JP3771972B2 - 摩擦攪拌接合法 - Google Patents
摩擦攪拌接合法 Download PDFInfo
- Publication number
- JP3771972B2 JP3771972B2 JP22978696A JP22978696A JP3771972B2 JP 3771972 B2 JP3771972 B2 JP 3771972B2 JP 22978696 A JP22978696 A JP 22978696A JP 22978696 A JP22978696 A JP 22978696A JP 3771972 B2 JP3771972 B2 JP 3771972B2
- Authority
- JP
- Japan
- Prior art keywords
- probe
- joining
- support
- joining member
- friction stir
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
- B23K20/1255—Tools therefor, e.g. characterised by the shape of the probe
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
【0001】
【発明の属する技術分野】
この発明は、摩擦攪拌接合法によって接合部材を接合する方法に関し、特に、厚さ方向に重ね合わせた接合部材を、接合部材表面からプローブを挿入して接合を施す方法であって、接合部位の深さが変化する場合に好適な摩擦攪拌接合法に関する。
【0002】
【従来の技術】
摩擦攪拌接合法としては以下に述べる方法が例示できる。即ち、図2に示すように、径大の支持体の端部の軸線上に径小のプローブが突出して一体に設けられた接合装置を用い、前記接合装置を高速で回転させつつ、厚さ方向に重ね合わせた2枚の接合部材の一方の表面に前記プローブを突き立てて、接合部位に達するまで前記プローブを挿入し、前記プローブと接合部材との間に発生する摩擦熱によって、プローブ挿入部分周辺の接合部材を軟化させ、かつ、プローブの回転によって軟化部分を攪拌し、軟化した接合部材を再び冷却固化することで、接合部材を接合する方法である。また、前記支持体は、プローブが接合部位に達した状態で支持体の端面が接合部材の表面に当接または近接しており、摩擦攪拌接合法においてプローブによって軟化した接合部材が飛散するのを防止する働きを担うものである。
【0003】
【発明が解決しようとする課題】
ところが、前記摩擦攪拌接合法では、従来、支持体とプローブとが一体に形成され、支持体に対するプローブの突出長さを変えることができなかったため次のような欠点があった。即ち、図3に示すような接合部位の深さが異なる接合部材に前記接合法を適用しようとする場合、浅い接合部位に適したプローブの突出長さで接合を行っていくと○印を付した領域(d)の接合部位は接合することが可能だが、×印を付した領域(e)の深い接合部位ではプローブが接合部位に到達しないため接合することができなかった。
【0004】
そこで、接合部位の深さが変化する部分で、比較的長いプローブが設けられた接合装置に取り替えて深い接合部位を接合する方法が提案されているが、接合装置の取替えに手間がかかるため、生産性が悪くなるばかりか、取替え部分で接合が不連続となるため、接合部分にクラック等が発生したり、気密性に問題が生じる場合があった。さらに、この方法では、連続的に接合部位の深さが変化する場合は対応できなかった。
【0005】
また、最も深い接合部位に対応する長さのプローブを有する接合装置を用い、接合部位の深さに関係なく一定の深さで接合する方法も提案されているが、プローブを深く挿入した状態で接合部位全体を移動させなければならないため、プローブの移動速度を高めることができず生産性が悪くなるばかりか、接合部材の不必要な部分までも軟化するため、強度的に問題が生じる場合があった。
【0006】
この発明は、上記問題に鑑みてなされたものであり、接合部位の深さが異なる材料を接合する場合でも、良好な生産性を維持しつつ連続的に接合することのできる摩擦攪拌接合法の提供を目的とする。
【0007】
【課題を解決するための手段】
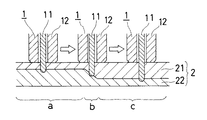
この発明にかかる摩擦攪拌接合法を図中の符号を参照しつつ説明すると、径大の支持体(12)と、該支持体(12)の長さ方向の一端面から軸線方向に突出する径小のプローブ(11)とを備えた接合装置(1)を用い、前記支持体(12)の一端面を接合部材(2)の表面に当接あるいは近接させるとともに、高速で回転する前記プローブ(11)を接合部材(2)の接合部位に挿入し摩擦熱によって接合を行う摩擦攪拌接合法において、前記プローブ(1)を前記支持体 (12)の軸線方向に進退自在に構成するとともに、変化する接合部位の深さに応じてプローブ(11)の支持体(12)に対する突出量を変化させて接合部材(2)を連続的に接合することを要旨とするものである。
【0008】
上記方法によれば、支持体(12)の一端面を接合部材(2)の表面に当接あるいは近接した状態のまま、支持体(12)の一端面に対するプローブ(11)の突出量を変化させ、接合部位の深さに対応してプローブ(11)を挿入または引き抜くことができるため、接合部位の深さが変化する部分でも連続的に接合部材(2)を接合することができる。即ち、接合部位の深さが変化する部分で接合装置(1)を取替える必要もなく、また、最も深い接合部位に適した接合装置 (1)を用いて、一定の深さで接合部位全体を接合する必要もない。したがって、生産性を維持しつつ良好な接合を施すことができる。
【0009】
【発明の実施の形態】
つぎに、この発明の実施形態について、図1を参照しつつ説明する。
【0010】
この実施形態を実施するにあたり、用いられる接合装置(1)及び接合部材 (2)について説明する。
【0011】
前記接合装置(1)は、径大の支持体(12)と該支持体(12)の一端面に対して突出長さを連続的に変化させることのできる径小のプローブ(11)よりなるものである。
【0012】
前記プローブ(11)は、接合部材(2)との摩擦熱によって接合部材(2)を軟化し、自らは固体のまま移動しつつ軟化した接合部材(2)を攪拌するものである。したがって、その材質は、接合部材(2)よりも融点が高く、また、硬度の高いものが好ましい。この実施形態の場合、接合部材(2)がアルミニウム(その合金も含む、以下同じ。)であるので、プローブ(11)の材質には、工具鋼を用いる。
【0013】
前記支持体(12)は、接合部材(2)の表面に当接され、回転しながら接合部材(2)の表面上をプローブ(11)とともに移動するものであり、プローブ(11)の挿入部分から軟化した接合部材(2)が飛散するのを防止するとともに要すれば接合部材を押圧し、また、接合部材(2)中を移動するプローブ(11)が撓まないようにする役割を担うものである。したがって、支持体(12)を構成する材料はプローブ(11)に匹敵する融点及び硬度を備えた材質であることが好ましい。また、その構造は、軸中心にプローブ(11)を挿通し得る孔を有した径大の円筒形状をなしており、前記プローブ(11)が支持体(12)の軸線方向に進退自在となされている。
【0014】
前記接合部材(2)は、領域(a)(b)(c)で接合部位の深さが変わるものとなされており、その材質はアルミニウムである。
【0015】
而して、この実施形態では上記構造の接合装置(1)を用い、以下のように接合部材(2)を接合する。
【0016】
一方の接合部材(21)の表面に高速で回転する支持体(12)を当接させる。 次に、高速で回転するプローブ(11)を該表面に突き立て、接合部材(21)を軟化しつつ、プローブ(11)を接合部材(21)に挿入して行き、他方の接合部材(22)に到達した時点で挿入を停止する。
【0017】
上記のように、支持体(12)を回転させることによって、接合部材(2)の表面に当接した状態のままでもその移動を容易にすることができ、また、先に支持体(12)を接合部材(2)の表面に当接あるいは近接することにより、軟化した接合部材(2)の飛散を最初から防止することが可能となる。
【0018】
次に、挿入されたプローブ(11)周辺の接合部材(2)がある程度軟化されたのち、接合部位の深さが一定の領域(a)を接合部位に沿って移動させる。
【0019】
このように、プローブ(11)を移動させることで、プローブ(11)の進行方向の前方にある軟化した接合部材が、順次進行方向の後方に追いやられつつ攪拌され、プローブ(11)から離れるにしたがって自然に冷却固化され、接合部材(21)(22)が接合される。
【0020】
次に、接合部位の深さが連続的に変化する領域(b)では、プローブ(11)の支持体(12)に対する突出量とプローブ(11)の移動量を制御し、接合部位の勾配に沿って移動させる。このようにすることで、接合部位の深さが勾配を持つような場合でも連続的に接合することが可能となる。
【0021】
次に、接合部位の深さが一定の領域(c)では、再びプローブ(11)の突出量を一定にし、接合部位に沿って移動させながら接合を行う。
【0022】
最後に、接合部位の終端部ではプローブ(11)を接合部材(2)表面から引き抜き接合を終了させる。
【0023】
以上の方法によって、接合部位の深さが変化する場合でも、プローブ(11)の支持体(12)に対する突出量と移動量を制御し、連続的に接合することが可能となる。
【0024】
なお、この発明は上記実施形態に限定される訳ではなく、特許請求の範囲の記載の範囲内で任意に変更できる。
【0025】
例えば、プローブ(11)や支持体(12)を構成する材質は、高炭素鋼や高速度鋼、またセラミクス等を用いることも可能である。
【0026】
また、前記支持体(12)は、必ずしもプローブ(11)と同じ回転をする必要はない。例えば、支持体(12)を回転しない状態で使用してもかまわないし、また、プローブ(11)とは別の駆動系に接続し、プローブ(11)とは異なる回転数や回転方向としても良い。
【0027】
また、プローブ(11)を長さ方向に加圧して接合部材(2)の接合部位に挿入する場合を示したが、接合部材(2)の端縁にプローブ(11)の回転周面を接触させるとともに、プローブ(11)をその径方向に加圧して、接合部材(2)の接合部位に挿入するものとしても良い。
【0028】
【発明の効果】
この発明は、上述の次第で、支持体の一端面に対するプローブの突出量、即ち、接合部材に対するプローブの挿入深さを任意に変更し、接合部位の深さに対応して摩擦攪拌接合を実施する方法である。したがって、同一接合部材の中で接合部位の深さが変わる場合でも、プローブの挿入深さと移動量を制御することによって接合部位に沿って連続的に摩擦攪拌接合を施すことができ、不連続な接合によって発生するクラックや接合強度の低下を抑制し得て、良好な接合強度を得ることができる。さらに、プローブの交換や必要以上にプローブを接合部材に深く挿入させる必要がないため、高い生産性を維持することができる。
【図面の簡単な説明】
【図1】 この発明にかかる実施形態を示す断面図である。
【図2】 従来の摩擦攪拌接合法を示す図であり、(A)は斜視図、(B)は(A)のII−II線断面図である。
【図3】 従来例を示す断面図である。
【符号の説明】
1…接合装置
2…接合部材
11…プローブ
12…支持体
【発明の属する技術分野】
この発明は、摩擦攪拌接合法によって接合部材を接合する方法に関し、特に、厚さ方向に重ね合わせた接合部材を、接合部材表面からプローブを挿入して接合を施す方法であって、接合部位の深さが変化する場合に好適な摩擦攪拌接合法に関する。
【0002】
【従来の技術】
摩擦攪拌接合法としては以下に述べる方法が例示できる。即ち、図2に示すように、径大の支持体の端部の軸線上に径小のプローブが突出して一体に設けられた接合装置を用い、前記接合装置を高速で回転させつつ、厚さ方向に重ね合わせた2枚の接合部材の一方の表面に前記プローブを突き立てて、接合部位に達するまで前記プローブを挿入し、前記プローブと接合部材との間に発生する摩擦熱によって、プローブ挿入部分周辺の接合部材を軟化させ、かつ、プローブの回転によって軟化部分を攪拌し、軟化した接合部材を再び冷却固化することで、接合部材を接合する方法である。また、前記支持体は、プローブが接合部位に達した状態で支持体の端面が接合部材の表面に当接または近接しており、摩擦攪拌接合法においてプローブによって軟化した接合部材が飛散するのを防止する働きを担うものである。
【0003】
【発明が解決しようとする課題】
ところが、前記摩擦攪拌接合法では、従来、支持体とプローブとが一体に形成され、支持体に対するプローブの突出長さを変えることができなかったため次のような欠点があった。即ち、図3に示すような接合部位の深さが異なる接合部材に前記接合法を適用しようとする場合、浅い接合部位に適したプローブの突出長さで接合を行っていくと○印を付した領域(d)の接合部位は接合することが可能だが、×印を付した領域(e)の深い接合部位ではプローブが接合部位に到達しないため接合することができなかった。
【0004】
そこで、接合部位の深さが変化する部分で、比較的長いプローブが設けられた接合装置に取り替えて深い接合部位を接合する方法が提案されているが、接合装置の取替えに手間がかかるため、生産性が悪くなるばかりか、取替え部分で接合が不連続となるため、接合部分にクラック等が発生したり、気密性に問題が生じる場合があった。さらに、この方法では、連続的に接合部位の深さが変化する場合は対応できなかった。
【0005】
また、最も深い接合部位に対応する長さのプローブを有する接合装置を用い、接合部位の深さに関係なく一定の深さで接合する方法も提案されているが、プローブを深く挿入した状態で接合部位全体を移動させなければならないため、プローブの移動速度を高めることができず生産性が悪くなるばかりか、接合部材の不必要な部分までも軟化するため、強度的に問題が生じる場合があった。
【0006】
この発明は、上記問題に鑑みてなされたものであり、接合部位の深さが異なる材料を接合する場合でも、良好な生産性を維持しつつ連続的に接合することのできる摩擦攪拌接合法の提供を目的とする。
【0007】
【課題を解決するための手段】
この発明にかかる摩擦攪拌接合法を図中の符号を参照しつつ説明すると、径大の支持体(12)と、該支持体(12)の長さ方向の一端面から軸線方向に突出する径小のプローブ(11)とを備えた接合装置(1)を用い、前記支持体(12)の一端面を接合部材(2)の表面に当接あるいは近接させるとともに、高速で回転する前記プローブ(11)を接合部材(2)の接合部位に挿入し摩擦熱によって接合を行う摩擦攪拌接合法において、前記プローブ(1)を前記支持体 (12)の軸線方向に進退自在に構成するとともに、変化する接合部位の深さに応じてプローブ(11)の支持体(12)に対する突出量を変化させて接合部材(2)を連続的に接合することを要旨とするものである。
【0008】
上記方法によれば、支持体(12)の一端面を接合部材(2)の表面に当接あるいは近接した状態のまま、支持体(12)の一端面に対するプローブ(11)の突出量を変化させ、接合部位の深さに対応してプローブ(11)を挿入または引き抜くことができるため、接合部位の深さが変化する部分でも連続的に接合部材(2)を接合することができる。即ち、接合部位の深さが変化する部分で接合装置(1)を取替える必要もなく、また、最も深い接合部位に適した接合装置 (1)を用いて、一定の深さで接合部位全体を接合する必要もない。したがって、生産性を維持しつつ良好な接合を施すことができる。
【0009】
【発明の実施の形態】
つぎに、この発明の実施形態について、図1を参照しつつ説明する。
【0010】
この実施形態を実施するにあたり、用いられる接合装置(1)及び接合部材 (2)について説明する。
【0011】
前記接合装置(1)は、径大の支持体(12)と該支持体(12)の一端面に対して突出長さを連続的に変化させることのできる径小のプローブ(11)よりなるものである。
【0012】
前記プローブ(11)は、接合部材(2)との摩擦熱によって接合部材(2)を軟化し、自らは固体のまま移動しつつ軟化した接合部材(2)を攪拌するものである。したがって、その材質は、接合部材(2)よりも融点が高く、また、硬度の高いものが好ましい。この実施形態の場合、接合部材(2)がアルミニウム(その合金も含む、以下同じ。)であるので、プローブ(11)の材質には、工具鋼を用いる。
【0013】
前記支持体(12)は、接合部材(2)の表面に当接され、回転しながら接合部材(2)の表面上をプローブ(11)とともに移動するものであり、プローブ(11)の挿入部分から軟化した接合部材(2)が飛散するのを防止するとともに要すれば接合部材を押圧し、また、接合部材(2)中を移動するプローブ(11)が撓まないようにする役割を担うものである。したがって、支持体(12)を構成する材料はプローブ(11)に匹敵する融点及び硬度を備えた材質であることが好ましい。また、その構造は、軸中心にプローブ(11)を挿通し得る孔を有した径大の円筒形状をなしており、前記プローブ(11)が支持体(12)の軸線方向に進退自在となされている。
【0014】
前記接合部材(2)は、領域(a)(b)(c)で接合部位の深さが変わるものとなされており、その材質はアルミニウムである。
【0015】
而して、この実施形態では上記構造の接合装置(1)を用い、以下のように接合部材(2)を接合する。
【0016】
一方の接合部材(21)の表面に高速で回転する支持体(12)を当接させる。 次に、高速で回転するプローブ(11)を該表面に突き立て、接合部材(21)を軟化しつつ、プローブ(11)を接合部材(21)に挿入して行き、他方の接合部材(22)に到達した時点で挿入を停止する。
【0017】
上記のように、支持体(12)を回転させることによって、接合部材(2)の表面に当接した状態のままでもその移動を容易にすることができ、また、先に支持体(12)を接合部材(2)の表面に当接あるいは近接することにより、軟化した接合部材(2)の飛散を最初から防止することが可能となる。
【0018】
次に、挿入されたプローブ(11)周辺の接合部材(2)がある程度軟化されたのち、接合部位の深さが一定の領域(a)を接合部位に沿って移動させる。
【0019】
このように、プローブ(11)を移動させることで、プローブ(11)の進行方向の前方にある軟化した接合部材が、順次進行方向の後方に追いやられつつ攪拌され、プローブ(11)から離れるにしたがって自然に冷却固化され、接合部材(21)(22)が接合される。
【0020】
次に、接合部位の深さが連続的に変化する領域(b)では、プローブ(11)の支持体(12)に対する突出量とプローブ(11)の移動量を制御し、接合部位の勾配に沿って移動させる。このようにすることで、接合部位の深さが勾配を持つような場合でも連続的に接合することが可能となる。
【0021】
次に、接合部位の深さが一定の領域(c)では、再びプローブ(11)の突出量を一定にし、接合部位に沿って移動させながら接合を行う。
【0022】
最後に、接合部位の終端部ではプローブ(11)を接合部材(2)表面から引き抜き接合を終了させる。
【0023】
以上の方法によって、接合部位の深さが変化する場合でも、プローブ(11)の支持体(12)に対する突出量と移動量を制御し、連続的に接合することが可能となる。
【0024】
なお、この発明は上記実施形態に限定される訳ではなく、特許請求の範囲の記載の範囲内で任意に変更できる。
【0025】
例えば、プローブ(11)や支持体(12)を構成する材質は、高炭素鋼や高速度鋼、またセラミクス等を用いることも可能である。
【0026】
また、前記支持体(12)は、必ずしもプローブ(11)と同じ回転をする必要はない。例えば、支持体(12)を回転しない状態で使用してもかまわないし、また、プローブ(11)とは別の駆動系に接続し、プローブ(11)とは異なる回転数や回転方向としても良い。
【0027】
また、プローブ(11)を長さ方向に加圧して接合部材(2)の接合部位に挿入する場合を示したが、接合部材(2)の端縁にプローブ(11)の回転周面を接触させるとともに、プローブ(11)をその径方向に加圧して、接合部材(2)の接合部位に挿入するものとしても良い。
【0028】
【発明の効果】
この発明は、上述の次第で、支持体の一端面に対するプローブの突出量、即ち、接合部材に対するプローブの挿入深さを任意に変更し、接合部位の深さに対応して摩擦攪拌接合を実施する方法である。したがって、同一接合部材の中で接合部位の深さが変わる場合でも、プローブの挿入深さと移動量を制御することによって接合部位に沿って連続的に摩擦攪拌接合を施すことができ、不連続な接合によって発生するクラックや接合強度の低下を抑制し得て、良好な接合強度を得ることができる。さらに、プローブの交換や必要以上にプローブを接合部材に深く挿入させる必要がないため、高い生産性を維持することができる。
【図面の簡単な説明】
【図1】 この発明にかかる実施形態を示す断面図である。
【図2】 従来の摩擦攪拌接合法を示す図であり、(A)は斜視図、(B)は(A)のII−II線断面図である。
【図3】 従来例を示す断面図である。
【符号の説明】
1…接合装置
2…接合部材
11…プローブ
12…支持体
Claims (4)
- 径大の支持体(12)と、該支持体(12)の長さ方向の一端面から軸線方向に突出する径小のプローブ(11)とを備えた接合装置(1)を用い、前記支持体(12)の一端面を接合部材(2)の表面に当接あるいは近接させるとともに、高速で回転する前記プローブ(11)を接合部材(2)の接合部位に挿入し摩擦熱によって接合を行う摩擦攪拌接合法において、前記プローブ(11)を前記支持体(12)の軸線方向に進退自在に構成することを特徴とする摩擦攪拌接合法。
- プローブ(11)が、変化する接合部位の深さに応じて支持体(12)に対する突出量を変化させて接合部材(2)を連続的に接合することを特徴とする請求項1に記載の摩擦攪拌接合法。
- 径大の支持体(12)と、該支持体(12)の長さ方向の一端面から軸線方向に突出する径小のプローブ(11)とを備えた接合装置(1)であって、前記支持体(12)の一端面を接合部材(2)の表面に当接あるいは近接させるとともに、高速で回転する前記プローブ(11)を接合部材(2)の接合部位に挿入し摩擦熱によって接合を行う摩擦攪拌接合装置において、
前記プローブ(11)が、前記支持体(12)の一端面に対して突出長さを連続的に変化可能となされた摩擦攪拌接合装置。 - 請求項1または請求項2に記載の摩擦攪拌接合法により製造された接合部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP22978696A JP3771972B2 (ja) | 1996-08-30 | 1996-08-30 | 摩擦攪拌接合法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP22978696A JP3771972B2 (ja) | 1996-08-30 | 1996-08-30 | 摩擦攪拌接合法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1071478A JPH1071478A (ja) | 1998-03-17 |
| JP3771972B2 true JP3771972B2 (ja) | 2006-05-10 |
Family
ID=16897658
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP22978696A Expired - Fee Related JP3771972B2 (ja) | 1996-08-30 | 1996-08-30 | 摩擦攪拌接合法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3771972B2 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6247633B1 (en) * | 1999-03-02 | 2001-06-19 | Ford Global Technologies, Inc. | Fabricating low distortion lap weld construction |
| AU2001264580A1 (en) * | 2000-05-08 | 2001-11-20 | Brigham Young University | Friction stir welding using a superabrasive tool |
| US6352193B1 (en) | 2000-08-01 | 2002-03-05 | General Electric Company | Apparatus for joining electrically conductive materials |
| JP3864684B2 (ja) * | 2000-09-04 | 2007-01-10 | 日本軽金属株式会社 | 接合方法 |
| JP4754904B2 (ja) * | 2005-08-24 | 2011-08-24 | 住友軽金属工業株式会社 | アルミ接合製品及びその製造方法 |
| FR2900082B1 (fr) | 2006-04-20 | 2008-07-18 | Eads Europ Aeronautic Defence | Procede de soudage par friction malaxage |
| JP4453682B2 (ja) * | 2006-06-14 | 2010-04-21 | 日本軽金属株式会社 | 接合方法および接合ツール |
| JP5115719B2 (ja) * | 2008-04-09 | 2013-01-09 | トヨタ自動車株式会社 | 摩擦攪拌接合方法および密閉容器 |
| JP2009274117A (ja) * | 2008-05-15 | 2009-11-26 | Nippon Light Metal Co Ltd | 中空部を有する部材の摩擦攪拌接合方法 |
| JP4740289B2 (ja) * | 2008-06-23 | 2011-08-03 | 川崎重工業株式会社 | 摩擦撹拌接合装置 |
| JP5022502B2 (ja) * | 2011-02-07 | 2012-09-12 | 川崎重工業株式会社 | 摩擦撹拌接合装置 |
| JP6577696B2 (ja) * | 2014-01-28 | 2019-09-18 | 日本軽金属株式会社 | 内部に流路を設けない複合板の製造方法 |
| EP3059028A1 (de) * | 2015-02-20 | 2016-08-24 | Siemens Aktiengesellschaft | Gussteil mit einem metallischen Funktionsbereich |
| CN105880826B (zh) * | 2016-04-11 | 2017-12-15 | 江西理工大学 | 一种避免底部缺陷、提高接头性能的厚板搅拌摩擦焊接方法 |
| RU186699U1 (ru) * | 2018-05-22 | 2019-01-29 | Федеральное государственное автономное образовательное учреждение высшего образования "Дальневосточный федеральный университет" (ДВФУ) | Инструмент для сварки трением с перемешиванием |
| RU192077U1 (ru) * | 2019-05-17 | 2019-09-03 | Федеральное государственное автономное образовательное учреждение высшего образования "Дальневосточный федеральный университет" (ДВФУ) | Инструмент для сварки трением с перемешиванием |
-
1996
- 1996-08-30 JP JP22978696A patent/JP3771972B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1071478A (ja) | 1998-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3771972B2 (ja) | 摩擦攪拌接合法 | |
| KR100492836B1 (ko) | 마찰교반용접을위한용접루우트폐쇄방법 | |
| JP4388140B2 (ja) | 摩擦溶接接合を形成する固着部材 | |
| JPH1071477A (ja) | 摩擦スター溶接工具および方法 | |
| EP1132167A3 (en) | Friction stir welding | |
| CA2321415A1 (en) | Friction stir welding tool | |
| JP6052232B2 (ja) | 接合方法 | |
| JP2004025296A (ja) | 摩擦接合装置及び摩擦接合方法 | |
| US20040118900A1 (en) | Precessing rivet and method for friction stir riveting | |
| JP2000042759A (ja) | 摩擦撹拌接合法 | |
| JP3986604B2 (ja) | 金属材の接合方法 | |
| JP3295376B2 (ja) | 摩擦撹拌接合法 | |
| JP4732571B2 (ja) | 摩擦撹拌接合用接合工具及び摩擦撹拌接合法 | |
| JP4014289B2 (ja) | 摩擦撹拌接合法 | |
| WO2020208844A1 (ja) | 接合方法 | |
| JP4543204B2 (ja) | 摩擦攪拌接合方法 | |
| JP3452044B2 (ja) | 摩擦攪拌ツールおよびこれを用いた接合方法ならびに鋳物表面の微細空隙除去方法 | |
| JPH1110367A (ja) | 摩擦撹拌接合方法 | |
| JP6740960B2 (ja) | 接合方法 | |
| JP3867546B2 (ja) | 摩擦攪拌接合用ツールと摩擦攪拌接合装置及び摩擦攪拌接合方法 | |
| JP2004034139A (ja) | 突合せ継手の製造方法、突合せ継手、摩擦撹拌接合法及び摩擦撹拌接合装置 | |
| WO2021053839A1 (ja) | 摩擦攪拌接合方法 | |
| JP2000225476A (ja) | 金属製ワーク同士の摩擦撹拌接合方法 | |
| JP2021112757A (ja) | 液冷ジャケットの製造方法 | |
| JP2005081427A (ja) | 接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060213 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120217 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |