JP4026439B2 - 極細同軸ケーブルアセンブリの端末接続方法 - Google Patents
極細同軸ケーブルアセンブリの端末接続方法 Download PDFInfo
- Publication number
- JP4026439B2 JP4026439B2 JP2002222630A JP2002222630A JP4026439B2 JP 4026439 B2 JP4026439 B2 JP 4026439B2 JP 2002222630 A JP2002222630 A JP 2002222630A JP 2002222630 A JP2002222630 A JP 2002222630A JP 4026439 B2 JP4026439 B2 JP 4026439B2
- Authority
- JP
- Japan
- Prior art keywords
- pad
- jig
- conductors
- conductor
- central
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 18
- 239000004020 conductor Substances 0.000 claims description 147
- 239000000758 substrate Substances 0.000 claims description 21
- 229910000679 solder Inorganic materials 0.000 claims description 9
- 238000005476 soldering Methods 0.000 claims description 6
- 239000000523 sample Substances 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 5
- 239000012212 insulator Substances 0.000 description 4
- 230000001678 irradiating effect Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000010453 quartz Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
Images






Landscapes
- Coupling Device And Connection With Printed Circuit (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Multi-Conductor Connections (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Description
【発明の属する技術分野】
本発明は、医療用超音波診断装置等に使用される極細同軸ケーブルアセンブリの端末接続方法に関するものである。
【0002】
【従来の技術】
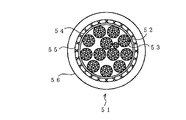
極細同軸ケーブルアセンブリは、複数本の極細同軸ケーブルから構成されるものであり、その一例として、医療用超音波診断装置の本体と探触子をつなぐ図6に示されるようなプローブケーブル51がある。
【0003】
プローブケーブル51は、極細同軸ケーブル52を複数本(図6では16本)より合わせて極細同軸ケーブルユニット53とし、極細同軸ケーブルユニット53を複数本(図6では12本)より合わせ、複数本より合わせた極細同軸ケーブルユニット53の外周をシース54で被覆し、シース54の外周をシールド導体55で被覆し、シールド導体55の外周をジャケット56で被覆して構成されている。
【0004】
ケーブルの仕様により構造は若干異なるが、1本のプローブケーブルに使用される極細同軸ケーブルは、少ないものでも50心程度、多いものでは2000心を超える。
【0005】
極細同軸ケーブル52は、図7に示すように、導体61を複数本(図7では7本)より合わせて中心導体62とし、中心導体62の外周を絶縁体63で被覆し、絶縁体63の外周をシールド導体64で被覆し、シールド導体64の外周をジャケット65で被覆して構成されている。中心導体62は、アメリカ電線規格で言えば、44AWG(素線径20μm導体の7本より線)から46AWG(素線径16μmの7本より線)が主流になってきている。中心導体62の外径aは、44AWGの場合が約60μm、46AWGの場合が約48μmである。
【0006】
プローブケーブル51の端末接続は、装置本体側の基板との接続と、探触子側の基板との接続があり、中心導体62が極めて細いことからもわかるように、非常に手間がかかる作業である。
【0007】
従来の極細同軸ケーブルアセンブリの端末接続方法は、すべての作業を手作業で行う方法であった。まず、プローブケーブル51の端末のジャケット56、シールド導体55、シース54を剥離除去し、極細同軸ケーブルユニット53を露出させる。その後、極細同軸ケーブルユニット53内の極細同軸ケーブル52の端末について、同様にジャケット65、シールド導体64、絶縁体63を剥離除去し、中心導体62を露出させ、1心ずつ導通を確認しながら、診断装置本体側や探触子側の基板の配線ピッチに合わせて並べ、手作業ではんだ付けしていた。
【0008】
【発明が解決しようとする課題】
しかしながら、従来の方法では、複数本の極細同軸ケーブル52の端末を整列させ、基板に接続するための適切な治具がないこともあって、極細同軸ケーブル52の中心導体62の端末をFPC(フレキシブルプリント回路板)やプリント基板などに接続する際、各線間の整列についても手作業で行われている。
【0009】
その際、中心導体62にクセがついてしまっているとその矯正に時間がかかり、接続作業性が悪いという問題がある。さらに、配線ピッチの狭ピッチ化が進んでいるため、中心導体整列の重要性は増している。
【0010】
そこで、本発明の目的は、極細同軸ケーブルの中心導体の端末接続を簡略化し、接続作業性が向上する極細同軸ケーブルアセンブリの端末接続方法を提供することにある。
【0011】
【課題を解決するための手段】
本発明は上記目的を達成するために創案されたものであり、請求項1の発明は、基板上に複数列形成された配線に、これに接続されるべき複数本の極細同軸ケーブルの剥離された中心導体を重ねて溶着接続させる方法において、基板上に上記複数列の配線と一体形成される一括接続用パッドを設け、そのパッド上に、予め予備はんだ処理した上記複数本の極細同軸ケーブルの剥離された中心導体を載置し、これらパッドと中心導体とに、これらを覆ってレーザ光を透過させる治具を重ねて整列保持させると共に、上記治具にレーザ光を照射し、上記中心導体に上記治具を透過したレーザ光を照射してはんだを溶融させ、上記パッドと中心導体とをはんだ接続した後、中心導体間のパッドをレーザ光で切断する極細同軸ケーブルアセンブリの接続方法である。
【0012】
請求項2の発明は、基板上に複数列形成された配線に、これに接続されるべき複数本の極細同軸ケーブルの剥離された中心導体を重ねて溶着接続させる方法において、基板上に上記複数列の配線と一体形成される一括接続用パッドを設け、そのパッド上に、上記複数本の極細同軸ケーブルの剥離された中心導体を載置し、これらパッドと中心導体とに、これらを覆ってレーザ光を透過させる治具を重ねて整列保持させると共に、上記治具にレーザ光を照射し、上記パッドと中心導体とに上記治具を透過したレーザ光を照射して部分溶融させ、上記パッドと中心導体とを溶接接続した後、中心導体間のパッドをレーザ光で切断する極細同軸ケーブルアセンブリの接続方法である。
【0013】
【発明の実施の形態】
以下、本発明の好適実施の形態を添付図面に従って説明する。
【0014】
まず、図1で極細同軸ケーブルアセンブリの端末接続に好適な基板を説明する。図1は、本発明に係る接続基板としてのFPCの平面図である。
【0015】
図1に示すように、略凸状のFPC10は、診断装置本体側あるいは探触子側に備えられるものであり、ほぼ帯状で柔軟性のある絶縁フィルム11と、この絶縁フィルム11上に形成された配線パターンとで構成されている。
【0016】
配線パターンは、一端が外部と接続されるべく絶縁フィルム11の縁部に臨んで配線ピッチP1を0.15mm(図1の上側)にすると共に、他端が絶縁フィルム11の中央部に臨んで配線ピッチP2を0.2mm(図1の下側)にして複数列形成された信号線用の帯状の配線12a,12b…と、これら配線12a,12b…の他端に一体形成され、複数本の極細同軸ケーブルの剥離された中心導体と一括して接続される矩形状の中心導体一括接続用パッド13と、配線12a,12b…に沿って形成されたグランド用の帯状の配線14と、その配線14の他端に中心導体一括接続用パッド13に沿って一体形成され、複数本の極細同軸ケーブルの剥離されたシールド導体と一括接続される矩形状のシールド導体一括接続用パッド15とからなっている。
【0017】
各配線12a,12b…の他端とパッド13とは互いに直交しており、配線12a,12b…とパッド13の全体は略櫛歯状に形成されている。配線14の他端とパッド15とは互いに直交しており、配線14とパッド15の全体は略L字状に形成されている。
【0018】
図2は、極細同軸ケーブル端末の整列及び接続するための治具の斜視図である。図3は図2に示した治具の3A−3A線断面図である。図4は、図2に示した治具の底面図である。
【0019】
図2〜図4に示すように、本発明に係る極細同軸ケーブル端末の整列及び接続するための治具1は、主に極細同軸ケーブルアセンブリとしての医療用超音波診断装置等に使用されるプローブケーブルを構成する複数本の極細同軸ケーブル端末の被覆絶縁材料層等が剥離除去された中心導体に重ねられる。
【0020】
この治具1は、これら中心導体を一体的に覆って整列保持させ、整列保持した中心導体を、診断装置の本体側や探触子側の基板上に設けられた中心導体一括接続用パッドに接続する際に用いられるものである。
【0021】
治具1は、略矩形体状の治具本体2が、レーザ光を透過しうるレーザ光透過材としての石英から成形され、基板上に複数列形成された配線の他端に設けられた中心導体一括接続用パッドと、複数本の極細同軸ケーブル端末の剥離された中心導体とを互いにレーザ光によって溶着接続させるように構成されている。
【0022】
また、治具本体2の片面には、複数本の極細同軸ケーブル端末の剥離された中心導体に重ねられ、これら中心導体を一体的に覆って整列保持させる溝部としての断面が略U字状のU字状溝3a,3b…を、各U字状溝3a,3b…が治具本体2の短手方向にそれぞれ沿うように形成され、かつ隣り合うU字状溝3a,3b…が治具本体2の長手方向に沿って所定間隔pとなるように形成されている。
【0023】
レーザ光透過材としては、石英に限定されるものではなく、レーザ光を透過し、透過したレーザ光の減衰量が小さいものであれば、いかなるものを用いてもよい。
【0024】
U字状溝3a,3b…の寸法は、中心導体の外径(図7で説明したa)、基板上の中心導体一括接続用パッドにつながる配線パターンの形状、配線パターンの配線ピッチ(図1で説明したP2)に応じて決定すればよい。例えば、中心導体を基板にはんだ付けした際のフィレット形状を考慮した場合、最大幅wは中心導体の外径aの2倍程度、深さhは中心導体の外径aの1.5〜2倍、所定間隔pは基板上の中心導体一括接続用パッドにつながる配線パターンの配線ピッチと同じとするのが望ましい。
【0025】
U字状溝3a,3b…は、たとえば、矩形体状の治具本体2を形成した後、エッチングにより治具本体2の片面に形成するようにしている。エッチングを利用することで、所定間隔pを、機械加工では困難である0.5mm未満の狭ピッチ、たとえば0.3mmや0.2mmとすることができる。溝部の形状としては、U字状溝3a,3b…に限られるものではなく、たとえば、断面が略V字状のV字状溝あるいは矩形状溝としてもよい。
【0026】
レーザ光の波長としては、図5で後述するように、中心導体と基板上の中心導体一括接続用パッドをはんだ付けする場合は、たとえばYAGレーザの基本波(波長1064nm)が好ましいが、はんだを溶融することができる波長であればYAGレーザの基本波に限定されるものではない。
【0027】
また、レーザ光の波長としては、図5で後述するように、中心導体と中心導体一括接続用パッドを溶接する場合には、たとえば、YAGレーザの第2高調波(波長532nm)が好ましいが、中心導体を溶融することができる波長であればYAGレーザの第2高調波に限定されるものではない。
【0028】
さらに、レーザ光の波長としては、図5で後述するように、中心導体を中心導体一括接続用パッドに接続した後、各中心導体間の中心導体一括接続用パッドを切断する場合は、YAGレーザの第4高調波(波長266nm)が好ましいが、中心導体一括接続用パッドが切断できる波長であればYAGレーザの第4高調波等に限定されるものではない。
【0029】
次に、極細同軸ケーブルアセンブリの端末接続方法を説明する。
【0030】
図5は、本発明に係る接続基板と、極細同軸ケーブル端末の整列及び接続するための治具1とを用いた極細同軸ケーブルアセンブリの端末接続方法を説明する図である。図5に示すように、このFPC10に接続される各極細同軸ケーブル52a,52b…は、図7で説明した極細同軸ケーブル52と同じものである。
【0031】
まず、中心導体62a,62b…の端末と中心導体一括接続用パッド13をはんだ付けする場合の接続方法を説明する。
【0032】
FPC10との接続に先立ち、各極細同軸ケーブル52a,52b…の端末のジャケット65a,65b…、シールド導体64a,64b…、絶縁体63a,63b…をそれぞれ剥離除去し、中心導体62a,62b…とシールド導体64a,64b…をそれぞれ露出させ、剥離された中心導体62a、62b…と剥離されたシールド導体64a,64b…とし、それらに予め予備はんだ処理を行う。
【0033】
FPC10の中心導体一括接続用パッド13上に、予備はんだ処理した中心導体62a,62b…を載置し、パッド13と予備はんだ処理した中心導体62a,62b…に、これらをU字状溝3a,3b…が覆うようにU字状溝3a,3b…を下側にした極細同軸ケーブル端末の整列及び接続するための治具1を重ねる。シールド導体64a,64b…は、シールド導体一括接続用パッド15上に位置するようにしておく。
【0034】
このとき、FPC10上の中心導体一括接続用パッド13が、治具1を重ねる際の位置決めの役目をも果たすので、配線12a,12b…の配線ピッチが狭ピッチであっても、パッド13上に、中心導体62a,62b…を配線12a,12b…の他端と一致させて容易に整列保持させることができる。
【0035】
ここで、中心導体62a,62b…とパッド13に、治具1の上方からYAGレーザの基本波L1を照射してはんだを溶融させ、中心導体62a,62b…の端末とパッド13とを一括してはんだ接続する。
【0036】
その後、中心導体62a,62b…の線間のパッド13に治具1の上方からYAGレーザの第4高調波L4を照射することによってその部分を切断し、各中心導体62a,62b…間を絶縁する。最後に、シールド導体64a,64b…とパッド15を別途はんだ付けするとFPC10に極細同軸ケーブル52a,52b…が接続される。
【0037】
次に、中心導体62a,62b…の端末と中心導体一括接続用パッド13を溶接する場合の接続方法を説明する。
【0038】
同様にして、中心導体62a,62b…を露出させ、剥離された中心導体62a,62b…とし、剥離された中心導体62a,62b…に予備はんだ処理を行わずに、治具1を用いて、中心導体一括接続用パッド13上に中心導体62a,62b…を配線12a,12b…の他端と一致させて整列保持させる。
【0039】
ここで、中心導体62a,62b…とパッド13に治具1の上方からYAGレーザの第2高調波L2を照射して中心導体62a,62b…を溶融させ、中心導体62a,62b…の端末とパッド13とを溶接して一括接続する。
【0040】
本発明に係るFPC10には、中心導体一括接続用パッド13が形成されており、このパッド13に中心導体62a,62b…を接続した後、中心導体62a,62b…間のパッド13をYAGレーザの第4高調波L4で切断しているので、中心導体62a,62b…の整列保持、端末接続を簡略化することができる。
【0041】
また、本発明に係る治具1は、治具本体2にU字状溝3a,3b…を形成しているので、中心導体62a,62b…を容易に整列保持させることができる。U字状溝3a,3b…の所定間隔pは、機械加工では困難である0.5mm未満の狭ピッチとすることもできるので、0.3mmピッチや0.2mmピッチといった狭ピッチの整線も可能となる。
【0042】
治具本体2は石英から成形されているので、中心導体62a,62b…を整列させて保持した状態のまま、中心導体62a,62b…を容易に整列保持させることができる。治具本体2は透明なので、作業時の視認性を向上させることができる。
【0043】
このように、FPC10と治具1を用いることにより、予備はんだ処理した中心導体62a,62b…を容易に整列保持させ、これら中心導体62a,62b…に、治具1を介してYAGレーザの基本波L1を照射することで、中心導体62a,62b…の端末と中心導体一括接続用パッド13をはんだ付けにて一括接続し、中心導体62a,62b…間のパッド13をYAGレーザの第4高調波L4で切断することで、中心導体62a,62b…の線間を絶縁しているので、中心導体62a,62b…の端末接続を簡略化でき、接続作業性を向上させることができる。
【0044】
したがって、中心導体62a,62b…の整列保持、端末接続の自動化が可能になる。
【0045】
また、治具1を用いて予備はんだ処理しない中心導体62a,62b…を整列保持させ、その中心導体62a,62b…に、治具1を介してYAGレーザの第2高調波L2を照射することで、中心導体62a,62b…の端末と中心導体一括接続用パッド13を溶接して一括接続し、中心導体間のパッド13をYAGレーザの第4高調波L4で切断することで、中心導体62a,62b…の線間を絶縁しているので、中心導体62a,62b…の接続にはんだを使用する必要がなく、中心導体62a,62b…の端末接続を簡略化でき、接続作業性を向上させることができる。
【0046】
したがって、中心導体62a,62b…の整列保持、端末接続の自動化が可能になる。
【0047】
この場合、中心導体62a,62b…の端末を溶融させてFPC10に接合するため、はんだ付けする場合に比べて、端末接続部の機械的・電気的信頼性が向上する。
【0048】
上記実施の形態では、FPC10上に中心導体62a,62b…を載置し、中心導体62a,62b…に、U字状溝3a,3b…が下側となるように治具1を重ねて中心導体62a,62b…を整列保持させる例で説明したが、FPC10上に、配線12a,12b…とU字状溝3a,3b…が一致するように治具1を重ねた後、U字状溝3a,3b…内に中心導体62a,62b…を挿入して中心導体62a,62b…を整列保持するようにしてもよい。
【0049】
また、治具1をU字状溝3a,3b…が上側となるようにし、U字状溝3a,3b…上に中心導体62a,62b…を搭載し、中心導体62a,62b…を搭載した治具1上にFPC10を搭載し、中心導体62a,62b…を整列保持するようにしてもよい。この場合、中心導体62a,62b…と中心導体一括接続パッド13に、治具1の下方からレーザ光を照射する。
【0050】
【実施例】
(実施例1)
極細同軸ケーブルのジャケット、外部導体、内部絶縁体を剥離除去して中心導体を露出させ、露出した中心導体に予め予備はんだ処理を行い、本発明に係る治具1を用いてFPC10の中心導体一括接続用パッド上に中心導体を整列保持し、治具1の上からYAGレーザの基本波を照射して中心導体を一括してはんだ付けした後、中心導体の線間のパッドをYAGレーザの第4高調波を照射して切断し、各中心導体間を絶縁した。
【0051】
(実施例2)
同様にして中心導体を露出させ、本発明に係る治具1を用いてFPC10上に中心導体を整列保持し、治具1の上からYAGレーザの第2高調波を照射して一括して中心導体を一括して溶接した後、中心導体の線間のパッドをYAGレーザの第4高調波を照射して切断し、各中心導体間を絶縁した。
【0052】
(比較例)
同様にして中心導体を露出させ、従来技術で説明したように、1心ずつ導通を確認しながら基板の配線ピッチに合わせて並べ、手作業ではんだ付けした。
【0053】
実施例1、2および比較例に基づいて作製された端末加工品について加工精度、作業時間を調査した。その結果、実施例1および実施例2の加工精度はいずれも比較例と同等であり、作業時間はいずれも比較例より短縮された。また、比較例の方法は熟練した作業者でなければ困難であったが、実施例1および実施例2の方法は初心者でも可能であった。
【0054】
【発明の効果】
以上説明したことから明らかなように、本発明によれば次のような優れた効果を発揮する。
【0055】
(1)極細同軸ケーブルの中心導体の整列保持、端末接続の機械化・自動化が可能になる。
【0056】
(2)極細同軸ケーブルの中心導体の端末接続を簡略化でき、接続作業性を向上させることができる。
【0057】
(3)はんだを使用せずに中心導体を基板に接続することも可能となる。この場合、中心導体の端末を溶融させて基板に接合するため、端末接続部の機械的・電気的信頼性が向上する。
【図面の簡単な説明】
【図1】本発明に係る基板の平面図である。
【図2】本発明に係る治具の斜視図である。
【図3】図2に示した治具の3A−3A線断面図である。
【図4】図2に示した治具の底面図である。
【図5】本発明に係る極細同軸ケーブルアセンブリの端末接続方法を説明する図である。
【図6】プローブケーブルの断面図である。
【図7】極細同軸ケーブルの断面図である。
【符号の説明】
1 治具
2 治具本体
3a,3b…U字状溝
10 FPC(基板)
12a,12b… 信号線用の配線
13 中心導体一括接続用パッド
L1 YAGレーザの基本波
L2 YAGレーザの第2高調波
L4 YAGレーザの第4高調波
Claims (2)
- 基板上に複数列形成された配線に、これに接続されるべき複数本の極細同軸ケーブルの剥離された中心導体を重ねて溶着接続させる方法において、基板上に上記複数列の配線と一体形成される一括接続用パッドを設け、そのパッド上に、予め予備はんだ処理した上記複数本の極細同軸ケーブルの剥離された中心導体を載置し、これらパッドと中心導体とに、これらを覆ってレーザ光を透過させる治具を重ねて整列保持させると共に、上記治具にレーザ光を照射し、上記中心導体に上記治具を透過したレーザ光を照射してはんだを溶融させ、上記パッドと中心導体とをはんだ接続した後、中心導体間のパッドをレーザ光で切断することを特徴とする極細同軸ケーブルアセンブリの接続方法。
- 基板上に複数列形成された配線に、これに接続されるべき複数本の極細同軸ケーブルの剥離された中心導体を重ねて溶着接続させる方法において、基板上に上記複数列の配線と一体形成される一括接続用パッドを設け、そのパッド上に、上記複数本の極細同軸ケーブルの剥離された中心導体を載置し、これらパッドと中心導体とに、これらを覆ってレーザ光を透過させる治具を重ねて整列保持させると共に、上記治具にレーザ光を照射し、上記パッドと中心導体とに上記治具を透過したレーザ光を照射して部分溶融させ、上記パッドと中心導体とを溶接接続した後、中心導体間のパッドをレーザ光で切断することを特徴とする極細同軸ケーブルアセンブリの接続方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002222630A JP4026439B2 (ja) | 2002-07-31 | 2002-07-31 | 極細同軸ケーブルアセンブリの端末接続方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002222630A JP4026439B2 (ja) | 2002-07-31 | 2002-07-31 | 極細同軸ケーブルアセンブリの端末接続方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004063373A JP2004063373A (ja) | 2004-02-26 |
| JP4026439B2 true JP4026439B2 (ja) | 2007-12-26 |
Family
ID=31942602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002222630A Expired - Fee Related JP4026439B2 (ja) | 2002-07-31 | 2002-07-31 | 極細同軸ケーブルアセンブリの端末接続方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4026439B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7183495B2 (en) | 2004-03-29 | 2007-02-27 | Hirose Electric Co., Ltd. | Electrical connector |
| JP2005294055A (ja) * | 2004-03-31 | 2005-10-20 | Fci Asia Technology Pte Ltd | 光ビーム接合 |
| JP2006294350A (ja) * | 2005-04-07 | 2006-10-26 | Three M Innovative Properties Co | ケーブルハーネス体 |
| JP4998741B2 (ja) * | 2008-03-11 | 2012-08-15 | 住友電気工業株式会社 | アダプタ構造,高周波ケーブル体および配線板接続体 |
| CN104625299B (zh) * | 2014-12-11 | 2017-12-15 | 大族激光科技产业集团股份有限公司 | 锡焊夹具和激光锡焊方法 |
| DE112021000687T5 (de) * | 2021-03-12 | 2023-12-07 | Shibaura Electronics Co., Ltd. | Elektrischer drahtverbindungskörper, verfahren zum herstellen von elektrischem drahtverbindungskörper, sensorelement und verfahren zum herstellen von sensorelement |
| JP7792301B2 (ja) * | 2022-06-01 | 2025-12-25 | Tdk株式会社 | 電子部品の製造装置及び電子部品の製造方法 |
-
2002
- 2002-07-31 JP JP2002222630A patent/JP4026439B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004063373A (ja) | 2004-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2820278B2 (ja) | 同軸ケーブル成端方法及び装置 | |
| US7857657B2 (en) | Multicore cable connector having an alignment plate with a cable receiving portion on one side and a substrate receiving portion on the other side | |
| TWI383553B (zh) | 同軸電纜線束之連接構造及連接方法 | |
| JPH11509030A (ja) | 同軸ケーブル用終端構造 | |
| JP7632516B2 (ja) | 電線接続構造、電線接続方法、医療器具、及び医療器具の製造方法 | |
| JP2017037800A (ja) | ケーブルハーネスおよびその製造方法 | |
| JP4026439B2 (ja) | 極細同軸ケーブルアセンブリの端末接続方法 | |
| US7770290B2 (en) | Electrical connection method for plural coaxial wires | |
| JP2013214734A (ja) | 基板付き多心ケーブルの製造方法 | |
| JP2017511968A (ja) | 配線部材およびその製造方法 | |
| JP2008218225A (ja) | 電子装置 | |
| JP4281271B2 (ja) | 電線の端末接続部構造および接続方法 | |
| JP2004071384A (ja) | 伝送ケーブルおよび伝送ケーブルとコネクタとの接続方法 | |
| JP2006164580A (ja) | ケーブル付き電気コネクタ | |
| JP4492773B2 (ja) | 多心同軸電線の接続端末とその製造方法 | |
| JP3885644B2 (ja) | 極細ケーブルの接続基板及び接続方法 | |
| JP2008258053A (ja) | ワイヤケーブルの端末接合構造 | |
| JP2009202158A (ja) | レーザ溶接方法 | |
| JP2004064970A (ja) | 同軸ケーブルの端末部加工方法及び接続方法 | |
| US20240032994A1 (en) | Electric wire connection structure, electric wire connection method, medical device, and method of manufacturing medical device | |
| JP2016177916A (ja) | ケーブル構造体及びケーブル構造体の製造方法 | |
| JP2024016785A (ja) | 電線接続構造、電線接続方法、医療器具、及び医療器具の製造方法 | |
| JP2003168500A (ja) | 極細同軸ケーブルアセンブリおよび極細同軸ケーブルの接続方法 | |
| JP2826145B2 (ja) | 成形回路基板 | |
| JP2004127773A (ja) | 電線加工品およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040917 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070918 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071001 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111019 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |