JP4118564B2 - 耐切断及び耐摩耗性ラミネートを作る方法 - Google Patents
耐切断及び耐摩耗性ラミネートを作る方法 Download PDFInfo
- Publication number
- JP4118564B2 JP4118564B2 JP2001532955A JP2001532955A JP4118564B2 JP 4118564 B2 JP4118564 B2 JP 4118564B2 JP 2001532955 A JP2001532955 A JP 2001532955A JP 2001532955 A JP2001532955 A JP 2001532955A JP 4118564 B2 JP4118564 B2 JP 4118564B2
- Authority
- JP
- Japan
- Prior art keywords
- fabric
- thermoplastic film
- high performance
- bundle
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims abstract description 43
- 239000004744 fabric Substances 0.000 claims abstract description 135
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 35
- 239000004416 thermosoftening plastic Substances 0.000 claims abstract description 35
- 229920006253 high performance fiber Polymers 0.000 claims abstract description 28
- 238000010030 laminating Methods 0.000 claims abstract description 21
- 238000010438 heat treatment Methods 0.000 claims description 30
- 239000004698 Polyethylene Substances 0.000 claims description 26
- -1 polyethylene Polymers 0.000 claims description 26
- 229920000573 polyethylene Polymers 0.000 claims description 26
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 23
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 claims description 20
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 20
- 229920001684 low density polyethylene Polymers 0.000 claims description 16
- 239000004702 low-density polyethylene Substances 0.000 claims description 16
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 claims description 11
- 239000002759 woven fabric Substances 0.000 claims description 8
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 claims description 6
- 238000004804 winding Methods 0.000 claims description 6
- 239000012530 fluid Substances 0.000 claims description 3
- 238000009826 distribution Methods 0.000 claims description 2
- 238000000926 separation method Methods 0.000 claims 1
- 238000005096 rolling process Methods 0.000 abstract 1
- 239000000835 fiber Substances 0.000 description 38
- 239000000123 paper Substances 0.000 description 14
- 238000001228 spectrum Methods 0.000 description 11
- 238000003475 lamination Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 229920000728 polyester Polymers 0.000 description 7
- 239000000047 product Substances 0.000 description 6
- 238000005299 abrasion Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 3
- 229920002554 vinyl polymer Polymers 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 239000002648 laminated material Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- DHKVCYCWBUNNQH-UHFFFAOYSA-N 2-[5-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]-1,3,4-oxadiazol-2-yl]-1-(1,4,5,7-tetrahydropyrazolo[3,4-c]pyridin-6-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C1=NN=C(O1)CC(=O)N1CC2=C(CC1)C=NN2 DHKVCYCWBUNNQH-UHFFFAOYSA-N 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- 239000004705 High-molecular-weight polyethylene Substances 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- 239000005041 Mylar™ Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 210000004177 elastic tissue Anatomy 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 239000012761 high-performance material Substances 0.000 description 1
- 239000010903 husk Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000005001 laminate film Substances 0.000 description 1
- 238000011031 large-scale manufacturing process Methods 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/10—Fibres of continuous length
- B32B2305/18—Fabrics, textiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/10—Fibres of continuous length
- B32B2305/18—Fabrics, textiles
- B32B2305/188—Woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/58—Cuttability
- B32B2307/581—Resistant to cut
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/02—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/04—Time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/12—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
- B32B2323/043—HDPE, i.e. high density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
- B32B2323/046—LDPE, i.e. low density polyethylene
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3854—Woven fabric with a preformed polymeric film or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3854—Woven fabric with a preformed polymeric film or sheet
- Y10T442/3886—Olefin polymer or copolymer sheet or film [e.g., polypropylene, polyethylene, ethylene-butylene copolymer, etc.]
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Laminated Bodies (AREA)
Description
関連出願
この出願は米国出願番号08/957431、1997年10月24日出願の一部継続出願であり、その内容はここに参照までに組み入れられる。
【0002】
発明の分野
本発明は耐切断及び耐摩耗性ラミネート及びそれらの製造方法に関する。より詳細には、本発明は熱可塑性フィルム、例えばポリエチレンまたはエチレン酢酸ビニル(EVA)の層を、超高分子量ポリエチレン繊維のような高性能繊維から構成された強くて軽量の布の層に結合することによりかかるラミネートを製造する方法に関する。
【0003】
発明の背景
高性能布は引裂抵抗性、摩耗抵抗性、切断−及び突き刺し−抵抗性、及び耐薬品及び耐寒性が重要である多数の用途のために用いられている。ここで用いられる用語“高性能”は手袋及びエプロンのような切断−抵抗性の及び摩耗抵抗性の物品を作るために使用される繊維群から構成された布を言う。これらの布の高い強度対重量比は他の代替物の重量の部分で上述の性能特性に顕著な改善を有する特性を提供することができる。高性能布のこの利点を、帆布、貨物専用コンテナカバー、サイドアクセストラックのためのサイドカーテン及びばら荷郵便袋を含むがそれらに限定されない用途のために現在用いられているフィルムラミネート布と組合せることは望ましいであろう。帆布を除き、これらの物品は典型的にはこれらの高性能特性を示さないビニール被覆ナイロンまたは同様な材料から構成される。ビニール被覆は空気及び流体浸透に対する不透過バリヤーを作る目的で設けられる。現在利用可能なビニール被覆ナイロンまたはポリエステル布材料の欠点はそれらの耐久性の相対的不足及び比較的高い単位面積当たりの重量である。従って、これらの用途のためには高性能布の高強度と低重量特性の利点を使用するのが望ましいであろう。これらの布のための成功したラミネーション法はそれらの耐摩耗性を強化するであろう。より耐久性の、耐水性の、切断及び摩耗抵抗性の柔軟なラミネートを作るために今日までポリエチレンまたはEVAのような熱可塑性フィルムによる高性能布の経済的ラミネーションのための成功した方法は開発されていないと思われる。
【0004】
ポリエチレンフィルムを高強度、超高分子量ポリエチレン糸から作られた糸から構成された布のような高性能布に付着させるための多くの試みがなされている。かかる糸及び布の典型的な例はAllied Signalから入手可能なSpectra(登録商標)商標繊維である。この繊維はあるときには伸びきり鎖ポリエチレンから構成されていると説明される。Spectra繊維の最初の導入以来10年以上の間、Spectra繊維から構成された布にポリエチレンフィルムをラミネートするための商業的に実行可能な方法は開発されていないと思われる。この結果に対して幾つかの理由があると考えられる。高分子量ポリエチレン繊維は繊維が拘束を受けないときもし約230−240°F以上の範囲の温度に露出されると顕著に強度を失う。繊維特性の喪失は温度と繊維がその温度に保たれる時間の両方の関数である。さらに、ポリエチレンフィルムを高性能繊維に付着するのに必要な温度範囲と時間は拘束されない繊維を劣化させるに要する時間/温度露出を顕著に越える。更に、高強度、高弾性ポリエチレン繊維はもしきつく拘束されないと熱への露出により顕著に収縮する。この収縮は5%をかなり越え、布内に緊張をもたらし、得られるラミネートが商業的に使用できない点まで永久的かつ厳しいしわを発生させる。
【0005】
そういうわけで、少なくとも約20%のエチレン含量を持つ熱可塑性フィルムを確実にかつ信頼性を持って熱の付与により高性能繊維から形成された布に、しかし高性能繊維の特性を維持する態様で結合する方法に対する要求がある。
【0006】
発明の概要
本発明は高靭性、高弾性、超高分子量ポリエチレン繊維のような高性能繊維の実質的パーセンテージ(25%以上)を持って構成された布に熱可塑性フィルムをラミネートする前述に提示された問題を解決する。
【0007】
この解決策は少なくとも約20%のエチレン含有量を持つ熱可塑性フィルムと高性能繊維布とを一緒に張力下で巻いて巻かれた束を形成すること;及び高性能布の収縮がラミネーティング圧力を発生して前記熱可塑性フィルムを前記高性能布にラミネートするように熱可塑性フィルムを柔らかくするために十分な温度で十分な時間の間巻かれた束を加熱すること、を含む。
【0008】
この技術はたて糸とよこ糸を含む織られた布を含む柔軟な、耐切断及び耐摩耗性の、実質的に空気及び液体不透過性のラミネートをもたらす。ここでたて糸は超高分子量ポリエチレンから構成され、ラミネーティング層は低密度ポリエチレンフィルムから構成される。
【0009】
代替実施例において、織られた高性能布と低密度ポリエチレンから構成された熱可塑性フィルムとのラミネートを含む第一外層から構成された実質的に空気及び液体不透過性のラミネートが紗布を含む中間層のどちらかの側に置かれる。第一及び第二外層の熱可塑性フィルムは中間層に面している。再び、三層はきつく巻かれ、単一の三層ラミネートフィルムを形成するように加熱される。
【0010】
従って、本発明の一つの側面は熱可塑性フィルムと高性能布を一緒にラミネートするための経済的な方法を提供することである。
【0011】
本発明の別の側面は強度を失うことなしに、または高性能材料中の繊維を劣化させることなしに、かかるラミネートされた軽量シート材料を作るための方法を提供することである。
【0012】
本発明のこれらの及び他の側面は図面と共に考慮されるとき好適実施例の以下の説明を読めば当業者に明らかとなるであろう。
【0013】
図面の簡略説明
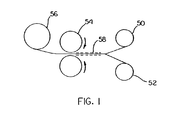
図1はラミネートと布が芯の周りにきつく巻かれている代替ラミネーション法の概略図である。
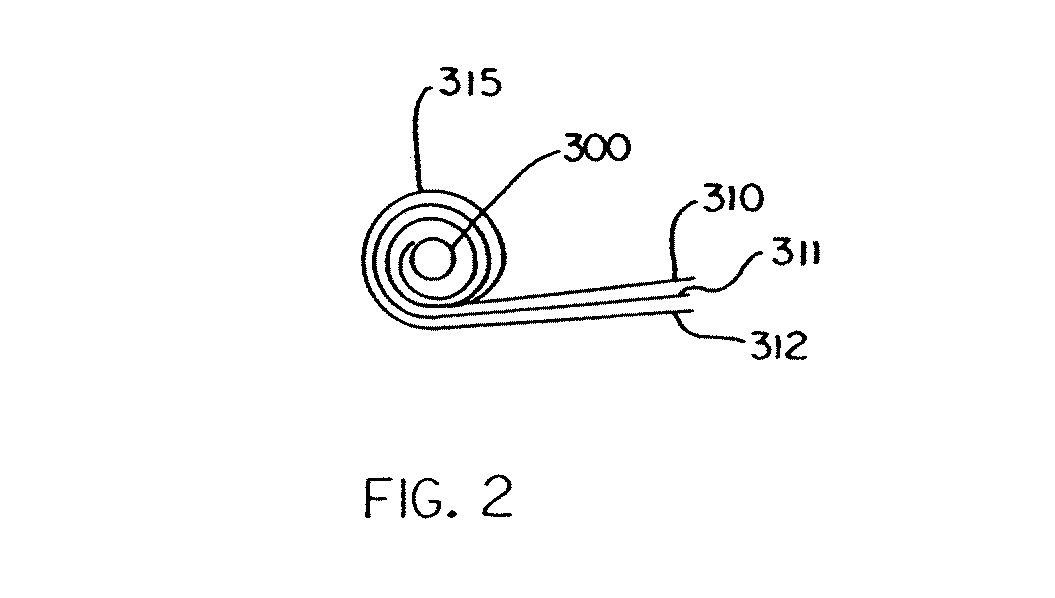
図2は本発明の好適実施例の概略図である。
【0014】
好適実施例の詳細な説明
ここで使用される用語“布”は通常の製織技術を用いて構成された平織布を含む。
【0015】
ここで用いられる用語“繊維”は糸及び布の組み立てに使用される基本的要素に関連する。一般的に繊維はその直径または幅よりかなり大きな長手寸法を持つ要素である。この用語は規則正しいまたは不規則な断面を持つモノフィラメント、マルチフィラメント、リボン、ストリップ、ステープル、及び他の形のチョップトされた、切断されたまたは不連続の繊維等を含む。“繊維”はまた複数の上記のいずれかをまたは上記の組合せを含む。
【0016】
ここで用いられる用語“高性能繊維”は高摩耗及び/または耐切断性が重要な用途のために役立つような靭性の高い値(7g/dより大きい)を持つ繊維の部類を意味する。典型的には、高性能繊維は最終繊維構造において非常に高度の分子配向と結晶化度を持つ。
【0017】
ここで用いられる用語“高性能布”は布が高性能布の性能利益を享受するような布の主要成分として高性能繊維を用いて構成された布を意味する。従って、100%高性能繊維から構成された布は高性能布である。しかし、高性能布の構成によっては、“主要成分”の高性能繊維は布中の繊維の過半数以下からなることができる。より詳細には以下に検討されるように、たて糸の少なくとも約50%が適当な高性能繊維から構成される織られた布は本発明の目的のためのこの定義に合致する。残りのたて糸及びよこ糸は本発明の実施に矛盾しないどのような他の適当な材料からも構成されることができる。
【0018】
本発明の実施のために適した繊維の断面形状は円、扁平または楕円形を含む。それらはまたフィラメントの直線軸または縦軸から突出する一つまたはそれ以上の規則正しいまたは不規則なローブ(lobes)を持つ不規則なまたは規則正しいマルチローバル(multi-lobal)断面のものであることができる。
【0019】
ここで用いられる用語ラミネート及びラミネーティングは柔軟なフィルムを布構造に適用して離層することなく荒い使用にも耐えるであろう耐久力のある結合を形成することを言う。
【0020】
ポリエチレン及びエチレン酢酸ビニル(EVA)フィルムは結合剤の使用なしで適切なラミネーティング条件下に高性能ポリエチレン繊維から構成された布に良く付着することが見出されている。結合の実際の機構は確認されていないが、フィルムの布構造の織目中への押し込み以上のものを含むと考えられる。高性能ポリエチレン繊維から構成された布に適用されたポリエチレンフィルムはこのフィルムを布から除去するのに必要な力がフィルムの強度を越えるほど十分に付着する。初期ラミネーション後の連続熱処理は付着力を改善し、低密度ポリエチレンフィルムが高性能繊維の結晶構造中に拡散していることを示唆する。少なくとも約20%のエチレン含有量を持つ熱可塑性フィルムは高性能ポリエチレン繊維布に結合するであろうと思われる。
【0021】
EVAフィルムの布への付着はより困難でフィルムの低強度によって特徴付けられる。それはフィルムのエチレン含有量のためにポリエチレンフィルムのそれと似ているかもしれない。しかし、EVAフィルムが布に付着する強度を決定する試みがなされるとき、フィルムの一縁が布縁を過ぎて突出するときでさえ、EVAフィルムは裂ける。
【0022】
追加の利点として、このフィルムは布の一方側に色を与えるために着色されることができ、またはこのフィルムはポリエチレンフィルムに印刷するための通常の方法の基板として用いられることができる。
【0023】
ポリエチレンまたはEVAフィルムはアラミドまたは液晶高分子高性能繊維から構成された織布には本発明の実施によって満足に付着しないであろうと思われる。これはこれらの繊維は加熱されたとき顕著に収縮しないからである。織布構造内にそれらの布繊維を用いてポリエチレンまたはEVAラミネート製品を作る試みは、ラミネートの摩擦または捩りのような機械的作用による布のないフィルムの断片を作業後に連続層として離層し、不成功であった。
【0024】
適当な高靭性、高弾性繊維は商標名Spectra(登録商標)、Dyneema(登録商標)及びTekmilon(登録商標)で販売されているようなソリューション−ドローン(solution-drawn)された、超高分子量(UHWM)ポリエチレン繊維である。更にCertran(登録商標)繊維のようなデニール当たり15gの靭性を持つ溶融紡糸ポリエチレン繊維はラミネートされることができるが、同じフィルム付着力を提供することができないと考えられる。
【0025】
適当なポリエチレンまたはEVAフィルムはいずれもラミネーティングフィルムとして用いられることができる。高密度ポリエチレン、低密度ポリエチレン及び線状低密度ポリエチレンは本発明の実施で使用するのに適している。難燃剤を充填した低密度ポリエチレン及びEVAフィルム及び顔料を含む低密度フィルムも用いられている。以下の例で示されるように、ラミネーションのために必要な時間と温度は各フィルム毎に変わる。
【0026】
繊維構造へのフィルムのラミネーション法はフィルム/布に所定の時間の間熱と圧力の適用を通して行われる。適用される圧力は布とフィルムをきついロールに巻くことと加熱時の布繊維の収縮により発生される圧力との組合せからもたらされる。温度は用いられる熱可塑性フィルムのタイプに依存して約200°Fと約275°Fの間で変わる。加工時間は約8時間から約20時間まで変わる。加工温度が高くなると加工時間は減る。逆に、低い加工温度では有用なフィルムの布への結合を作るに要する時間は急速に増える。容認できる最低温度は熱可塑性フィルムを柔らかくし、ラミネーティング圧力を発生するための高性能布の収縮を起こすに十分なものである。
【0027】
本発明のラミネーション法は図1に示されるような三段階法を用いて実施されることができる。第一段階は熱可塑性フィルム50を加熱されたカレンダーロール54を用いて連続ベースで布構造52にまず粘着し、軽くラミネートされた材料を形成することを含む。この段階後、フィルムは布に均一に付着されるが、それから容易に分離されることができる。この状態ではラミネートされた材料は本発明のために予期した提案された最終用途のためには適していない。もし望むなら剥離紙58が用いられることができる。適当な機械はハスクソフトロールと加熱されたスチールセンターロールを持つVan Vlandrin Silk Calenderである。この機械の旧型は水蒸気加熱され、フィルム/布組合せに適用される圧力の量を変更するための設備を持つ。粘着段階の後、連続ロールが適切な剥離紙と共に束56にきつく巻かれ、耐熱テープにより固定される。この例では、剥離紙310は巻き上げ時に紙芯300に直接隣接するように配置される。これに代え、剥離紙は完成ラミネートにどのような実質的な影響もなしにフィルム311と布312の外側に置かれることができる。完成ラミネートの外観に幾らかの差が認められるかもしれない。次に、束は約200°Fと約275°Fの間の温度で約2時間と約5時間の間オーブン内で焼成される。この実施例では圧力がフィルム/布に二段階で、第一段階は温和な温度で短時間の間、すなわちカレンダーロール中で費やされる時間の間、比較的高い圧力が適用されてフィルムを布に粘着し、第二段階は上述のようにかなり低い圧力で、かなり長い時間の間、適用される。
【0028】
図2に示された好適実施例では、布312とフィルム311は約2から6インチの間の直径を持つ紙芯300上に剥離紙310と共にきつく巻かれ、束315を形成する。望ましくは、布312とフィルム311は布312がフィルムの外に位置するように配置される。これは加熱時の布の収縮により発生された力が二つの要素をラミネーティング接触に強制するであろうからである。布とフィルムの位置を逆にすることは容認されるが、上述の配置を用いて良好な性能が達成されると考えられる。得られる束315は次いでラミネーティング温度に耐えることのできるテープにより固定される。巻かれた束315は次いで約240°Fと約280°Fの間で約8時間と約18時間の間加熱される。好ましくはこの熱処理は約265°Fの温度で約18時間実施される。ここでは一次ラミネーティング圧力が加熱時に起こる布収縮により束に適用される。圧力の正確な量は不知であるが、50psi以下であると考えられる。束を形成する作用により発生した圧力を越える追加の圧力が熱処理時に適用されることができるが、容認できる結果のためには必要ではない。
【0029】
本発明のラミネートはまた他の目的のために設計された機械を用いて行うことができる。非限定例として、しわのない複合シート材料のロールを作るためのDicksonらのUS特許番号5401344に開示された装置が用いられることができる。Dicksonは内部にライニングされた膨張可能な袋を持つシリンダーを含む硬化装置を開示する。このシリンダーはシート材料により包囲関係に動かされるのに適合している。形成ロールが材料の組み立てられたラップの内側から熱を供給するように配置されており、一方包囲膨張袋が圧力を及ぼし、弾道弾形式(ballistics-type)の材料を予定の硬化サイクルに渡って硬化する。本発明の実施はそれ自体“硬化”時間を含まない。しかし、制御された加熱段階を提供する能力及びしわのない最終製品を提供する能力は本発明の実施のために有用である。Dickson特許の内容はそのままここに組み入れられる。
【0030】
以下の例は本発明の利点と予期しない結果を論証する。特定の工程パラメーター、すなわち温度、圧力、時間及び材料はこの発明を例示的様式で示し、この発明の範囲を限定するものとして解釈されるべきではない。以下に特に注記されたものを除き、各例の布は100%高性能繊維を用いて構成されている。例中に用いられた型式表示は当業界で一般的に用いられる周知の製品番号である。幾つかの例において、熱可塑性フィルムと高性能布は修正されたパターンマシンを用いて張力下に一緒に巻かれる。パターンマシンはPerforated Pattern社により製造されたEcono-Copier/2000である。この機械はラミネーティング法で用いるために設計されておらず、むしろ典型的にはプリントパターンを長いペーパーロール上に転写するのに用いられる。得られるパターンは次いでクロス製造のための高容量クロス切断作業のために使用される。この機械は紙のロールを加工するために必要な加圧ローラーの幾つかを除去することにより修正された。残りの要素は三つの供給ロールと一つの巻き上げロールを含んでいた。これらのロールのそれぞれは個々の張力調整のための設備を持つ。他のローラーが機械上に存在することができるが、本発明の実施には用いられない。
【0031】
例1
Allied SignalのSpectra(登録商標)高性能ポリエチレン繊維、型式904、から形成された布の16インチ幅で56インチの長さのストリップ、及びBlueridge Filmsにより作られた8ミル厚の低密度ポリエチレンフィルム及び0.5ミルのポリエステル剥離紙が一緒に手で巻かれた。きつく巻かれたロールが耐熱性テープにより巻かれ250°Fで7時間オーブン内で加熱された。束がオーブンから除去されたとき、フィルムが布にフィルムの強度を越えた強度で付着していたことが観察された。フィルムは布から簡単な機械的作用により除去できなかった。追加的に、完成した製品は束を作り上げる布層の圧縮からもたらされる永久テキスチャーを示した。このテキスチャーはそれが柔軟性を増し、欠点を隠し、ラミネートのフィルム側に美的に楽しませる表面を与えるので幾つかの用途のためには好ましい。
【0032】
例2
Deerfield Urethane社により製造された8ミルのEVAフィルムがAllied SignalのSpectra(登録商標)900高性能ポリエチレン繊維から作られた12インチ×12インチの布試料にラミネートされた。糸は1200重量デニールであり、布構造は17×17平織構造、型式902であった。フィルムは最初に手動アイロンを用いて布に粘着され、得られるラミネートがオーブン中で三時間の間220°Fで加熱された。布へのフィルム付着はフィルムの強度を越えた。
【0033】
例3
Deerfield Urethane社により製造された8ミルのEVAフィルムがAllied SignalのSpectra(登録商標)900高性能ポリエチレン繊維から作られた布にラミネートされた。糸は650重量デニールで、布構造は34×34平織構造、型式904であった。布とフィルムはDicksonらの特許に記載された装置内で265°Fでかつ150psiでラミネートされた。フイルムは布に良く付着し、除去することができなかった。この試料の布寸法は56インチ幅で20ヤードの長さであった。
【0034】
例4
Spectra(登録商標)布、形式902、及びBlueridge Films社により作られた8ミル厚の低密度ポリエチレンフィルムがDicksonらの特許に記載された装置内で265°Fでかつ150psiで一緒にラミネートされた。このフイルムは布に良く付着し、除去することができなかった。この試料の布寸法は56インチ幅で10ヤードの長さであった。
【0035】
例5
Deerfield Urethane社により製造された8ミルのEVAフィルムがAllied Signal社のSpectra(登録商標)900高性能ポリエチレン繊維から作られた布にラミネートされた。糸は650重量デニールで、布とフィルムは0.5ミルポリエステル剥離フィルムと共にカードボード管の上に手で巻かれた。手の張力は布と剥離紙上に維持され、一方管は第三者により回転された。完成したロールは高温度テープによりテーピングされ、ロールは250°Fで4.5時間加熱された。フィルムは熱浸透後に布から除去できなかった。この試料のための布寸法は56インチ幅16インチ長であった。
【0036】
例6−12
本発明によるラミネート製品の大規模製造が以下の表1中の例6−12に示される。表1中の殆どの例はSpectra(登録商標)900高性能ポリエチレン繊維から形成された布の56インチ幅、30フィート長の切片で構成された。例8と9は以下に述べるように異なる布を使用した。布は17×17、34×34または56×56平織のいずれかであった。布は修正されたパターンマシンを用いて剥離紙と共に低密度ポリエチレン(LDPE)またはエチレン酢酸ビニル(EVA)フィルムのシートできつく巻かれた。7ミルと8ミル厚さのLDPEフィルムはカーボンブラックで濃く着色されていた。剥離紙は0.5ミルポリエステルまたは0.5ミルシリコーン処理ポリエステルのいずれかであった。巻かれた束は耐熱テープを用いて固定され、表1に示された温度と時間を用いてオーブン加熱された。
【表1】
例6−12のそれぞれにおいてフィルムはフィルムの強度を越える強度で布に付着した。フィルムは激しい曲げ及び/または摩擦によっても布から除去することができなかった。完成した製品は布の収縮及びフィルムの布中の糸間の空間中への移動からもたらされる永久的なテキスチャー表面外観を示した。このテキスチャーは上述の理由から好ましい。布は表中に示されるようによこ糸及びたて糸の両方向にある量の収縮を示した。殆どの場合布の引張強さはよこ糸とたて糸方向の両方で増加した。しかし、例11と12に対してはこの物理的性質に減少があった。これは糸のゆるやかな織り方及び可能な最高の締め付けへの収縮に対する布の無能力のせいであると考えられる。さらに、例12においては、用いられたフィルムの厚さもまた引張強度の喪失に寄与したかもしれないと考えられる。にもかかわらず、これらのラミネートは本発明で期待する使用のために容認できる。
【0038】
上記の結果に基づき、低密度ポリエチレンフィルムは高性能ポリエチレンに基づく布にラミネートされることができると考えられる。フィルム厚が7ミルに増やされるときラミネート特性の幾らかの減少が観察される。ポリエチレンフィルムが加熱段階時に布中に移動するので、フィルム厚が増えるときつく巻かれたロールの直径が加熱時に減少する量は増える。繊維特性の中で適切な張力を維持するためにたて糸が収縮するであろう量は繊維特性が劣化する前に起こる量を越えると推測される。EVAフィルムに関して、8ミル以下のフィルム厚が適当であると考えられる。さらに、かなり厚いEVAフィルムでもうまくラミネートされることができると考えられる。
【0039】
例9のラミネートは例8により作られたラミネートされた布の二シートから構成された。例9のラミネートは二つの外層とそれらの間に配置された中間層を持つ三層構造である。外層のそれぞれは高性能布の上にラミネートされた熱可塑性フィルムを持って構成されている。紗布が二つの外層の間に配置される。この紗はBay Mills社の子会社のBayexから入手可能であり、0.25インチセンターで45°、−45°のパターンで置かれた(laid)375デニールSpectra 1000糸から構成されている。この紗は更に0.25インチセンターで織られた50デニールポリエステル要素を含んでいた。三層は修正されたパターンマシンを用いて一緒にきつく巻かれた。各層のフィルム側は多層構造の中心に向かって内向きに向く。加熱段階後、得られるラミネートはたて糸方向に追加の1.5パーセント収縮を示したことが認められた。このラミネートは特にアイスピック及びナイフ貫入に抵抗性があった。このラミネートは特に帆布としての使用に適していると考えられる。
【0040】
本発明によるラミネートを作るために用いられる布は100%高性能繊維から構成される必要がないことが見出された。布は望ましくは高性能繊維、好ましくは超高分子量ポリエチレンから構成されたたて糸を含むべきである。たて糸のたて糸方向の収縮はラミネーティング圧力を作る。例8と9に用いられた布はNorth Clothにより製造され、ほぼインチ当たり35糸でたて糸方向のみにSpectra高性能糸を含む。よこ糸はほぼインチ当たり35ピックスの割合で用いられた500デニールポリエステルであった。この布での実験に基づいて、かかる高性能繊維がたて糸の50%を構成する同様な布が満足すべき性能を提供するであろうと考えられる。従って布中の高性能繊維の含有量を減らすことがラミネートの費用を減らすことが認められるであろう。
【0041】
例13−16
表2は加熱時間の変化の効果の比較を決定するために行われた比較加熱時間試験の結果を示す。例13−16のそれぞれにおいて加熱オーブン空気循環ファンが再循環空気の温度が120°Fに達するまで加熱サイクル後に運転させられた。試験結果は265°Fの加熱温度のためには約8時間の加熱時間が望ましいことを示した。より低い温度では容認できるフィルムの布付着を得るためには8時間以上を要するであろうと考えられる。
【表2】
例17−19
EVAフィルムの高性能布へのラミネーティングのための加熱温度の変化の効果を比較するために同様の実験の試みが実施された。ラミネートされた布は16インチの長さと56インチの幅であった。それらの結果は以下の表3中にまとめられている。
【表3】
例20
追加的なEVAラミネートがDeerfield Urethaneにより製造された8ミルEVAフィルムと、Allied Signal社のSpectra繊維、型式904から形成され、650デニールSpectra 900繊維から織られた布とを用いて実施された。布は10ヤードの長さであった。これらの要素は1/2ミルMylar剥離フィルムと共に紙芯上にきつく巻かれた。得られたロールは適当なテープにより固定されたので張力下に維持された。ロールは275°Fで18時間加熱された。フィルムは布に均一にラミネートされ、得られたラミネートはより均一な表面外観を持つように見えた。
【0044】
追加実験は完成した製品により良い表面外観を与えるのでEVAフィルムのためには275°Fが好適ラミネーティング温度であることを示した。しかし、“望ましい”表面効果を構成するものは主観的決定であることは理解されるべきである。従って、本発明の実施は最終ラミネートの表面外観を修正するためにラミネーション温度と時間を変更することを含む。
【0045】
本発明が好適実施例により説明されたが、当業者が容易に理解するように、この発明の精神と範囲から逸脱することなく、修正及び変更が利用されることができることは理解されるべきである。かかる修正及び変更は特許請求の範囲及びそれらの均等物の権限及び範囲内にあると考えられる。
【図面の簡単な説明】
【図1】 ラミネートと布が芯の周りにきつく巻かれているところの代替ラミネーション法の概略図である。
【図2】 本発明の好適実施例の概略図である。
Claims (27)
- ラミネーティング圧力下に耐切断及び耐破壊性ラミネート布を作るための方法であって、それが:
a)低密度ポリエチレン及びエチレン酢酸ビニルからなる群から選ばれた熱可塑性フィルムと高性能繊維から構成された布とを一緒に張力下で巻いて巻かれた束を形成すること;及び
b)高性能布の収縮がラミネーティング圧力を発生して前記熱可塑性フィルムを前記高性能布にラミネートするように熱可塑性フィルムを柔らかくするために十分な温度と十分な長さの時間の間この巻かれた束を加熱すること;
を含むことを特徴とする方法。 - 熱可塑性フィルムと布を一緒に巻く段階に先立ち軽く付着するために熱加塑性フィルムと布を一緒に粘着することを更に含むことを特徴とする請求項1に記載の方法。
- 束内のフィルム層間の分離を提供するために前記巻かれた束内に剥離紙を設けることを更に含むことを特徴とする請求項1に記載の方法。
- 前記熱可塑性フィルム及び前記布が芯の周りに一緒に巻かれることを特徴とする請求項1に記載の方法。
- 前記芯が2インチと6インチの間の直径を持つことを特徴とする請求項4に記載の方法。
- 前記熱可塑性フィルムが3ミルと8ミルの間の厚さを持つことを特徴とする請求項1に記載の方法。
- 前記高性能繊維が伸びきり鎖ポリエチレンから構成されることを特徴とする請求項1に記載の方法。
- 前記布が織られた布であることを特徴とする請求項1に記載の方法。
- 前記織られた布がたて糸とよこ糸から構成され、更に前記布中の前記高性能繊維が前記たて糸中に含まれることを特徴とする請求項8に記載の方法。
- 前記たて糸の50%が高性能繊維から構成されることを特徴とする請求項9に記載の方法。
- 巻かれた束の加熱が250°Fと285°Fの間の温度で実施されることを特徴とする請求項1に記載の方法。
- 巻かれた束の加熱が265°Fの温度で実施されることを特徴とする請求項1に記載の方法。
- 巻かれた束を加熱する段階が8時間と18時間の間の時間の間実施されることを特徴とする請求項1に記載の方法。
- 巻かれた束を加熱する段階が8時間の間実施されることを特徴とする請求項1に記載の方法。
- 前記熱可塑性フィルムがエチレン酢酸ビニルから構成され、巻かれた束を加熱する前記段階が250°Fの温度で8時間の間実施されることを特徴とする請求項1に記載の方法。
- 前記熱可塑性フィルムがエチレン酢酸ビニルから構成され、巻かれた束を加熱する前記段階が200°Fと275°Fの間の温度で18時間の間実施されることを特徴とする請求項1に記載の方法。
- 前記熱可塑性フィルムが低密度ポリエチレンから構成され、巻かれた束を加熱する前記段階が265°Fの温度で8時間の間実施されることを特徴とする請求項1に記載の方法。
- 前記熱可塑性フィルムが低密度ポリエチレンから構成され、巻かれた束を加熱する前記段階が265°Fの温度で8時間と18時間の間の時間の間実施されることを特徴とする請求項1に記載の方法。
- 巻かれた束を加熱する段階が8時間の間実施されることを特徴とする請求項18に記載の方法。
- ラミネーティング圧力下で耐切断及び耐破壊性ラミネートを作るための方法において、それが:
a)熱可塑性フィルムと高性能繊維の実質的主要部で構成された布とを小さな直径の芯の周りに巻いて巻かれた束を形成すること;及び
b)熱可塑性フィルムを布にラミネートするために250と285°Fの間の温度で十分な長さの時間の間巻かれた束を加熱すること;
を含むことを特徴とする方法。 - 巻かれた束を加熱する段階が8時間と18時間の間の時間の間実施されることを特徴とする請求項20に記載の方法。
- 巻かれた束を加熱する段階が8時間の間実施されることを特徴とする請求項20に記載の方法。
- 前記布がたて糸とよこ糸を含む織られた布であることを特徴とする請求項20に記載の方法。
- 前記たて糸が高性能繊維から構成されることを特徴とする請求項23に記載の方法。
- 柔軟な耐切断性ラミネートであって、それが:
a.織られた高性能布と、低密度ポリエチレンから構成された空気及び流体不透過性熱可塑性フィルムとのラミネートを含む第一外層;
b.紗布を含む中間層;及び
c.織られた高性能布と、低密度ポリエチレンから構成された空気及び流体不透過性熱可塑性フィルムとのラミネートを含む第二外層;
を含み、更に第一と第二外層の熱可塑性フィルムが中間層に面することを特徴とするラミネート。 - 第一と第二外層内の織られた高性能布が高性能繊維から構成されたたて糸と非高性能繊維から構成されたよこ糸とから構成されることを特徴とする請求項25に記載のラミネート。
- たて糸が超高分子量ポリエチレンから構成されることを特徴とする請求項26に記載のラミネート。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/428,211 US6280546B1 (en) | 1997-10-24 | 1999-10-27 | Method of making a cut and abrasion resistant laminate |
| US09/428,211 | 1999-10-27 | ||
| PCT/US2000/011677 WO2001030567A1 (en) | 1999-10-27 | 2000-05-01 | Method of making a cut and abrasion resistant laminate |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003516244A JP2003516244A (ja) | 2003-05-13 |
| JP2003516244A5 JP2003516244A5 (ja) | 2005-06-09 |
| JP4118564B2 true JP4118564B2 (ja) | 2008-07-16 |
Family
ID=23697984
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001532955A Expired - Fee Related JP4118564B2 (ja) | 1999-10-27 | 2000-05-01 | 耐切断及び耐摩耗性ラミネートを作る方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6280546B1 (ja) |
| EP (1) | EP1248703B1 (ja) |
| JP (1) | JP4118564B2 (ja) |
| AT (1) | ATE269784T1 (ja) |
| AU (1) | AU773073B2 (ja) |
| CA (1) | CA2385957C (ja) |
| DE (1) | DE60011818T2 (ja) |
| ES (1) | ES2222903T3 (ja) |
| MX (1) | MXPA02004023A (ja) |
| WO (1) | WO2001030567A1 (ja) |
Families Citing this family (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6622648B2 (en) * | 2001-04-14 | 2003-09-23 | Aaron Kiss | Sail and method of manufacture thereof |
| US8502069B2 (en) * | 2001-05-18 | 2013-08-06 | Advanced Composite Structures, Llc | Protective cover |
| US20040154847A1 (en) * | 2003-02-06 | 2004-08-12 | Holland John E. | Lightweight skirt assembly for air cushion vehicles |
| US7498278B2 (en) * | 2003-02-06 | 2009-03-03 | Honeywell International Inc. | Abrasion-resistant sheet material |
| US8195273B2 (en) * | 2004-02-02 | 2012-06-05 | Esaote S.P.A. | Magnetic resonance imaging apparatus |
| US7288493B2 (en) | 2005-01-18 | 2007-10-30 | Honeywell International Inc. | Body armor with improved knife-stab resistance formed from flexible composites |
| US7600537B2 (en) * | 2005-09-16 | 2009-10-13 | Honeywell International Inc. | Reinforced plastic pipe |
| US20090278281A1 (en) * | 2006-10-31 | 2009-11-12 | Jhrg, Llc | Method for forming a puncture and abrasion resistant laminated fabric and three dimensional ballistic resistant products therefrom |
| US7622406B2 (en) * | 2006-10-31 | 2009-11-24 | Jhrg, Llc | Puncture and abrasion resistant, air and water impervious laminated fabric |
| US7794813B2 (en) * | 2006-12-13 | 2010-09-14 | Honeywell International Inc. | Tubular composite structures |
| US20100203273A1 (en) * | 2006-12-13 | 2010-08-12 | Jhrg, Llc | Anti-chafe cable cover |
| US20080146362A1 (en) * | 2006-12-14 | 2008-06-19 | John Xianzhong Cui | Apparatus and method for golf practice and simulation |
| US7763556B2 (en) * | 2007-01-24 | 2010-07-27 | Honeywell International Inc. | Hurricane resistant composites |
| WO2008116303A1 (en) * | 2007-03-26 | 2008-10-02 | Barrday Inc. | Coated multi-threat materials and methods for fabricating the same |
| US7900408B2 (en) * | 2007-06-25 | 2011-03-08 | Jhrg, Llc | Storm panel for protecting windows and doors during high winds |
| US7805897B2 (en) * | 2007-06-25 | 2010-10-05 | Jhrg, Llc | Storm panel for protecting windows and doors during high winds |
| US20080313980A1 (en) * | 2007-06-25 | 2008-12-25 | Jhrg, Llc | Zippered storm panel system for windows and doors |
| US7763555B2 (en) * | 2007-08-27 | 2010-07-27 | Honeywell International Inc. | Hurricane resistant composites |
| US20100319599A1 (en) * | 2009-04-21 | 2010-12-23 | Aaron Kiss | Spinnaker sail and method of manufacture thereof |
| US20110214595A1 (en) * | 2010-03-05 | 2011-09-08 | Aaron Kiss | Sail and method of manufacture thereof |
| WO2011045321A1 (en) | 2009-10-12 | 2011-04-21 | Dsm Ip Assets B.V. | Flexible sheet, method of manufacturing said sheet and applications thereof |
| US8153228B2 (en) * | 2009-10-21 | 2012-04-10 | Jhrg, Llc | Protective cover for slings, ropes, cables and the like |
| CN101881582B (zh) | 2009-12-09 | 2015-03-25 | 湖南中泰特种装备有限责任公司 | 一种防刺防弹材料及制备方法 |
| US20110174205A1 (en) * | 2009-12-16 | 2011-07-21 | Aaron Kiss | Sail and method of manufacture thereof |
| US9174796B2 (en) | 2010-11-16 | 2015-11-03 | Advanced Composite Structures, Llc | Fabric closure with an access opening for cargo containers |
| US8479801B2 (en) | 2010-11-16 | 2013-07-09 | Advanced Composite Structures, Llc | Fabric closure with an access opening for cargo containers |
| CN103314460B (zh) | 2010-11-18 | 2016-08-24 | 帝斯曼知识产权资产管理有限公司 | 柔性发电机 |
| EP3106497A1 (en) | 2011-06-01 | 2016-12-21 | Saint-Gobain ADFORS Canada, Ltd. | Multi-directional reinforcing drywall tape |
| US10443160B2 (en) | 2013-03-15 | 2019-10-15 | Honeywell International Inc. | Breathable light weight unidirectional laminates |
| US9243354B2 (en) | 2013-03-15 | 2016-01-26 | Honeywell International Inc. | Stab and ballistic resistant articles |
| US9243355B2 (en) | 2013-03-15 | 2016-01-26 | Honeywell International Inc. | Ballistic resistant thermoplastic sheet, process of making and its applications |
| ITRA20130020A1 (it) * | 2013-07-19 | 2015-01-20 | Grassi Enrico | Laminato |
| US10773881B2 (en) * | 2015-10-05 | 2020-09-15 | Advanced Composite Structures, Llc | Air cargo container and curtain for the same |
| DE102016109663A1 (de) * | 2016-05-25 | 2017-11-30 | Dimension-Polyant Gmbh | Segeltuch mit Notlaufeigenschaften |
| EP3649282B1 (en) * | 2017-07-06 | 2022-06-15 | Aluula Composites Inc. | Composite ultra-high molecular weight polyethylene (uhmwpe) material and method of manufacture of the same |
| WO2019037845A1 (en) * | 2017-08-23 | 2019-02-28 | Fuchs Lubricants (Uk) Plc | IMPROVEMENTS IN PROTECTIVE ENVELOPES FOR CONDUITS SUCH AS CABLE AND / OR PIPE |
| WO2019074864A1 (en) | 2017-10-10 | 2019-04-18 | Advanced Composite Structures, Llc | LATCH FOR AIR CARGO CONTAINER DOORS |
| US20220212626A1 (en) * | 2019-05-20 | 2022-07-07 | Nelson R. De La Nuez | Antitheft protection device |
| KR102216936B1 (ko) | 2019-05-29 | 2021-02-18 | 한국생산기술연구원 | 탄소나노튜브 시트를 이용하는 다층 방탄복 부재 및 그 제조방법 |
| EP3990271A4 (en) | 2019-06-28 | 2022-12-28 | Advanced Composite Structures, LLC | HEAT INSULATED AIR CARGO CONTAINER |
| AU2021403582A1 (en) * | 2020-12-17 | 2023-06-29 | Mehler Texnologies Gmbh | Flat textile structure with coating |
| US12091239B2 (en) | 2021-11-11 | 2024-09-17 | Advanced Composite Structures, Llc | Formed structural panel with open core |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3723234A (en) | 1971-04-27 | 1973-03-27 | Chapman Ind Inc | Knit reinforcing fabric and resin laminate |
| JPS5222868B2 (ja) * | 1974-08-08 | 1977-06-20 | ||
| JPS5388072A (en) | 1977-01-14 | 1978-08-03 | Marugo Kougiyou Kk | Method for making work glove with rubber coating |
| US4876774A (en) * | 1982-09-30 | 1989-10-31 | Allied-Signal Inc. | Method for preparing heat set fabrics |
| JPS60155428A (ja) | 1984-01-25 | 1985-08-15 | Nippon Petrochem Co Ltd | 積層シ−トもしくは積層フイルムの製造方法 |
| US5160472A (en) | 1984-10-24 | 1992-11-03 | Zachariades Anagnostis E | Method of producing composite structures of ultra-high-molecular-weight polymers, such as ultra-high-molecular-weight polyethylene products |
| US5160767A (en) | 1987-04-30 | 1992-11-03 | American National Can Company | Peelable packaging and sheet materials and compositions for use therein |
| US4957804A (en) | 1988-10-14 | 1990-09-18 | Hendrix Batting Company | Fibrous support cushion |
| US5261536A (en) | 1988-10-25 | 1993-11-16 | Mobil Oil Corporation | Multi-layer coextruded polyolefin stretch wrap films |
| US5248547A (en) | 1988-10-25 | 1993-09-28 | Mobil Oil Corporation | Multi-layer coextruded polyolefin stretch wrap films |
| JPH02173044A (ja) | 1988-12-26 | 1990-07-04 | Toyobo Co Ltd | 繊維強化プラスチックおよびその補強材 |
| US5082721A (en) | 1989-02-16 | 1992-01-21 | Smith Novis W Jr | Fabrics for protective garment or cover |
| CA2015629C (en) | 1989-05-08 | 1996-07-09 | Seizo Kobayashi | Laminate |
| US5248364A (en) | 1991-12-30 | 1993-09-28 | Eastman Kodak Company | Polypropylene laminates and process for the production thereof |
| CA2023352A1 (en) | 1989-08-21 | 1991-02-22 | Raymond Charles Srail | Compression molded flame retardant and high impact strength ultra high molecular weight polyethylene composition |
| US4983449B1 (en) * | 1989-09-27 | 1997-01-28 | Polyguard Products Inc | Protective wrapping material |
| GB2238627B (en) | 1989-11-29 | 1994-04-06 | Yazaki Corp | Display apparatus |
| DE4000495C2 (de) | 1990-01-10 | 1994-03-03 | Spohn Verpackungswerke Gmbh & | Verfahren und Vorrichtung zum Kaschieren einer ungereckten Folie mit einer gereckten Folie sowie mehrschichtige Folie |
| US5169697A (en) | 1990-05-25 | 1992-12-08 | Kappler Safety Group | Seaming tape for composite chemical barrier fabrics and method of forming bonded seams |
| CA2048296C (en) | 1990-08-13 | 2002-09-24 | Henry G. Schirmer | Blends of polypropylene and ethylene copolymer and films made from the blend |
| US5578373A (en) * | 1990-11-01 | 1996-11-26 | Nippon Oil Co., Ltd. | Split polyethylene stretched material and process for producing the same |
| US5677029A (en) * | 1990-11-19 | 1997-10-14 | Alliedsignal Inc. | Ballistic resistant fabric articles |
| DE4418426B4 (de) | 1993-09-08 | 2007-08-02 | Mitsubishi Denki K.K. | Halbleiterleistungsmodul und Verfahren zur Herstellung des Halbleiterleistungsmoduls |
| US5443874A (en) | 1993-05-24 | 1995-08-22 | Mitsubishi Petrochemical Co., Ltd. | Hollow multi-layer molding |
| US5401344A (en) * | 1993-06-22 | 1995-03-28 | Dickson; Lawrence J. | Method and apparatus for producing shipping rolls of wrinkle free composite sheet material |
| US5460884A (en) | 1994-08-25 | 1995-10-24 | Kimberly-Clark Corporation | Soft and strong thermoplastic polymer fibers and nonwoven fabric made therefrom |
| DE19604692A1 (de) * | 1995-03-27 | 1996-10-02 | Greiner & Soehne C A | Mehrlagiges Bauelement sowie Verfahren zu dessen Herstellung |
| US5958805A (en) * | 1998-04-17 | 1999-09-28 | Quinones; Victor Manuel | Tear/puncture resistant semi-laminate material |
| EP1193047A4 (en) * | 1999-05-12 | 2004-10-27 | Kaneka Corp | MULTI-LAYER CONTINUOUS BELT, CONVEYOR BELT AND PRODUCTION METHOD |
-
1999
- 1999-10-27 US US09/428,211 patent/US6280546B1/en not_active Expired - Lifetime
-
2000
- 2000-05-01 DE DE60011818T patent/DE60011818T2/de not_active Expired - Lifetime
- 2000-05-01 WO PCT/US2000/011677 patent/WO2001030567A1/en not_active Ceased
- 2000-05-01 ES ES00928631T patent/ES2222903T3/es not_active Expired - Lifetime
- 2000-05-01 JP JP2001532955A patent/JP4118564B2/ja not_active Expired - Fee Related
- 2000-05-01 MX MXPA02004023A patent/MXPA02004023A/es active IP Right Grant
- 2000-05-01 AT AT00928631T patent/ATE269784T1/de not_active IP Right Cessation
- 2000-05-01 AU AU46836/00A patent/AU773073B2/en not_active Ceased
- 2000-05-01 EP EP00928631A patent/EP1248703B1/en not_active Expired - Lifetime
- 2000-05-01 CA CA002385957A patent/CA2385957C/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| AU773073B2 (en) | 2004-05-13 |
| EP1248703B1 (en) | 2004-06-23 |
| EP1248703A4 (en) | 2003-01-29 |
| US6280546B1 (en) | 2001-08-28 |
| DE60011818D1 (de) | 2004-07-29 |
| CA2385957C (en) | 2005-11-22 |
| CA2385957A1 (en) | 2001-05-03 |
| EP1248703A1 (en) | 2002-10-16 |
| JP2003516244A (ja) | 2003-05-13 |
| WO2001030567A1 (en) | 2001-05-03 |
| DE60011818T2 (de) | 2005-07-14 |
| MXPA02004023A (es) | 2003-09-25 |
| AU4683600A (en) | 2001-05-08 |
| ATE269784T1 (de) | 2004-07-15 |
| ES2222903T3 (es) | 2005-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4118564B2 (ja) | 耐切断及び耐摩耗性ラミネートを作る方法 | |
| US7820570B2 (en) | Puncture and abrasion resistant, air and water impervious laminated fabric | |
| US6818091B1 (en) | Cut and puncture resistant laminated fabric | |
| US4679519A (en) | Laminated cloth construction | |
| JPH04263995A (ja) | 高延伸織物を含有している印刷ブランケツト | |
| KR101811069B1 (ko) | 다층 물질 시트의 제조 방법, 다층 물질 시트 및 이의 용도 | |
| JP2003516244A5 (ja) | ||
| CA2171141A1 (en) | Multi-layer material for suppression of ceramic shrapnel created during a ballistic event | |
| JP7467806B2 (ja) | 多層複合材料および製造方法 | |
| US20090278281A1 (en) | Method for forming a puncture and abrasion resistant laminated fabric and three dimensional ballistic resistant products therefrom | |
| AU2017385513B2 (en) | Multilayer composite material and method for manufacturing | |
| CA3046431C (en) | Multilayer composite material and method for manufacturing | |
| US20110206930A1 (en) | Ultra smooth surface bicomposite fiber sheet and process for preparing | |
| CA1222683A (en) | Floatable sheet material and method of making | |
| JPS5936132B2 (ja) | マスキングロ−ルおよびその製造方法 | |
| JP2001048329A (ja) | 搬送用耐熱ベルト及びその製造方法 | |
| WO2000060159A1 (fr) | Feuille rappelant le cuir et son procede de fabrication | |
| JP2001254279A (ja) | 皮革様シートおよびその製造方法 | |
| WO2018122120A1 (en) | Multilayer composite material and method for manufacturing | |
| JPS6082342A (ja) | クロスで補強された一方向材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060705 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080404 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080423 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110502 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110502 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120502 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130502 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |