JP4013945B2 - 部品ユニットの製造方法 - Google Patents
部品ユニットの製造方法 Download PDFInfo
- Publication number
- JP4013945B2 JP4013945B2 JP2004345364A JP2004345364A JP4013945B2 JP 4013945 B2 JP4013945 B2 JP 4013945B2 JP 2004345364 A JP2004345364 A JP 2004345364A JP 2004345364 A JP2004345364 A JP 2004345364A JP 4013945 B2 JP4013945 B2 JP 4013945B2
- Authority
- JP
- Japan
- Prior art keywords
- insulating resin
- kneaded material
- electronic component
- semi
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Cooling Or The Like Of Electrical Apparatus (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Description
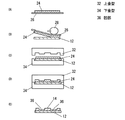
12 基板
14 絶縁体
16 電子部品
18 筐体
20 接続端子
24 混練物
26 フィルム
28 ローラー
30 熱盤
32 上金型
34 下金型
36 凹部
Claims (4)
- 基板に無機フィラーと未硬化の絶縁樹脂とを有する混練物を積層し、
次に前記未硬化の絶縁樹脂を半硬化させ、その後前記混練物上に電子部品を配置し、
次に前記混練物を加熱して、前記半硬化の絶縁樹脂を溶融させ、
この溶融した絶縁樹脂によって、前記混練物と電子部品とを接着し、
その後この半硬化の絶縁樹脂を完全硬化させて絶縁体とする部品ユニットの製造方法。 - 前記絶縁樹脂を半硬化させる工程で、
前記混練物に所定形状の凹部を加工する請求項1に記載の部品ユニットの製造方法。 - 基板に無機フィラーと未硬化の絶縁樹脂と熱可塑性樹脂からなるプレゲル材とを有する混練物を積層し、
次にこの混練物を加熱して、前記未硬化の絶縁樹脂に含有される液状成分を前記プレゲル材に吸収させ、前記絶縁樹脂をゲルに形成し、
その後前記混練物上に電子部品を配置し、
次に前記混練物を加熱して、前記絶縁樹脂を溶融させ、
この溶融した絶縁樹脂によって、前記混練物と前記電子部品とを接着し、
その後前記絶縁樹脂を完全硬化させて絶縁体とする部品ユニットの製造方法。 - 前記混練物を加熱して、前記未硬化の絶縁樹脂に含有される液状成分を前記プレゲル材に吸収させ、前記絶縁樹脂をゲルに形成する工程で、
前記混練物に所定形状の凹部を加工する請求項3に記載の部品ユニットの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004345364A JP4013945B2 (ja) | 2004-11-30 | 2004-11-30 | 部品ユニットの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004345364A JP4013945B2 (ja) | 2004-11-30 | 2004-11-30 | 部品ユニットの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006156720A JP2006156720A (ja) | 2006-06-15 |
| JP2006156720A5 JP2006156720A5 (ja) | 2007-07-05 |
| JP4013945B2 true JP4013945B2 (ja) | 2007-11-28 |
Family
ID=36634617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004345364A Expired - Fee Related JP4013945B2 (ja) | 2004-11-30 | 2004-11-30 | 部品ユニットの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4013945B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008153430A (ja) * | 2006-12-18 | 2008-07-03 | Mitsubishi Electric Corp | 放熱基板並びに熱伝導性シートおよびこれらを用いたパワーモジュール |
| JP2009081253A (ja) * | 2007-09-26 | 2009-04-16 | Nitto Shinko Kk | 絶縁シート |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000191998A (ja) * | 1998-12-28 | 2000-07-11 | Polymatech Co Ltd | 熱伝導性接着剤および接着方法ならびに半導体装置 |
| JP2001284859A (ja) * | 2000-03-31 | 2001-10-12 | Jsr Corp | 熱伝導性シートおよびその用途 |
| JP2001261722A (ja) * | 2000-03-22 | 2001-09-26 | Jsr Corp | 熱伝導性シート用硬化性組成物、半硬化熱伝導性シートおよびその製造方法 |
| JP2002138205A (ja) * | 2000-11-02 | 2002-05-14 | Polymatech Co Ltd | 熱伝導性成形体 |
| JP2002146672A (ja) * | 2000-11-06 | 2002-05-22 | Polymatech Co Ltd | 熱伝導性充填剤及び熱伝導性接着剤並びに半導体装置 |
| JP4268778B2 (ja) * | 2001-12-27 | 2009-05-27 | ポリマテック株式会社 | 発熱電子部品の冷却方法及びそれに用いる熱伝導性シート |
| JP2004104115A (ja) * | 2002-08-21 | 2004-04-02 | Matsushita Electric Ind Co Ltd | パワーモジュール及びその製造方法 |
| JP4075549B2 (ja) * | 2002-09-24 | 2008-04-16 | 松下電器産業株式会社 | 放熱用基板及びその製造方法 |
-
2004
- 2004-11-30 JP JP2004345364A patent/JP4013945B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006156720A (ja) | 2006-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7057896B2 (en) | Power module and production method thereof | |
| JP4046120B2 (ja) | 絶縁シートの製造方法およびパワーモジュールの製造方法 | |
| JP2002033558A (ja) | 回路基板とその製造方法 | |
| JP4261713B2 (ja) | 熱伝導基板とその製造方法 | |
| JP2010245563A (ja) | 部品ユニット | |
| JP6031642B2 (ja) | パワーモジュールとその製造方法 | |
| WO2015132969A1 (ja) | 絶縁基板及び半導体装置 | |
| JP2004104115A (ja) | パワーモジュール及びその製造方法 | |
| JP4111187B2 (ja) | 部品ユニットの製造方法 | |
| JP2008010897A (ja) | 絶縁シートおよびこれを用いたパワーモジュール | |
| JP4013945B2 (ja) | 部品ユニットの製造方法 | |
| JP2006156721A5 (ja) | ||
| JP4581655B2 (ja) | 放熱板 | |
| JP4636092B2 (ja) | 部品ユニット | |
| JP2006156720A5 (ja) | ||
| JP2008181922A (ja) | 熱伝導基板、その製造方法および熱伝導基板を用いた半導体装置 | |
| JP2006156725A (ja) | 放熱板の製造方法 | |
| JP2006156726A (ja) | 放熱板の製造方法 | |
| JPH1146049A (ja) | 放熱性樹脂基板およびその製造方法 | |
| JP2007015325A (ja) | 熱伝導性基板の成型方法 | |
| JP4581656B2 (ja) | 放熱板の製造方法 | |
| JP4325329B2 (ja) | 放熱実装体 | |
| JP2007243210A (ja) | 放熱用基板及びその製造方法 | |
| JP4075549B2 (ja) | 放熱用基板及びその製造方法 | |
| JP3985558B2 (ja) | 熱伝導性基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070522 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070522 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20070522 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20070608 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070612 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20070613 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070821 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070903 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100921 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100921 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110921 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120921 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130921 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |