹脂通路長
Q:流量
Pa:a地点における樹脂圧
Pb:b地点における樹脂圧
により得、この樹脂粘度η及び樹脂剪断速度νから求めることを特徴とする請求項12,13又は14記載の樹脂特性測定方法。 - 前記三方切換弁を、前記後側第一樹脂通路と前記前側第一樹脂通路を接続し、かつ前記第二樹脂通路を前記前側第一樹脂通路及び前記後側第一樹脂通路に対して遮断する第三切換位置へ切換えるとともに、被測定溶融樹脂を、前記第一樹脂通路を通して前記キャビティに供給することにより、被測定溶融樹脂の成形特性を得ることを特徴とする請求項10記載の樹脂特性測定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004327603A JP4200218B2 (ja) | 2004-11-11 | 2004-11-11 | 樹脂特性測定装置及び樹脂特性測定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004327603A JP4200218B2 (ja) | 2004-11-11 | 2004-11-11 | 樹脂特性測定装置及び樹脂特性測定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006137057A JP2006137057A (ja) | 2006-06-01 |
| JP4200218B2 true JP4200218B2 (ja) | 2008-12-24 |
Family
ID=36618172
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004327603A Expired - Fee Related JP4200218B2 (ja) | 2004-11-11 | 2004-11-11 | 樹脂特性測定装置及び樹脂特性測定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4200218B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6493242B2 (ja) | 2016-02-15 | 2019-04-03 | オムロン株式会社 | 成形機、制御装置、および成形装置 |
| TWI725300B (zh) * | 2018-04-10 | 2021-04-21 | 中原大學 | 射出成型設備及射出成型方法 |
| EP3810394B1 (de) * | 2018-06-21 | 2022-08-31 | Klöckner Desma Elastomertechnik GmbH | Spritzgiessmaschine zur online-erfassung der rheologie von thermoplastischem und/oder elastomerem material zur herstellung von spritzgussteilen |
| JP7297215B2 (ja) * | 2020-01-30 | 2023-06-26 | 広島県 | 演算装置、演算処理プログラム、および演算方法 |
-
2004
- 2004-11-11 JP JP2004327603A patent/JP4200218B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006137057A (ja) | 2006-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2979837B1 (en) | Injection molding method | |
| US20150084221A1 (en) | Injection molding machine with viscosity measuring function and method for measuring viscosity using injection molding machine | |
| US20180133943A1 (en) | Cassette mold type injection molding machine | |
| JP2770131B2 (ja) | 射出成形方法及び射出成形機 | |
| JP6305963B2 (ja) | 射出成形機支援システムおよび射出成形機支援方法 | |
| JP4200218B2 (ja) | 樹脂特性測定装置及び樹脂特性測定方法 | |
| KR101417600B1 (ko) | 사출성형기 | |
| JP6795716B1 (ja) | 射出装置および射出制御方法 | |
| JP3542541B2 (ja) | 射出成形方法 | |
| JP5661007B2 (ja) | 射出装置およびその射出制御方法 | |
| US7245986B2 (en) | Control device for use in injection molding machine | |
| CN113001919B (zh) | 射出成型机及其控制方法以及保存控制程序的记录介质 | |
| WO2005075174A1 (ja) | 射出成形機 | |
| JP4385008B2 (ja) | 射出成形機の射出制御方法 | |
| CN113825615A (zh) | 熔融树脂的流动性指标测定方法 | |
| KR20100048392A (ko) | 사출성형 장치 및 방법 | |
| JP4166746B2 (ja) | 射出成形機の樹脂特性測定方法及び射出制御方法 | |
| JP4367172B2 (ja) | 射出装置及び射出成形方法 | |
| JP4585371B2 (ja) | 射出成形機の制御装置 | |
| JPH0310823A (ja) | 射出成形機の監視装置 | |
| CN111186105A (zh) | 注射成型机及其控制方法 | |
| JP3532071B2 (ja) | 射出成形機とその計量方法 | |
| CN113001918B (zh) | 射出成型机、成型条件的显示方法以及记录介质 | |
| JP7133387B2 (ja) | 射出成形機およびその制御方法 | |
| Prada et al. | Experimental Research Regarding the Defects Occurring at the Injection-molding of Long Technical Parts, Made of Thermoplastic Material, Using CAE Systems. Case Study |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060529 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080522 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080528 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080724 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080820 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080911 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141017 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |