JP3875318B2 - 内圧が制御されるタイヤ用金型 - Google Patents
内圧が制御されるタイヤ用金型 Download PDFInfo
- Publication number
- JP3875318B2 JP3875318B2 JP25322696A JP25322696A JP3875318B2 JP 3875318 B2 JP3875318 B2 JP 3875318B2 JP 25322696 A JP25322696 A JP 25322696A JP 25322696 A JP25322696 A JP 25322696A JP 3875318 B2 JP3875318 B2 JP 3875318B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- tire
- crown
- sector
- tread
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000465 moulding Methods 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 2
- 238000000034 method Methods 0.000 claims description 2
- 239000012528 membrane Substances 0.000 description 3
- 238000004073 vulcanization Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/54—Compensating volume change, e.g. retraction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0605—Vulcanising presses characterised by moulds integral with the presses having radially movable sectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
- B29D30/0629—Vulcanising moulds not integral with vulcanising presses with radially movable sectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/005—Compensating volume or shape change during moulding, in general
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Tyre Moulding (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
【発明が属する技術分野】
本発明は、タイヤ又はタイヤを再生するための環状トレッドを製造するための金型に関する。
【0002】
【従来の技術及び発明が解決しようとする課題】
このような金型は、極めて類似した構造を有する。主な相違は、タイヤの側壁を成形するための横方向シェルの有無である。一方、いずれの用途でも、トレッドを成形するためのセクタの周縁クラウンと、トレッドの内側底面を成形するための膜(メンブレーン)又は剛性ハブとが設けられている。
剛性ハブの使用は、例えば、欧州特許出願公報第242840号に説明されている。このタイヤ用金型の完全に剛性の構造は、得られる幾何形状が高品質(任意の横方向位置における優れた円形性等)であるので、成形タイヤの品質に関して数多くの利点を有する。しかしながら、所定の体積の新生タイヤの成形には、極めて厳密な精度の確保が必要とされる。他方、完全に剛性の金型では、温度上昇によるゴムの膨張は、極めて大きな圧力上昇を引き起こし、金型の一部を損傷しかねない。
【0003】
ゴムの膨張による内部圧力の増加は、膜付きの金型の内部キャビティで成形する場合にも危険なものとなり得る。これは、例えばブルドーザや耕作機のタイヤ等、ゴムの体積が極めて大きい場合に特にあてはまる。トレッドのゴムの膨張は、隔膜の成形圧力を超える圧力を引き起こしてタイヤのクラウンブロックのプライを圧縮し、凹み磨損等の損傷が生じる。
本発明の目的は、金型の内部キャビティ内の圧力増加を容易に制御し得るようにすることである。
【0004】
【課題を解決するための手段】
本発明の金型によれば、上記目的を達成することができる。本発明の金型は、成形が膜を用いてなされるか或いは剛性ハブ上でなされるかに拘わりなく、有効であることが分かっている。
本発明によるタイヤ用又はタイヤの環状トレッド用の金型は、前記トレッドの外部を成形するために半径方向に移動する多数のセクタであって、該セクタの半径方向外側に配設された截頭円錐形座部に作用し、かつ、金型内の閉鎖位置からのセクタの後退を可能にするクラウンの軸方向移動により閉鎖されるセクタと、前記セクタと前記クラウンとの間にある少なくとも1つの環状要素であって、半径方向内側に位置して金型の閉鎖時に固定係合状態でセクタの座部に押しつけられるようになった截頭円錐形状の第1の支持面と、制御された軸方向力で当接するクラウンの対応面の支持部を非固定係合状態で支持するようになった截頭円錐形状の第2の支持面とを有する環状要素と、を含む。
【0005】
好ましい実施形態によれば、環状要素は、金型の閉鎖時に環状要素とクラウンとの間の軸方向相対移動を阻止するためにクラウンの対応面にぴったり合うようにになった第3の支持面を更に含む。
セクタ座部の半径方向外側に配置された環状要素は、円周方向の膨張に対するそれ自体の抵抗により、及び、第2の支持面に対するクラウンの支持によりセクタ座部の後退移動に抗する。しかしながら、金型キャビティの内部圧力が所定値を超えると、環状要素の第2の支持面とクラウンの対応面との係合が固定されていないので、環状要素が受ける膨張力によりクラウンが軸方向に後退し、その結果、環状要素の円周方向の膨張とセクタの半径方向後退移動とが生じる。
クラウンが軸方向に後退し始める圧力値は、クラウンに加わる軸方向力のレベルにより、調節される。好ましくは、本発明による金型は、タイヤの又はタイヤの環状トレッドの半径方向内側底面の成形が剛性ハブ上で行われるように構成される。
【0006】
本発明は、また、クラウンとセクタとの間に配設されて金型キャビティの内部圧力が所定値を超えたときセクタをその閉鎖位置から後退させる環状要素を備えた金型を使用する、タイヤ又はタイヤ用トレッドの製造方法に関する。
【0007】
【発明の実施の形態】
以下、本発明を具現する方法を示して本発明の利点の全ての理解を可能とする添付図面を参照して、本発明を説明する。
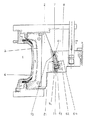
図1は、本発明による環状トレッド用の金型1の概略子午線断面図である。
この金型は、環状トレッドの半径方向外面を成形するための要素3を有するセクタ2と、剛性金属ハブ4とから成る。ハブユニット4と成形要素3とは、金型1の内側キャビティ5を構成する。
セクタ2に対して半径方向外側に位置して軸方向に移動可能なクラウン6が、環状要素7を介してセクタ2の半径方向外側の截頭円錐形座部21と係合することにより、セクタ2を閉鎖することができる。この環状要素7は、半径方向内側のセクタ2と、半径方向外側のクラウン6の内側部分とに係合する。クラウン6の移動は、調節可能な作用力Fを用いて例えばジャッキ(図示せず)により、行われる。
【0008】
環状要素7は、略台形の断面を有する。該要素は、
− 例えば約5乃至6度の傾斜角を有してセクタ2の対応截頭円錐形座部21との係合を固定するように構成された、半径方向内側の截頭円錐形の第1の支持面71と、
− 例えば16度以上の傾斜角を有してクラウン6の対応截頭円錐形面62との係合を固定しないように構成された、半径方向外側の截頭円錐形の第2の支持面72と、
− 基本的に金型の軸線に対して垂直であり、クラウン6の対応面63とぴったり合って環状要素7とクラウン6との間の相対軸方向移動を規制するように構成された第3の支持面73と、
− 基本的に金型の軸線に対して垂直であり、金型1の開放時に環状要素7の後退を保証するようにクラウン6の対応面64が当接する第4の支持面74と、
を備えている。
【0009】
以下、金型の動作について説明する。先ず、キャビティ5内に非加硫環状トレッドを配置した後、クラウン6を軸方向前方に漸次移動させて閉鎖力Fを漸次増加させることにより、金型1を閉鎖する。次に、環状要素7の第2の支持面72及び第3の支持面73をクラウン6に当接させる。環状要素7の第1の支持面71は、セクタ2の截頭円錐形座部21と漸次係合して、通常の仕方でセクタ2を閉鎖させて金型1のキャビティ5を閉鎖する。
金型の閉鎖後、ゴムの温度を、摂氏約20度から加硫温度の摂氏約160度まで上昇させる。従って、温度差は、摂氏で約140度に達する。キャビティ内のゴムの体積はキャビティの容積に実質的に対応するように決定されているので、ゴムの体積が膨張することにより、金型1のキャビティ5の内圧が漸次増加する。この内圧の増加に対応して、セクタ2にかかる半径方向膨張力が増加し、従って、環状要素7を介してクラウン6にかかる円周方向膨張力が増加する。所定の圧力しきい値を超えると、環状要素7の第2の支持面72とクラウン6の対応面62との係合は固定されていないので、クラウン6に加わる閉鎖力F並びに第2の支持面72とクラウン6の対応面62との間の摩擦力とに打ち勝つと、クラウン6の軸方向の後退移動が生じる。このクラウン6の軸方向後退移動により、環状要素7の第3の支持面73とクラウン6の対応面63との間の支持が解除され、環状要素7の円周方向の膨張及びセクタ2の半径方向の後退が可能となる。
【0010】
クラウン6の最初の軸方向後退移動が生じると、環状要素7の第2の支持面72に対するこのクラウン6による支持力は、それ以上増加せず、クラウン6にかかる力Fの関数となる値で実質的に一定のままである。その結果、環状要素7の円周方向膨張における剛性のみが、キャビティ5の内圧の新たな増加に対抗することになる。予め、環状要素7とクラウン6の円周方向膨張における剛性は、セクタ2の半径方向後退移動に対抗するように組み合わされており、クラウン6の円周方向膨張における剛性が極めて大きいので、セクタ2の半径方向後退移動は不可能である。一方、クラウン6が軸方向に後退した後、キャビティ5内のゴムが更に膨張すると、セクタ2の後退によりキャビティの容積が増加するために、内圧は僅かに増加する。
【0011】
環状要素7の円周方向膨張における剛性は、通常レベルの閉鎖力Fと協働して金型1の内圧の増加が許容値に限定され得るように、選定される。
クラウン6の軸方向後退移動が生じ始めるキャビティ5の内圧のしきい値は、クラウン6に加わる軸方向力Fの値を調節することにより、調節可能である。
環状トレッドの成形及び加硫が完了すると、クラウン6を軸方向に後退させることにより、金型のキャビティを開放する。この移動の結果、環状要素7の面74に当接するクラウン6の面64により、環状要素7が後退する。セクタ2も公知の手段により半径方向に後退させ、金型からトレッドを除去する。
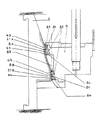
図2は、本発明による第2の実施形態を示す。ここでは、セクタ2は、互いに軸方向と半径方向にずれて位置する2つの截頭円錐形座部21Aと21Bとを備えているが、セクタ2の全体形状は、そのままである。クラウン6は、断面略台形の2つのリング8A、8Bから成る環状要素8を収容する2つのハウジングを備えている。セクタ2の2つの截頭円錐形座部21A、21Bとの係合は第1の截頭円錐形支持面81を介して行われ、クラウン6上での支持は第2の支持面82と第3の支持面83とを介して行われる。先の実施形態と同様、第1の支持面81の傾斜角はセクタの截頭円錐形座部との係合が固定されるように構成され、一方第2の支持面82の傾斜角はクラウンとの係合が固定されないように構成される。金型の閉鎖時は、環状要素8が面82及び83を介してクラウン6上に支持され、この環状要素8が円周方向に膨張するのを実質的に妨げている。
【0012】
先の実施形態と同様、金型1のキャビティ5の内圧がしきい値を超えると、クラウン6が軸方向に後退して環状要素8A、8Bとクラウン6の対応面63との間の支持を消失せしめ、環状要素8A、8Bの円周方向の膨張とセクタ2の半径方向の後退移動を可能にする。これにより、キャビティ5内の圧力値を許容値に限定することができる。
クラウン6の後退時は、環状要素7又は8の面74又は84と対応面64又は65とが接触することにより、環状要素と截頭円錐形座部21との係合が解放されるので、クラウン6全体が後退してセクタ2の半径方向後退移動が可能となる。
面84及び64は、環状リング8A又は8Bがクラウン6の面63に当接したときに、成形中予想される膨張値を考慮した十分な距離だけ離間されている。
【0013】
2つのリング8A、8Bは、好ましくは、金型1の対称面の両側に位置決めされ、セクタ2の半径方向後退時にセクタ2の転倒トルクと平衡するように計算された断面を有する。
【図面の簡単な説明】
【図1】本発明による金型の子午線断面図。
【図2】環状要素の第2の実施形態を示す図1の詳細図。
【符号の説明】
1……金型
2……セクタ
4……剛性ハブ
6……クラウン
7、8……環状要素
21……座部
71、81……第1の支持面
72、82……第2の支持面
73、83……第3の支持面
Claims (5)
- タイヤ用又はタイヤの環状トレッド用の金型(1)において、
前記トレッドの外面を成形するために半径方向に移動する複数のセクタ(2)であって、該セクタ(2)の半径方向外側に配設された截頭円錐形座部(21)に作用し、かつ、金型(1)内の閉鎖位置からセクタ(2)の後退を可能にするクラウン(6)の軸方向移動により閉鎖される複数のセクタ(2)と、
前記セクタ(2)と前記クラウン(6)との間にある少なくとも1つの環状要素(7、8)であって、半径方向内側に位置して金型(1)の閉鎖時に固定係合状態でセクタ(2)の截頭円錐形座部(21)に押しつけられるようになった截頭円錐形の第1の支持面(71、81)と、制御された軸方向力で当接するクラウン(6)の対応面(62)の支持部を非固定係合状態で支持するようになった截頭円錐形の第2の支持面(72、82)とを有する環状要素と、
を含む、ことを特徴とするタイヤ用又はタイヤの環状トレッド用の金型(1)。 - 環状要素(7、8)が、金型(1)の閉鎖時に環状要素(7、8)とクラウン(6)との間の軸方向相対移動を阻止するためにクラウン(6)の対応面(63)にぴったり合うようになった第3の支持面(73、83)を更に含む、ことを特徴とする請求項1記載のタイヤ用又はタイヤの環状トレッド用の金型(1)。
- 環状要素(7、8)の第2の支持面(72、82)とクラウン(6)の対応支持面(62)とが、截頭円錐形であり、金型の軸線に対して最小で16度の傾斜角を成す、ことを特徴とする請求項1又は2に記載のタイヤ用又はタイヤの環状トレッド用の金型(1)。
- タイヤの又はタイヤの環状トレッドの半径方向内側底面の成形が、剛性ハブ(4)上で行われる、ことを特徴とする請求項1乃至3のいずれか1項に記載のタイヤ用又はタイヤの環状トレッド用の金型(1)。
- 請求項1乃至4のいずれか1項に記載の金型(1)を使用する、ことを特徴とするタイヤ又はタイヤ用トレッドの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9511364A FR2739055A1 (fr) | 1995-09-26 | 1995-09-26 | Moule pour pneumatique a pression interne controlee |
| FR9511364 | 1995-09-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09123173A JPH09123173A (ja) | 1997-05-13 |
| JP3875318B2 true JP3875318B2 (ja) | 2007-01-31 |
Family
ID=9482993
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP25322696A Expired - Fee Related JP3875318B2 (ja) | 1995-09-26 | 1996-09-25 | 内圧が制御されるタイヤ用金型 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5814263A (ja) |
| EP (1) | EP0767050B1 (ja) |
| JP (1) | JP3875318B2 (ja) |
| BR (1) | BR9603881A (ja) |
| DE (1) | DE69606251T2 (ja) |
| FR (1) | FR2739055A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8266465B2 (en) | 2000-07-26 | 2012-09-11 | Bridgestone Americas Tire Operation, LLC | System for conserving battery life in a battery operated device |
| US7161476B2 (en) | 2000-07-26 | 2007-01-09 | Bridgestone Firestone North American Tire, Llc | Electronic tire management system |
| CN103501981B (zh) | 2011-04-30 | 2016-08-17 | 米其林研究和技术股份有限公司 | 用于联接胎面的方法和装置 |
| MX2013015365A (es) | 2011-06-30 | 2014-02-11 | Michelin & Cie | Metodos y aparatos para instalacion de un anillo de rodadura en una carcasa de neumatico. |
| FR3024074B1 (fr) * | 2014-07-25 | 2016-09-02 | Michelin & Cie | Moule de vulcanisation pour pneumatique a fermeture optimisee |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3682576A (en) * | 1971-02-10 | 1972-08-08 | Eagle Picher Ind Inc | Segmented mold |
| US3922122A (en) * | 1971-12-17 | 1975-11-25 | Pirelli | Apparatus for molding an embossed pattern on the peripheral band of a toroidal article, in particular on tire treads |
| DE2254334C3 (de) * | 1972-11-07 | 1978-08-24 | Marangoni Meccanica S.P.A., Rovereto (Italien) | Vulkanisierform für Luftreifen |
| GB1473649A (en) * | 1973-07-12 | 1977-05-18 | Dunlop Ltd | Tyre moulds |
| FR2306070A1 (fr) * | 1975-04-02 | 1976-10-29 | Deshors Jacques | Moule a segments pour la vulcanisation de pneumatiques radiaux |
| FR2342153A1 (fr) * | 1976-02-24 | 1977-09-23 | Kleber Colombes | Moule a secteurs |
| HUT49071A (en) * | 1987-12-16 | 1989-08-28 | Taurus Gumiipari Vallalat | Mould carrying and actuating device for vulcanizing radial tyres |
| FR2678862B1 (fr) * | 1991-07-10 | 1993-10-08 | Michelin & Cie | Moule pour pneumatique et procede de moulage de pneumatique utilisant un tel moule. |
| DE69301281T2 (de) * | 1992-07-02 | 1996-05-30 | Michelin & Cie | Reifenform, Verfahren zu deren Herstellung und Reifenformverfahren mit Hilfe einer solchen Form |
| DE4301348A1 (de) * | 1993-01-20 | 1994-07-21 | Continental Ag | Verfahren und Vorrichtung zum Vulkanisieren von Fahrzeugluftreifen |
| US5585064A (en) * | 1994-07-20 | 1996-12-17 | The Goodyear Tire & Rubber Company | Ventless segmented tire mold and method therefore |
| DE4439180A1 (de) * | 1994-11-03 | 1996-05-09 | Continental Ag | Reifenheizform zur Herstellung von Fahrzeug-Luftreifen mit einem eine gleichmäßige Schließkraft ausübenden Schließring |
-
1995
- 1995-09-26 FR FR9511364A patent/FR2739055A1/fr active Pending
-
1996
- 1996-09-12 EP EP96114614A patent/EP0767050B1/fr not_active Expired - Lifetime
- 1996-09-12 DE DE69606251T patent/DE69606251T2/de not_active Expired - Lifetime
- 1996-09-19 US US08/716,000 patent/US5814263A/en not_active Expired - Lifetime
- 1996-09-25 BR BR9603881A patent/BR9603881A/pt not_active Application Discontinuation
- 1996-09-25 JP JP25322696A patent/JP3875318B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE69606251D1 (de) | 2000-02-24 |
| DE69606251T2 (de) | 2000-06-21 |
| US5814263A (en) | 1998-09-29 |
| JPH09123173A (ja) | 1997-05-13 |
| BR9603881A (pt) | 1998-06-02 |
| FR2739055A1 (fr) | 1997-03-28 |
| EP0767050A1 (fr) | 1997-04-09 |
| EP0767050B1 (fr) | 2000-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100326193B1 (ko) | 타이어트레드용몰드와타이어몰딩방법 | |
| EP0726174B1 (en) | Pneumatic tyre and method of making the same | |
| US5492669A (en) | Tire mold and method of molding the tire | |
| EP1629963B1 (en) | Tire curing bladder | |
| US9724884B2 (en) | Equipment for moulding and curing a green tyre | |
| JP3875318B2 (ja) | 内圧が制御されるタイヤ用金型 | |
| EP2072206B1 (en) | Tire curing bladder | |
| JP3875329B2 (ja) | タイヤのリキャッピングのための環状トレッド用硬質コア金型 | |
| US5180592A (en) | Self-locking sector-type mold for the vulcanization of tires | |
| JP6605738B2 (ja) | タイヤ加硫装置及びタイヤ加硫装置の組み立て方法 | |
| EP1125709B1 (en) | Mold for vulcanization and tire vulcanization method | |
| US4060357A (en) | Pneumatic tire manufacture | |
| EP2983903B1 (en) | Process and vulcanising mould for manufacturing tyres for vehicle wheels | |
| JP3053194B2 (ja) | タイヤの成形方法及び該方法を実施するための金型 | |
| JP6738426B2 (ja) | タイヤ加硫金型、タイヤ加硫装置及びタイヤの製造方法 | |
| EP1629962B1 (en) | Tire curing bladder | |
| WO2018029730A1 (ja) | タイヤ加硫金型、タイヤ加硫装置及びタイヤの製造方法 | |
| JPS6243303A (ja) | 自動車車輪 | |
| JPH1076527A (ja) | タイヤ加硫用金型および該タイヤ加硫用金型により製造されたタイヤ | |
| US1673525A (en) | Tire mold | |
| JP3950008B2 (ja) | タイヤの成形型 | |
| JP2000153527A5 (ja) | ||
| WO2019039169A1 (ja) | 重荷重用タイヤ加硫用金型、重荷重用タイヤの製造方法及び重荷重用タイヤ | |
| JP4368164B2 (ja) | タイヤの成形型 | |
| JP4138162B2 (ja) | タイヤ加硫用の割金型装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060703 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060926 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061026 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091102 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101102 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111102 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121102 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131102 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |