JP4165307B2 - 組付け部品の異物除去方法 - Google Patents
組付け部品の異物除去方法 Download PDFInfo
- Publication number
- JP4165307B2 JP4165307B2 JP2003166982A JP2003166982A JP4165307B2 JP 4165307 B2 JP4165307 B2 JP 4165307B2 JP 2003166982 A JP2003166982 A JP 2003166982A JP 2003166982 A JP2003166982 A JP 2003166982A JP 4165307 B2 JP4165307 B2 JP 4165307B2
- Authority
- JP
- Japan
- Prior art keywords
- foreign matter
- air
- assembly
- predetermined humidity
- fuel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 38
- 239000000463 material Substances 0.000 title description 4
- 238000007664 blowing Methods 0.000 claims description 10
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 230000003068 static effect Effects 0.000 description 30
- 239000000446 fuel Substances 0.000 description 29
- 230000005611 electricity Effects 0.000 description 15
- 230000008030 elimination Effects 0.000 description 14
- 238000003379 elimination reaction Methods 0.000 description 14
- 230000002093 peripheral effect Effects 0.000 description 8
- 238000007796 conventional method Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 230000003749 cleanliness Effects 0.000 description 3
- 239000011810 insulating material Substances 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 239000002828 fuel tank Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 239000004020 conductor Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images



Landscapes
- Cleaning In General (AREA)
Description
【発明の属する技術分野】
本発明は、組付け部品の異物除去方法に関し、例えば燃料供給部品等の燃料系構成部品の付着異物を除去する方法に適用して好適なものである。
【0002】
【従来の技術】
組付け部品としては、例えば製造工程中のワークとしての自動車用燃料供給装置の燃料系構成部品がある。この種の組付け部品は、近年、清浄度向上の要求つまりワーク表面に付着した残留異物を低減する要求が高まっている。
【0003】
ワーク表面に付着した異物を除去する方法としては、工場エア等の送風力を利用したいわゆるエアブローが知られている。
【0004】
【発明が解決しようとする課題】
しかしながら、従来方法では、エアブローによってワーク表面に付着した異物を吹き飛ばすときに、ワーク表面に静電気が発生するおそれがある。静電気が発生すると、周囲に浮遊する異物や一度除去した異物の再付着が生じるという問題がある。この対策として、異物除去作業を、クリーンルーム内で行なう方法が考えられるがこの場合は、大幅にコストアップしてしまうという問題がある。クリーン環境に係わる工程内の設備、装置等の大幅な変更を招くおそれがある。
【0005】
本発明は、このような事情を考慮してなされたものであり、その目的は、エアによる異物の除去を行なうときに、エアブローによる静電気の発生抑制と異物の再付着防止が図られる組付け部品の異物除去方法を提供することにある。
【0006】
また、別の目的は、エアブローによる静電気の発生抑制と異物の再付着防止が可能であるとともに、クリーン環境に係わる工程内の変更を最小に抑えることが可能な組付け部品の異物除去方法を提供することにある。
【0007】
【課題を解決するための手段】
本発明の請求項1によると、組付け部品に加圧された空気噴流を吹き付けることで、組付け部品の表面に付着した異物を除去する組付け部品の異物除去方法において、組付け部品に空気噴流を吹き付ける前から、内部に供給される気流を外部に排出可能な収容容器内に組付け部品を配置し、収容容器内に所定湿度以上の気流を流すと共に、所定湿度以上の気流は、空気噴流の加圧力に比べて小さく形成されている。
【0008】
これにより、異物除去処理対象としての組付け部品を収容する収容容器内には、例えば湿度が60%とする所定湿度以上の気流が流入するので、収容容器内にはこの所定湿度以上の加圧雰囲気を形成することが可能である。その結果、その所定湿度に基いて組付け部品の表面に帯電する静電気が除去される。その後、組付け部品に加圧された空気噴流を吹き付ける、いわゆるエアブローをすることで、表面に付着する異物が吹き飛ばされる。さらに、その吹き飛ばされた異物は、収容容器内で浮遊し続けることなく、上記気流によって収容容器外へ排出される。
【0009】
したがって、エアブローにより組付け部品の表面から異物を除去するとき、静電気発生の抑制と異物の再付着防止が図れる。
【0010】
本発明の請求項2によると、組付け部品は、製造工程内で組付けられるワークであって、ワークは、少なくとも一部に絶縁部材を有する。これにより、組付け部品は、空気との摩擦により静電気が帯電し易い樹脂材等の絶縁材とから構成されるものであっても、エアブローにより組付け部品の表面から異物を除去するとき、静電気発生の抑制と異物の再付着防止が図れる。
【0011】
しかも、上記本発明の請求項1によると、所定湿度以上の気流は、空気噴流の加圧力に比べて小さく形成されている。これにより、所定湿度以上の気流を供給する気流供装置としては、高容量の供給能力を必要としないため、比較的小容量で安価な装置を用いることが可能である。
【0012】
本発明の請求項3によると、気流の所定湿度を60%とするので、その気流は除電可能なクリーンエアとすることができる。
【0013】
【発明の実施の形態】
以下、本発明の組付け部品の異物除去方法を、具体化した実施形態を図面に従って説明する。図1は、本実施形態の組付け部品の異物除去方法に係わる異物除去装置の構成を示す構成図である。図2は、図1に示す異物除去方法に係わる空気噴流と所定湿度の気流の流れを説明する説明図である。図3は、本実施形態の異物除去方法を適用して異物除去処理を行なった各実施例における除電効果を示すグラフであって、図3(a)、図3(b)、および図3(c)は、それぞれ図4に示す燃料供給装置の構成部品である、インペラ、ポンプカバー、およびこれら構成部品を組付けてアセンブリ化された燃料供給装置に適用したグラフである。なお、図4は、組付け部品としての自動車用燃料供給装置の概略構成を示す断面図である。
【0014】
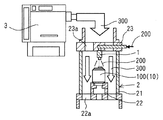
図1に示すように、本発明の組付け部品の異物除去方法を適用して異物除去する装置(以下、異物除去装置と呼ぶ)は、燃料系構成部品等の組付け部品の表面に付着する異物をエアにより除去し、組付け部品10に付着する残留異物を低減(組付け部品の清浄度向上)するものである。
【0015】
組付け部品10は、例えば燃料の供給により駆動される内燃機関(図示せず)等の駆動源に搭載される燃料系構成部品であって、組付け前の構成部品単品、これら構成部品(ワーク)を組付けてアッセンブリ化した燃料供給装置である。なお、組付け部品は、燃料の供給に限らず、流体を供給して流体駆動源または流体駆動装置を作動させるものであればいずれでもよい。
【0016】
なお、以下、本実施形態で説明する組付け部品10は、自動車用燃料供給装置(以下、インタンク式ポンプと呼ぶ)100とする。このインタンク式ポンプ100は、一般に、車両の燃料タンク(図示せず)内に装着されるため、高い清浄度レベルが要求される。
【0017】
異物除去装置は、図加圧された空気噴流いわゆるエアブロー200を供給可能な供給手段(以下、エアブロー供給装置と呼ぶ)1と、異物除去処理対象の組付け部品10を収容する収容容器2と、所定湿度の気流300を発生可能な供給手段(以下、除電エア供給装置と呼ぶ)3とを含んで構成されている。
【0018】
エアブロー供給装置1では、異物除去処理対象に吹き付けるエア噴流のエア性状として、図示しない濾過装置を用いて、油分、水分、および異物が除去されたクリーンエアを吐出可能である。このクリーンエアは、エアブロー供給装置1によって0.4MPaに加圧されている。
【0019】
収容容器2は、内部に供給されるエア等の気流を外部に排出可能な収容容器であって、略円筒状部21、気流が導入される導入端部23、および気流が排出される排出端部22を含んで構成されている。略円筒状部21内周の形状は、流入する気流が内周に沿って流れ易い形状であれば、円筒状、楕円状、多角形状等のいずれの形状であってもよい。
【0020】
エアブロー供給装置1は、導入端部23の略中央部側に配置されている。除電エア供給装置3から吐出された所定湿度の気流(以下、所定湿度気流と呼ぶ)300は、導入端部23はエアブロー供給装置1の外周側に設けた導入孔23aを介して、収容容器2内へ流入するように形成されている。
【0021】
なお、このエアブロー供給装置1のエアブローが噴出する先端部は、組付け部品10に可能な限り、近づけることが好ましい。エアブローの加圧力を、組付け部品10に付着している異物を吹き飛ばすための吹き付け力として有効に作用させることができる。
【0022】
略円筒状部21はその内周面が図1の上下方向(天地方向)に延出するように配置されることが好ましい。排出端部22は、略円筒状部21の底端部として形成されている。略円筒状部21の上端部として形成されている。
【0023】
また、排出端部22は、取付け部品10が着脱可能に構成されている。排出端部の外周側、および組付け部品10に対向する略中央側に、それぞれ導出孔22aが設けられている。この導出孔22aには、フィルタが取付けられ、外部環境の外部空気が流入したとしても、外部空気に含まれる異物等が混入することを防止している。
【0024】
除電エア供給装置3は、工場内における通常の室内湿度より相対的に高く設定できる能力を有し、上記所定湿度気流のエア性状として、湿度が、所定湿度(本実施例では、60%)以上の湿度に設定することが可能であるとともに、以下の特徴を有する。風量、および風速はそれぞれ所定量(例えば、本実施例では、0.7m3/min、20m/sec)に調整可能な機能を有する。エア温度は、所定温度(本実施例では、20℃)に調整可能な機能を有する。なお、湿度設定幅としては±1%に調整することが可能である。
【0025】
さらになお、所定湿度気流は、風量および風速に応じた加圧力を発生する。なお、この加圧力は、エアブロー供給装置2の加圧力(0.4MPa)より小さく形成されている。
【0026】
上述の構成を有する異物除去装置の作動について、以下図1および図2に従って説明する。
【0027】
まず、図1に示すように、収容容器2内に、挿入し、異物除去処理対象の組付け部品10を排出端部22の上面にセットする。なお、組付け部品10は、組付け工程前のワークあるいは組付け工程にてこれらワークを組付けてアッセンブリ化されたもの(以下、ASSYと呼ぶ)であってもよい。
【0028】
次に、図1に示すように、除電エア供給装置3を動作させて、組付け部品10の上方より、所定湿度気流を収容容器2内へ流入させる。除電エア供給装置3を連続動作し続けると、収容容器2内には、所定湿度気流により加圧された加圧雰囲気が形成される。この結果、組付け部品10の表面に帯電する静電気が除去される。なお、このときのエアブローの吹き方として、噴流を所定時間連続して組付け部品10に吹き付けてもよいし、噴流を断続的に吹き付ける動作を複数回繰り返すものであってもよい。なお、以下、本実施形態で説明するエアブローの吹き方は、所定時間時間吹き付けるものとして説明する。
【0029】
除電エア供給装置3を連続動作させ所定時間経過した後、エアブロー供給装置1を動作させて、組付け部品10の表面にエアブローし、表面に付着している異物を除去する(図3参照)。このとき、エアブロー供給装置1が供給するエアブロー200の加圧力は、除電エア供給装置3が供給する所定湿度気流の加圧力より大きいため、エアブロー200の流れが所定湿度気流300の流れに打ち勝ち、その結果、異物は、所定湿度気流300の流れの雰囲気中へ吹き飛ばされる(図3参照)。エアブロー200の吹き付けが終了すると、先程、吹き飛ばされた異物は、収容容器に連続的に流入している所定湿度気流300の流れにより静電気を発生することなく、下方(地方向)に押出される。したがって、収容容器2内を浮遊し続けることはない。その結果、異物が再付着することを防止できる。
【0030】
なお、ここで、異物除去処理対象としての組付け部品として、アセンブリ化されたインタンク式ポンプ100(図4参照)、ワークとしてのインペラ20(図4参照)、およびポンプカバー14(図4参照)に適用して、本発明の異物除去効果および除電効果を確認実験を行なった。図3(a)、図3(b)、および図3(c)は、それぞれインペラ20、ポンプカバー14、およびインタンク式ポンプ100で確認実験した除電効果を示し、縦軸が静電発生量を表す帯電量を示している。また、横軸には、左から順に、異物除去処理前の状態、従来方法により除去処理後(A)、および本発明の方法による除去処理後(B)の結果を示した。なお、従来方法と差を定量的にみるため、異物除去処理前のワーク20、14、ASSY100は、予め除電処理を行なっている。
【0031】
図3(a)、図3(b)、および図3(c)に示すように、インペラ20、ポンプカバー14、およびインタンク式ポンプ100は、いずれも、本発明の方法による除去処理後(B)は、従来方法により除去処理後(A)に比べて、静電気気の発生量が半分以下に抑制されている。
【0032】
さらに、本発明の方法の除去処理後によるインペラ20、ポンプカバー14、およびインタンク式ポンプ100の表面に付着したままの残存異物量(個数)は、従来方法により除去処理後のものに比べて、いずれも約半分となっていることを確認した。
【0033】
なお、インタンク式ポンプ100について、以下図4に従って説明する。
【0034】
図4に示すように、ハウジング2は吸入側カバー14と吐出側カバー18とを、かしめ等によって固定している。ポンプケーシング16は吸入側カバー14との間に挟持されている。吸入側カバー14とポンプケーシング16との間にC字状のポンプ流路92が形成されている。吸入側カバー14とポンプケーシング16とは吸入力発生手段としてのインペラ20を回転可能に収容している。円板状に形成されたインペラ20の外周縁部には多数の羽根溝が形成されており、インペラ20が回転子4とともに回転するとこの羽根溝の前後で流体摩擦力により圧力差が生じる。これを回転子4の回転動作によって多数の羽根溝で繰り返すことによりポンプ流路92の燃料が加圧される。インペラ20の回転により吸入側カバー14に形成された燃料吸入口90から吸入された燃料タンクの燃料は、ポンプ流路92、ポンプケーシング16に形成された連絡通路94を経てモータ室96に加圧燃料となって流入する。そして、モータ室96へ流入した加圧燃料は、ハウジング2の外周壁(詳しくは、永久磁石3の内周面)と回転子4の外周壁(外周面)との間に形成された空間部である燃料通路98、回転軸5の一方の端部側周囲の吐出側カバー18に形成された燃料吐出口99を通って、インタンク式ポンプ100から内燃機関側に吐出される。
【0035】
なお、インペラ20およびポンプカバー14は、樹脂成形材つまり絶縁材で形成されている。ハウジング2は、吸入側カバー14と吐出側カバー18とをかしめ等によって固定するため、金属材料つまり導電性材料で形成されている。
【0036】
なお、ここで、これら燃料吸入口90、ポンプ流路92、連絡通路94、モータ室96、燃料通路98、および燃料吐出口99は、燃料供給流路を構成している。
【0037】
以上の構成を有するASSY100を異物除去処理する場合、エアブロー供給装置1によって供給されるエアブロー200は、燃料供給流路を介して、排出端部22の略中央側の導出孔22aに対向する、燃料吐出口99に流出される。結果、略中央側の導出孔22から、異物が含まれる可能性があるエアブロー200を排出できる。
【0038】
以上説明した本実施形態によれば、異物除去処理対象としての組付け部品10を収容する収容容器2内には、所定湿度以上の気流が流入することで、収容容器2内にはこの所定湿度以上の加圧雰囲気を形成するため、エアブロー200により組付け部品の表面から異物を除去するとき、静電気発生の抑制と異物の再付着防止が図れる。
【0039】
なお、以上説明した本実施形態によれば、除電エア供給装置3が供給する所定湿度気流300の加圧力は、エアブロー300の加圧力(0.4MPa)より小さく形成されているため、除電エア供給装置3としては、高容量の供給能力を必要としないため、比較的小容量で安価な装置を用いることが可能である。
【0040】
さらになお、以上説明した本実施形態によれば、組付け部品10(詳しくは、インペラ20、ポンプカバー14、インタンク式ポンプ100)は、少なくとも一部に絶縁部材を有する。これにより、組付け部品10は、空気との摩擦により静電気が帯電し易い絶縁材とから構成されるものであっても、エアブロー200によりその表面から異物を除去するとき、静電気発生の抑制と異物の再付着防止が図れる。
【0041】
さらになお、以上説明した本実施形態によれば、クリーンルーム等のクリーン環境に係わる工程内の大幅な変更をすることなく、エアブロー200により組付け部品の表面から異物を除去するとき、静電気発生の抑制と異物の再付着防止が図れる。
【0042】
さらになお、以上説明した本実施形態によれば、収容容器2内に所定湿度気流300により形成される加圧雰囲気は、エアブロー200を組付け部品10に吹き付けるとき生じる騒音を抑制することが可能である。
【図面の簡単な説明】
【図1】本発明の実施形態の組付け部品の異物除去方法に係わる異物除去装置の構成を示す構成図である。
【図2】図1に示す異物除去方法に係わる空気噴流と所定湿度の気流の流れを説明する説明図である。
【図3】本発明の異物除去方法を適用して異物除去処理を行なった各実施例における除電効果を示すグラフであって、図3(a)、図3(b)、および図3(c)は、それぞれ図4に示す燃料供給装置の構成部品である、インペラ、ポンプカバー、およびこれら構成部品を組付けてアセンブリ化された燃料供給装置に適用したグラフである。
【図4】本発明の異物除去方法を適用した自動車用燃料供給装置の概略構成を示す断面図である。
【符号の説明】
1 エアブロー供給装置
2 収容容器
21 円筒状部
22 排出端部
23 導入端部
3 除電エア供給装置
10 組付け部品(異物除去処理対象)
200 エアブロー(加圧された空気噴流)
300 所定湿度気流(所定湿度の気流)
Claims (3)
- 組付け部品に加圧された空気噴流を吹き付けることで、前記組付け部品の表面に付着した異物を除去する組付け部品の異物除去方法において、
前記組付け部品に前記空気噴流を吹き付ける前から、
内部に供給される気流を外部に排出可能な収容容器内に、前記組付け部品を配置し、
前記収容容器内に所定湿度以上の気流を流すと共に、
前記所定湿度以上の気流は、前記空気噴流の加圧力に比べて小さく形成されていることを特徴とする組付け部品の異物除去方法。 - 前記組付け部品は、製造工程内で組付けられるワークであって、
前記ワークは、少なくとも一部に絶縁部材を有することを特徴とする請求項1に記載の組付け部品の異物除去方法。 - 前記所定湿度は、60%とすることを特徴とする請求項1または請求項2に記載の組付け部品の異物除去方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003166982A JP4165307B2 (ja) | 2003-06-11 | 2003-06-11 | 組付け部品の異物除去方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003166982A JP4165307B2 (ja) | 2003-06-11 | 2003-06-11 | 組付け部品の異物除去方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005000799A JP2005000799A (ja) | 2005-01-06 |
| JP4165307B2 true JP4165307B2 (ja) | 2008-10-15 |
Family
ID=34092964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003166982A Expired - Lifetime JP4165307B2 (ja) | 2003-06-11 | 2003-06-11 | 組付け部品の異物除去方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4165307B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105414113A (zh) * | 2015-12-16 | 2016-03-23 | 嵊州市利达电器厂 | 一种用于电机生产的除尘装置 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5951171B2 (ja) * | 2009-11-20 | 2016-07-13 | 三菱重工食品包装機械株式会社 | 容器洗浄装置および飲料充填装置 |
| JP6069917B2 (ja) * | 2012-07-09 | 2017-02-01 | 株式会社リコー | 乾式クリーニング筐体及び乾式クリーニング装置 |
-
2003
- 2003-06-11 JP JP2003166982A patent/JP4165307B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105414113A (zh) * | 2015-12-16 | 2016-03-23 | 嵊州市利达电器厂 | 一种用于电机生产的除尘装置 |
| CN105414113B (zh) * | 2015-12-16 | 2019-10-08 | 嵊州市利达电器厂 | 一种用于电机生产的除尘装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005000799A (ja) | 2005-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4138320B2 (ja) | ガスタービンエンジンを洗浄するための方法及び装置 | |
| JP2006340467A (ja) | 車両用交流発電機 | |
| US20170007961A1 (en) | Fan scrubber and vacuum pump apparatus | |
| JP4165307B2 (ja) | 組付け部品の異物除去方法 | |
| CN115501993A (zh) | 静电涂装装置 | |
| EP3112034B1 (en) | Centrifugal separator structure and assembly | |
| US6648935B2 (en) | Dual stage extraction blower for removing contaminants from an air stream | |
| CN111033051B (zh) | 机动车真空泵装置 | |
| JP2017018894A (ja) | ファンスクラバー、及び、真空ポンプ装置 | |
| US8813345B2 (en) | Method for manufacturing disk drive device | |
| JP5039667B2 (ja) | 燃料ポンプ | |
| JP4078209B2 (ja) | 自己発電式静電スプレーガン用耐溶剤ベアリング | |
| KR20160082690A (ko) | 가스 터빈 엔진용 통합 세척 시스템 | |
| JP4017875B2 (ja) | 流体ポンプ | |
| JP2005329022A (ja) | 洗浄機 | |
| JP2018004101A (ja) | レンジフード | |
| KR100837362B1 (ko) | 진공청소기용 모터의 소음저감장치 | |
| KR102554119B1 (ko) | 순환팬 | |
| JP6765841B2 (ja) | 渦流ポンプ | |
| JP2013053575A (ja) | 燃料蒸気漏れ検出装置 | |
| CN223768209U (zh) | 差动排气机构及旋转阀装置 | |
| KR20150002162U (ko) | 도장 건조용 환기장치 | |
| JP2594142Y2 (ja) | エアー洗浄装置 | |
| JP3195466U (ja) | ポンプ装置 | |
| JP4685617B2 (ja) | 回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050706 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080408 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080526 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080708 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080721 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4165307 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110808 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120808 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130808 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |