JP3963742B2 - 立体網状構造体及び立体網状構造体製造方法 - Google Patents
立体網状構造体及び立体網状構造体製造方法 Download PDFInfo
- Publication number
- JP3963742B2 JP3963742B2 JP2002062077A JP2002062077A JP3963742B2 JP 3963742 B2 JP3963742 B2 JP 3963742B2 JP 2002062077 A JP2002062077 A JP 2002062077A JP 2002062077 A JP2002062077 A JP 2002062077A JP 3963742 B2 JP3963742 B2 JP 3963742B2
- Authority
- JP
- Japan
- Prior art keywords
- network structure
- hard
- dimensional network
- dimensional
- fuel tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Cooling, Air Intake And Gas Exhaust, And Fuel Tank Arrangements In Propulsion Units (AREA)
- Nonwoven Fabrics (AREA)
Description
【発明の属する技術分野】
本発明は、クッション材等に使用する立体網状構造体を備えた燃料タンクの波消装置、燃料タンクの波消装置の製造方法に関し、特に立体網状構造体の成形後に行われる後加工に関するものである。
【0002】
【従来の技術】
従来、空隙を有する立体網状構造体の製造方法としては特公昭50−39185号記載の方法あるいはポリエステル繊維を溶着剤で溶着した樹脂綿、例えば溶着剤にゴム系を用いたものとして特開昭60−11352号等が公知である。また、一方、無端ベルトで樹脂糸を巻き込むことで空隙を有する立体網状構造体を製造する方法或いは製造装置があり、特開平11−241264号等に示す発明が挙げられる。
【0003】
【発明が解決しようとする課題】
しかしながら、こうした立体網状構造体を利用した製品の使用中に端末から、千切れた小片がぼろぼろと周囲に飛散し、これによる種々の不都合が発生する問題がある。ラテックスのカバーを末端に接着することで防止することも考えられるが、カバーを分離しなければならず、リサイクルが困難である。
例えば、断熱材に立体網状構造体を利用する場合、断熱材を構造物へ固定するときに、釘を打っても構造体がスカスカであるため、効果的に壁に固定できないし、千切れた小片が飛散するという問題がある。クッション材に立体網状構造体を利用する場合も同様の問題が生じるおそれがある。クッション材に体重が偏倚して荷重されやすく、端部から小片が千切れ、サスペンション特性が劣化するおそれがある。
また、例えば、燃料タンクの波消装置に立体網状構造体を利用する場合(実開平3−102324号、特開平5−139169参照)、端を板材で挟んで固定する際、或いは固定後に振動等によって千切れた小片が燃料に混入してポンプトラブルのおそれに対する考慮が欠如しており、厳重な封止構造で立体網状構造体の端を覆う対策を取らなければならず、徒に構造が複雑なものとなるおそれがある。例えば、パンチングメタルを何層にも重ねた構造を燃料タンク内に配置したものが考えられる。このように、従来は、立体網状構造体から千切れて飛散した小片に対する、コスト削減の期待できる実効のある対策が無く、解決困難な課題となっている。
そこで、本発明は、立体網状構造体の後工程での簡単な処理により、立体網状構造体から小片が千切れることによるトラブルを未然に防止することを目的とする。
【0004】
【課題を解決するための手段】
上記諸課題に鑑み、請求項1記載の立体網状構造体は、複数の熱可塑性樹脂の連続線条が立体的にランダムに絡まりあって部分的に溶着され少なくとも法面側端部が予め内側よりも圧縮されて密度が高く形成された立体網状構造体であって、超音波振動による摩擦熱により軟化し押圧力により厚みが縮小した状態で固化された帯状の硬質網状構造部を所定間隔又は適宜間隔で形成し、該硬質網状構造部の両側に盛り上り部を備えた、前記硬質網状構造部より嵩高で且つ密度の小さな軟質網状盛上げ構造部を形成したことを特徴とする立体網状構造体を備え、前記硬質網状構造部を燃料タンク内壁の係止部材に固定具で固定した燃料タンクの波消装置である。
これにより、盛り上り部を備えた軟質網状盛上げ構造部により、「こし」のあるクッション性が得られる。
一方、硬質網状構造部に釘を打ち込んだり、或いはフックを取り付けることで、構造物に簡単に且つ堅固に固定することができる。燃料タンクに簡単に固定できる。
硬質網状構造部と軟質網状盛上げ構造部とを交互に凹凸状に形成すれば、曲げやすいので、例えば、狭いところから立体網状構造体を丸めて燃料タンクの中に入れることができ、その用途が拡大する。
本立体網状構造体は、例えば、超音波発生装置(例えば、超音波プラスチックウエルダー)により、超音波振動(例えば、15〜20kHz等)を与えると、立体網状構造体との接合面に摩擦熱が発生し、瞬時に熱可塑性樹脂が溶融軟化し、ローラ等で押圧力を加えて圧縮し厚みを減少させることで形成される例が挙げられる。例えば、ローラと、超音波ホーン、超音波振動子等を備えた超音波発生装置を利用することが好ましい。手動又は移送装置で立体網状構造体を移動させることが好ましい。
硬質網状構造部は超音波処理後でも連続線条の組織が、視覚で認識できるものであり、網状組織が残存している。硬質網状構造部は前記軟質網状盛上げ構造部よりも空隙率が減少し、ランダムに絡み合う度合いが高くなっている。
【0005】
請求項2の立体網状構造体製造方法は、複数の熱可塑性樹脂の連続線条が立体的にランダムに絡まりあって部分的に溶着され法面側端の密度が内側よりも高く形成された板状の立体網状構造体を製造した後、該立体網状構造体を超音波ホーンにより軟化させ、ローラを前記立体網状構造体の法面の上方向から押し付け、該押し付けられた組織を固化させることにより、帯状の硬質網状構造部と、該硬質網状構造部の両側に軟質網状盛上げ構造部とを形成し、前記硬質網状構造部を燃料タンク内壁の係止部材に固定具で固定することを特徴とする燃料タンクの波消装置の製造方法。立体網状構造体製造方法である。これにより、請求項1と同様の課題が解決できるほか、燃料タンクを簡単な作業によって製造できるので、複雑な工程によらなくともよく、コスト削減効果は絶大である。
【0006】
請求項3の立体網状構造体は、複数の熱可塑性樹脂の連続線条が立体的にランダムに絡まりあって部分的に溶着され少なくとも法面側端部が予め内側よりも圧縮されて密度が高く形成された立体網状構造体であって、超音波振動による摩擦熱により軟化し押圧力により厚みが縮小した状態で固化された帯状の硬質網状構造部を所定間隔又は適宜間隔で形成し、該硬質網状構造部の両側に盛り上り部を備えた、前記硬質網状構造部より嵩高で且つ密度の小さな軟質網状盛上げ構造部を形成し、超音波振動による摩擦熱により周縁部が軟化し押圧力により厚みが縮小した状態で固化された硬質網状構造枠体を備え、該硬質網状構造枠体を燃料タンク内壁の係止部材に固定具で固定したことを特徴とする燃料タンクの波消装置である。
これにより、端末のほつれを防止できる。また、自動車の燃料タンク等の波消装置への用途も広がる。
【0007】
請求項4の立体網状構造体製造方法は、複数の熱可塑性樹脂の連続線条が立体的にランダムに絡まりあって部分的に溶着され法面側端の密度が内側よりも高く形成された板状の立体網状構造体を製造した後、該立体網状構造体を、超音波ホーンにより軟化させつつ、ローラで前記立体網状構造体の法面の上方向から押し付け、該押し付けられた組織を固化させて前記立体網状構造体の周縁に硬質網状構造枠体を形成し、超音波振動による摩擦熱により軟化し押圧力により厚みが縮小した状態で固化された帯状の硬質網状構造部を所定間隔又は適宜間隔で形成し、該硬質網状構造部の両側に盛り上り部を備えた、前記硬質網状構造部より嵩高で且つ密度の小さな軟質網状盛上げ構造部を形成し、前記硬質網状構造枠体を燃料タンク内壁の係止部材に固定具で固定することを特徴とする燃料タンクの波消装置の製造方法である。これにより請求項3と同様の課題が達成できるほか、ラテックス等による、ほつれ面の被覆等が不要となり、燃料タンクの波消装置の製造の工数削減に絶大な効果がある。
【0008】
なお、請求項1及び3を組み合わせた発明、或いは、請求項2及び4を組み合わせた発明も実施が可能である。
【0009】
【発明の実施の形態】
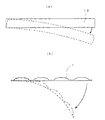
以下、第1実施形態の立体網状構造体1について図面を参照して説明する。図1の通り、複数の熱可塑性樹脂の連続線条が立体的にランダムに絡まりあって部分的に溶着された立体網状構造体1であって、超音波振動による摩擦熱により軟化し押圧力により厚みが縮小した状態で固化された帯状の硬質網状構造部2を所定間隔又は適宜間隔で形成し、硬質網状構造部2の両側に盛り上り部3aを備え、硬質網状構造部2より嵩高で且つ密度の小さな軟質網状盛上げ構造部3を形成したものである。法面側端部4a及び4bが予め圧縮されて内側領域5よりも密度が高く形成され端縁が他の面よりもきれいに揃えられ、ほつれにくい(図3参照)。硬質網状構造部2は端末から端末まで形成されている。
【0010】
ここでは、例えば、再生熱可塑性樹脂の原料又は主原料としてPETボトルのフレーク状又はチップ状を使用する。PETボトルをそのまま粉砕しそれを溶融させてフレーク形状にしたものである。リサイクル促進の時代にも適合している。これが再生品ではなく、純正品であると、乾燥結晶化、或いはごみ除去等、コスト的に1m2あたりの製造費が倍増する。廃棄処理コスト削減に威力を発揮できる。しかしながら、再生以外の熱可塑性樹脂等においても適用可能である。例えば、熱可塑性樹脂としてポリエチレン、ポリプロピレンなどのポリオレフィン、ポリエチレンテレフタレートなどのポリエステル、ナイロン66などのポリアミド、ポリ塩化ビニル、ポリスチレン、上記樹脂をベースとし共重合したコポリマーやエラストマー、EVA樹脂、上記各種樹脂をブレンドしたもの等が挙げられる。更に、立体網状構造体1の用途としては、燃料タンクの波消装置が挙げられる。
この実施形態は概ね内部が均一な密度に成形されたものである。見掛密度は0.02〜0.9g/cm3(空隙率36〜98.4%に相当する)が好ましく、0.05〜0.15g/cm3が特に好ましい。立体網状構造体1は例えば幅0.1m〜2m、厚さは5mm〜200mmが好ましく、長さ方向においては無端状であり、適宜の長さ(例えば900mm)に切断するが、それらのサイズ例に限定されるわけではない。
【0011】
この立体網状構造体1の原材料となる立体網状構造体である板状体19をまず製造する。まず再生PETボトルフレークを加水分解防止のため加熱し乾燥させ、これに適宜仕上がりを良好にする薬剤、又は抗菌剤等を添加することもある。図2に示す通り、押出成形装置の口金10からフラットに線条が降下すると、無端コンベア12,14の金属製の無端部材16,18の巻き込み作用により螺旋状に巻かれる。巻いたときに無端部材16,18の面に当たったところから、巻き込んでいく。巻き込まれた部分である法面側端部4a,4bは密度が大きく、巻き込まれない部分5は密度が小さい。
【0012】
そして、前記線条は、一部水没した1対の無端コンベア12,14の間に自然降下させ、上記の降下速度より遅く引き取ることにより立体網状構造体である立体網状構造体1を製造する際に、押出された溶融樹脂の集合体の幅より1対の無端コンベア12,14の間隔が狭く、かつ無端コンベア12,14が水没する前後に上記溶融樹脂の集合体の両面あるいは片面が無端コンベア12,14に接触するようにした。溶融した熱可塑性樹脂の集合体の両面あるいは片面の表面部分は、無端コンベア12,14上に落下し、溶融した熱可塑性樹脂の集合体の内側へ移動し密な状態となるため、水中にそのまま落下した中央部分より空隙率が小さくなるわけである。当然ながら空隙率が低くなった表面部分は、空隙率が高い中央部分より交点の数が多くなり、引張り強度が著しく強くなる。また、空隙率が低い表面部分は空隙部の面積が小さくなる。こうして立体網状構造体からなる平板状の板状体19が得られる。
【0013】
板状体19として機能するためには、全体の空隙率は、使用する現地施工状況にもよるが、50%〜98%の空隙率の範囲が良好であるとの結果が得られた。つまり、密度が大きいと音がブロックされると考えられる。リサイクル吸音建材、クッション材、断熱材等として十分な機能を発揮するには、空隙率は少なくとも70%以上にすると良いという結果が得られた。つまり、空隙率が70%より小さいと、衝撃吸収効果、防音効果、断熱効果、クッション性が期待したほど向上しないことがある。この空隙率については、立体網状構造体1の用途に応じて、70%〜98%の範囲で適宜設計すると良い。
空隙率=100−{(B÷A)×100}である。Aは樹脂比重に立体網状構造体の容積を掛けたもの、Bは立体網状構造体の重さである。
ここで使用する熱可塑性樹脂としては、PETボトルを粉砕し、フレークとしたものを原料又は主原料とする。しかし、主原料にポリプロピレン等のポリマー或は複数のポリマーをブレンドしたものなど、通常の押出成形機で加工のできる樹脂であれば問題ない。
【0014】
以上の通り、板状体19が得られたら、次に、図4の通り、超音波プラスチックウエルダー20で硬質網状構造部2及び軟質網状盛上げ構造部3を形成する。テーブル22の上に板状体19を置き、上方からローラ24で押圧力を与えつつ、板状体19を所定方向に移動させると、超音波振動子27及び超音波ホーン26からの超音波振動(15〜20kHz)により、超音波ホーン26と板状体19の接触面に摩擦熱が発生し、瞬時に組織が溶融軟化し、ローラ24の押圧力により組織の厚みが減少するとともに、組織が自然冷却によって固化し、硬質網状構造部2となり、同時に、その両側に盛り上り部3aが生じるのである。ローラ吊り下げ部28はローラ24を回転自在に支承するものである。
【0015】
こうして製造された立体網状構造体1は、図5に示す通り、釘、ビス、ねじ等の固定具30を硬質網状構造部2に打ち込むだけで、構造物の壁32に堅固に固定できるのである。また、図6(a),(b)の通り、同一の応力を加えた場合、立体網状構造体1は、板状体19よりも、曲げ剛さが小さくなるので、撓みが大きくなり、曲げやすくなる。したがって、板状体19は曲げることが困難であるが、立体網状構造体1は、簡単に丸めることができるなど、取り扱いが大変便利になる。
【0016】
図7(a),(b)は立体網状構造体1の変更形態である立体網状構造体41であり、平面視で内部領域に単数或いは複数の硬質網状構造部42a,42b(ここでは2個)が形成されている。残りの領域は軟質網状盛上げ構造部43である。つまり硬質網状構造部42a,42bは端末まで形成されずに途中で切れ止まる。これにより「こし」のあるクッション性が実現できる。特に、椅子等の座部材のクッションに好適である。硬質網状構造部42a,42bの位置或いは個数は図示に限定されず、適宜でよい。硬質網状構造部42a,42bの深さも適宜でよい。
【0017】
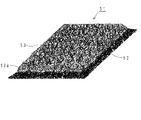
第2実施形態の立体網状構造体51は、図8に示す通り複数の熱可塑性樹脂の連続線条が立体的にランダムに絡まりあって部分的に溶着され法面側端部(図示略)が予め内側よりも圧縮されて密度が高く形成された立体網状構造体であって、超音波振動による摩擦熱により周縁部が軟化し押圧力により厚みが縮小した状態で固化された硬質網状構造枠体52と、盛り上り部53aを備えた軟質網状構造体53とを備えたものである。
【0018】
立体網状構造体51の製造方法は、途中までは、第1実施形態と同様であり、図示及び説明は援用し、異なる部分である超音波加工を説明する。即ち、図9の通り、ローラ24を周縁部に当てて全周囲端縁を押圧してゆくわけである。つまり超音波加工をする範囲を変更したのである。図4の番号とその説明を援用する。
【0019】
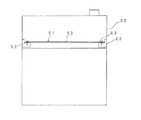
第2実施形態の立体網状構造体51の使用例を図10に示す。燃料タンク60の上部に所定方向(ここでは水平方向)に固定する。立体網状構造体51の硬質網状構造枠体52は係止部材62にビス等の固定具63で固定するだけでよい。
【0020】
図11(a),(b)は切断加工の様子を示す平面図である。図11(a)の通り、超音波加工の際、マージン(バリ)55が発生するので、これを、図11(b)の通り、カッターで切断しトリミングを行う。
【0021】
図12(a)は第1実施形態と第2実施形態を組み合わせた第3実施形態の立体網状構造体71、図12(b)は同第4実施形態の立体網状構造体81である。立体網状構造体71は帯状の硬質網状構造部72と軟質網状盛上げ構造部73と、硬質網状構造枠体74を備えたものである。立体網状構造体81は帯状の硬質網状構造部82と軟質網状盛上げ構造部83と、硬質網状構造枠体84を備えたものである。
【0022】
【発明の効果】
請求項1乃至4の発明によれば、盛り上り部の形成によって、立体網状構造体に独特の「こし」が生じ、クッション性が格段に向上するとともに、何らの特別の処理を行うことなく末端から小片が千切れることが防止され、さらに、曲げ剛さが減少するので、一層曲げやすくなり、作業や取り扱いが大変容易になる。このように、本発明の燃料タンク産業に与える工業的利用価値は絶大である。
【図面の簡単な説明】
【図1】(a)は本発明第1実施形態の立体網状構造体の斜視図、(b)はその正面図である。
【図2】立体網状構造体の製造工程を示す説明図である。
【図3】超音波加工前の立体網状構造体である板状体の斜視図である。
【図4】第1実施形態の立体網状構造体の超音波成形工程を示す説明図である。
【図5】第1実施形態の立体網状構造体の使用例を示す説明図である。
【図6】(a),(b)は、原材料となる板状体と、第1実施形態の立体網状構造体との超音波加工前後の撓みの様子を対比して示す説明図である。
【図7】(a),(b)は、それぞれ、本発明第1実施形態の変更形態の立体網状構造体の平面図及び正面図である。
【図8】本発明第2実施形態の立体網状構造体の斜視図である。
【図9】第2実施形態の立体網状構造体の超音波成形工程を示す説明図である。
【図10】第2実施形態の立体網状構造体の使用例を示す説明図である。
【図11】(a),(b)は第2実施形態の立体網状構造体のトリミングを示す説明図である。
【図12】(a),(b)は、それぞれ、第3実施形態の立体網状構造体及び第4実施形態の立体網状構造体の平面図である。
【符号の説明】
1 立体網状構造体、2 硬質網状構造部、3a 盛り上り部
3 軟質網状盛上げ構造部、4a及び4b 法面側端部
10 口金、12,14 無端コンベア、16,18 無端部材
19 板状体、22 テーブル、24 ローラ
26 超音波ホーン、28 ローラ吊り下げ部
30 固定具、32 壁、41 立体網状構造体
42a,42b 硬質網状構造部、43 軟質網状盛上げ構造部
43a 盛り上り部、51 立体網状構造体
52 硬質網状構造枠体
53a 盛り上り部、53 軟質網状構造体
60 燃料タンク、62 係止部材
63 固定具、55 マージン
71 立体網状構造体、72 硬質網状構造部
73 軟質網状盛上げ構造部、74 硬質網状構造枠体
81 立体網状構造体、82 硬質網状構造部
83 軟質網状盛上げ構造部、84 硬質網状構造枠体
Claims (4)
- 複数の熱可塑性樹脂の連続線条が立体的にランダムに絡まりあって部分的に溶着され少なくとも法面側端部が予め内側よりも圧縮されて密度が高く形成された立体網状構造体であって、超音波振動による摩擦熱により軟化し押圧力により厚みが縮小した状態で固化された帯状の硬質網状構造部を所定間隔又は適宜間隔で形成し、該硬質網状構造部の両側に盛り上り部を備えた、前記硬質網状構造部より嵩高で且つ密度の小さな軟質網状盛上げ構造部を形成したことを特徴とする立体網状構造体を備え、前記硬質網状構造部を燃料タンク内壁の係止部材に固定具で固定した燃料タンクの波消装置。
- 複数の熱可塑性樹脂の連続線条が立体的にランダムに絡まりあって部分的に溶着され法面側端の密度が内側よりも高く形成された板状の立体網状構造体を製造した後、該立体網状構造体を超音波ホーンにより軟化させ、ローラを前記立体網状構造体の法面の上方向から押し付け、該押し付けられた組織を固化させることにより、帯状の硬質網状構造部と、該硬質網状構造部の両側に軟質網状盛上げ構造部とを形成し、前記硬質網状構造部を燃料タンク内壁の係止部材に固定具で固定することを特徴とする燃料タンクの波消装置の製造方法。
- 複数の熱可塑性樹脂の連続線条が立体的にランダムに絡まりあって部分的に溶着され少なくとも法面側端部が予め内側よりも圧縮されて密度が高く形成された立体網状構造体であって、超音波振動による摩擦熱により軟化し押圧力により厚みが縮小した状態で固化された帯状の硬質網状構造部を所定間隔又は適宜間隔で形成し、該硬質網状構造部の両側に盛り上り部を備えた、前記硬質網状構造部より嵩高で且つ密度の小さな軟質網状盛上げ構造部を形成し、超音波振動による摩擦熱により周縁部が軟化し押圧力により厚みが縮小した状態で固化された硬質網状構造枠体を備え、該硬質網状構造枠体を燃料タンク内壁の係止部材に固定具で固定したことを特徴とする燃料タンクの波消装置。
- 複数の熱可塑性樹脂の連続線条が立体的にランダムに絡まりあって部分的に溶着され法面側端の密度が内側よりも高く形成された板状の立体網状構造体を製造した後、該立体網状構造体を、超音波ホーンにより軟化させつつ、ローラで前記立体網状構造体の法面の上方向から押し付け、該押し付けられた組織を固化させて前記立体網状構造体の周縁に硬質網状構造枠体を形成し、超音波振動による摩擦熱により軟化し押圧力により厚みが縮小した状態で固化された帯状の硬質網状構造部を所定間隔又は適宜間隔で形成し、該硬質網状構造部の両側に盛り上り部を備えた、前記硬質網状構造部より嵩高で且つ密度の小さな軟質網状盛上げ構造部を形成し、前記硬質網状構造枠体を燃料タンク内壁の係止部材に固定具で固定することを特徴とする燃料タンクの波消装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002062077A JP3963742B2 (ja) | 2002-03-07 | 2002-03-07 | 立体網状構造体及び立体網状構造体製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002062077A JP3963742B2 (ja) | 2002-03-07 | 2002-03-07 | 立体網状構造体及び立体網状構造体製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003268668A JP2003268668A (ja) | 2003-09-25 |
| JP3963742B2 true JP3963742B2 (ja) | 2007-08-22 |
Family
ID=29196032
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002062077A Expired - Fee Related JP3963742B2 (ja) | 2002-03-07 | 2002-03-07 | 立体網状構造体及び立体網状構造体製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3963742B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006273131A (ja) * | 2005-03-29 | 2006-10-12 | Shiienji:Kk | 消波材を備える燃料タンク、燃料タンク消波材及びそれらの製造方法 |
| JP6121953B2 (ja) * | 2014-08-07 | 2017-04-26 | 株式会社シーエンジ | 立体網状製品、立体網状製品製造装置及び立体網状製品製造方法 |
| JP6495709B2 (ja) * | 2015-03-26 | 2019-04-03 | 常陽化成株式会社 | 床構造 |
| JP6738103B2 (ja) * | 2019-03-07 | 2020-08-12 | 常陽化成株式会社 | 土間構造 |
-
2002
- 2002-03-07 JP JP2002062077A patent/JP3963742B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003268668A (ja) | 2003-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3911546B2 (ja) | 非延伸、強靭、耐久的溶融接着可能なマクロデニール熱可塑性プラスチック多成分フィラメント | |
| JP3834601B2 (ja) | 非延伸状態で強靭であり、耐久性溶融結合可能なマクロデニールの熱可塑性多成分フィラメント | |
| EP1161583B1 (en) | High strength nonwoven fabric and process for making | |
| MXPA01007863A (es) | Articulo moldeado de resina que tiene una estructura de resorte y metodo para prooducir el articulo moldeado de resina. | |
| JP6253238B2 (ja) | 清掃用シート及びその製造方法 | |
| JP2003112661A (ja) | 車両用外装材及びそれを用いた外装品並びにその成形方法 | |
| TWI339113B (en) | Disposable cleaning implement | |
| JP3963742B2 (ja) | 立体網状構造体及び立体網状構造体製造方法 | |
| AU3677400A (en) | Disposable wiping-out implement and production method therefor | |
| CA3040477C (en) | Nonwoven composite | |
| EP2152947A1 (en) | An air-laid non-woven fibre product comprising fibres of recycled material | |
| JP5843494B2 (ja) | 複合シート及びその製造方法 | |
| JPH0911374A (ja) | 繊維集合体及び断熱吸音材 | |
| JP2013072162A (ja) | 繊維シート及びその製造方法 | |
| WO2018102004A1 (en) | Process for forming a nonwoven composite | |
| JP2004322996A (ja) | 消波材を備える燃料タンク、燃料タンク消波材及びそれらの製造方法 | |
| JP2006273131A (ja) | 消波材を備える燃料タンク、燃料タンク消波材及びそれらの製造方法 | |
| JP3935815B2 (ja) | リサイクルマットの形成方法、リサイクルマット、および自動車内装材 | |
| JPH08209514A (ja) | 繊維成形体およびその製造法 | |
| JPH04288113A (ja) | 掃除用シート及びその製造方法 | |
| JPH04312430A (ja) | 掃除用シート及びその製造方法 | |
| JPH08337956A (ja) | 集合繊維構造体 | |
| JP2004268381A (ja) | 自動車用カーペットの廃材繊維分からなる成形品の製造方法 | |
| JPH0921054A (ja) | 立体網状体の連結構造物 | |
| JPH08188951A (ja) | 吸音材及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050304 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3963742 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130601 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160601 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |