JP3710132B2 - 押出装置 - Google Patents
押出装置 Download PDFInfo
- Publication number
- JP3710132B2 JP3710132B2 JP2003124640A JP2003124640A JP3710132B2 JP 3710132 B2 JP3710132 B2 JP 3710132B2 JP 2003124640 A JP2003124640 A JP 2003124640A JP 2003124640 A JP2003124640 A JP 2003124640A JP 3710132 B2 JP3710132 B2 JP 3710132B2
- Authority
- JP
- Japan
- Prior art keywords
- extrusion
- cylinder
- disk
- screw
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/53—Screws having a varying channel depth, e.g. varying the diameter of the longitudinal screw trunk
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/362—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using static mixing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/363—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using non-actuated dynamic mixing devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、水分または揮発性成分を多く含んだプラスチックスやかさ密度の小さいプラスチックスの押出成形に適した押出装置に関するものである。
【0002】
【従来の技術】
水分を多く含んだプラスチックスの押出成形に用いられる従来の押出装置の一例について説明する。
【0003】
図7に示すように、押出装置100は、主スクリュ101および主スクリュ101の後端側の軸部101aに軸受101bを介して回転自在に嵌合された一条フライト102aを有する円錐型スクリュ102からなる複合型スクリュと、円筒型シリンダ104および円筒型シリンダ104の後端に連結・連通された円錐型シリンダ105からなる複合型シリンダとを備えており、円筒型シリンダ104内に主スクリュ101が位置するとともに円錐型シリンダ105内に円錐型スクリュ102が位置するように配設されている。
【0004】
そして、主スクリュ101を軸部101aに嵌着された駆動軸103を図示しない回転駆動手段によって回転させるとともに、円錐型スクリュ102を伝動機構108を介在させた電動機106によって主スクリュ101とは異なる回転数で回転させて、ホッパ110より供給されたプラスチックスを混練・溶融して円筒型シリンダ104の先端に配設されたダイ109より押し出すことができるように構成されている(特公昭38−4480号公報参照)。
【0005】
【発明が解決しようとする課題】
上記従来の技術では、円錐型シリンダ内に位置する円錐型スクリュにおける大径部分と小径部分との周速度差が大きくかつ一条フライトであるので、次のような未解決の課題がある。
【0006】
(イ)供給されたプラスチックスが大径部分から小径部分へ急速に輸送されてしまうので、混練・溶融能力が低い。
【0007】
(ロ)水分または揮発性成分を多く含むプラスチックスあるいはかさ密度の小さいプラスチックスを押出成形する際に、水蒸気またはガスあるいは空気がホッパ側に吹き出して供給されたプラスチックスの食い込み性を阻害し、その結果、押出量(処理量)を増大させることができない。
【0008】
(ハ)1条フライトであるため、原料の食い込みはフライトがホッパ口を通過する回数(1回転に1回)で決まり、食い込み量がそれ以上増加できない。
【0009】
本発明は、上記従来の技術の有する未解決の課題に鑑みてなされたものであって、水分または揮発性成分を多く含むプラスチックス材料あるいはかさ密度の小さいプラスチックス材料に対し、混練・溶融能力が高く、食い込み性が良好で押出量(処理量)も増大させることができる押出装置を提供することを目的とするものである。
【0010】
【課題を解決するための手段】
上記目的を達成するため、本発明の押出装置は、前面壁に吐出口が設けられた可塑化シリンダと、前記可塑化シリンダ内に配設されたディスクと、前記吐出口に後端側が連通された押出シリンダと、前記押出シリンダ内に配設されたスクリュとを有し、前記ディスクと前記スクリュとが共に回転されるように構成された押出装置であって、前記可塑化シリンダは、前記前面壁に向かって逐次緩傾斜角円錐孔部と急傾斜角円錐孔部からなる二段先細り円錐孔と、前記緩傾斜角円錐孔部に貫通するように側壁に設けられた供給口および溶融プラスチックス材料を通過させないスクリーンが付設された排出口とを備えており、前記ディスクは、前記緩傾斜角円錐孔部に間隔をおいて相対する緩傾斜角円錐部と前記急傾斜角円錐孔部に間隔をおいて相対する急傾斜角円錐部からなる二段先細り円錐部と、前記二段先細り円錐部に放射状に突設された複数の羽根とを有しており、前記複数の羽根は、前記ディスクの回転方向に対して軸心側よりも外周側が先行するとともに、前記軸心側から前記外周側へ行くにしたがって高さが漸増していること、を特徴とするものである。
【0011】
また、前記二段先細り円錐孔の内壁面に、複数の溝を放射状に設ける。
【0012】
さらに、前記緩傾斜角円錐孔部は、軸心に対する傾斜角度が15°〜45°の範囲以内であり、前記急傾斜角円錐孔部は、軸心に対する傾斜角度が60°〜80°の範囲以内とする。
【0013】
加えて、前記押出シリンダに、水蒸気またはガスあるいは空気を除去するためのベント口を設ける。
【0014】
【発明の実施の形態】
本発明の実施の形態を図面に基づいて説明する。
【0015】
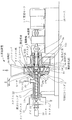
図1は、一実施の形態による押出装置を主要部を断面図で示す説明図である。本実施の形態による押出装置Eは、可塑化シリンダ7および可塑化シリンダ7内に回転自在に配設されたディスク4を有し、可塑化シリンダ7の側壁に設けられた供給口9aに付設されたホッパ11を介して供給されたプラスチックス材料を混練・溶融して前面壁の略中央部に開口された吐出口9bより吐出する混練・溶融部と、ベント口20を有する押出シリンダ17および押出シリンダ17内に回転自在に配設されたスクリュ19を有し、押出シリンダ17の先端に配設されたダイ18より前記混練・溶融されたプラスチックス材料をストランドとして押し出す押出部と、カットボックス21およびカットボックス21内に回転自在に配設されたカッタ22を有し、押し出された前記ストランドをペレットに切断する造粒部とを備えている。
【0016】
図2は可塑化シリンダを示し、(a)はインロー部側から見た模式正面図、(b)は(a)のA−A線に沿う模式断面図である。可塑化シリンダ7は、後面壁に開口する大径側開口部をとり囲む内径dの環状のインロー部9を有するとともに、インロー部9側から吐出口9bが開口された前面壁へ向かって逐次緩傾斜角円錐孔部8aと急傾斜角円錐孔部8bとからなる二段先細り円錐孔8を備えている。
【0017】
緩傾斜角円錐孔部8aの軸心に対する傾斜角度は、15°〜45°の範囲以内とすることにより、供給されたプラスチックス材料の食い込みスペースを確保でき、急傾斜角円錐孔部8bの軸心に対する傾斜角度は、60°〜80°の範囲以内にすることにより、混練・溶融能力を確保することができる。
【0018】
ベース16上には、先端側にフランジ状の取付け部1aを有する筒状の固定部材1が支持部材16aを介して支持されている。固定部材1の軸方向に貫通する貫通孔1cにはスラスト軸受およびラジアル軸受を介して駆動軸3の先端側が貫通支持されており、駆動軸3はその後端に減速機2aを介して連動・連結された可変速モータ2等からなる回転駆動手段によって回転駆動される。
【0019】
固定部材1の取付け部1aの先端面には、可塑化シリンダ7のインロー部9の内径部が軸方向へ移動自在であって気密に嵌合する外径を有する環状突出部1bが突設されており、この環状突出部1bにスペーサ15を介在させた状態で可塑化シリンダ7のインロー部9を嵌合し、4隅に設けられた取付け孔7aを介してボルト・ナット等の固着手段により着脱自在に取り付けられている。
【0020】
可塑化シリンダ7の二段先細り円錐孔8内には、ディスク4が回転自在に配設されており、ディスク4の後端部に設けられた駆動軸ねじ穴4a(図3に示す)に駆動軸3の先端の駆動軸ねじ部3aをねじ込んで結合することにより、駆動軸3と一体に回転するようになっている。
【0021】
ディスク4は、可塑化シリンダ7の緩傾斜角円錐孔部8aに間隔をおいて相対する緩傾斜角円錐部5aと、可塑化シリンダ7の急傾斜角円錐孔部8bに間隔をおいて相対する急傾斜角円錐部5bとからなる二段先細り円錐部5を有しこの二段先細り円錐部5には複数の羽根5cが放射状に突設されている。
【0022】
各羽根5cは、図3に示すように、ディスク4の矢印で示す回転方向に対して軸心側よりも外周側が先行するような角度を持たせることにより、プラスチックス材料が互いに隣接する羽根5cの間で外周側から軸心側に向って送り込まれるように工夫されている。
【0023】
また、各羽根5cの高さは、急傾斜角円錐部5b側から緩傾斜角円錐部5a側、つまり軸心側から外周側へ行くにしたがって漸増しており、各羽根5cの先端縁と可塑化シリンダ7の二段先細り円錐孔8の壁面との隙間を所定の寸法に設定することにより、可塑化シリンダ7の二段先細り円錐孔8の壁面と各羽根5cの先端縁との隙間でプラスチックス材料がせん断作用を受けて発熱・溶融し、吐出口9bより押出シリンダ17へ向かって吐出されるように構成されている。
【0024】
さらに、必要に応じて、羽根5cの急傾斜部分に原料がバックフローするような切り欠き溝(幅5〜30mm)を1または複数設けることにより、急傾斜部分での原料の滞留(可塑化)時間を増加させて、原料が大径部から小径部へ急速に輸送されることにより生じる可塑化・溶融不足を防止することができる。
【0025】
因みに、可塑化シリンダ7の二段先細り円錐孔8とディスク4の羽根5cの先端縁との隙間の大きさは0.1mm〜5mmの範囲以内とすることが好ましい。0.1mmより小さいとカジリ等が生じ、5mmよりも大きいとせん断力が低減する。
【0026】
なお、可塑化シリンダ7の外壁側にはヒータ12および冷却ジャケット13からなる温度調節手段が付設されている。
【0027】
また、ディスク4の後端部には、外周面に逆ねじ部6aを有する円柱状の嵌合部6が突設されており、この嵌合部6を固定部材1の環状突出部1bの内径部に回転自在に嵌挿することにより、可塑化シリンダ7内の溶融プラスチックス材料が外部へ洩れないようになっている。
【0028】
本実施の形態において、インロー部9に介在させるスペーサ15として、複数の厚さの異なるスペーサを準備しておき、必要に応じて前記スペーサを取り換えることにより、可塑化シリンダ7の二段先細り円錐孔8とディスク4の羽根5cの先端縁との隙間の大きさを変化させてせん断力を変化させることができるように工夫されている。しかし、せん断力を変化させる必要性がない場合にはスペーサ15を介在させなくてもよいことはいうまでもない。
【0029】
また、上記隙間の変更は、油圧シリンダーなどを設けて、自動的に調整可能な構造にすることも可能である。
【0030】
さらに、二段先細り円錐孔8の内壁面に複数の溝10を放射状に設けることにより、シリンダー側の抵抗を増大させて可塑化シリンダ7とディスク4との間のせん断作用を助長するとともに、可塑化シリンダ7の二段先細り円錐孔8とディクス4の外周面との隙間にプラスチックス材料が滞留して吐出不良が発生することがないよう吐出能力の向上が計られている。
【0031】
加えて、可塑化シリンダ7の側壁に緩傾斜角円錐孔部8aに貫通するように設けられている供給口9aの反対側には内壁面から外壁面へ貫通する排出口9cを設け、排出口9cには、水またはガスあるいは空気は通過させるが溶融プラスチックス材料は通過させないスクリーン14が付設されている。そして、排出口9cを図示しない吸引手段に接続して吸引力を作用させて水分またはガスあるいは空気を除去することができるように工夫されている。
【0032】
押出シリンダ17は、後端側が可塑化シリンダ7の吐出口9bに連通された状態で配設されており、押出シリンダ17内にフライト19cを有するスクリュ19が配設されている。そして、スクリュ19のスクリュ軸ねじ部19aがディスク4の先端部に設けられたスクリュ軸ねじ穴4bにねじ込み結合されてディスク4とスクリュ19とが共に回転するように構成されている。
【0033】
本実施の形態において、スクリュ19の谷径は後端側が小径であり、先端側へ行くにしたがって谷径が漸増されたものであって、可塑化シリンダ7の吐出口9bから吐出された溶融プラスチックス材料の圧力を増大させ、先端部に取り付けられたダイ18の複数の孔よりストランドとして押し出すことができるようになっている。
【0034】
また、スクリュ19の後端部のスクリュ軸ねじ部19aの近傍部位にはつば状部19bが設けられており、厚さの異なる複数のスペーサを準備しておき、必要に応じてつば状部19bとディスク4との間に所定の厚さのスペーサ(不図示)を介在させた状態でディスク4のスクリュ軸ねじ穴4bにねじ込み結合することにより、ディスク4の吐出口9bとつば状部19bとの軸方向の相対位置を変化させて両者間の間隙の大きさを変化させることができるようになっている。これにより、吐出口9bから吐出される溶融プラスチックス材料の吐出抵抗を変化させて可塑化シリンダ7内における混練度を調節することができる。
【0035】
押出シリンダ17におけるスクリュ19の谷径が小径の部分に対応する部位にはベント口20が付設されており、ベント口20より溶融プラスチックス中に含まれて水蒸気またはガスあるいは空気を排出できるようになっている。
【0036】
なお、ベント口20を図示しない真空吸引手段に接続して真空吸引することにより、水蒸気またはガスあるいは空気を強制的に排出することができることはいうまでもない。
【0037】
続いて、本実施の形態による押出装置の作用・効果について、水分または揮発性成分を多く含むプラスチックス材料あるいはかさ密度の小さいプラスチックス材料(以下、「プラスチックス材料」という。)をペレットに押出成形加工する場合を例に挙げて説明する。
【0038】
(1)供給口9aに付設されたホッパ11より図示しないフィーダを介してプラスチックス材料を定量供給する。供給されたプラスチックス材料は、回転するディスク4の放射状の複数の羽根5cによって可塑化シリンダ7内に送り込まれるが、供給口9aが開口する緩傾斜角円錐孔部8aの内壁面に設けられたアンダーカット部8cによる食い込み易さに加え、緩傾斜角円錐部5aにおける羽根5cの高さが高くかつ互いに隣接する羽根5cの間隔が広くなっているので、多量のプラスチックス材料がスムースに食い込まれる。
【0039】
また、可塑化シリンダ7に設けられた排出口9cを図示しない吸引手段に接続して吸引することにより、絞り出された水分またはガスあるいは空気等をスクリーン14を通して機外へ除去する。
【0040】
(2)上記(1)についで、プラスチックス材料は、ディスク4の急傾斜角円錐部5bと可塑化シリンダ7の急傾斜角円錐孔部8bの間に送り込まれる。急傾斜角円錐部5bにおける羽根5cの高さおよび互いに隣接する羽根5cの間隔が漸減しているので、プラスチックス材料は次第に圧縮されながらせん断作用を受けて発熱・溶融し、吐出口9bの内壁面とスクリュ19のつば状部19bとの間隙から押出シリンダ17内へ吐出される。
【0041】
可塑化シリンダ7の二段先細り円錐孔8の内壁面に放射状に設けられた複数の溝10は、シリンダー側の抵抗を増大させてプラスチックス材料に対して羽根5cによる送り作用と上記せん断作用を助長させ、可塑化シリンダ7の二段先細り円錐孔8とディスク4との隙間でプラスチックス材料が滞留して吐出不良が生じることを防止する役割を果たしている。
【0042】
また、可塑化シリンダ7に配設されたヒータ12と冷却ジャケット13からなる温度調節手段により、可塑化シリンダ7のプラスチックス材料の温度が所定の温度になるように外部から加熱または冷却を行い、せん断発熱に加えて外部加熱により可塑化溶融を促進させたり、冷却ジャケット13に冷媒を通して可塑化シリンダ7内のプラスチックス材料の温度が異常に上昇しないようにすることができる。
【0043】
(3)上記(2)についで、押出シリンダ17内へ吐出された溶融プラスチックス材料は、回転するスクリュ19のフライト19cによってダイ18側へ輸送される。この過程で押出シリンダ17に設けられたベント口20より図示しない吸引手段を介して吸引脱気がなされ、ダイ18に設けられた複数の孔よりカットボックス21内へ気泡を含まないストランドとして押し出される。
【0044】
(4)上記(3)についで、押出されたストランドは、モータ23によって回転されるカッタ22によってペレットに切断される。
【0045】
なお、本発明に係る押出装置は、上記実施の形態に示したペレットを製造するものに限らず、押出シリンダに型材を押し出すためのダイを取り付けると型材を押出成形できることはいうまでもない。
【0046】
ここで、ディスクの変形例について、図4および図5を参照しつつ説明する。
【0047】
図4はディスクの一変形例を示し、(a)は模式正面図、(b)は(a)のA−A線に沿う模式断面図である。本変形例によるディスク34は、図3に示した一実施の形態によるディスク4の緩傾斜角円錐部5aおよび急傾斜角円錐部5bならびに羽根5cのかわりに、緩傾斜角円錐部35aおよび急傾斜角円錐部35bが外側へ突出するように湾曲しており、緩傾斜角円錐部35aおよび急傾斜角円錐部35bからなる二段先細り円錐部35には複数の羽根35cが放射状に突設されている。各羽根35cはディスク34の回転方向に湾曲しているとともに先端縁が外側へ突出するように湾曲している。
【0048】
なお、逆ねじ部36a、駆動軸ねじ穴34aおよびスクリュ軸ねじ穴34bを含め、作用・効果は、図3に示したディスク4と同様であるので説明は省略する。
【0049】
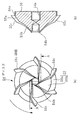
図5はディスクの他の変形例を示し、(a)は模式正面図、(b)は(a)のA−A線に沿う模式断面図である。本変形例によるディスク54、図3に示した一実施の形態によるディスク4の緩傾斜角円錐部5aおよび急傾斜角円錐部5bならびに羽根5cのかわりに、緩傾斜角円錐部55aおよび急傾斜角円錐部55bが内側へ窪むように湾曲しており、緩傾斜角円錐部55aおよび急傾斜角円錐部55bからなる二段先細り円錐部55には複数の羽根55cが放射状に突設されている。各羽根55cはディスク54の回転方向に湾曲しているとともに先端縁が内側へ窪むように湾曲している。
【0050】
なお、逆ねじ部56a、駆動軸ねじ穴54aおよびスクリュ軸ねじ穴54bを含め、作用・効果は、図3に示したディスク4と同様であるので説明は省略する。
【0051】
次に、本発明の他の実施の形態による押出装置について説明する。本実施の形態による押出装置は、図6に示すように、スクリュ69の先端部にカットボックス21を貫通して反押出シリンダ側へ突出する駆動軸69eを一体的に設けるとともに、スクリュ69の後端側にはつば状部69bに続く小径部69aを設け、駆動軸69eをカットボックス21の側壁に配設された軸受72を介して回転自在に軸支するともに小径部69aをディスク4の先端部に内設された軸受73を介して回転自在に軸支し、駆動軸69eに回転駆動手段であるギヤードモータ70の出力軸70aを直結することによって、ディスク4とは別個にスクリュ69を回転させることができるように構成されている。また、本実施の形態においては、つば状部69bの小径部69a側の外周面に、シール部としての逆ねじ部69dが設けられている。
【0052】
なお、これ以外の部分は、上述した一実施の形態による押出装置と同様でよいので、同一部分については同一符号を付して説明は省略する。
【0053】
ところで、上述した一実施の形態による押出装置は、ディスク4とスクリュ19とは回転数は同一になる。このように、ディスク4とスクリュ19が同一回転数である場合、樹脂の種類によっては、押出シリンダ17内へ可塑化シリンダ7から吐出される溶融樹脂量が不足して押出シリンダ17内の樹脂温度が上昇する等のトラブルが発生するおそれがある。
【0054】
本実施の形態の押出装置によれば、ディスク4の回転数とスクリュ69の回転数とをそれぞれ任意に設定することができるので、樹脂の種類に応じてディスク4とスクリュ69とを最適な条件で運転することが可能になる。その結果、上述した押出シリンダ17内の樹脂温度が上昇する等のトラブルの発生を防止することができる。
【0055】
【発明の効果】
本発明は上述のとおり構成されているので、次に記載するような効果を奏する。
【0056】
水分を10パーセント以上含むプラスチックス原料や、かさ密度の小さいプラスチックス材料であっても、食い込み不良や、押出量の大幅な減少を生じることもなく、所期の押出量での成形が可能になる。
【0057】
また、単軸スクリュ押出機に比較して押出成形装置の全長を約1/2に短縮することが可能になった。
【図面の簡単な説明】
【図1】一実施の形態による押出装置の主要部を断面図で示す説明図である。
【図2】図1に示す押出装置の可塑化シリンダを示し、(a)は円錐孔の大径部側から見た模式正面図、(b)は(a)のA−A線に沿う模式断面図である。
【図3】図1に示す押出装置のディスクを示し、(a)は模式正面図、(b)は(a)のA−A線に沿う模式断面図である。
【図4】ディスクの一変形例を示し、(a)は模式正面図、(b)は(a)のA−A線に沿う模式断面図である。
【図5】ディスクの他の変形例を示し、(a)は模式正面図、(b)は(a)のA−A線に沿う模式断面図である。
【図6】他の実施の形態による押出装置の主要部を断面図で示す説明図である。
【図7】従来の押出装置の一例を示す模式断面図である。
【符号の説明】
1 固定部材
1a 取付け部
1b 環状突出部
1c 貫通孔
2 可変速モータ
2a 減速機
3 駆動軸
3a 駆動軸ねじ部
4、34、54 ディスク
4a、34a、54a 駆動軸ねじ穴
4b、34b、54b スクリュ軸ねじ穴
5、35、55 二段先細り円錐部
5a、35a、55a 緩傾斜角円錐部
5b、35b、55b 急傾斜角円錐部
5c、35c、55c 羽根
6 嵌合部
6a、69d 逆ねじ部
7 可塑化シリンダ
7a 取付け孔
8 二段先細り円錐孔
8a 緩傾斜角円錐孔部
8b 急傾斜角円錐孔部
8c アンダーカット部
9 インロー部
9a 供給口
9b 吐出口
9c 排出口
10 溝
11 ホッパ
12 ヒータ
13 冷却ジャケット
14 スクリーン
15 スペーサ
16 ベース
17 押出シリンダ
18 ダイ
19、69 スクリュ
19a スクリュ軸ねじ部
19b、69b つば状部
19c、69c フライト
20 ベント口
21 カットボックス
22 カッタ
23 モータ
69a 小径部
70 ギヤードモータ
71 軸受ボックス
72、73 軸受
Claims (4)
- 前面壁に吐出口(9b)が設けられた可塑化シリンダ(7)と、前記可塑化シリンダ内に配設されたディスク(4)と、前記吐出口に後端側が連通された押出シリンダ(17)と、前記押出シリンダ内に配設されたスクリュ(19)とを有し、前記ディスクと前記スクリュとが共に回転されるように構成された押出装置であって、
前記可塑化シリンダは、前記前面壁に向かって逐次緩傾斜角円錐孔部(8a)と急傾斜角円錐孔部(8b)からなる二段先細り円錐孔(8)と、前記緩傾斜角円錐孔部に貫通するように側壁に設けられた供給口(9a)および溶融プラスチックス材料を通過させないスクリーン(14)が付設された排出口(9c)とを備えており、
前記ディスクは、前記緩傾斜角円錐孔部に間隔をおいて相対する緩傾斜角円錐部(5a)と前記急傾斜角円錐孔部に間隔をおいて相対する急傾斜角円錐部(5b)からなる二段先細り円錐部(5)と、前記二段先細り円錐部に放射状に突設された複数の羽根(5c)とを有しており、
前記複数の羽根は、前記ディスクの回転方向に対して軸心側よりも外周側が先行するとともに、前記軸心側から前記外周側へ行くにしたがって高さが漸増していること、を特徴とする押出装置。 - 前記二段先細り円錐孔の内壁面に、複数の溝(10)を放射状に設けたこと、を特徴とする請求項1記載の押出装置。
- 前記緩傾斜角円錐孔部は、軸心に対する傾斜角度が15°〜45°の範囲以内であり、前記急傾斜角円錐孔部は、軸心に対する傾斜角度が60°〜80°の範囲以内であること、を特徴とする請求項1または2記載の押出装置。
- 前記押出シリンダに、水蒸気またはガスあるいは空気を除去するためのベント口(20)を設けたこと、を特徴とする請求項1ないし3いずれか1項記載の押出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003124640A JP3710132B2 (ja) | 2003-04-30 | 2003-04-30 | 押出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003124640A JP3710132B2 (ja) | 2003-04-30 | 2003-04-30 | 押出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004322618A JP2004322618A (ja) | 2004-11-18 |
| JP3710132B2 true JP3710132B2 (ja) | 2005-10-26 |
Family
ID=33502117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003124640A Expired - Lifetime JP3710132B2 (ja) | 2003-04-30 | 2003-04-30 | 押出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3710132B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114919151B (zh) * | 2022-05-23 | 2023-11-24 | 江苏奇鹰电线电缆有限公司 | 一种防堵塞的电缆挤塑上料装置 |
-
2003
- 2003-04-30 JP JP2003124640A patent/JP3710132B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004322618A (ja) | 2004-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11597118B2 (en) | Device and method for the extrusion of thermo-mechanically deformable materials in bulk form, and compact screw extruder | |
| US4733970A (en) | Extruder screw | |
| AU757878B2 (en) | Device for pretreating and then plastifying or agglomerating plastics | |
| JPH0613176B2 (ja) | 熱可塑性合成樹脂廃棄物、特にフィルム、糸等を連続的に再顆粒化するための固形化装置 | |
| US3262154A (en) | Extruders for plastic material | |
| CN113246335A (zh) | 一种造粒机的进料熔融机构 | |
| JP2005111847A (ja) | 廃プラスチックの減容造粒方法及びその装置 | |
| JP3710132B2 (ja) | 押出装置 | |
| EP0992337A2 (en) | Stationary die pellet mill | |
| JP4448510B2 (ja) | 廃プラスチックの処理装置 | |
| CA1056120A (en) | Extrusion machines | |
| US3748074A (en) | Apparatus for plasticizing thermoplastic synthetic resin | |
| SE519100C2 (sv) | Anordning och förfarande för tillverkning av extruderbara formstycken av förnätningsbara polymermaterial | |
| US4813863A (en) | Rotary extruder with a gear pump | |
| JP7058542B2 (ja) | 押出機及び混練押出方法 | |
| JP2010184372A (ja) | 二軸スクリュ押出機を使用する混練方法及び装置 | |
| EP0255818B1 (en) | Rotary extruder | |
| JPH081754A (ja) | 押出機のスクリュコンベア | |
| JP2010280128A (ja) | 混練装置および成形機 | |
| JPH0576896B2 (ja) | ||
| JPH0661759B2 (ja) | 熱可塑性樹脂スクラップ材の再生装置及びその再生装置を備えた熱可塑性樹脂シート等の成形ライン | |
| JPS5825585B2 (ja) | 押出成形機 | |
| JP3010264U (ja) | 熱可塑性樹脂造粒機の冷却装置 | |
| CN117341170B (zh) | 一种塑料挤出机冷却机构及挤出装置 | |
| CN211709988U (zh) | 塑料螺杆挤出机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050727 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050803 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050808 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3710132 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080819 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090819 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090819 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100819 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100819 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110819 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110819 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120819 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120819 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130819 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |