JP4130397B2 - 吸収性物品の表面シート、前記表面シートを用いた吸収性物品、および前記吸収性物品の表面シートの製造方法 - Google Patents
吸収性物品の表面シート、前記表面シートを用いた吸収性物品、および前記吸収性物品の表面シートの製造方法 Download PDFInfo
- Publication number
- JP4130397B2 JP4130397B2 JP2003332687A JP2003332687A JP4130397B2 JP 4130397 B2 JP4130397 B2 JP 4130397B2 JP 2003332687 A JP2003332687 A JP 2003332687A JP 2003332687 A JP2003332687 A JP 2003332687A JP 4130397 B2 JP4130397 B2 JP 4130397B2
- Authority
- JP
- Japan
- Prior art keywords
- skin
- nonwoven fabric
- side nonwoven
- melting point
- low
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Orthopedics, Nursing, And Contraception (AREA)
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Description
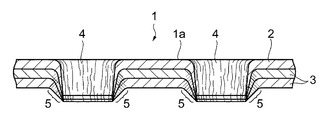
前記非肌側不織布に前記肌側不織布を構成する繊維よりも融点が低い合成樹脂が少なくとも表面に現れた低融点繊維が含まれ、前記肌側不織布に前記低融点繊維が含まれておらず、前記肌側不織布と非肌側不織布とを貫通する多数の孔が形成されて、前記孔の周囲で前記非肌側不織布に含まれている前記低融点繊維の前記合成樹脂のみが溶融して、前記低融点繊維が互いに融着されあるいは前記低融点繊維と前記肌側不織布に含まれる繊維とが融着された融着部が形成されており、
前記融着部が前記肌側不織布の表面に現れていないことを特徴とするものである。
また、本発明は、以下の工程を含むことを特徴とする液透過性の吸収性物品の表面シートの製造方法である。
(b)前記肌側不織布と非肌側不織布に対し、前記肌側不織布側から、加熱したピンを貫通させて、前記肌側不織布と前記非肌側不織布とを貫通する多数の孔を形成するとともに、前記非肌側不織布に含まれて前記孔の周囲に位置する前記低融点繊維の前記合成樹脂のみを溶融させて、前記低融点繊維を互いに融着させあるいは前記低融点繊維と前記肌側不織布に含まれる繊維とを融着させた融着部を、前記肌側不織布の表面に露出させることなく形成する工程。
不織布Aとして、繊度が2.4dtexのポリプロピレン繊維(融点160℃)を用いて目付けが20g/m2のスパンボンド不織布を使用した。

2 肌側不織布
3 非肌側不織布
4 孔
5 融着領域
10 吸収性物品
11 裏面シート
12 吸収体
Claims (8)
- 肌側に向けられる肌側不織布の裏面に、非肌側不織布が重ねられている液透過性の吸収性物品の表面シートにおいて、
前記非肌側不織布に前記肌側不織布を構成する繊維よりも融点が低い合成樹脂が少なくとも表面に現れた低融点繊維が含まれ、前記肌側不織布に前記低融点繊維が含まれておらず、前記肌側不織布と非肌側不織布とを貫通する多数の孔が形成されて、前記孔の周囲で前記非肌側不織布に含まれている前記低融点繊維の前記合成樹脂のみが溶融して、前記低融点繊維が互いに融着されあるいは前記低融点繊維と前記肌側不織布に含まれる繊維とが融着された融着部が形成されており、
前記融着部が前記肌側不織布の表面に現れていないことを特徴とする吸収性物品の表面シート。 - 前記融着部により、前記肌側不織布と前記非肌側不織布とが連結されている請求項1記載の吸収性物品の表面シート。
- 前記肌側不織布に合成繊維が含まれる請求項1または2記載の吸収性物品の表面シート。
- 前記低融点繊維は、前記肌側不織布に含まれる繊維より融点が30℃以上低い請求項3記載の吸収性物品の表面シート。
- 前記肌側不織布と、前記非肌側不織布の少なくとも一方が複数枚の不織布で構成されている請求項1ないし4のいずれかに記載の吸収性物品の表面シート。
- 前記低融点繊維の目付けが、20g/m2以上で、60g/m2以下である請求項1ないし5のいずれかに記載の吸収性物品の表面シート。
- 請求項1ないし6のいずれかに記載の液透過性の吸収性物品の表面シートと、裏面シートと、前記表面シートの非肌側不織布と前記裏面シートとの間に位置する吸収体と、を有することを特徴とする吸収性物品。
- 以下の工程を含むことを特徴とする吸収性物品の表面シートの製造方法。
(a)肌側不織布と、前記肌側不織布を構成する繊維よりも融点が低い合成樹脂が少なくとも表面に現れた低融点繊維を含む非肌側不織布とを用い、前記低融点繊維が含まれていない前記肌側不織布と前記非肌側不織布とを重ねる工程、
(b)前記肌側不織布と非肌側不織布に対し、前記肌側不織布側から、加熱したピンを貫通させて、前記肌側不織布と前記非肌側不織布とを貫通する多数の孔を形成するとともに、前記非肌側不織布に含まれて前記孔の周囲に位置する前記低融点繊維の前記合成樹脂のみを溶融させて、前記低融点繊維を互いに融着させあるいは前記低融点繊維と前記肌側不織布に含まれる繊維とを融着させた融着部を、前記肌側不織布の表面に露出させることなく形成する工程。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003332687A JP4130397B2 (ja) | 2003-09-25 | 2003-09-25 | 吸収性物品の表面シート、前記表面シートを用いた吸収性物品、および前記吸収性物品の表面シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003332687A JP4130397B2 (ja) | 2003-09-25 | 2003-09-25 | 吸収性物品の表面シート、前記表面シートを用いた吸収性物品、および前記吸収性物品の表面シートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005097782A JP2005097782A (ja) | 2005-04-14 |
| JP4130397B2 true JP4130397B2 (ja) | 2008-08-06 |
Family
ID=34460914
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003332687A Expired - Fee Related JP4130397B2 (ja) | 2003-09-25 | 2003-09-25 | 吸収性物品の表面シート、前記表面シートを用いた吸収性物品、および前記吸収性物品の表面シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4130397B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4512512B2 (ja) | 2005-03-29 | 2010-07-28 | 大王製紙株式会社 | 吸収性物品及びその表面シート |
| JP4787258B2 (ja) | 2005-08-02 | 2011-10-05 | 株式会社河合楽器製作所 | 音色記憶装置、音色記憶方法、音色記憶のためのコンピュータプログラム |
| JP4851169B2 (ja) * | 2005-11-25 | 2012-01-11 | 大王製紙株式会社 | 吸収性物品及びその製造方法 |
| JP5328088B2 (ja) | 2006-06-23 | 2013-10-30 | ユニ・チャーム株式会社 | 不織布 |
| JP5123511B2 (ja) | 2006-06-23 | 2013-01-23 | ユニ・チャーム株式会社 | 不織布 |
| BR112013012343A2 (pt) | 2010-12-02 | 2016-08-23 | Procter & Gamble | artigo absorvente que tem adesão otimizada |
| WO2019075688A1 (en) | 2017-10-19 | 2019-04-25 | The Procter & Gamble Company | UPPER SHEET COMPRISING NATURAL FIBERS |
| WO2019075689A1 (en) * | 2017-10-19 | 2019-04-25 | The Procter & Gamble Company | UPPER SHEET COMPRISING NATURAL FIBERS HAVING GOOD MECHANICAL RESISTANCE |
| CN109431690A (zh) * | 2018-12-24 | 2019-03-08 | 常州快高儿童卫生用品有限公司 | 一种能快速吸水的乳垫及其生产方法 |
| JP7334056B2 (ja) * | 2019-04-26 | 2023-08-28 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP2023521105A (ja) * | 2020-04-16 | 2023-05-23 | ザ プロクター アンド ギャンブル カンパニー | 有孔不織布 |
-
2003
- 2003-09-25 JP JP2003332687A patent/JP4130397B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005097782A (ja) | 2005-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2014269B1 (en) | Absorbent product | |
| AU779156B2 (en) | Absorbent article | |
| JP6158992B2 (ja) | 吸収性物品 | |
| JP5074913B2 (ja) | 吸収性物品 | |
| JP3967873B2 (ja) | 連続フィラメントおよび吸収シートを用いた吸収性物品 | |
| EP1207832B1 (en) | A material laminate for use as a covering sheet in an absorbent article | |
| JP2021115383A (ja) | 吸収性物品 | |
| EP2409673A1 (en) | Absorbent article | |
| EP3688215B1 (en) | Layer for absorbent article | |
| JP2017038925A5 (ja) | ||
| JP2002126002A (ja) | 体液吸収性のパネル | |
| KR20030022741A (ko) | 흡수성 물품 | |
| JP3754528B2 (ja) | 体液処理用吸収性物品 | |
| JP2014062352A (ja) | 物理的または熱的変形を生じさせることなく穿孔された不織布ウェブを製造する方法及びその不織布ウェブを含む吸収性物品 | |
| JP4130397B2 (ja) | 吸収性物品の表面シート、前記表面シートを用いた吸収性物品、および前記吸収性物品の表面シートの製造方法 | |
| WO2017030136A1 (ja) | 吸収性物品 | |
| JP4152760B2 (ja) | 吸収性物品およびその製造方法 | |
| JPH1128222A (ja) | 使い捨ての体液吸収性着用物品 | |
| JP2013215348A (ja) | 吸収シートおよび該吸収シートを備えた吸収性物品 | |
| JP2009136488A (ja) | 吸収性物品の表面シート | |
| JPH10295724A (ja) | 体液処理用吸収性物品 | |
| JP2017063910A (ja) | 吸収性物品 | |
| US20240315886A1 (en) | Absorbent systems and absorbent articles including the same | |
| JP7361556B2 (ja) | 吸収性物品 | |
| JP7190852B2 (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060731 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080304 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080520 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080521 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4130397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110530 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110530 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120530 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130530 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140530 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |