JP3796279B2 - 品物のタグ付けにおける又はこれに関する改良 - Google Patents
品物のタグ付けにおける又はこれに関する改良 Download PDFInfo
- Publication number
- JP3796279B2 JP3796279B2 JP5276795A JP5276795A JP3796279B2 JP 3796279 B2 JP3796279 B2 JP 3796279B2 JP 5276795 A JP5276795 A JP 5276795A JP 5276795 A JP5276795 A JP 5276795A JP 3796279 B2 JP3796279 B2 JP 3796279B2
- Authority
- JP
- Japan
- Prior art keywords
- tag
- item
- sensitive adhesive
- sticking
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- G—PHYSICS
- G08—SIGNALLING
- G08B—SIGNALLING OR CALLING SYSTEMS; ORDER TELEGRAPHS; ALARM SYSTEMS
- G08B13/00—Burglar, theft or intruder alarms
- G08B13/22—Electrical actuation
- G08B13/24—Electrical actuation by interference with electromagnetic field distribution
- G08B13/2402—Electronic Article Surveillance [EAS], i.e. systems using tags for detecting removal of a tagged item from a secure area, e.g. tags for detecting shoplifting
- G08B13/2428—Tag details
- G08B13/2437—Tag layered structure, processes for making layered tags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/08—Label feeding
- B65C9/18—Label feeding from strips, e.g. from rolls
- B65C9/1803—Label feeding from strips, e.g. from rolls the labels being cut from a strip
- B65C9/1807—Label feeding from strips, e.g. from rolls the labels being cut from a strip and transferred directly from the cutting means to an article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/40—Controls; Safety devices
- B65C9/42—Label feed control
-
- G—PHYSICS
- G08—SIGNALLING
- G08B—SIGNALLING OR CALLING SYSTEMS; ORDER TELEGRAPHS; ALARM SYSTEMS
- G08B13/00—Burglar, theft or intruder alarms
- G08B13/22—Electrical actuation
- G08B13/24—Electrical actuation by interference with electromagnetic field distribution
- G08B13/2402—Electronic Article Surveillance [EAS], i.e. systems using tags for detecting removal of a tagged item from a secure area, e.g. tags for detecting shoplifting
- G08B13/2428—Tag details
- G08B13/2437—Tag layered structure, processes for making layered tags
- G08B13/244—Tag manufacturing, e.g. continuous manufacturing processes
-
- G—PHYSICS
- G08—SIGNALLING
- G08B—SIGNALLING OR CALLING SYSTEMS; ORDER TELEGRAPHS; ALARM SYSTEMS
- G08B13/00—Burglar, theft or intruder alarms
- G08B13/22—Electrical actuation
- G08B13/24—Electrical actuation by interference with electromagnetic field distribution
- G08B13/2402—Electronic Article Surveillance [EAS], i.e. systems using tags for detecting removal of a tagged item from a secure area, e.g. tags for detecting shoplifting
- G08B13/2428—Tag details
- G08B13/2437—Tag layered structure, processes for making layered tags
- G08B13/2442—Tag materials and material properties thereof, e.g. magnetic material details
-
- G—PHYSICS
- G08—SIGNALLING
- G08B—SIGNALLING OR CALLING SYSTEMS; ORDER TELEGRAPHS; ALARM SYSTEMS
- G08B13/00—Burglar, theft or intruder alarms
- G08B13/22—Electrical actuation
- G08B13/24—Electrical actuation by interference with electromagnetic field distribution
- G08B13/2402—Electronic Article Surveillance [EAS], i.e. systems using tags for detecting removal of a tagged item from a secure area, e.g. tags for detecting shoplifting
- G08B13/2428—Tag details
- G08B13/2437—Tag layered structure, processes for making layered tags
- G08B13/2445—Tag integrated into item to be protected, e.g. source tagging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/906—Roll or coil
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1054—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing and simultaneously bonding [e.g., cut-seaming]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1084—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing of continuous or running length bonded web
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1317—Means feeding plural workpieces to be joined
- Y10T156/1322—Severing before bonding or assembling of parts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12465—All metal or with adjacent metals having magnetic properties, or preformed fiber orientation coordinate with shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12556—Organic component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12556—Organic component
- Y10T428/12562—Elastomer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12556—Organic component
- Y10T428/12569—Synthetic resin
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2804—Next to metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2839—Web or sheet containing structurally defined element or component and having an adhesive outermost layer with release or antistick coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31692—Next to addition polymer from unsaturated monomers
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Automation & Control Theory (AREA)
- Computer Security & Cryptography (AREA)
- Electromagnetism (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Labeling Devices (AREA)
- Burglar Alarm Systems (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Package Frames And Binding Bands (AREA)
- Medicines Containing Plant Substances (AREA)
- Medicines Containing Material From Animals Or Micro-Organisms (AREA)
- Meat, Egg Or Seafood Products (AREA)
- Surgical Instruments (AREA)
- Bag Frames (AREA)
- Ultra Sonic Daignosis Equipment (AREA)
- Confectionery (AREA)
- Vending Machines For Individual Products (AREA)
- Adhesive Tapes (AREA)
- Transition And Organic Metals Composition Catalysts For Addition Polymerization (AREA)
Description
【産業上の利用分野】
この発明は、品物のタグ付けに関し、より詳しくは、タグの存在を電子式品物監視技術によって検出できるようにするために、品物にタグを貼着することに関する。
【0002】
【従来の技術および問題点】
小売店では、検出器によって検出することのできる電磁気センサ材料で作られたタグを品物を付けることが知られている。通常、販売の時点で、レジ係が品物からタグを取り除く。その代わりに、レジ係がタグを不活性化させるか或いは検出器をバイパスさせる。しかしながら、泥棒が品物を盗むためにレジ係を避しようとしたら、泥簿は、タグの存在を検出して警報を鳴らす検出器を必然的に通過しなればならない。これまで、タグは、一般的に、手で或いは感圧粘着ラベルを貼着するのに用いられる種類の手動式貼着器を用いて、店で貼着されてきた。このような貼着器は、貼着器により担持テープから品物に移される剥離可能なデバイスを担持するシリコン製剥離紙あるいはライナでの形をした担持テープと共に用いられる。このことは、特に、時間を要し、また、高価である。かくして、衣類、コンパクトデスク、ビデオ、香水、本、酒のような特に高価な物だけにタグ付けされる傾向にある。しかしながら、タグは、一般的に、相当に目に付き易く、それ故、泥棒が取り除くことができる。
【0003】
【発明が解決しようとする課題】
源で、つまり、品物の製造中に、あるいは、品物用包装の製造中に、あるいは、品物を包装しているときに、品物にタグを貼着する企てが行われてきている。このような企ては、本質的に、上述した種類の感圧粘着ラベル器を自動化することを含む。しかしながら、このようなシステムは、担持テープから剥離可能なデバイスを分離し、剥離可能なデバイスを取り去った担持テープを巻上げ、また、デバイスを品物に貼着することが必要であるので、今もって高価である。更に、このシステムは、最も良くとも、1秒当たり3又は4枚のデバイスしか貼着することができず、それ故、品物製造ラインあるいは品物包装ラインを、付随するコスト上の欠点を伴って減速しなければならなかった。
【0004】
本発明の目的は、品物に、源で、タグを自動的に、安価に且つ迅速に付けることができるようにすることにある。
【0005】
【課題を解決するための手段】
本発明の一つの局面によれば、品物の存在を検出可能にするために品物に付けるためのタグの製造用タグ材料であって、前記タグ材料が、感圧粘着組成物で被覆された第1の面と、剥離剤で被覆され、前記第1の面とは反対側の第2の面とを有する感圧粘着テープの形であり、該テープは、合成樹脂材料の連続する基材と、検出器によって検出可能な連続する電磁気センサ材料とを有する、ことからなるタグ材料が提供される。
【0006】
一つの具体例によれば、上記電磁気センサ材料は、感圧粘着組成物によって、基材に粘着される。
この場合、連続的な交互の磁気的インタロゲーション・フィールド(interrogation field) に晒されたときに、例えばパーマロイ金属と、鉄、ニッケル或いはコバルトのアモルファス合金のような高透磁率および低い飽和保磁力を有するリボンの形であってもよい電磁気センサ材料を、交互の磁気インタロゲーション・フィールドによって、引き続き磁気飽和にさせ及び磁気飽和でなくさせる。このことは、インタロゲーション・フィールドに関連した同調周波数で他の磁界を作るようなインタロゲーション・フィールドの攪乱の原因になる。これら他の磁界によって表される信号は、検出可能である。リボンの材料が、そのような交互の磁気的インタロゲーション・フィールドを受け、続いて、そのような方法で反応しないように非活性化されると、上述の方法で反応するように活性化できるような材料であることが好ましい。この種のスイッチ可能な材料はこの業界で周知であり、また、例えば、米国特許第 5,029,291号、同第 5,121,103号、同第 5,206,626号、同第 5,304,983号、同第 5,126,270号において、また、1992年9月のIEEE Transactions on Magneticsの2772頁に「Asymmetric Hysteresis Loops in Cobalt-based Ferromagnetic Alloys」と名付けられたK H Shin、C D Graham Jr.、P Y Zhouによる論文の中で説明されている(この全てのものをここに援用する。)
【0007】
他の具体例において、電磁気センサ材料は、薄膜技術を組み込む種類のものであってもよい。例えば、センサ材料は、連続した薄い金属フィルムと、合成樹脂材料のフィルムのいずれかの側に粘着した孔明き金属フィルムとからなっていてもよい。孔明き金属フィルムは、次いで、基材の一方の面にラミネートされ、剥離剤が基材の反対側の面に被覆され、感圧粘着組成物が、連続した金属フィルム上に被覆される。このような材料は、例えば、Esselte Metoによって市販されている。先の具体例のように、電磁気センサ材料は、パーマロイあるいはアモルファス金属合金を含む。
【0008】
感圧粘着テープの基材は、通常、例えば、30ないし60ミクロンの厚さおよび2ないし10mmの幅、好ましくは4mmより小さくない幅とを有する合成樹脂材料の薄いベースフィルムの形である。このベースフィルムのプラスチック材料は、一般的に、一軸あるいは二軸に延伸されており、適当な強さと寸法安定性を有するならば、任意の熱可塑性プラスチック材料をベースフィルムのために用いることができる。好ましくは、ベースフィルムは、一軸延伸ポリプロピレンあるいはポリエステルで作られる。
【0009】
任意の適当な感圧粘着組成物を用いることができる。例えば、天然或いは合成ゴムあるいはアクリル系コーポリマであってもよい。水性あるいは溶媒ベースのアクリルコーポリマを用いることができるが、粘着剤は、天然ゴム樹脂溶媒ベースの系であるのが好ましい。
【0010】
通常は、感圧粘着組成物の定着を促進するために、感圧粘着組成物とベースフィルムの面との間に下塗剤が設けられる。感圧組成物で被覆されていないベースフィルムの面は、一般的に、シリコン剥離ラッカーのような剥離剤で被覆される。
【0011】
本発明の第1の局面のタグ材料は、ベースフィルム材料のウエブの一方の面を感圧粘着組成物で被覆し、他方の面を剥離剤で被覆することによって作ることができる。次いで、被覆されたウエブは、第1の切断段階で、幅広のストリップに長手方向に切断され、このストリップは、次いで、第2の切断段階で、幅狭のテープに長手方向に切断される。各切断段階で、間隔を隔てた複数の切断エッジが用いられる。第2の切断段階で幅広のストリップを切断するときに、幅広のストリップの各々に電磁気センサ材料のリボンが供給され、その結果、リボンは、各対の隣接する切断エッジ間に進んで、テープの感圧粘着組成物によって、結果物としてのテープに効果的に粘着される。テープは、リボンが感圧粘着組成物の全てを覆うことのない十分な幅のものであり、そのため、テープをリールに巻き上げて、品物に粘着できるようにするのに十分な粘着面を利用できる。
【0012】
タグ材料は、直線で1,000 ないし50,000メートル、好ましくは、25,000メートルの長さでリールに横に巻かれる。このタグ材料は、タグ材料をリールに巻き上げるときに、剥離紙を含む必要がない点で、自己巻回である。
【0013】
本発明の第2の局面によれば、
(i)既に定義したようなタグ材料を用意する工程と、
(ii) 品物の進路に沿って品物を移動させる工程と、
(iii) 品物の進路と合流するタグ材料の進路に沿ってタグ材料を移動させる工程と、
(iv) タグ材料を所定長さに切断して、タグを形成する工程と、
(v)感圧粘着組成物によって、タグを品物に粘着させる工程と、からなる品物の存在を検出可能にする手段を品物に付着させる方法を提供する。
【0014】
本発明のこの局面に従って品物にタグを粘着するときには、品物は生産物それ自体であってもよく、この場合には、タグは生産物に直接粘着される。あるいは、品物は、生産物用の包装であってもよく、この場合には、品物が包装材料に入れられるか包装材料に組み込まれる。いかなる場合でも、そうでなければ販売の地点に行く前に泥棒が取り除くことができるので、直ちに視認できないように、タグを配置するのが好ましい。例えば、タグを生産物に直接貼着してもよく、また、タグを見えなくするためにラベルで覆ってもよい。その代わりに、ラベルを生産物に貼着する前にタグをラベルの裏側に貼着してもよい。他の具体例では、生産物を包装する箱に、例えば、側部合わせ目、箱のクラッシュロック(crash lock)にタグを組み込んでもよく、あるいは、ブリスタパック(blister pack)のベースボードを作るために、通常、互いにラミネートされる2つのシート間にタグを挟み込んでもよい。
【0015】
タグを貼着する品物が個々の品物である場合には、各品物がタグを受け取るように複数の品物を品物の進路に沿って移動させればよい。その代わりに、品物が包装材料の連続したウエブであるなら、続く切断操作あるいは折り畳み操作中にタグが害されないように、複数のタグを移動するウエブの所定の位置に貼着される。
【0016】
本発明の方法によれば、生産物が生産ラインで生産されているとき、あるいは、生産物が包装ラインで一秒当たり20のタグまでの速度で包装されているときに、タグを生産物に貼着することができる。かくして、生産ラインあるいは包装ラインは高速で作動し続けることができる。
【0017】
一般的に、生産物の製造あるいは包装中、源で品物に貼着するときには、タグはその非活性化の態様にある。その後、そのような複数のタグ付き品物は、小売店への搬送のためにパレットに置かれる。その後、必須の検出器を有する小売店の倉庫に配達されると、全てのタグがバラで同時に活性化され、これにより小売店内の品物が活性化される。次いで、販売のポイントでタグが非活性化され、その結果、タグは、販売の地点と出口との間に配置された検出器を動作させない。
【0018】
本発明の第3の局面によれば、タグを品物に貼着させる手段であって、
該貼着手段が、既に定義したようなタグ材料を貼着ヘッドに供給する手段と、
品物を前記貼着ヘッドに供給する手段とを有し、
前記貼着ヘッドが、該ヘッドすなわち前記タグ材料から所定長さを切断してタグを形成する手段の箇所で品物の位置を検出する検出器と、
タグの感圧粘着組成物によって、前記タグを品物に粘着させる手段とを有する、ことからなるタグ貼着手段が提供される。
【0019】
本発明のこの第3の局面の好ましい具体例では、タグ材料を貼着ヘッドに供給する手段は、感圧粘着引き裂きテープをフィルム包装材料に供給するための我々の欧州特許第 0121371号で記述された種類のデスペンサであってもよい(ここに援用する)。
【0020】
貼着ヘッドは、タグ付けされるべき品物が適当な位置にあると検出されると、タグ材料をタグ貼着ローラに向けて供給する手段を有し、これによりインクレメンタル・エンコーダに、所定且つ制御された長さのタグ材料をタグ貼着ローラに向けて供給してタグ材料の残余の部分から切断してタグを作るような範囲で、タグ材料供給手段を動作させる。タグがタグ材料から切断されると、タグは、品物とタグ貼着ローラとの間を通ることによって品物に貼着される。
【0021】
切断手段は、ギロチンの形のものであってよく、より好ましくは、一以上の切断エッジを有する回転式ローラの形のものである。
タグ材料供給手段は、一対の供給ローラの形のものであってもよい。しかしながら、好ましくは、タグ供給手段は、シューあるいは他の輸送ベルトと協働する輸送ベルトを有する。この場合、タグをタグ材料から切断する手段は、同一の速度で動くように輸送ベルトに連係されているか、あるいは、タグ材料から切断されたタグの長さを変更できるようにインクリメンタル・エンコーダによって制御される別のモータによって駆動されてもよい。
【0022】
貼着ヘッドがタグ材料供給ローラを有する場合、貼着ヘッドは、タグ材料が通過し且つ供給ローラとタグ供給ローラとの間に配置された室を有していてもよい。この室を通って空気の流れが吹き出し、タグをタグ材料から切断した後に、タグ材料の自由端の位置を制御する。
【0023】
【実施例】
例
在来の方法で、約40μm の厚さを有する一軸延伸ポリプロピレンフィルムのウエブを作った。次いで、このウエブの一方の面を、4部の触媒62A 及び4 部の触媒62B (夫々Rhone Poulenc 製のトルエン中のアミノアルコキシ−ポリシロキサンおよびキシレン中のアルキル錫アクリレートの50%固形分濃度)と共に、100部のSilcolease 425(Rhone Poulenc 製のトルエン中に30%の固形分濃度のジメチルポリシロキサンおよびメチル水素ポリシロキサン樹脂) からなる剥離剤で被覆した。これを塗布して0.25g/m2の乾燥コーテング重量を与えた。
【0024】
次に、上記ウエブの他の面を下塗剤および透明感圧粘着組成物で被覆した。下塗剤は、トルエン中の25部の天然クレープゴムと8部の架橋剤(Vulcabond TX)との溶液であり、0.25g/m2のコーテング重量を与えるために、。Vulcabond TXは、ICIによって製造されており、キシレン中のポリイソシアネート(主に、ジフェニル メタン ジ−イソシアネート)の50%溶液である。感圧粘着組成物は、天然クレープゴム100部と、融点110/115℃の粘着付与樹脂(Arkon P)110部と、炭化水素混合物(SBP2)中に溶解したオキシダント(Irganox) 1部との溶液であった。これを、在来の逆ローラコーテング法で塗布して、15ないし40g/m2の乾燥コーテング重量を与えた。Arkon P は、Arakara Chemicals によって市販されており、完全飽和環状炭化水素である。また、Irganox は、Ciba-Geigyによって市販されており、高分子量の接着ポリフェノールである。
【0025】
次に、このようにして被覆したウエブを細長く長手方向に切り、次いで、各ストリップを長手方向に切って、幅6mmの複数の感圧粘着テープを作った。
空気中での溶融紡糸(melt spinning) によってCo70.5Fe4.5Si10B15のアモルファス・リボンを作り、続いて、リボンの軸線と平行に向けられた約0.3 エルステッドの印加(applied) 磁場において380℃の温度で約20時間、焼きなましをした。その結果、基材に磁気的に交換結合された合金基材上に、反強磁性フィルムが形成された。結果物としてのリボンは、非対称のヒステリシス特性を示し、また、簡単に探知可能な狭い高振幅パルスを作ることによって与えられたインタロゲション・フィールドに応答した。
【0026】
リボンは、幅約1.2mm 、厚さ40μm であり、これらをストリップから作っているときに、テープの粘着剤で被覆された面の中央にリボンを粘着させて、連続した一本の電磁気センサ材料を粘着した一本の連続したテープからなるタグ材料を作った。次いで、タグ材料をコアに横に巻き、長さ約25,000メートルの複数本の連続したタグ材料を支持するリールを作った。
続いて、移動する複数の品物の進路と合流する進路に沿ってリールからタグ材料を供給し、タグ材料からタグを切断し、このタグを、添付した図面を参照して説明する方法によって粘着剤より品物に粘着した。
【0027】
本発明の一層の理解のために、また、本発明を、どのようにして事実上実施可能であるかを示すために、例示として添付の図面を参照する。
図面において、対応する部材を同一の参照符号で示す。
【0028】
図1は、前述した例によって作った一本の連続するタグ材料100の一部を概略的に示す。タグ材料100は、一方の面がポリシロキサン剥離剤からなる層102で被覆され、他方の面が架橋天然クレープゴムからなる下塗層103で被覆された一軸延伸ポリプロピレンからなるフィルム101の形をした基板からなる。次いで、天然クレープゴムおよび粘着付与樹脂の混合物からなる感圧粘着組成物からなる層104で、下塗層103を被覆した。最後に、Co70.5Fe4.5Si10B15合金からなるアモルファス・リボンを感圧粘着組成物に、タグ材料がリールに自己巻回できるようにし(隣接する巻き回数のものが粘着剤によって粘着する)、また、タグ材料から形成されたタグが、タグ付けすべき品物に粘着できるようにするのに十分な粘着剤を用いるような方法で、粘着させた。
【0029】
図2は、本発明による他の一本の連続したタグ材料の一部を示す。ここに、センサ材料は、ポリエステルフィルム302の上を金属で覆って約50μm の厚みの金属で覆われたフィルムを形成する薄い金属層301を有し、フィルム302の他の面は、厚み約35μm の孔明き金属フィルム303に粘着されている。信号を高めるために、層301および層302を約6mmの間隔で横の切断106が行われる。金属層303は、基材101の一方の面にラミネートされ、他の面は、シリコン剥離剤102で被覆されている。下塗103が金属層301に塗布され、続いて、感圧粘着組成物104が塗布されている。金属層301は、検知器にって検知される層であり、孔明き金属層303は、タグ材料にスイッチング特性を付与する。図1に示すように、タグ材料100を、長手方向にリールに自己巻回することができる。
【0030】
図面のうち図3ないし図7、特に図4および図5を参照すると、装置の貼着ヘッドにタグ材料を供給するための手段200が示されている。手段200は、フレーム1を有し、フレーム1には、本発明の第1の局面に従うタグ付け材料のリール2が取り付けられている。リール2は、フレーム1に全て取り付けられた歯車変速のAC/DCモータ4、電磁クラッチ/ブレーキ機構5および継手6によって軸3を中心として回転可能である。(小さなリールを用いる場合には、歯車付きモータ4は不必要であり、リール2をモータ付きにすることなく、タグ材料を単にリール2から引き出してもよい。)アキュームレータアーム7は、フレーム1に回転可能に取付けられたシャフト8に、回転可能に取付けられている。アーム7の第1の端には3つのガイドローラ9が設けられ、アーム7の第2の端には調整可能な釣り合い錘10が設けられている。アーム7の第2の端は、また、引張バネ11によってフレーム1に取付けられている。フレーム1は、下側の固定アーム12を支持し、アーム12には、3つのガイドローラ13が設けられている。タグ材料は、リール2からガイドローラ9、13の回りを廻って貼着ヘッド19に至るジグザグした経路14に追従する(図6)。タグ材料は、各対の隣接するガイドローラの間のその長手方向の軸線の回りに180°捩じれ、したがってタグ材料の感圧表面はガイドローラと接触しない。アーム7の下方移動に抵抗することによって、タグ材料にテンションが加わる。このテンション調整は、アーム7の釣り合い錘10を適当に位置決めすることによって行われる。アーム7は、貼着ヘッド19からのタグ材料の要求に応じて下方に移動(時計方向のシャフト8の回転)する傾向がある。アーム7が下方に移動すると、検出プレートは第1の近接スイッチ15を覆い、モータ4のスイッチをONにする。更に、貼着ヘッド19からのタグ材料の要求があると、アーム7は更に下方に移動して、検出プレートは第2の近接スイッチ16を作動させ、機構5のクラッチを係合させ且つブレーキを解放させる。これにより、リール2はモータ4によって駆動される。アキュームレータアーム7用のシャフト8は、ポテンショメータ17のシャフトのピニオンと係合する平歯車を支持しており、アーム7が更に下方に移動することによって、ポテンショメータ17がモータ速度を次第に増大させる。貼着ヘッド19からの要求が小さくなると、アーム7は上方に移動して近接スイッチ16を動かし、クラッチを離脱させてモータ4からリール2への駆動を解除させる。これは、タグ材料の進路を延長させる効果を有し、貼着ヘッド19からのタグ材料の要求の欠落に順応する。また、クラッチが非係合であるので、リール2の回転速度は、この間、減少する傾向にある。このような方法で、タグ材料中のテンションは効果的に減少し、タグ材料は、制御された所定のテンションで貼着ヘッド19に供給される。
【0031】
タグ材料は、供給手段200によって、図6に示す貼着ヘッド19に供給される。貼着ヘッド19はフレーム20を有し、フレーム20には、タグ材料の進路14が通過するロール間隙を形成するように協働する一対の供給ローラ21、22が取付けられている。供給ローラ21は、フレーム20に回転可能に設けられたアーム33に取付られている。供給ローラ21と22との間のロール間隙の圧力は、スプリング32によって制御され、スプリング32は、その一端がアーム33に固定され、他端が、フレーム20に設けられたラグ35に螺合された調整ネジ34に取付られている。供給ローラ21は、タグ材料の感圧粘着組成物がローラ21に付着するのを防止する適当な材料で被覆されている。また、供給ローラ21は、圧縮空気源に連結された軸線ボア37と連通する複数の半径方向ボア36を有し、半径方向ボア36から空気が噴出して、タグ材料をローラ表面から浮き上がらせる。供給ローラ22は、正(positive)のロール間隙を作るためにゴムで作られている。また、フレーム20には、供給ローラ21、22を駆動するためのステップモータ(stepper motor) 38が取り付けられている。フレーム20には、タグ貼着ローラ23が設けられ、このローラ23は、伝り速度(ライン速度)つまりラベルが装置を通過する速度に対応する速度で駆動されるローラ39とローラ間隙を形成する。タグ貼着ローラ23は、同軸に配置されたプーリを有しこのプーリは、フレーム20に取付けられたインクリメンタル・エンコーダ(incremental encoder) 25の駆動プーリに連結する駆動ベルト24を受けている。また、ソレノイドバルブ42によって制御されるエアシリンダ26及びこのエアシリンダ26によって作動されるギロチンの形をした切断手段27が、フレーム20に取り付けられている。供給ローラ21、22のローラ間隙とギロチン27の間には室28が配置され、室28を通って、空気が図外の手段によって供給ローラ21、22からギロチン27およびタグ貼着ローラ23の方向に送られる。かくして、貼着ヘッド19を通るタグ材料の進路14は、供給ローラ21と22との間のローラ間隙を通り、室28を通り、ギロチン27を通ってタグ貼着ローラ23まで進む。タグ貼着ローラ23の下には支持プレート30が配置され、支持プレート30は、光電近接センサ31を有する。インクリメンタル・エンコーダ25、エアシリンダ26、ソレノイドバルブ42および近接センサ31は、全て、プログラム可能なコントローラ40およびオペレータインタフェース41を有する制御回路(図示せず)によって動作可能に相互連結されている。
【0032】
タグ付き供給手段および貼着ヘッドは、図3に示す、タグを作ってラベルに貼るための装置の一部を構成する。装置は、ラベルの山を受け入れてこれらを一枚づつライン速度で走行する搬送ベルト51に供給するホッパ50を有する。ベルト51は、ラベルを、貼着ヘッド19を通り越してラベルストッカ52まで運ぶ。より詳しくは、複数の裏返しのラベル29は、ベルト51により構成される品物の進路に沿って次々に移動させられる。センサ31は、コントローラ40のプログラム可能な入力に接続されて、その進路に沿って進むラベル29の進み側端の存在を検出する。この段階で、先のタグ貼着サイクルの結果として、タグ材料の自由端が、タグ貼着ローラ23及び搬送ベルト51によって形成される運転中のローラ間隙の丁度上に位置すると、室28の中を通過する空気の流れによって、この位置に維持される。所定の制御された長さ(例えば、38mm) のタグ材料を室28およびギロチン27を通ってタグ貼着ローラ23とベルト51との間隙に供給するように供給ローラ21、22が回転ようにステップモータ38が供給ローラ21を制御するために、エンクレメンタル・エンコーダ25は、既にコントローラ40によってプログラムされている。供給ローラ21、22は、切断手段と、タグ貼着ローラ23とベルト51との間隙との間の距離を僅かに超えている切断手段を通って一本のタグ材料を供給するのが好ましい。この方法では、タグ材料は、タグを作るタグ材料の切断を容易にできる僅かな湾曲を示す。センサによってラベル29の進み側端が検出されると、ステップモータ38は、タグ材料の自由端がラベル29に接触する時までにライン速度まで加速され、次いで、所定長さのタグ材料がラベル29に供給されるまで、ライン速度で動き続ける。所定長さが供給されると、コントローラ40は、シリンダ26のソレノイドバルブ42に出力信号を送り、ギロチン27を作動させて、タグ材料を切断する。コントローラ40は、タグ貼着ローラ23によって駆動されるインクリメント・エンコーダ24からの信号およびエンコーダ24へのタグ機械の全ての速度および距離のリファレンスを受け取る。オペレータ・インターフェース41は、オペレータとプログラム可能なコントローラとの間のコミュニケーションを可能にする。それは、オペレータに、例えば、タグ長さ、バッチ数、加速度等のパラメータを指示させる。かくして、エンコーダ25の作用の下で、モータ38は、所望の量のタグ材料を、タグ貼着ローラ23とベルト51との間隙に供給し、ギロチン27がエアシリンダ26によって作動されると(制御回路の制御の下で)、所望の長さのタグがタグ材料から切り離される。ラベルおよび切断タグが、タグ貼着ローラ23とベルト51との間隙に引き込まれると、タグは、その粘着剤によって、ベルト51上でラベル29の下側にしっかりと貼着される。
【0033】
タグを切断した後、タグ材料は、モータ38によって前進し続け(つまり、所定長さだけ)、タグ材料の自由端は、タグ貼着ローラ23とベルト51によって形成される空走中の間隙の直前の地点にある(すなわち、準備段階)。タグ材料の端と空走中の間隙23との間の距離は、ラベルの下側のタグの正確な配置が保証されるべきであれば、供給ローラ21と22との間隙を通ってタグ材料を供給するステップモータ38の加速度と釣り合っていることが必要である。
【0034】
次のラベルが検出されるとタグ付きサイクルが反復される。かくして、この装置によって、タグをラベルに自動的かつ高速に貼着することができる。
その結果、タグを下側に貼り付けたラベルは、在来の方法でボトルに固着される。タグは、ボトルとラベルとの間に位置され、目で見ることができない。
【0035】
使用において、タグは、ボトルが店頭にある間は、その活性化状態にする。通常、タグは、このタグを適当な磁場に当てることによって販売の時点でレジ係により非活性化される。レジ係を避けよう企てると、タグは活性化のままであるので、販売場所と店の出口との間に設けられた検出器によって検出されるであろう。
ラベル29の進み側端を近接スイッチ31によって検出する代わりに、ラベルのレジスタマークを検出してもよい。
【0036】
モータ38と同様の第2のステップモータ(図示せず)によって、搬送ベルト51に関して横方向に移動できるような方法で貼着ヘッドを設けることが好ましく、これにより、タグ材料の進路および品物の進路の相対的な向きを変更することができる。かくして、特定のラベルに貼着されたタグは、これに隣接するラベルに貼着されたタグに対して横方向にオフセットされる。更に、コントローラ40を適当にプログラムすることによって、タグがラベルに貼着される場所を、ラベルが進路に沿って移動する方向で変更することができ、その結果、隣接するタグは、互いに関して、長手方向にオフセットされる。このような方法において、タグによってラベルに与えられた追加の厚さによって、ラベルが積み重なるという問題を低減することができる。
【0037】
図8を参照すると、貼着ヘッドは、バックプレートの形をしたフレーム20を有し、フレーム20にモジュール化されたサブアセンブリ64、66が固定される。バックプレート20は、これに固定されてタグ材料の進路14を形成するガイド63を有する。
【0038】
サブアッセンブリ64は、複数のネジ71によってバックプレート20に固定されたハウジングを有する。ハウジング内には、駆動ローラ72(モータ38と同様であるが、明確化のために図示されていないステップモータによって駆動される)と、切断エッジ73aを有し且つ駆動ベルト74によって駆動ローラ72に駆動的に連係されたカッタローラ73とを有する。(所望ならば、カッタローラ73に一以上の切断エッジを設けてもよい。)また、サブアッセンブリ64のハウジング内には、カッタローラ73の切断エッジ73aよりも硬質であり且つタグ材料を切断するために協働する金属ローラ23が設けられている。金属ローラ23は、また、タグ貼着ローラとして役立つ。
【0039】
ハウジング64には、ネジ65aによってカバープレート65が固定され、プレート65は、金属ローラ23とカッタローラ73とを一緒にした組立体を保持する。ローラ23は、シャフトを中心として回転可能に取付けられ、このシャフトは、カバープレート65に回転可能に配置され且つスロット23bを有する偏心配置されたデスク23aで終わっている。スロット23bにドライバを挿入することによって、デスク23aを回転させることができ、これによりローラ23をカッタローラ73に向けて或いは遠ざかるように移動させることができる。これは、ローラ23と73との間の距離が適切であることを保証するために、また、カッタの磨耗を時々補償するために、装置を準備するときに用いられる。カバープレート65は、目盛り65bを備え、これにより切断エッジ73aの磨耗量を視覚的に表示ことができる。
【0040】
サブアッセンブリ66は、ネジ75によって、サブアッセンブリ64のハウジングに固定されたハウジングを有する。サブアッセンブリ64のハウジング内で、輸送ベルト62がローラ72およびガイド76の回りを通る。輸送ベルト62は、テープの感圧粘着組成物に対して上手く剥離する特性を有するシリコンゴム材料で作られており、また、貼着ヘッドを通るタグ材料の進路を形成するポリテトラフルオロエチレンで作られた上プレート33の形をしたシューと協働する。シューは、このシューの長孔78を貫通するネジ77によってハウジングに固定され、これによりシューを輸送ベルト62に対して垂直方向に限定的に移動させることができる。シューを輸送ベルト62に向けて弾性的に付勢するようにスプリング32が掛けクギに取り付けられている。使用において、テープは、その非粘着表面がシューに隣接する状態で、貼着ヘッドを通過する。(所望ならば、シューを、輸送ベルト62と同様の第2の輸送ベルトで置換してもよい。)駆動ベルト74および輸送ベルト62が共に駆動ローラ74によって駆動されるので、タグ材料供給手段が止まったり動きだすと、カッタローラ73が止まったり動きだす。より詳しくは、タグ材料の送り速度および切断動作の時は、互いに固定的な関係であり、タグ材料から切断されるタグの長さは、カッタローラ73の半径およびカッタローラ73の切断エッジの数によって決まる。
【0041】
貼着ヘッドは、バックプレート20に取付けられたブラケット80を有し、ゴムで被覆されたホイール60が、ブラケット80の品物の進路51に沿って進むラベル29の表面に接触する場所に回転可能に取り付けられている。被覆されたホイール60は、ラベルが進路51に沿って進む速度を検出し、これによってローラ72を駆動するモータに適当な信号をローラ72を送る。この信号は、光電近接センサ31からの信号と一緒になって、適当な時に、貼着ヘッドを介してタグ材料を供給し、カッタローラ73によってタグが切断されるのを保証する。これにより、ラベル29が金属ローラ23に到達すると、タグとラベル29が、金属ローラ23と図6のローラ39と同じ下側ローラ(図示せず)との間に進むとき、タグはラベル29に粘着されるべき準備位置にある。下側ローラは、装置を取り付けるラインの一部であってもよい。
【0042】
所望ならば、ラベル29の速度に関連した信号を他の場所から(例えば、タグ貼着手段を取り付ける生産ライン或いは包装ラインから)発生させてもよい。
使用において、タグ材料供給手段からのタグ材料は(図4、図5で述べたように)、進路14に沿って貼着ヘッドへ供給される。より詳しくは、タグ材料は、ガイド63の回りに進んで、その粘着側をベルト62に隣接させた状態で、シュー33と輸送ベルト62との間隙に入る。先行するタグ貼着サイクルの結果として、タグ材料の自由端は、通常、カッタローラ73と金属ローラ23との間隙に隣接している。進路51に沿って進むラベル29の存在および速度は、被覆ホイール60によって検出される。次いで、駆動ローラ72用の駆動モータは、輸送ベルト62を加速するように適当に動かされ、その結果、カッタローラ73と金属ローラ23との間隙を通ってタグ材料を供給し、そこからタグを切断して、タグが金属ローラ23の下を通るときにタグをラベル29に貼着する準備が整う。
【0043】
この実施例のように回転カッタを用いることによって、1分当たりタグ 1,000枚程度の速度を難無く達成することができる。タグ材料供給手段としての輸送ベルトの使用は、タグ材料を貼着ヘッドに導き、ここから金属ローラ23およびカッタローラ73の近くに導くための自己供給設備を提供する利点がある。
【0044】
タグ材料から切断されるタグの長さを変更することを欲するならば、これは、別の直径の他のカッタローラ又は異なる数の切断エッジを備えた別のカッタローラでカッタローラ73を置換することによって行うことができる。その代わりに、タグの長さの変更を手際良くやるには、貼着ヘッドを通ってタグ材料が供給される速度にカッタローラ73の速度を機械的に連係させる代わりに、カッタローラ73を駆動する別のモータ(図示しないが、例えばステップモータ38と同じもの)を設けることにより行ってもよい。この別のモータは、コントローラ40に操作可能に連結され(図6参照)、制御回路は、ソレノイド42、エアシリンダ26およびギロチン27を省略した図6の回路に似ている。この方法では、カッタローラ73を、その休止位置から、切断エッジがタグ材料から所望の長さのタグを切断する位置まで加速することができ、切断長さは、カッタローラ73の回転及び貼着ヘッドを通るタグ材料の供給速度の作用である。
【0045】
まず、装置のスイッチをオンにするときに、切断エッジ73aは、「準備(armed ) 」位置にある必要があり、その場所はコントローラ40に知らされる。この位置決めは、センサ又は他の信号によって(例えば、図8に示すケーブル61を介して)達成される。
【0046】
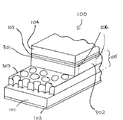
図9を参照して、ここには、本発明によるタグ材料から作られたタグを様々な場所に有する種々の品物400が示されている。各々の場合おいて、タグを拡大したスケールで示してある。
【0047】
図9(a)において、タグは、箱の糊代に配置され、また、図9(b)は、箱のクラッシュロック(crash lock)に組み込まれたタグを示す。図9(c)は、本の背の内面に設けられたタグを示し、図9(e)は、ボトルと、ボトルに貼着されたラベルとの間に設けられたタグを示し、このタグは、図3ないし図8に示す方法で、先にラベルに付けられている。その変形例として、ボトルに直接タグを貼着し、その後にラベルで覆ってもよい。図9(d)には、在来のブリスタ包装の後を形成する2枚の板紙の間にタグが設けられている。図9(f)は、ブリスタ板紙包装の内側に配置されてタグを示す。
【0048】
酒のボトル用ラベルへのオフ製造ラインでのタグの貼着を参照して本発明を特に説明したが、タグをコンバートするためにラベルを貼着する直前に充填ラインのボトルに直接タグを貼着する製造ライン・システムにおいて、或いは、例えば、折り畳み/糊付け機で箱の側部糊代又はクラッシュロックにタグを貼着する包装製造ライン・システムにおいて、或いは、例えばラミネート機のファイバボード構造内の所定位置でタグを貼着する包装製造ライン・システムにおいて用いることができる。この包装は、煙草、高価な菓子、ドー・イト・ユアセルフ品、健康および美容品のような製品のために用いることができる。
【図面の簡単な説明】
【図1】本発明のタグ材料の一実施例の概略図。
【図2】本発明のタグ材料の他の実施例の概略図。
【図3】タグを作り、酒のボトル用ラベルの形をした品物にタグを貼着するための、本発明による装置の一実施例の概略正面図。
【図4】タグ材料からタグを切断し、これを酒のボトル用ラベルの形をした品物に貼着する貼着ヘッドにタグ材料を供給する手段を有する、図3の装置の一部分の概略正面図。
【図5】図4の供給手段の概略正面図。
【図6】図4、図5の供給手段からタグ材料を受け取り、タグ材料からタグを切断し、タグを貼着する貼着ヘッドを有する、図3の装置の他の部分の概略側面図。
【図7】図6の貼着ヘッドの制御回路を示すブロック図。
【図8】本発明に従ってタグを作り且つ貼着する装置の他の実施例の貼着ヘッドの概略正面図。
【図9】本発明によるタグを組み込んだ品物であって、タグを箱の糊代に配置した箱の斜視図。
【図10】本発明によるタグを組み込んだ品物であって、タグをクラッシュロックに組み込んだ箱の斜視図。
【図11】本発明によるタグを組み込んだ品物であって、背の内面にタグを設けた本の斜視図。
【図12】本発明によるタグを組み込んだ品物であって、2枚の板紙の間にタグを設けたブリスタ包装を後ろ側から見た斜視図。
【図13】本発明によるタグを組み込んだ品物であって、ラベルとの間にタグを設けた酒ボトルの斜視図。
【図14】図12の包装に対して、変形例としてのブリスタ包装を後ろ側から見た斜視図。
【符号の説明】
14 タグ材料の進路
19 粘着ヘッド
25 エンコーダ
29 リボン
27 ギロチン
31 光電近接センサ
33 シュー
38 モータ
51 品物の進路
60 ホイール
73 カッタローラ
73a 切断エッジ
100 タグ材料
101 基材
104 感圧粘着組成物
105 電磁気センサ材料
Claims (11)
- 品物の存在を検出可能にするために品物に付けるタグ(400)を形成するタグ材料(100)であって、
前記タグ材料は、感圧粘着組成物(104)で被覆された第1の面と、剥離剤(102)で被覆され、前記第1の面とは反対側の第2の面とを有する感圧粘着テープの形であり、該テープは、合成樹脂材料の連続する基材(101)と、検出器によって検出可能な連続する電磁気センサ材料(105)とを有する、ことからなるタグ材料。 - 前記電磁センサ材料が、前記感圧粘着組成物によって前記基材に粘着された前記電磁気センサ材料からなるリボンの形をしている、請求項1に記載のタグ材料。
- 前記電磁気センサ材料が、合成樹脂材料のフィルム(302)の一方の側に粘着された連続する金属層(301)と、その他方の側に粘着された孔明き金属フィルム(303)とからなり、該孔明き金属フィルムが、前記基材の一方の面にラミネートされ、前記剥離剤が、前記基材の反対側の面に被覆され、前記感圧粘着組成物が前記金属層(301)に被覆されている、請求項1に記載のタグ材料。
- 前記基材が、30ないし60ミクロンの厚さと、2ないし10mmの幅を有する延伸合成樹脂材料からなるフィルムである、請求項1ないし請求項3のいずれか1項に記載のタグ材料。
- 前記基材が、一軸延伸ポリプロピレンからなる、請求項4に記載のタグ材料。
- (i)請求項1ないし請求項5のいずれか1項に記載のタグ材料(100)を用意する工程と、
(ii)品物(29)を品物の進路(51)に沿って移動させる工程と、
(iii)品物の進路と合流するタグ材料の進路(14)に沿ってタグ材料(100)を移動させる工程と、
(iv)タグ材料を所定長さに切断して、タグを形成する工程と、
(v)前記感圧粘着組成物によって、タグを品物に粘着させる工程とからなる、品物の存在を検出可能にする手段を品物に付着させる方法。 - タグを品物に貼着させる手段であって、
該貼着手段が、請求項1ないし請求項5のいずれか1項に記載のタグ材料(100)を貼着ヘッド(19)に供給する手段(200)と、
品物を前記貼着ヘッドに供給する手段(51)とを有し、
前記貼着ヘッド(19)が、該ヘッドの箇所で品物(29)の位置を検出する検出器(31)(60)と、
タグを形成するために前記タグ材料から所定長さを切断する手段(27)(73)と、
タグの感圧粘着組成物によって、前記タグを品物に粘着させるための手段(23)とを有する、ことからなるタグ貼着手段。 - 前記貼着ヘッド(19)が、前記タグ材料を前記切断手段に供給する輸送ベルト(62)を有する、請求項7に記載のタグ貼着手段。
- 前記輸送ベルトが、シュー(33)と協働して、前記貼着ヘッドを通る前記タグ材料用の進路(14)を形成する、請求項8に記載のタグ貼着手段。
- 前記切断手段が、少なくとも1つの切断エッジ(73a)を有する回転式カッタ(73)である、請求項7ないし請求項9のいずれか1項に記載のタグ貼着手段。
- 前記貼着ヘッド(19)が、前記輸送ベルトを駆動するためのステップモータ(38)と、該ステップモータを制御するためのインクリメンタル・エンコーダ(25)とを有する、請求項7ないし請求項10のいずれか1項に記載のタグ貼着手段。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9404775:0 | 1994-03-11 | ||
| GB9404775A GB9404775D0 (en) | 1994-03-11 | 1994-03-11 | Improvements in or relating to article tagging |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH0844965A JPH0844965A (ja) | 1996-02-16 |
| JP3796279B2 true JP3796279B2 (ja) | 2006-07-12 |
Family
ID=10751701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP5276795A Expired - Fee Related JP3796279B2 (ja) | 1994-03-11 | 1995-03-13 | 品物のタグ付けにおける又はこれに関する改良 |
Country Status (15)
| Country | Link |
|---|---|
| US (2) | US6162550A (ja) |
| EP (1) | EP0673007B1 (ja) |
| JP (1) | JP3796279B2 (ja) |
| KR (1) | KR950034014A (ja) |
| AT (1) | ATE213081T1 (ja) |
| AU (1) | AU704311B2 (ja) |
| CA (1) | CA2144257C (ja) |
| DE (1) | DE69525271T2 (ja) |
| DK (1) | DK0673007T3 (ja) |
| ES (1) | ES2172553T3 (ja) |
| FI (1) | FI109418B (ja) |
| GB (1) | GB9404775D0 (ja) |
| NO (1) | NO314107B1 (ja) |
| PT (1) | PT673007E (ja) |
| ZA (1) | ZA952009B (ja) |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR9605445A (pt) | 1995-11-08 | 1998-08-04 | Unitika Ltd | Marcador contínuo para uso em um aparelho rotulador e sistema de rotulagem |
| GB9605175D0 (en) * | 1996-03-12 | 1996-05-15 | Entertainment Uk Ltd | Improvements in or relating to securing apparatus |
| US6383591B1 (en) * | 1996-06-21 | 2002-05-07 | 3M Innovative Properties Company | Method and apparatus for adhering linerless repositionable sheets onto articles |
| FR2762120B1 (fr) * | 1997-04-14 | 1999-07-02 | Gault Et Fremont | Feuille d'emballage integrant un moyen de detection magnetique |
| DE19719288A1 (de) * | 1997-05-07 | 1998-11-12 | Meto International Gmbh | Verfahren zum Bereitstellen und/oder Versiegeln von Sicherungselementen sowie ein entsprechendes Sicherungselement |
| DE29716636U1 (de) * | 1997-09-16 | 1997-11-06 | Allit Kunststofftechnik Kimnach GmbH & Co, 55545 Bad Kreuznach | Kleinteilebehälter mit Diebstahlschutz |
| GB2340343B (en) * | 1998-06-30 | 2003-05-21 | Payne P P Ltd | Improvements in or relating to article tagging |
| GB2345868A (en) * | 1999-01-23 | 2000-07-26 | Martin Hodgson | Self adhesive magnetic or electromagnetic tapes |
| GB9906814D0 (en) * | 1999-03-24 | 1999-05-19 | Whiley Foils Ltd | Security devices |
| DE10019438A1 (de) * | 2000-04-19 | 2001-10-25 | Meto International Gmbh | Vorrichtung und Verfahren zum Anbringen eines Sicherungselementes für die elektronische Artikelsicherung auf einem Etikett |
| US7124944B2 (en) * | 2000-06-30 | 2006-10-24 | Verification Technologies, Inc. | Product packaging including digital data |
| US6483473B1 (en) * | 2000-07-18 | 2002-11-19 | Marconi Communications Inc. | Wireless communication device and method |
| US6806842B2 (en) | 2000-07-18 | 2004-10-19 | Marconi Intellectual Property (Us) Inc. | Wireless communication device and method for discs |
| US7017820B1 (en) * | 2001-02-08 | 2006-03-28 | James Brunner | Machine and process for manufacturing a label with a security element |
| US20030004946A1 (en) * | 2001-06-28 | 2003-01-02 | Vandenavond Todd M. | Package labeling |
| US7383864B2 (en) | 2002-04-03 | 2008-06-10 | 3M Innovative Properties Company | Radio-frequency identification tag and tape applicator, radio-frequency identification tag applicator, and methods of applying radio-frequency identification tags |
| US20030229543A1 (en) * | 2002-06-10 | 2003-12-11 | Zimmerman Shannon M. | Centralized management of packaging data with rule-based content validation |
| TW200420487A (en) * | 2002-10-31 | 2004-10-16 | Better Packages Inc | Dispenser with applicator module for applying additional elements to dispensed tape |
| ITBO20020741A1 (it) | 2002-11-25 | 2004-05-26 | Gd Spa | Confezione di articoli da fumo con elemento marcatore antitaccheggio. |
| US20050050052A1 (en) * | 2003-08-20 | 2005-03-03 | 3M Innovative Properties Company | Centralized management of packaging data with artwork importation module |
| US20050044171A1 (en) * | 2003-08-21 | 2005-02-24 | 3M Innovative Properties Company | Centralized management of packaging data having modular remote device control architecture |
| US7061382B2 (en) * | 2003-12-12 | 2006-06-13 | Francis M. Claessens | Apparatus for electronically verifying the authenticity of contents within a container |
| US7017807B2 (en) * | 2003-09-08 | 2006-03-28 | Francis M. Claessens | Apparatus and method for detecting tampering with containers and preventing counterfeiting thereof |
| US7126479B2 (en) | 2004-08-17 | 2006-10-24 | Francis M. Claessens | Metal container closure having integral RFID tag |
| JP2005157661A (ja) | 2003-11-25 | 2005-06-16 | Brother Ind Ltd | 無線タグ作成装置及びカートリッジ |
| JP4489082B2 (ja) * | 2003-12-12 | 2010-06-23 | クレセンス、フランシス・エム | 製品に対する税が支払われているか否かを電子的に判定するための装置 |
| US7227470B2 (en) * | 2004-04-06 | 2007-06-05 | Lasersoft Americas Limited Partnership | RFID label application system |
| US20080273441A1 (en) * | 2004-06-28 | 2008-11-06 | Koninklijke Philips Electronics, N.V. | Optical Data Storage Medium and Combi-Foil Cover for the Production Thereof |
| DE102004040831A1 (de) * | 2004-08-23 | 2006-03-09 | Polyic Gmbh & Co. Kg | Funketikettfähige Umverpackung |
| WO2006024127A1 (en) * | 2004-09-01 | 2006-03-09 | Mxt Inc. | Applicator for magnetic marker and method |
| PT2348022E (pt) | 2005-03-28 | 2013-02-13 | Toyama Chemical Co Ltd | Processo para a produção de 1-(3-(2-(1- benzotiofen-5-il)etoxi)propil)azetidin-3-ol ou dos seus sais |
| EP1864266A2 (en) * | 2005-03-29 | 2007-12-12 | Symbol Technologies, Inc. | Smart radio frequency identification (rfid) items |
| US20070237918A1 (en) * | 2006-04-06 | 2007-10-11 | 3M Innovative Properties Company | Wrapping material comprising a multilayer film as tear strip |
| DE102008005564A1 (de) * | 2008-01-22 | 2009-07-23 | Tesa Ag | Trägerfolie insbesondere für ein Klebeband und Verwendung derselben |
| JP5912406B2 (ja) * | 2011-10-25 | 2016-04-27 | 東芝機械株式会社 | 成形品の製造方法、成形品成形方法、成形品成形システムおよびタグ供給貼り付け装置 |
| EP3046607A4 (en) | 2013-11-26 | 2017-06-07 | Bayer Healthcare LLC | System and method for medical fluid identification and verification |
| EP3851401A1 (de) * | 2020-01-16 | 2021-07-21 | Opti-Run GmbH | Vorrichtung und verfahren zum abwickeln und zuführen von kreuzgewickeltem material sowie verwendung |
| DE102021112852A1 (de) | 2021-05-18 | 2022-11-24 | Krones Aktiengesellschaft | Etikettieraggregat und Verfahren zum Aufbringen von Etiketten auf Behältern |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2776068A (en) * | 1950-05-29 | 1957-01-01 | Minnesota Mining & Mfg | Tape applying movement |
| US2972428A (en) * | 1959-01-19 | 1961-02-21 | Cellotape & Tag Printers | Tape applicator |
| US4294644A (en) * | 1980-01-30 | 1981-10-13 | Datafile Limited | Servo motor control labeller |
| US4342904A (en) * | 1980-10-27 | 1982-08-03 | Minnesota Mining And Manufacturing Company | Lightweight ferromagnetic marker for the detection of objects having markers secured thereto |
| US4354894A (en) * | 1981-08-04 | 1982-10-19 | Brown & Williamson Tobacco Corporation | Apparatus for depositing a coupon on a package |
| DE121371T1 (de) * | 1983-03-31 | 1985-10-10 | Payne Packaging Ltd., Giltbrook, Nottingham | Streifen. |
| US4581524A (en) * | 1983-04-26 | 1986-04-08 | Minnesota Mining And Manufacturing Company | Flexible ferromagnetic marker for the detection of objects having markers secured thereto |
| US4568921A (en) * | 1984-07-13 | 1986-02-04 | Knogo Corporation | Theft detection apparatus and target and method of making same |
| US5126270A (en) * | 1984-08-07 | 1992-06-30 | Carnegie-Mellon University | Enzyme amplification and purification |
| US4910499A (en) * | 1986-09-29 | 1990-03-20 | Monarch Marking Systems, Inc. | Tag and method of making same |
| JP2713711B2 (ja) * | 1987-11-17 | 1998-02-16 | 日立金属株式会社 | 防犯センサ用マーカ |
| KR930005982B1 (ko) * | 1987-12-08 | 1993-07-01 | 홍면기 | 접착테이프 절단공급기 |
| US4849736A (en) * | 1987-12-11 | 1989-07-18 | Pitney Bowes Inc. | Magnetic marker having a rectangular configuration for electronic article surveillance |
| US5121103A (en) * | 1988-07-29 | 1992-06-09 | Knogo Corporation | Load isolated article surveillance system and antenna assembly |
| US5029291A (en) * | 1990-04-10 | 1991-07-02 | Knogo Corporation | Electromagnetic sensor element and methods and apparatus for making and using same |
| US5181021A (en) * | 1991-01-14 | 1993-01-19 | Eastman Kodak Co. | Responder target for theft detection apparatus |
| US5256239A (en) * | 1991-05-03 | 1993-10-26 | New Jersey Machine Inc. | Continously moving web pressure-sensitive labeler |
| US5304983A (en) * | 1991-12-04 | 1994-04-19 | Knogo Corporation | Multiple pulse responder and detection system and method of making and using same |
| US5206626A (en) * | 1991-12-24 | 1993-04-27 | Knogo Corporation | Stabilized article surveillance responder |
| US5674345A (en) * | 1992-07-01 | 1997-10-07 | Moore Business Forms, Inc. | Linerless label printer applicator |
| DE4223394A1 (de) * | 1992-07-16 | 1994-01-20 | Esselte Meto Int Gmbh | Verfahren zur Herstellung von Sicherheitsetiketten |
| US5375752A (en) * | 1993-10-14 | 1994-12-27 | Moore Business Forms, Inc. | Manual linerless label dispenser |
| US5405702A (en) * | 1993-12-30 | 1995-04-11 | Minnesota Mining And Manufacturing Company | Method for manufacturing a thin-film EAS and marker |
| US5477219A (en) * | 1995-03-30 | 1995-12-19 | Minnesota Mining And Manufacturing Company | Composite electronic article surveillance, identification, and security marker assembly and system |
-
1994
- 1994-03-11 GB GB9404775A patent/GB9404775D0/en active Pending
-
1995
- 1995-03-09 AT AT95301529T patent/ATE213081T1/de active
- 1995-03-09 PT PT95301529T patent/PT673007E/pt unknown
- 1995-03-09 ES ES95301529T patent/ES2172553T3/es not_active Expired - Lifetime
- 1995-03-09 DK DK95301529T patent/DK0673007T3/da active
- 1995-03-09 DE DE69525271T patent/DE69525271T2/de not_active Expired - Lifetime
- 1995-03-09 EP EP19950301529 patent/EP0673007B1/en not_active Expired - Lifetime
- 1995-03-09 CA CA 2144257 patent/CA2144257C/en not_active Expired - Fee Related
- 1995-03-10 AU AU14762/95A patent/AU704311B2/en not_active Ceased
- 1995-03-10 NO NO19950923A patent/NO314107B1/no not_active IP Right Cessation
- 1995-03-10 FI FI951121A patent/FI109418B/fi not_active IP Right Cessation
- 1995-03-10 ZA ZA952009A patent/ZA952009B/xx unknown
- 1995-03-11 KR KR1019950005040A patent/KR950034014A/ko not_active Application Discontinuation
- 1995-03-13 JP JP5276795A patent/JP3796279B2/ja not_active Expired - Fee Related
-
1998
- 1998-03-16 US US09/039,840 patent/US6162550A/en not_active Expired - Fee Related
-
2000
- 2000-11-28 US US09/724,709 patent/US6627031B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0844965A (ja) | 1996-02-16 |
| CA2144257C (en) | 2007-12-18 |
| EP0673007A2 (en) | 1995-09-20 |
| AU704311B2 (en) | 1999-04-22 |
| NO314107B1 (no) | 2003-01-27 |
| NO950923D0 (no) | 1995-03-10 |
| PT673007E (pt) | 2002-07-31 |
| ES2172553T3 (es) | 2002-10-01 |
| US6162550A (en) | 2000-12-19 |
| AU1476295A (en) | 1995-09-21 |
| GB9404775D0 (en) | 1994-04-27 |
| FI951121A (fi) | 1995-09-12 |
| US6627031B1 (en) | 2003-09-30 |
| EP0673007A3 (ja) | 1995-10-11 |
| CA2144257A1 (en) | 1995-09-12 |
| ZA952009B (en) | 1995-12-11 |
| DE69525271D1 (de) | 2002-03-21 |
| DE69525271T2 (de) | 2002-10-10 |
| FI951121A0 (fi) | 1995-03-10 |
| KR950034014A (ko) | 1995-12-26 |
| DK0673007T3 (da) | 2002-05-27 |
| NO950923L (no) | 1995-09-12 |
| EP0673007B1 (en) | 2002-02-06 |
| ATE213081T1 (de) | 2002-02-15 |
| FI109418B (fi) | 2002-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3796279B2 (ja) | 品物のタグ付けにおける又はこれに関する改良 | |
| US5867102A (en) | Electronic article surveillance label assembly and method of manufacture | |
| US6123796A (en) | Method of making and applying combination article security target and printed label | |
| EP0742772B1 (en) | Automated method and apparatus for detachably securing flexible packages to a display strip | |
| US6085818A (en) | Printed label, method and apparatus for manufacturing printed labels, and method and apparatus for attaching printed labels | |
| US7017820B1 (en) | Machine and process for manufacturing a label with a security element | |
| EP0212919B1 (en) | Labels and manufacture thereof | |
| JP2003502219A (ja) | 接着剤テープを印刷して表面に貼り付けるシステム | |
| CA2256580A1 (en) | Method and apparatus for adhering linerless repositionable sheets onto articles | |
| JPS59162047A (ja) | 防衛用細長片を製造する為の方法並びに装置 | |
| JPH07509574A (ja) | ラベルとその製造 | |
| EP0969433B1 (en) | Improvements in or relating to article tagging | |
| US20100116408A1 (en) | Devices and methods for applying pressure-sensitive adhesive liner-less labels to articles | |
| JP2820678B2 (ja) | 少なくとも一本の糸またはテープを薄いシートに被着させる方法および装置と、得られたシートおよびリール | |
| JPH02166038A (ja) | ラベル自動貼着装置 | |
| GB1578059A (en) | Apparatus and method for transferring elements to articles | |
| AU3530600A (en) | Wipe-on label applicator for fruit or vegetables and associated methods | |
| JP3813198B2 (ja) | 印字ラベルの製造装置及びその製造方法 | |
| KR100342993B1 (ko) | 물품 도난방지 감지라벨 제작기 | |
| JPS6229298B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050131 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20050502 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20050510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050729 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060320 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060417 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090421 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100421 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100421 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110421 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |