JP4108152B2 - 保護皮膜を有する流体冷却製品並びにその製造方法 - Google Patents
保護皮膜を有する流体冷却製品並びにその製造方法 Download PDFInfo
- Publication number
- JP4108152B2 JP4108152B2 JP12458997A JP12458997A JP4108152B2 JP 4108152 B2 JP4108152 B2 JP 4108152B2 JP 12458997 A JP12458997 A JP 12458997A JP 12458997 A JP12458997 A JP 12458997A JP 4108152 B2 JP4108152 B2 JP 4108152B2
- Authority
- JP
- Japan
- Prior art keywords
- opening
- passage
- film
- cross
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/288—Protective coatings for blades
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/01—Selective coating, e.g. pattern coating, without pre-treatment of the material to be coated
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/14—Form or construction
- F01D5/18—Hollow blades, i.e. blades with cooling or heating channels or cavities; Heating, heat-insulating or cooling means on blades
- F01D5/186—Film cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/06—Cooling passages of turbine components, e.g. unblocking or preventing blocking of cooling passages of turbine components
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2260/00—Function
- F05D2260/20—Heat transfer, e.g. cooling
- F05D2260/202—Heat transfer, e.g. cooling by film cooling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49336—Blade making
- Y10T29/49339—Hollow blade
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49336—Blade making
- Y10T29/49339—Hollow blade
- Y10T29/49341—Hollow blade with cooling passage
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Coating By Spraying Or Casting (AREA)
Description
【発明の属する技術の分野】
本発明は、冷却用開口部を通って外表面に出る冷却通路を有する表面保護流体冷却製品並びに該製品の製造方法に関する。本発明は特に空冷高温作動ガスタービンエンジン製品に関する。
【0002】
【従来の技術】
先進ガスタービンエンジン部品でエンジンの高温部において作動する部品は、その部品の作動寿命を縮めかねないような温度を経験する可能性がある。一般に、かかる部品には、燃焼器、タービンブレード及びベーン、タービンシュラウド及び排気系における様々な部品が含まれる。部品の寿命を向上させるため、かかる部品はそのボディ内部に表面又は部品表面付近への出口をもつ冷却通路を含むように設計されている。耐熱性及び/又は環境耐性をさらに与えるべく、高温に曝露される表面上に金属又はセラミック皮膜のような高温保護皮膜が設けられることがしばしばある。当技術分野で広く報告されているこのような皮膜の具体例は、アルミニド、MCrAlY(ただし、MはFe、Co及びNiからなる群の少なくとも1つの元素である)、各種金属のオーバーレイ皮膜、並びにセラミック熱保護皮膜であり、その一種に当技術分野で断熱皮膜(Thermal Barrier Coating) もしくはTBCと呼ばれているものがある。本発明はかかる皮膜すべてに関するものであるが、その中でも特に重要なのはTBC皮膜である。
【0003】
例えばガスタービン技術において使用されるようなTBC皮膜の典型例はイットリアで安定化されたジルコニアを主体としたものであり、例えば約8重量%のイットリアで安定化された約92重量%のジルコニアである。TBC皮膜の好ましい施工方法はプラズマ溶射によるものであり、その目的のために市販されている装置が使用できる。かかる皮膜はしばしば金属ボンディングコートと共に使われる。この一般的なタイプのTBC皮膜については、Stecura他の米国特許第4055705号(1977年10月25日特許)、Weatherly他の米国特許第4095003号(1978年6月13日特許)、Siemers他の米国特許第4328285号(1982年5月4日特許)、Martus他の米国特許第5216808号(1993年6月8日特許)及びGupta他の米国特許第5236745号(1993年8月17日特許)にみられるように、かなりの期間にわたって報告されている。これらの米国特許の開示内容は文献の援用によって本明細書の内容の一部をなす。
【0004】
上記で引用したMartus他の米国特許には、流体冷却(この場合、空冷)ガスタービンエンジンタービンブレードの構成が示されている。かかるブレードは中空内部を有していて、壁を貫く冷却チャンネル又は孔などの冷却通路を通して外部壁面に連絡している。外表面の保護は、その発明の一つの形態では、TBC皮膜である。冷却孔はエンジン作動中のブレードの適切もしくは望ましい冷却を提供するようなサイズで構築されるので、冷却孔通過流体の流れの減少が上記のような表面施工の結果として制約されるべきではない。したがって、Martus他は、その発明の一つの形態において、すべての冷却孔から、孔を通過する流れをじゃまする余分な材料(例えばTBCなど)を取り除くことを教示している。TBC成膜後のレーザー穿孔加工(drilling)は、TBCとその基材(substrate) の境界でのき裂のために不都合を生じることがあることが判明した。Martus他は流れの障害物を取り除く方法について記載しているが、そのような除去工程の必要性がなくなれば境界き裂の危険性が低下するとともに製造コストが低減し、生産効率が向上するであろう。
【0005】
【発明の概要】
本発明は、その一つの形態において、壁面上に保護皮膜を含んだ流体冷却製品の製造方法において、皮膜の施工の結果として流体冷却通路を通る冷却流体の有害な閉塞が回避されるような形状の流体冷却通路を壁の中に作り出すための複数の段階を含んでなる方法を提供する。流体冷却通路は、第一の壁面における第一の開口部から第二の壁面における第二の開口部まで達し、第二壁面には少なくとも第二開口部に隣接して保護皮膜が含まれている。当該方法には、冷却通路を通る冷却流体の所望流量を確定すべく第一開口部についての第一断面積を選定する段階が含まれる。成膜方法及び皮膜厚さも選定されるが、該成膜方法は第二開口部における通路内部にある量の皮膜を部分的に付着させる。成膜に先立って、第一開口部が第一断面積を有していて第二開口部が第一断面積よりも大きい第二断面積を有していてその断面積の差が通路内部での皮膜の部分的付着に起因する皮膜断面積の縮小分よりも小さくならないように、換言すれば皮膜断面積の縮小分と少なくとも等しくなるように、流体冷却通路が創出される。かかる構成の創出の結果として、後段において第二開口部内に皮膜を部分的に付着しても通路を通過する流体の流れは第一開口部によって確定される流量未満に制限されることはなく、後段における第二開口部近傍での皮膜の除去処理が不要となる。
【0006】
本発明は、別の形態では、冷却流体を通過させるために、各々壁の中を通って第一の壁面における第一の開口部から第二の壁面における第二の開口部まで達する複数の流体冷却通路で上記の構成をもつ通路を有している壁を含む流体冷却製品を提供する。第二壁面は、第二開口部の周囲及びその内部の一部に保護皮膜を含んでいる。
【0007】
【発明の実施の形態】
まず、図面について説明する。
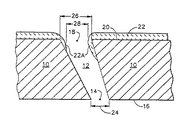
図1は、壁の中に本発明にしたがって形成した冷却通路を含んでいて、しかも壁面及び通路内部の一部に保護皮膜を含んでいる流体冷却壁の部分断面図である。
【0008】
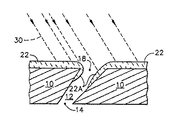
図2は、図1と同様の壁の部分断面図であり、保護皮膜としてのTBCのプラズマ溶射の方向と冷却通路内でのTBCの部分的付着を示している。
図3も、図1と同様の壁の部分断面図であり、保護皮膜としてのTBCの図2とは異なるプラズマ溶射の方向と冷却通路内でのTBCの部分的付着を示している。
【0009】
図4は、第二壁面における第二開口部について、符号A、B、C及びDで示す一連の形状の種類を示す概略断面図である。
図5は、図1と同様の流体冷却壁の別の形態を示す部分断面図である。
様々なサイズ及び形状の冷却通路及び孔がガスタービン技術(例えばガスタービンブレードやベーン及び燃焼器など)に用いられてきた。あるものでは、製造技術の結果として、部品内部から外表面に向かって、概して僅かにしかもいずれにせよ大概は未統制のままテーパ(taper) がつくことがある。しかし、本発明以前に、被覆面上でのこのような開口部の形状が調整入口開口部に対応して並びに成膜方法及び出口開口部内に部分的に付着した皮膜の量(冷却流体の流れを減少させるおそれのあるような量のもの)に対応して制御されたことはない。
【0010】
ガスタービンエンジン部品において壁に開口部を設けるのに通例用いられる方法には、適当に形作られたモールド及びコアーを用いての鋳造、機械的穿孔又は機械加工、砥粒穿孔加工(abrasive grit drilling)、並びに放電加工や電解加工やレーザー加工による材料の除去が含まれる。これらの方法はすべて周知であり、文献に記載されている。これらの方法は、使用した装置及び方法のパラメーターに起因して各々ある程度独特な形状を与える。現在、タービン部品に関して特に関心が持たれているのは穿孔のために焦点を合わせたレーザーを用いて材料を除去することである。本発明を評価するに当たって、例えばFe、Ni及びCoの少なくとも1種類の元素を主成分とする合金のような高温合金材料に穴をあけるのに市販のNd:YAG型レーザーを使用した。
【0011】
図1の断面図は、ガスタービンエンジン燃焼器の合金壁10を示す。その一つの形態はハステロイX(Hastelloy X) 合金として市販されている慣用のNi基合金でできたものである。壁10の中には流体冷却通路が通じており、第一の壁面16における第一の開口部14から第二の壁面20における第二の開口部18まで達している。第一開口部14から第二開口部18までの通路を通過する冷却流体の流れは開口部14のサイズによって確定される。第二壁面20の上に付着しているのは保護皮膜22であり、その一部は、22Aとして示す通り、第二開口部18を通る通路の内部に付着している。例えば、これはTBCのようなセラミック皮膜のプラズマ溶射による付着によって起こり得る。本発明によれば、第一開口部14の断面積は通路内を望ましい流量の冷却流体が流れるように選定され、具体的な皮膜の厚さ並びに開口部18の通路12内部にある量の皮膜が部分的に付着するような成膜方法も選定される。次いで、開口部18の断面積について、調整開口部14の断面積よりも大きく、その断面積の差が図1で22Aとして示す通り第二開口部18近傍の通路12内部の皮膜22の部分的付着に起因する皮膜断面積の縮小分よりも小さくならないように、実地製造の観点からは該縮小分よりも大きくなるように、サイズが決められ創出される。
【0012】
本発明の一つの形態の説明を簡単にするため、図1において、通路12がレーザー穿孔加工で一般に生ずるような実質的に円形の断面のものであると仮定する。第一開口部14の断面積は直径24に基づき、第二開口部18の成膜処理前の断面積は直径26に基づく。第二開口部18の通路12内部に部分的に皮膜が付着するような方法で被覆を施した後は、第二開口部の直径は皮膜量22Aの分だけ縮小して直径28となる。本発明及び図1によれば、この例における第二開口部18の直径26は第一開口部14の直径よりも大きく、その直径の差は、図示の通り通路内の皮膜の付着に起因する第二開口部の直径の縮小分を表す直径26と28の差を下回らない。例えば、大体直径24のサイズの直径で通路12の予備形成体を穴あけするのにレーザー穿孔を用いる場合、第二開口部及び通路12の最終形状は、通路に対する後続の制御されたパスにおいて穿孔用レーザーの焦点を広げることによって適度に大きな直径26をもつように作り出すことができる。このようにして、第一開口部14のサイズによって確定された冷却流体の量は後段の成膜処理によって減少することはなく、皮膜を取り除く必要はなくなる。さらに、流体の流れの方向に変化は起きない。実地には、壁そのものに実質的に円形断面の通路を穿孔して得られる表面の開口部は穿孔加工がその面に対してある角度をなしていれば円形とはならない。したがって、この単純化された説明を除き、本明細書中で本発明を実施するための寸法について円形断面というときは、通路内の断面について意味するものであって、必ずしも開口部における形状を意味するものではない。円形断面以外の開口部及び通路について、本発明は、通路12を通過する流体の流れに関して、第一開口部14が第一の断面積を有していて第二開口部18が第一断面積よりも大きい第二断面積を有していて、その断面積の差は第二開口部18における通路12内部の皮膜の部分的付着に起因する皮膜断面積の縮小分よりも小さくない、と説明される。
【0013】
通路12内部での皮膜の付着は、皮膜をプラズマ溶射法で施工する場合に起こり得る。そうした皮膜の付着量は、少なくとも部分的に、壁10に通路を作り出すときの方向及び付着の角度の関数である。図2及び図3の部分断面図は、第二壁面20に対して異なる付着方向で付着した皮膜の大体の量を示す。TBCのプラズマ溶射を用いる場合、破線及び矢印30で示す溶射角度が約30°未満であると不十分な皮膜が得られることが判明した。したがって、TBC皮膜で本発明を実施するときは、溶射角度を第二壁面20に対して30°より大きく約90°以下に設定する。
【0014】
図2は、皮膜の溶射をある角度で、当技術分野で一般に行われている通り面20を横切るように往復させて行ったときに、第二開口部18を通して通路12内部に実質的に不均一に皮膜が付着することを示している。このような付着は通路の角度及び第二壁面20への溶射角度の関数である。したがって、ある角度に設定された通路に対して溶射の角度を調節することにより、上述の通路12内部への皮膜のオーバースプレーを制御することができる。図3は、通路12及び溶射方向30が共に第二壁面20に対して実質的に垂直であるという特殊な配置を示したものである。この配置では、TBCの付着にプラズマ溶射を用いると通路内へのオーバースプレーに対して毛細管型の効果が起きて、オーバースプレーが通路に入り込むにしたがってオーバースプレーを冷却する傾向が次第に高まり、ある地点からは通路内壁への付着が全く起こらなくなることが判明した。本発明の評価実験から、これが一般に通路の長さの約4分の1のところで起こることが分かった。選定された第一開口部に対して、第二開口部のサイズ、成膜方法並びに皮膜厚さを決定するための一つの方法は、一連の合金試験片の壁に一連のサンプル通路12を創出することである。次に、第二壁面及び第二開口部の通路内部に、皮膜をある所定の範囲内にて一連の様々な厚さに付着させる。本発明によれば、通路内における流体の流れの閉塞を避けるために、創出すべき第二開口部のサイズの範囲を選択するための基準として上記の各々について通路内部の皮膜量を測定する。
【0015】
ガスタービンエンジン製品についてレーザーを用いて高温合金に穴を開け、TBCを付着させる場合、製品壁の低温側の面の穴(第一開口部14で表される)は約0.01〜0.03インチの範囲内の直径を有していて、製品壁の保護皮膜を付着させる高温側の面の穴はそれよりも大きくかつ約0.02〜0.04インチの範囲内の直径を有しているのが好ましい。ガスタービンエンジン製品に対して例えば放電穿孔法などのその他の材料除去方法を用いる場合、約0.01〜0.04インチの範囲内の第一開口部及び約0.02〜0.1インチの範囲内の第二開口部を用いることができる。約0.01〜0.03インチの範囲内の第一開口部を有する製品についての好ましい皮膜厚さは、流体の流れの有害な減少を回避すべく、約0.005インチから約0.015インチ未満までの範囲内である。
【0016】
本発明では、第二開口部18を、開口部14の断面積よりも大きい断面積をもち、その断面積の差がオーバースプレーによる通路12内部での皮膜の部分的付着に起因する皮膜断面積の縮小分を下回らないように作られる。本発明の方法では、調整第一開口部によって確定される通路流量が維持されるようにするための、皮膜及びそのオーバースプレーの調節が、通路の角度、第二開口部の寸法の増分及び皮膜付着角度の関数として融通性をもって行える。
【0017】
【実施例】
本発明の一つの評価実験では、市販のハステロイX合金でできた壁厚約0.080インチの清浄燃焼器壁を制御Nd:YAGレーザードリルを用いて穿孔して、壁に約0.02インチの通路を複数設けた。次に、レーザーの焦点を拡大して片方の壁面(図の面20に相当)で約0.03インチの開口部(図の第二開口部18に相当)を各々の通路に生じさせた。レーザー穿孔法は少量の改鋳(recast)そしておそらくは若干のバリ(burr)を生じる傾向がある。したがって、改鋳及びバリ及び表面汚染物を除去するため、約20重量%アルミナ粉末水中スラリーでのブラスト法により通路及び開口部をバリ取りし、清浄化した。次に、広い方の開口部18を含む面20に、厚さ約0.004〜0.006インチのNiCrAlY合金の金属ボンディングコートを設けた。市販のプラズマ溶射ガンであるMetco Plasma Gun 7MBを含んだ横行式プラズマ溶射装置を窒素及び水素雰囲気中約45°の角度で用いて、約8重量%のイットリアで安定化された約92重量%のジルコニアのTBCで上記ボンディングコートを約0.008〜0.010インチの厚さに被覆した。プラズマ溶射からのオーバースプレーで、図1に示す開口部18を通る通路内にTBCが付着した。本発明のこの実施例で、複数の冷却通路を含んでいてその片面に保護皮膜を有する壁をもつ製品が得られ、保護皮膜の付着は通路内部にも及んでいたが、それでも通路を通過する流体流量を被覆面の反対側の壁面上の通路開口部で確定される流量未満に減少させることはなかった。したがって、第二開口部を通る通路に付着したオーバースプレー皮膜を取り除く必要は全くなかった。しかし、上述の約0.02インチの第一開口部と約0.03インチの第二開口部の相対的寸法でTBC皮膜を約0.015インチにすると、通路を通過する流体の流れが減少した。したがって、本発明によれば、約0.015インチに近い厚さのTBCを用いるには第二開口部のサイズをこの例でのサイズよりも広くする必要がある。
【0018】
上述の通り、レーザー穿孔法を用いて通路12を作りだしたとき、流体流量を確定する開口部14の直径をもつ通路予備形成体が面20に一回の制御パスで穴開けされた。次に、レーザーの焦点を広げて、面20に対する二度目の制御パスで本発明による大きな開口部18を作り出した。この操作の結果、図1〜図3に示すようなテーパのついた通路(tapered passage) が得られた。
【0019】
ただし、本発明には、上述の相対的な開口部の寸法が維持される限り、このようなテーパ以外の形状の通路及び開口部も包含されると理解すべきである。図4のA、B、C及びD並びに図5に示す断面図は、他の形状の例を幾つか示したものである。図4のA及びCでは、第二開口部18は、面20での皿座ぐり(countersinking)と同様の操作によって設けることができる。図4のB及びDでは、第二開口部18は、面20を湾入(indent)させる操作によって設けることができる。上述の通り、通路12の断面と開口部14及び18とは、本発明の関係が維持される限り、同じ形状のものである必要はなく、円形である必要もない。図5の部分断面図において、通路12は第二開口部18において不均一に形作られた壁をもつ。これは、本発明にしたがって、通路を通過する流体流量が減少することがないように、通路内部の皮膜量22Aの付着に適合させるための皿座ぐりの一形態である。
【0020】
本発明を様々な実施形態、例及び組み合わせについて説明してきたが、本発明について、特許請求の範囲によって規定されるその技術的範囲を逸脱することなく、多種多様な修正、変形及び拡充が可能であることは当業者には明らかであろう。
【図面の簡単な説明】
【図1】 本発明による冷却通路及び保護皮膜を含んだ流体冷却壁の部分断面図
【図2】 TBCのプラズマ溶射の方向及び冷却通路内のTBCの部分的付着を示す部分断面図
【図3】 TBCのプラズマ溶射の方向及び冷却通路内のTBCの部分的付着を示す部分断面図
【図4】 第二壁面における第二開口部について一連の形状の種類を示す概略断面図
【図5】 別の形態の流体冷却壁を示す部分断面図
【符号の説明】
10 壁
12 流体冷却通路
14 第一開口部
16 第一壁面
18 第二開口部
20 第二壁面
22 保護皮膜
Claims (6)
- 壁10の中を通って第一の壁面16における第一の開口部14から第二の壁面20における第二の開口部18まで達する流体冷却通路12を有する壁10を含んでいて、上記第二壁面20の上には保護皮膜22が少なくとも第二開口部18に隣接して含まれている、流体冷却製品の製造方法において、当該方法が下記の段階:
流体冷却通路12を通る冷却流体の所望流量を確定するため第一開口部14についての第一断面積24を選定する段階、
第二壁面20の上に保護皮膜22を少なくとも第二開口部18の周囲に付着させるための成膜方法であって、該成膜方法で第二開口部18の通路12内部にある量の皮膜22Aが部分的に付着する成膜方法を選定する段階、
上記成膜方法による第二壁面20上の少なくとも第二開口部18に隣接した皮膜22についての皮膜厚さの範囲を選定する段階、
成膜に先立って、第一開口部14が第一断面積24を有していて第二開口部18が第一断面積24よりも大きい第二断面積26を有していてその断面積の差が第二開口部18における通路12内部の皮膜22Aの部分的付着に起因する皮膜断面積の縮小分26−28よりも小さくならないように、壁10の中に実質的に円形断面の流体冷却通路12を創出する段階、及び
上記成膜方法によって第二壁面22上に上記で選定した皮膜厚さの範囲内の皮膜22を少なくとも第二開口部18の周囲に付着させ、もって第二開口部18の通路12内部に付着した皮膜22Aと共に測定される第二開口部の第二断面積28が第一開口部の第一断面積24に少なくとも等しくなるようにする段階
を含んでなることを特徴とする方法。 - 請求項1記載の方法において、前記第一開口部14についての第一断面積24を選定し、前記成膜方法を選定し、かつ前記皮膜厚さの範囲を選定した後、下記の段階:
一連の複数のサンプル通路12を創出する段階、
第二壁面20上に上記で選定した厚さの範囲内の一連の複数の皮膜厚さの皮膜22を少なくとも第二開口部18の周囲に付着させる段階、及び
第一開口部14の第一断面積24よりも大きな第二開口部の第二断面積26を成膜に先立って創出するための基準として、第二開口部18の通路12内部に付着した皮膜量22Aを一連の厚さの各々について測定する段階、
を含んでなることを特徴とする方法。 - 通路12内部の皮膜量22Aを第一開口部14から第二開口部18までの通路を通る流体の流れの減少によって測定することを特徴とする請求項2記載の方法。
- 前記流体冷却製品が、Fe、Ni及びCoからなる群から選択される元素を主成分とする高温合金からなる空冷ガスタービンエンジン製品であることを特徴とする請求項1記載の方法。
- 前記熱保護皮膜22が断熱皮膜であり、前記第一開口部14について選定された直径24が0.01〜0.04インチ(0.0254〜0.1016cm)の範囲内にあり、かつ前記第二開口部18の第二直径26が0.020〜0.1インチ(0.0508〜0.254cm)の範囲内にあることを特徴とする請求項4記載の方法。
- 前記通路12がレーザーを使って壁10の中に創出され、第一開口部14について選定された直径24が0.01〜0.03インチ(0.0254〜0.0762cm)の範囲内にあり、第二開口部18について選定された直径26が0.020〜0.040インチ(0.0508〜0.1016cm)の範囲内にあり、かつ第二壁面20上の皮膜の選定された皮膜厚さの範囲が0.005インチ(0.0127cm)から0.015インチ(0.0381cm)未満までであることを特徴とする請求項5記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/649352 | 1996-05-17 | ||
| US08/649,352 US5771577A (en) | 1996-05-17 | 1996-05-17 | Method for making a fluid cooled article with protective coating |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1054202A JPH1054202A (ja) | 1998-02-24 |
| JP4108152B2 true JP4108152B2 (ja) | 2008-06-25 |
Family
ID=24604421
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP12458997A Expired - Fee Related JP4108152B2 (ja) | 1996-05-17 | 1997-05-15 | 保護皮膜を有する流体冷却製品並びにその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US5771577A (ja) |
| EP (1) | EP0807744B1 (ja) |
| JP (1) | JP4108152B2 (ja) |
| DE (1) | DE69734625T2 (ja) |
| SG (1) | SG55270A1 (ja) |
Families Citing this family (92)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5771577A (en) * | 1996-05-17 | 1998-06-30 | General Electric Company | Method for making a fluid cooled article with protective coating |
| US6092982A (en) * | 1996-05-28 | 2000-07-25 | Kabushiki Kaisha Toshiba | Cooling system for a main body used in a gas stream |
| DE59810031D1 (de) * | 1998-09-10 | 2003-12-04 | Alstom Switzerland Ltd | Verfahren zum Ausbilden einer Filmkühlbohrung |
| DE19859763A1 (de) * | 1998-12-23 | 2000-06-29 | Abb Alstom Power Ch Ag | Verfahren zum Unschädlichmachen von beim Beschichten mit einer Schutzschicht entstehenden Verengungen in den Kühllöchern von gasgekühlten Teilen |
| DE19934418A1 (de) * | 1999-07-22 | 2001-01-25 | Abb Alstom Power Ch Ag | Verfahren zum Beschichten einer lokal unterschiedlich beanspruchten Komponente |
| US6402470B1 (en) | 1999-10-05 | 2002-06-11 | United Technologies Corporation | Method and apparatus for cooling a wall within a gas turbine engine |
| US6254334B1 (en) | 1999-10-05 | 2001-07-03 | United Technologies Corporation | Method and apparatus for cooling a wall within a gas turbine engine |
| US6243948B1 (en) * | 1999-11-18 | 2001-06-12 | General Electric Company | Modification and repair of film cooling holes in gas turbine engine components |
| US6539627B2 (en) | 2000-01-19 | 2003-04-01 | General Electric Company | Method of making turbulated cooling holes |
| US6368060B1 (en) * | 2000-05-23 | 2002-04-09 | General Electric Company | Shaped cooling hole for an airfoil |
| EP1160352B1 (en) * | 2000-05-31 | 2009-04-22 | ALSTOM Technology Ltd | Method of adjusting the size of cooling holes of a gas turbine component |
| US6408610B1 (en) * | 2000-07-18 | 2002-06-25 | General Electric Company | Method of adjusting gas turbine component cooling air flow |
| US6339879B1 (en) * | 2000-08-29 | 2002-01-22 | General Electric Company | Method of sizing and forming a cooling hole in a gas turbine engine component |
| US6434823B1 (en) * | 2000-10-10 | 2002-08-20 | General Electric Company | Method for repairing a coated article |
| US6573474B1 (en) * | 2000-10-18 | 2003-06-03 | Chromalloy Gas Turbine Corporation | Process for drilling holes through a thermal barrier coating |
| US6375425B1 (en) * | 2000-11-06 | 2002-04-23 | General Electric Company | Transpiration cooling in thermal barrier coating |
| US6427327B1 (en) * | 2000-11-29 | 2002-08-06 | General Electric Company | Method of modifying cooled turbine components |
| US6620457B2 (en) | 2001-07-13 | 2003-09-16 | General Electric Company | Method for thermal barrier coating and a liner made using said method |
| EP1275818B1 (de) | 2001-07-13 | 2006-08-16 | ALSTOM Technology Ltd | Gasturbinenteil mit Kühlluftbohrungen |
| DE10143153A1 (de) * | 2001-09-03 | 2003-03-20 | Rolls Royce Deutschland | Turbinenschaufel für eine Gasturbine mit zumindest einer Kühlungsausnehmung |
| US6524395B1 (en) * | 2001-09-21 | 2003-02-25 | General Electric Company | Method and apparatus for locating and repairing cooling orifices of airfoils |
| US6761956B2 (en) * | 2001-12-20 | 2004-07-13 | General Electric Company | Ventilated thermal barrier coating |
| US6749396B2 (en) | 2002-06-17 | 2004-06-15 | General Electric Company | Failsafe film cooled wall |
| EP1428981A1 (de) * | 2002-12-11 | 2004-06-16 | Siemens Aktiengesellschaft | Turbinenschaufel mit einer Schutzschicht |
| US6723951B1 (en) | 2003-06-04 | 2004-04-20 | Siemens Westinghouse Power Corporation | Method for reestablishing holes in a component |
| US7007481B2 (en) * | 2003-09-10 | 2006-03-07 | General Electric Company | Thick coated combustor liner |
| US6905302B2 (en) * | 2003-09-17 | 2005-06-14 | General Electric Company | Network cooled coated wall |
| US6983599B2 (en) * | 2004-02-12 | 2006-01-10 | General Electric Company | Combustor member and method for making a combustor assembly |
| US20050220618A1 (en) * | 2004-03-31 | 2005-10-06 | General Electric Company | Counter-bored film-cooling holes and related method |
| US20060016191A1 (en) * | 2004-07-23 | 2006-01-26 | Honeywell International Inc. | Combined effusion and thick TBC cooling method |
| US7216485B2 (en) * | 2004-09-03 | 2007-05-15 | General Electric Company | Adjusting airflow in turbine component by depositing overlay metallic coating |
| US7186091B2 (en) | 2004-11-09 | 2007-03-06 | General Electric Company | Methods and apparatus for cooling gas turbine engine components |
| WO2006106061A1 (de) * | 2005-04-07 | 2006-10-12 | Alstom Technology Ltd | Verfahren zum reparieren oder erneuern von kühllöchern einer beschichteten komponente einer gasturbine |
| EP1712739A1 (de) * | 2005-04-12 | 2006-10-18 | Siemens Aktiengesellschaft | Bauteil mit Filmkühlloch |
| US7341427B2 (en) * | 2005-12-20 | 2008-03-11 | General Electric Company | Gas turbine nozzle segment and process therefor |
| WO2007096957A1 (ja) * | 2006-02-22 | 2007-08-30 | Kawasaki Jukogyo Kabushiki Kaisha | ポーラス金属の気孔形態制御方法 |
| GB2438861A (en) * | 2006-06-07 | 2007-12-12 | Rolls Royce Plc | Film-cooled component, eg gas turbine engine blade or vane |
| US7622160B2 (en) * | 2006-07-28 | 2009-11-24 | General Electric Company | Method for concurrent thermal spray and cooling hole cleaning |
| US8192831B2 (en) * | 2008-12-10 | 2012-06-05 | General Electric Company | Articles for high temperature service and methods for their manufacture |
| JP5271688B2 (ja) * | 2008-12-17 | 2013-08-21 | 三菱重工業株式会社 | ガスタービン用部材 |
| EP2213759A1 (de) * | 2009-01-08 | 2010-08-04 | Siemens Aktiengesellschaft | Verfahren zum Beschichten eines Bauteils mit Filmkühllöchern, und Bauteil |
| DE102009007164A1 (de) * | 2009-02-03 | 2010-08-12 | Rolls-Royce Deutschland Ltd & Co Kg | Verfahren zum Ausbilden einer Kühlluftöffnung in einer Wand einer Gasturbinenbrennkammer sowie nach dem Verfahren hergestellte Brennkammerwand |
| US8052378B2 (en) * | 2009-03-18 | 2011-11-08 | General Electric Company | Film-cooling augmentation device and turbine airfoil incorporating the same |
| US20100239409A1 (en) * | 2009-03-18 | 2010-09-23 | General Electric Company | Method of Using and Reconstructing a Film-Cooling Augmentation Device for a Turbine Airfoil |
| DE102009030649B4 (de) * | 2009-06-25 | 2011-04-28 | Rwe Power Ag | Kraftwerkskessel, insbesondere für Wirbelschicht-Feuerungsanlagen mit einer thermischen Beschichtung als Verschleißschutzmaßnahme und Verfahren zur thermischen Beschichtung von Kraftwerkskesseln als Verschleißschutzmaßnahme |
| EP2712700A1 (de) * | 2010-05-04 | 2014-04-02 | Siemens Aktiengesellschaft | Laserbohren ohne Gratbildung |
| EP2444590B1 (de) * | 2010-10-19 | 2014-08-06 | Siemens Aktiengesellschaft | Verfahren zur Beschichtung von Kühlbohrungen |
| US20120102959A1 (en) * | 2010-10-29 | 2012-05-03 | John Howard Starkweather | Substrate with shaped cooling holes and methods of manufacture |
| US9696035B2 (en) | 2010-10-29 | 2017-07-04 | General Electric Company | Method of forming a cooling hole by laser drilling |
| US9089933B2 (en) | 2010-12-20 | 2015-07-28 | Pratt & Whitney Canada Corp. | Method for making and repairing effusion cooling holes in cumbustor liner |
| US9327384B2 (en) * | 2011-06-24 | 2016-05-03 | General Electric Company | Components with cooling channels and methods of manufacture |
| US9216491B2 (en) * | 2011-06-24 | 2015-12-22 | General Electric Company | Components with cooling channels and methods of manufacture |
| US10113435B2 (en) * | 2011-07-15 | 2018-10-30 | United Technologies Corporation | Coated gas turbine components |
| US9249672B2 (en) * | 2011-09-23 | 2016-02-02 | General Electric Company | Components with cooling channels and methods of manufacture |
| US8915713B2 (en) * | 2011-09-27 | 2014-12-23 | General Electric Company | Offset counterbore for airfoil cooling hole |
| EP2602352A1 (de) | 2011-12-05 | 2013-06-12 | Siemens Aktiengesellschaft | Bauteil mit Filmkühlloch |
| US9366144B2 (en) * | 2012-03-20 | 2016-06-14 | United Technologies Corporation | Trailing edge cooling |
| US10100650B2 (en) * | 2012-06-30 | 2018-10-16 | General Electric Company | Process for selectively producing thermal barrier coatings on turbine hardware |
| DE102013109116A1 (de) | 2012-08-27 | 2014-03-27 | General Electric Company (N.D.Ges.D. Staates New York) | Bauteil mit Kühlkanälen und Verfahren zur Herstellung |
| JP5550699B2 (ja) * | 2012-10-15 | 2014-07-16 | 三菱重工業株式会社 | ガスタービン用部材 |
| US9200521B2 (en) * | 2012-10-30 | 2015-12-01 | General Electric Company | Components with micro cooled coating layer and methods of manufacture |
| US20140161585A1 (en) * | 2012-12-10 | 2014-06-12 | General Electric Company | Turbo-machine component and method |
| US20140208771A1 (en) * | 2012-12-28 | 2014-07-31 | United Technologies Corporation | Gas turbine engine component cooling arrangement |
| EP2964891B1 (en) | 2013-03-05 | 2019-06-12 | Rolls-Royce North American Technologies, Inc. | Gas turbine engine component arrangement |
| WO2014163698A1 (en) | 2013-03-07 | 2014-10-09 | Vandervaart Peter L | Cooled gas turbine engine component |
| DE102013214487A1 (de) * | 2013-07-24 | 2015-01-29 | Rolls-Royce Deutschland Ltd & Co Kg | Brennkammerschindel einer Gasturbine |
| WO2015057409A1 (en) * | 2013-10-18 | 2015-04-23 | United Technologies Corporation | Turbine exhaust case with coated cooling holes |
| US10704424B2 (en) * | 2013-11-04 | 2020-07-07 | Raytheon Technologies Corporation | Coated cooling passage |
| US9803939B2 (en) * | 2013-11-22 | 2017-10-31 | General Electric Company | Methods for the formation and shaping of cooling channels, and related articles of manufacture |
| US10030524B2 (en) | 2013-12-20 | 2018-07-24 | Rolls-Royce Corporation | Machined film holes |
| US20160177733A1 (en) * | 2014-04-25 | 2016-06-23 | United Technologies Corporation | Method of forming cooling holes |
| US10934853B2 (en) | 2014-07-03 | 2021-03-02 | Rolls-Royce Corporation | Damage tolerant cooling of high temperature mechanical system component including a coating |
| GB201419327D0 (en) | 2014-10-30 | 2014-12-17 | Rolls Royce Plc | A cooled component |
| US20160186626A1 (en) * | 2014-12-30 | 2016-06-30 | General Electric Company | Engine component and methods for an engine component |
| US10132498B2 (en) * | 2015-01-20 | 2018-11-20 | United Technologies Corporation | Thermal barrier coating of a combustor dilution hole |
| WO2016133501A1 (en) * | 2015-02-18 | 2016-08-25 | Middle River Aircraft Systems | Acoustic liners and method of shaping an inlet of an acoustic liner |
| CN106637030A (zh) * | 2015-10-28 | 2017-05-10 | 三菱日立电力系统株式会社 | 热障涂层剥离方法以及热障涂层修补方法 |
| US10472972B2 (en) | 2015-12-01 | 2019-11-12 | General Electric Company | Thermal management of CMC articles having film holes |
| US10443395B2 (en) * | 2016-03-18 | 2019-10-15 | General Electric Company | Component for a turbine engine with a film hole |
| US10280763B2 (en) * | 2016-06-08 | 2019-05-07 | Ansaldo Energia Switzerland AG | Airfoil cooling passageways for generating improved protective film |
| US10550725B2 (en) * | 2016-10-19 | 2020-02-04 | United Technologies Corporation | Engine cases and associated flange |
| US10309238B2 (en) * | 2016-11-17 | 2019-06-04 | United Technologies Corporation | Turbine engine component with geometrically segmented coating section and cooling passage |
| JP6767901B2 (ja) | 2017-03-15 | 2020-10-14 | 三菱パワー株式会社 | タービン翼及びそれを備えたガスタービン |
| CN108559958A (zh) * | 2018-05-14 | 2018-09-21 | 西安交通大学 | 圆滑过渡边界气膜孔的涂层热部件及其制备方法 |
| US11407067B2 (en) | 2018-06-29 | 2022-08-09 | Pratt & Whitney Canada Corp. | Method for repairing a part |
| US20200024951A1 (en) * | 2018-07-17 | 2020-01-23 | General Electric Company | Component for a turbine engine with a cooling hole |
| US11085641B2 (en) | 2018-11-27 | 2021-08-10 | Honeywell International Inc. | Plug resistant effusion holes for gas turbine engine |
| CN109653805B (zh) * | 2018-12-07 | 2021-08-17 | 中国航发沈阳发动机研究所 | 高压涡轮导向叶片的气膜孔与热障涂层匹配方法 |
| US20210154927A1 (en) * | 2019-11-25 | 2021-05-27 | General Electric Company | Additive manufactured components including integrally formed passages, channels, and conduits, and methods of forming same |
| US11585224B2 (en) | 2020-08-07 | 2023-02-21 | General Electric Company | Gas turbine engines and methods associated therewith |
| US11674686B2 (en) | 2021-05-11 | 2023-06-13 | Honeywell International Inc. | Coating occlusion resistant effusion cooling holes for gas turbine engine |
| US11821337B1 (en) * | 2022-08-05 | 2023-11-21 | Rtx Corporation | Internal aluminide coating for vanes and blades and method of manufacture |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3692639A (en) * | 1969-10-13 | 1972-09-19 | Center Scient & Applied Res | Multiplication of metal surface,by electroplating or anodic dissolution |
| US3692637A (en) * | 1969-11-24 | 1972-09-19 | Carl Helmut Dederra | Method of fabricating a hollow structure having cooling channels |
| JPS5520607U (ja) * | 1978-07-26 | 1980-02-08 | ||
| US4770608A (en) * | 1985-12-23 | 1988-09-13 | United Technologies Corporation | Film cooled vanes and turbines |
| US4762464A (en) * | 1986-11-13 | 1988-08-09 | Chromalloy Gas Turbine Corporation | Airfoil with diffused cooling holes and method and apparatus for making the same |
| US4726104A (en) * | 1986-11-20 | 1988-02-23 | United Technologies Corporation | Methods for weld repairing hollow, air cooled turbine blades and vanes |
| GB2227965B (en) * | 1988-10-12 | 1993-02-10 | Rolls Royce Plc | Apparatus for drilling a shaped hole in a workpiece |
| US5059093A (en) * | 1990-06-07 | 1991-10-22 | United Technologies Corporation | Compressor bleed port |
| US5405242A (en) * | 1990-07-09 | 1995-04-11 | United Technologies Corporation | Cooled vane |
| DE4035790C1 (ja) * | 1990-11-10 | 1991-05-08 | Mtu Muenchen Gmbh | |
| US5216808A (en) * | 1990-11-13 | 1993-06-08 | General Electric Company | Method for making or repairing a gas turbine engine component |
| US5113582A (en) * | 1990-11-13 | 1992-05-19 | General Electric Company | Method for making a gas turbine engine component |
| US5192192A (en) * | 1990-11-28 | 1993-03-09 | The United States Of America As Represented By The Secretary Of The Air Force | Turbine engine foil cap |
| US5356265A (en) * | 1992-08-25 | 1994-10-18 | General Electric Company | Chordally bifurcated turbine blade |
| US5476364A (en) * | 1992-10-27 | 1995-12-19 | United Technologies Corporation | Tip seal and anti-contamination for turbine blades |
| US5716720A (en) * | 1995-03-21 | 1998-02-10 | Howmet Corporation | Thermal barrier coating system with intermediate phase bondcoat |
| US5771577A (en) * | 1996-05-17 | 1998-06-30 | General Electric Company | Method for making a fluid cooled article with protective coating |
-
1996
- 1996-05-17 US US08/649,352 patent/US5771577A/en not_active Expired - Lifetime
-
1997
- 1997-01-23 SG SG1997000154A patent/SG55270A1/en unknown
- 1997-05-15 JP JP12458997A patent/JP4108152B2/ja not_active Expired - Fee Related
- 1997-05-16 DE DE69734625T patent/DE69734625T2/de not_active Expired - Lifetime
- 1997-05-16 EP EP97303326A patent/EP0807744B1/en not_active Expired - Lifetime
- 1997-11-07 US US08/969,404 patent/US5941686A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE69734625D1 (de) | 2005-12-22 |
| DE69734625T2 (de) | 2006-07-27 |
| JPH1054202A (ja) | 1998-02-24 |
| EP0807744A3 (en) | 1999-07-07 |
| US5941686A (en) | 1999-08-24 |
| SG55270A1 (en) | 1998-12-21 |
| US5771577A (en) | 1998-06-30 |
| EP0807744A2 (en) | 1997-11-19 |
| EP0807744B1 (en) | 2005-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4108152B2 (ja) | 保護皮膜を有する流体冷却製品並びにその製造方法 | |
| US6329015B1 (en) | Method for forming shaped holes | |
| US8753071B2 (en) | Cooling channel systems for high-temperature components covered by coatings, and related processes | |
| EP1286020B2 (en) | Method for repairing an apertured gas turbine component | |
| EP1632720B1 (en) | Adjusting airflow in turbine component by depositing an overlay metallic coating | |
| US6004620A (en) | Method of unblocking an obstructed cooling passage | |
| US8192831B2 (en) | Articles for high temperature service and methods for their manufacture | |
| JP5948027B2 (ja) | 共形湾曲フィルム孔を備えた構成要素及びその製造方法 | |
| US6375425B1 (en) | Transpiration cooling in thermal barrier coating | |
| US20020102360A1 (en) | Thermal barrier coating applied with cold spray technique | |
| JP5517163B2 (ja) | タービン翼の冷却孔加工方法 | |
| EP3002345A1 (en) | Turbine component coating processes and trubine components | |
| US20120295061A1 (en) | Components with precision surface channels and hybrid machining method | |
| US20160090843A1 (en) | Turbine components with stepped apertures | |
| JP2007519530A (ja) | 熱バリアコーティングを除去するための方法 | |
| JP2012082518A (ja) | 冷却空気孔の管理が不要となる溶射方法 | |
| US6087023A (en) | Near net-shape VPS formed multilayered combustion system components and method of forming the same | |
| US20150147165A1 (en) | Methods for the formation and shaping of cooling channels, and related articles of manufacture | |
| EP2867381B1 (en) | Process for selectively producing thermal barrier coatings on turbine hardware | |
| JP2022044540A (ja) | 孔(複数可)を備えた基材をコーティングするための方法 | |
| EP3388630B1 (en) | Component having active cooling and method of fabricating | |
| US6537619B2 (en) | Method of salvaging castings with defective cast cooling bumps |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040513 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070320 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070620 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070625 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071211 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080304 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080402 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110411 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120411 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120411 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130411 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130411 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140411 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |