JP4174871B2 - 粉末圧延による重ね合わせ薄板成形方法 - Google Patents
粉末圧延による重ね合わせ薄板成形方法 Download PDFInfo
- Publication number
- JP4174871B2 JP4174871B2 JP27309198A JP27309198A JP4174871B2 JP 4174871 B2 JP4174871 B2 JP 4174871B2 JP 27309198 A JP27309198 A JP 27309198A JP 27309198 A JP27309198 A JP 27309198A JP 4174871 B2 JP4174871 B2 JP 4174871B2
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- powder
- plate
- interval
- weir
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Powder Metallurgy (AREA)
Description
【発明の属する技術分野】
本発明は、金属、セラミックス或いは樹脂等の粉末を圧延して板を成形する粉末圧延機を利用して重ね合わせて(積層して)薄板を成形する方法に関するものである。
【0002】
【従来の技術】
従来から、金属、セラミックス或いは樹脂等の粉末を圧延することにより粉末圧延板を製造することが実施されている。
【0003】
図6、図7はその一例を示したもので、所要の圧延間隔4を隔てて横方向に平行に対で圧延ロール1,2を設けており、該圧延ロール1,2の上側外周面に接近して鉛直上方に延びる前後板3a,3bと、前記圧延ロール1,2の上側外周面に沿って圧延間隔4の最も小さくなっている位置の近傍まで入り込むように下端が細く形成された左右板3c,3dとからなる箱状の粉末供給ホッパ3を設けている。5,6は圧延ロール1,2の軸である。
【0004】
上記した従来の粉末圧延機では、圧延ロール1,2の対向面が下方に移動するように互に逆方向に回転させると、粉末供給ホッパ3内の粉末は圧延間隔4に向って自然に落下供給され、圧延ロール1,2により圧延されて粉末圧延板7が製造されるようになる。このようにして製造された粉末圧延板7は、必要に応じて加熱炉等により加熱されて焼結される。
【0005】
また、図6に示すように、粉末供給ホッパ3の粉末と同時に、薄い板材26を圧延間隔4に供給するようにすれば、粉末と板材26との2層構造の粉末圧延板7が製造できる。
【0006】
更にまた、図8に示すように、粉末供給ホッパ3内に仕切り27を設けて、2種類の粉末A,Bを仕切り27の左右から供給すれば、粉末による2層構造の粉末圧延板7を製造することができる。
【0007】
【発明が解決しようとする課題】
しかし、図6、図7に示した従来の粉末圧延機による層構造の薄板成形方法においては、以下に示すような種々の問題を有していた。
【0008】
図6〜図8に示した粉末圧延機のように、対の圧延ロール1,2を用いて粉末を圧延する場合には、圧延ロール1,2間で粉末を引き込む有効噛み込み角α(約5゜〜20゜前後)が、圧延ロール1,2のロール径には関係なく常に略一定であることが知られている。またこの時、有効噛み込み角αが圧延ロール1,2の外周面と交わる点の相互間隔Lと粉末圧延板の厚さ寸法Sとの差、即ち有効圧下量L−Sが決まることになる。
【0009】
従って一般的には、製造しようとする粉末圧延板7の厚さ寸法Sと密度が設定されると、圧延ロール1,2の圧延間隔4と圧延ロール1,2の径を選定することによって対処している。
【0010】
上記から、粉末圧延板7を薄く製造しようとする場合には、圧延間隔4を小さく調節することになるが、単に圧延間隔4を小さくしたのでは前記有効圧下量L−Sが大きくなることによって密度と圧延荷重が増大し、ついには圧延不可能となる。
【0011】
また、圧延ロール1,2の径が小さいものを用いると有効圧下量を小さくできることになるが、圧延ロール1,2が曲がってしまい、均一厚さの粉末圧延板7を製造することができない。
【0012】
従って、従来の粉末圧延機では、粉末圧延板7の薄板を、所望の密度で製造するようなことはできず、また粉末を用いた重ね合わせ薄板を製造するようなことはできなかった。
【0013】
本発明は、かかる従来の問題点を解決すべくなしたもので、粉末圧延板の薄板を所望の密度で製造することができるようにした粉末圧延機を利用して重ね合わせ薄板を成形する、粉末圧延による重ね合わせ薄板成形方法を提供することを目的としている。
【0014】
【課題を解決するための手段】
本発明は、対で設けた圧延ロールと、一方の圧延ロールの頂部と圧延間隔との間の圧延ロール外周面に下端が接近して粉末供給間隔を形成する堰板と、前記一方の圧延ロールの頂部と堰板との間の圧延ロール外周面上に粉末を供給する粉末供給装置と、堰板を振動させるバイブレータとを備えた粉末圧延機を利用し、
粉末供給装置により振動する堰板の粉末供給間隔を通して圧延間隔に粉末を供給すると共に、他方の圧延ロールと堰板との間に板材を供給し、圧延間隔を通過する過程で、板材と粉末による2層構造の薄板を成形することを特徴とする粉末圧延による重ね合わせ薄板成形方法、に係るものである。
【0015】
本発明は、対で設けた圧延ロールと、圧延間隔の上方に下端部が位置し、その下端部と圧延ロール外周面との間に粉末供給間隔を形成する堰板と、堰板を振動させるバイブレータとを備えた粉末圧延機を利用し、
振動する堰板の両側から異なる種類の粉末を供給し、圧延間隔を通過する過程で、異なる種類の粉末による2層構造の薄板を成形することを特徴とする粉末圧延による重ね合わせ薄板成形方法、に係るものである。
【0016】
堰板は、圧延間隔の上部において両圧延ロールの外周面との間に夫々粉末供給間隔を形成して粉末を供給できるよう2枚配置されて振動されるようにしても良い。
【0017】
2枚の振動する堰板の間に板材を供給し、圧延間隔を通過する過程で、板材とその両側の粉末とからなる3層構造の薄板を成形するようにしても良い。
【0018】
上記本発明の粉末圧延による重ね合わせ薄板成形方法によれば、一方の圧延ロールの頂部と圧延間隔との間の圧延ロール外周面に下端が接近して粉末供給間隔を形成するようにした堰板を設け、該堰板をバイブレータで振動させるようにし、一方の圧延ロールと堰板との間に粉末を供給すると共に、他方の圧延ロールと堰板との間に板材を供給するようにしているので、一方の圧延ロール上に供給された粉末は、振動する堰板の下端の粉末供給間隔を通って少量ずつ確実に圧延間隔上に供給されるようになり、よって、粉末と板材からなる2層構造の薄板を安定して成形できる。
【0019】
また、1枚の堰板の両側から、あるいは2枚設けた堰板の互いに反対側から異なる種類の粉末を供給することで、異なる種類の粉末による2層構造の薄板を安定して成形できる。
【0020】
更に、2枚設けた堰板の互いに反対側から粉末を供給し、堰板の相互間に板材を供給することで、板材の両側に粉末が一体化された3層構造の薄板が成形できる。
【0021】
【発明の実施の形態】
以下、本発明の好適な実施の形態を図面に基づいて説明する。
【0022】
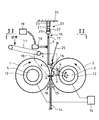
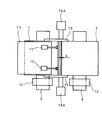
図1、図2は、本発明の方法を実施する粉末圧延機の一例を示したものである。図1、図2に示す粉末圧延機では、一対の圧延ロール1,2を、所要の圧延間隔4を保持するよう横方向に平行に設け、一方の圧延ロール(図1では左側の圧延ロール1)の頂部と圧延間隔4との間の外周面に下端が接近して粉末供給間隔8を形成するようにした堰板9の上端を固定部材24に固定する。図1における左右の圧延ロール1,2は、同一高さで設けられていても或いは上下に高さが異なっていても良い。また堰板9も垂直に設けられていても或いは所要の角度で傾いていても良い。
【0023】
更に、上記堰板9を、堰板9の面と直角の方向に振動させるようにしたバイブレータ10を設ける。バイブレータ10は、その振動数と振幅とを調節し得るようにした振動調節器18に接続されている。
【0024】
前記一方の圧延ロール1の頂部と堰板9との間には、上側から粉末を一定量ずつ供給できるようにしたコンベヤ等の粉末供給装置11を設ける。粉末供給装置11は、コンベヤ以外の種々の方式のものも採用することができる。
【0025】
更に、前記圧延ロール1,2には、圧延ロール1,2の軸5,6に設けたスリップリング12を介して電源13を接続しており、該電源13にて圧延ロール1,2間に電流を流すことにより、必要に応じて粉末(例えば金属)を溶融温度以下に加熱しながら圧延を行うことによって、圧密あるいは焼結された薄板14を成形できるようになっている。電源13としては直流、交流のいずれも使用することができる。
【0026】
上記圧延ロール1,2による薄板14の圧延時に圧延部となる圧延間隔4の近傍には、窒素ガス等の不活性ガスを吹き付けて粉末の酸化を防止し、これによって粉末(例えば金属粒子)の接着性を高めるようにした酸化防止装置15を設けている。酸化防止装置15としては、上記不活性ガスを吹き付けるようにした装置に代えて、水素などの還元性ガスを吹き付けるようにしたり、或いは圧延ロール1,2及び粉末供給装置11等の全体を密閉容器(図示せず)で包囲し、該密閉容器を真空発生装置に接続して真空を保持させるようにしてもよいし、不活性ガス雰囲気としてもよい。
【0027】
図1、図2に示した堰板9は、その下端が圧延ロール1の外周面における圧延間隔4に近付いた位置になるように設けられている。
【0028】
更に、堰板9は、粉末の安定供給のためにバイブレータ10の振動によって曲り変形させるために、堰板9の上部に折曲げ変形部16を備えた構成としている。
【0029】
図1における折曲げ変形部16は、厚板とした堰板9の表面に圧延ロール1,2の軸方向に延びる溝からなる薄肉部17を設けることにより曲り易くした場合を示している。
【0030】
前記堰板9は、その下端と圧延ロール1の外周面との間に形成される粉末供給間隔8を調節できるようになっている。
【0031】
図1では、堰板9の上端に固定された連結材20に、調節ねじ21を備えたボルト部22を回転可能に取付け、且つ前記調節ねじ21が螺合するようにしたナット23を固定部材24に取付けることにより間隔調節装置25を構成している。図1の間隔調節装置25では、ボルト部22を回して調節ねじ21をナット23にねじ込むようにすると、前記堰板9の下端を圧延ロール1の外周面から離して粉末供給間隔8を大きくすることができ、また、調節ねじ21をナット23から抜き出すようにすると、前記堰板9の下端を圧延ロール1の外周面に近付けて粉末供給間隔8を小さくすることができる。
【0032】
尚、図1では堰板9と固定部材24との間に間隔調節装置25を接続配置した場合について例示したが、間隔調節装置25を、バイブレータ10と該バイブレータ10を支持する固定部材との間に配置するようにしても良い。
【0033】
図1、図2中19は前記圧延ロール1,2の端面における圧延間隔4の上部近傍に配置した押圧板であり、該押圧板19はシリンダなどの押圧装置19Aによって圧延ロール1,2の端面に押し付けられ、これにより圧延ロール1,2の端面側から粉末が漏れて落下するのを防止するようにしている。又、前記圧延ロール1,2の下流側に、薄板14の焼結を行うための加熱炉等を設けるようにしても良い。
【0034】
図1、図2について、本発明の重ね合わせ薄板成形方法の一例を説明する。
【0035】
まず、粉末を圧延成形することについて説明すると、圧延ロール1,2の圧延間隔4を形成しているロール表面が下向きに移動するように圧延ロール1,2を互いに逆方向(矢印方向)に回転させると共に、粉末供給装置11により一方の圧延ロール1と堰板9との間に粉末を定量的に供給する。
【0036】
圧延ロール1上に供給された粉末は、圧延ロール1と堰板9の下端との間に形成される粉末供給間隔8を通って圧延ロール1,2の圧延間隔4に供給されて圧延される。
【0037】
この時、図1の間隔調節装置25を調節することにより、堰板9による粉末供給間隔8を設定して、圧延間隔4に供給する粉末の供給量を調節する。
【0038】
更に、バイブレータ10によって堰板9を所定の振動数で振動させると、前記粉末供給間隔8を小さく設定した状態においても、微量の粉末を確実に圧延間隔4に安定して供給できるようになる。従って、薄板14を安定して成形できるようになる。この時、堰板9は、図1に示すように薄肉部17を形成した折曲げ変形部16を備えているので、厚板で構成するようにした堰板9においても容易に振動させることができる。なお、粉末が粉末供給間隔8を通って安定して確実に供給されるように、振動調節器18により堰板9を振動させる振動数と振幅とを調節することができる。
【0039】
上記によれば、微量の粉末を圧延間隔4に供給できるようになり、圧延ロール1,2間に供給される粉末のレベルXが、圧延間隔4の最も狭い位置と、有効噛み込み角αと圧延ロール1,2の外周面との交点との高さH以内になるように供給量を調節すると、有効圧下量L−Sが任意に調節できることになる。
【0040】
また、上記において必要に応じて前記圧延時に、電源13により圧延ロール1,2間に電流を流して加熱圧延を行ったり、酸化防止装置15による不活性ガスの吹き付けにより酸化を防止させるようにすると、固化強度が優れた薄板14を製造することができる。
【0041】
上述した薄板14の成形過程において、図1に示すように、他方の圧延ロール2と堰板9との間から圧延間隔4に向けて可撓性のある薄い板材(例えば金属板)26を通せば、板材26と粉末からなる重ね合わせ(2層構造)の薄板14を得ることができる。板材26としては、通常の圧延されたフィルム或いはシート等のように密度が高い材料、或いは焼結材のように密度が比較的小さい材料等を利用することができる。
【0042】
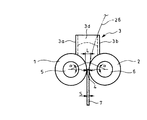
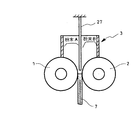
図3は重ね合わせ薄板成形方法の他の例を示す簡略図、図4は重ね合わせ薄板成形方法の更に他の例を示す簡略図、図5は重ね合わせ薄板成形方法の更に他の例を示す簡略図である。
【0043】
図3に示す例では、圧延ロール1,2の圧延間隔4の上部に堰板9を配置し、その両側から異なる種類の粉末A,Bを供給することで、粉末による2層構造の薄板14を得るようにしたものである。
【0044】
図4に示す例では、圧延ロール1,2の上部における圧延間隔4を挟んだ位置に、各圧延ロール1,2の外周面との間に粉末供給間隔8を形成するようにした2枚の堰板9a,9bを配置している。堰板9a,9bは夫々バイブレータ10a,10bによって振動されるようにしている。そして、圧延ロール1と堰板9aの間に或る種類の粉末Aを供給し、一方、圧延ロール2と堰板9bの間に粉末Aとは異なる種類の粉末Bを供給する。このようにしても、粉末による2層構造の薄板14を得ることができる。
【0045】
図5に示す例では、図4に示す例と同様に、2枚の堰板9a,9bを用いて、粉末を各堰板9a,9bと圧延ロール1,2外周面との間に供給し、同時に堰板9a,9bの相互間に薄い板材(例えば金属板)26を供給する。すると板材26を中心とした3層構造の薄板14を成形することができる。この場合、板材26の表裏面の粉末は同一種類としたり、異なる種類とすることができる。
【0046】
このように、図1〜図5に示す粉末圧延機を利用することにより複数積層された重ね合わせ薄板を自由に成形することができる。
【0047】
尚、本発明は上記形態例にのみ限定されるものではなく、堰板の取付け方法、取付け位置などは種々変更し得ること、その他本発明の要旨を逸脱しない範囲内において種々変更を加え得ること、等は勿論である。
【0048】
【発明の効果】
本発明の粉末圧延による重ね合わせ薄板成形方法によれば、一方の圧延ロールの頂部と圧延間隔との間の圧延ロール外周面に下端が接近して粉末供給間隔を形成するようにした堰板を設け、該堰板をバイブレータで振動させるようにし、一方の圧延ロールと振動する堰板との間に粉末を供給すると共に、他方の圧延ロールと堰板との間に板材を供給するようにしているので、一方の圧延ロール上に供給された粉末は、振動する堰板の下端の粉末供給間隔を通って少量ずつ確実に圧延間隔上に供給されるようになり、よって、粉末と板材からなる2層構造の薄板を安定して成形できるという効果がある。
【0049】
また、1枚の堰板の両側から、あるいは2枚設けた堰板の互いに反対側から異なる種類の粉末を供給することで、異なる種類の粉末による2層構造の薄板を安定して成形できる効果がある。
【0050】
更に、2枚設けた堰板の互いに反対側から粉末を供給し、堰板の相互間に板材を供給することで、板材の両側に粉末が一体化された3層構造の薄板が成形できる効果がある。
【図面の簡単な説明】
【図1】本発明の重ね合わせ薄板成形方法を実施する粉末圧延機の一例を示す概略側面図である。
【図2】図1のII−II方向矢視図である。
【図3】本発明の重ね合わせ薄板成形方法の他の例を示す簡略図である。
【図4】本発明の重ね合わせ薄板成形方法の更に他の例を示す簡略図である。
【図5】本発明の重ね合わせ薄板成形方法の更に他の例を示す簡略図である。
【図6】従来の粉末圧延機の一例を示す概略側面図である。
【図7】図6の平面図である。
【図8】従来の粉末圧延機の他の例を示す概略切断側面図である。
【符号の説明】
1,2 圧延ロール
4 圧延間隔
8 粉末供給間隔
9(9a,9b) 堰板
10(10a,10b) バイブレータ
11 粉末供給装置
14 薄板
26 板材
Claims (4)
- 対で設けた圧延ロールと、一方の圧延ロールの頂部と圧延間隔との間の圧延ロール外周面に下端が接近して粉末供給間隔を形成する堰板と、前記一方の圧延ロールの頂部と堰板との間の圧延ロール外周面上に粉末を供給する粉末供給装置と、堰板を振動させるバイブレータとを備えた粉末圧延機を利用し、
粉末供給装置により振動する堰板の粉末供給間隔を通して圧延間隔に粉末を供給すると共に、他方の圧延ロールと堰板との間に板材を供給し、圧延間隔を通過する過程で、板材と粉末による2層構造の薄板を成形することを特徴とする粉末圧延による重ね合わせ薄板成形方法。 - 対で設けた圧延ロールと、圧延間隔の上方に下端部が位置し、その下端部と圧延ロール外周面との間に粉末供給間隔を形成する堰板と、堰板を振動させるバイブレータとを備えた粉末圧延機を利用し、
振動する堰板の両側から異なる種類の粉末を供給し、圧延間隔を通過する過程で、異なる種類の粉末による2層構造の薄板を成形することを特徴とする粉末圧延による重ね合わせ薄板成形方法。 - 堰板は、圧延間隔の上部において両圧延ロールの外周面との間に夫々粉末供給間隔を形成して粉末を供給できるよう2枚配置されて振動されることを特徴とする請求項2記載の粉末圧延による重ね合わせ薄板成形方法。
- 対で設けた圧延ロールと、圧延間隔の上部において両圧延ロールの外周面との間に夫々粉末供給間隔を形成して粉末を供給できるよう2枚配置された堰板と、堰板を振動させるバイブレータとを備えた粉末圧延機を利用し、
2枚の振動する堰板の間に板材を供給し、圧延間隔を通過する過程で、板材とその両側の粉末とからなる3層構造の薄板を成形することを特徴とする粉末圧延による重ね合わせ薄板成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27309198A JP4174871B2 (ja) | 1998-09-28 | 1998-09-28 | 粉末圧延による重ね合わせ薄板成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP27309198A JP4174871B2 (ja) | 1998-09-28 | 1998-09-28 | 粉末圧延による重ね合わせ薄板成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000096106A JP2000096106A (ja) | 2000-04-04 |
| JP4174871B2 true JP4174871B2 (ja) | 2008-11-05 |
Family
ID=17523026
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP27309198A Expired - Fee Related JP4174871B2 (ja) | 1998-09-28 | 1998-09-28 | 粉末圧延による重ね合わせ薄板成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4174871B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7858004B2 (en) * | 2008-04-01 | 2010-12-28 | Bae Systems Tensylon H.P.M., Inc. | Method and apparatus for the production of high tenacity polyolefin sheet |
| JP2009149960A (ja) * | 2007-12-21 | 2009-07-09 | Ihi Corp | 粉末圧延装置及び粉末圧延方法 |
| JP2009233484A (ja) * | 2008-03-25 | 2009-10-15 | Ihi Corp | コーティング装置及び方法 |
| JP6211429B2 (ja) * | 2014-02-03 | 2017-10-11 | 日本ゼオン株式会社 | リチウムイオン電池用電極の製造方法 |
| DE102018211189A1 (de) * | 2018-07-06 | 2020-01-09 | Robert Bosch Gmbh | Verfahren und Vorrichtung zur Herstellung eines Elektrodenmaterialbandes |
-
1998
- 1998-09-28 JP JP27309198A patent/JP4174871B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000096106A (ja) | 2000-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4305976B2 (ja) | 粉末圧延装置 | |
| CA2310731A1 (en) | Method for producing thermoset webs from particles of thermoplastic polymer materials | |
| US20160043382A1 (en) | Powder coating apparatus and method for manufacturing electrode for lithium ion battery using the same | |
| JP4174871B2 (ja) | 粉末圧延による重ね合わせ薄板成形方法 | |
| CN101200113B (zh) | 超声焊接设备 | |
| US3002834A (en) | Process for producing electrode plates | |
| JP4174872B2 (ja) | 粉末圧延機 | |
| JP4174866B2 (ja) | 粉末圧延機 | |
| EP0116448B1 (en) | Method and equipment for the compacting of concrete | |
| US4203023A (en) | Welding pool support device for energy beam welding | |
| JPH06238398A (ja) | 分離間隙を形成する方法 | |
| WO2000063457A3 (de) | Verfahren und vorrichtung zum erstellen eines metallbandes | |
| JP4307555B2 (ja) | ストリップ鋳造機およびその凝固鋼付着防止方法 | |
| US10407335B2 (en) | Ultrasonic near field hot glass transportation and forming | |
| JP2000256704A (ja) | 薄板材の製造方法 | |
| JPH11221651A (ja) | 被覆された鋳造製品を造るための方法および装置 | |
| CN1201412A (zh) | 用于引导连续铸锭设备铸坯的方法和设备 | |
| JP5716495B2 (ja) | クラッド材製造装置 | |
| JP2003275896A (ja) | 溶接h形鋼の溶接ビード整形装置 | |
| JP2508360B2 (ja) | 連続溶融めっき装置 | |
| JPS6344432Y2 (ja) | ||
| JP2000063909A (ja) | 粉末圧延機 | |
| JP2000034506A (ja) | 粉末圧延機 | |
| JP3158696B2 (ja) | 画像形成装置 | |
| JPS6236781B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050818 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080415 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080729 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080811 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110829 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |