JP3675786B2 - Frp製角パイプの連続製造装置 - Google Patents
Frp製角パイプの連続製造装置 Download PDFInfo
- Publication number
- JP3675786B2 JP3675786B2 JP2002272614A JP2002272614A JP3675786B2 JP 3675786 B2 JP3675786 B2 JP 3675786B2 JP 2002272614 A JP2002272614 A JP 2002272614A JP 2002272614 A JP2002272614 A JP 2002272614A JP 3675786 B2 JP3675786 B2 JP 3675786B2
- Authority
- JP
- Japan
- Prior art keywords
- release film
- prepreg
- tape
- core
- square pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Moulding By Coating Moulds (AREA)
Description
【発明の属する技術分野】
本発明は、航空機等に用いられる軽量、高強度なFRP(繊維強化プラスチック)製角パイプ及び建築部材用FRP製の角パイプを連続的に製造する装置に関する。
【0002】
【従来の技術】
FRP製角パイプを得るため、繊維を樹脂に含浸しながら加熱された型内に導き、硬化させるプルトルージョンと言われる方法があるが、繊維含有率が制約を受け、また繊維配向の乱れを生じやすいため、高品位の成形品を得ることが難しい。一方、プリプレグ(繊維に樹脂を含浸し、半硬化状態としたもの)を用いて成形したものは、繊維含有率を高め、また配向角も均一に保てるため、航空機部材等の高強度部品の作製に多用されている。
【0003】
従来プリプレグを用いてFRP製角パイプを得る方法としては、中子となる金属角柱に離型処理を施しプリプレグを所定枚数積層した後、オートクレーブで成形する方法が取られているが、特に成形品が長い場合、オートグレーブ、硬化後金属角柱を引き抜く引き抜き装置等大きな設備が必要となる。
【0004】
またシリコーンゴムチューブ等を心材として用い、プリプレグを積層した後外型にセットし、空気圧により内圧をかけながら成形する方法がある。この方法では、引き抜き力が少なくてすむが、外型が必要となり、またシリコーンゴムチューブの耐久性に問題がある。
特許文献1においてFRP製角パイプの連続製造装置を本出願人は提案しているが、ホットプレスの機構上送り方向に対して左右に樹脂および繊維が流れ出し部分的に成形品の厚みが変化する現象が確認された。
【0005】
【特許文献1】
特開2001−328130号公報
【0006】
【発明が解決しようとする課題】
そこで、本発明は、プリプレグを用い航空機等に使用できる高品位な角パイプを連続的に均一厚に成形できると共に、付帯設備等が軽減できる装置を提供するものである。
【0007】
【課題を解決するための手段】
本発明のFRP製の角パイプの連続製造装置は、所定の幅にスリットした離型フィルム、プリプレグを成形品の角パイプ内径より小さい片側固定支持されたアルミ製中子に順次積層する装置と、金型手前に耐熱性熱収縮フィルムを周方向に巻きつける装置と、ホットプレスの手前で成形品内径となるテーパー部を持つ部分と、プリプレグを加熱、加圧するホットプレスと、プリプレグを追加熱するオーブンと、内装のフィルムごと成形品を索引、固定する装置を有し、各装置は連動し、一定時間加熱、加圧後所定量成形品を移動できるように制御されている。
【0008】
【発明の実施の形態】
図1は本発明のFRP製角パイプの連続製造装置の構成を示す説明図である。
【0009】
全体を符号1で示すFRP製角パイプの連続製造装置は、製造すべき角パイプの内径寸法より小さな外径寸法を有する長尺の中子10を備える。この中子10は、その外側にプリプレグシートを必要枚数積層するための中子であって、このプリプレグシートを積層するに要する長さ寸法を備える。
従って、10m程度に及ぶ長さが必要となるので、アルミ等の軽金属でつくられ、その端部は、スタンドにより支持される。
この中子10を囲んで、90度毎にプリプレグシートの積層装置20,30,40,50が配設される。
【0010】
図2は、このプリプレグシートの積層装置の構造を示す斜視図、図3はテープ状離型フィルムの巻きつけ装置の斜視図である。
【0011】
プリプレグ積層装置20,30は、対角線を垂直方向にして装備された中子10の上下方向に配設される。プリプレグ積層装置40,50は、中子10を中心として水平方向に配設される。
中子10の上方に配設されるプリプレグ積層装置20は、複数のステーション21,22を有する。
【0012】
各ステーションは、同じ構成を有する。第1のステーション21は、プリプレグシートを供給する供給リール21aを2個を具備する。各々の供給リールはタック性(粘着性)を有するプリプレグシート上に貼られているフィルムを巻き取るフィルム巻き取りロール21a′,21b′を有する。供給されるプリプレグシートは、角柱状の中子の4辺のうちの2辺に相当する幅寸法を有する。
【0013】
引き出されたプリプレグシートは、円柱状の第1のローラ21cによって、中子10の角部上にその中心を合わせて案内され、第2のロール21dによって、中子の角部にその中心部が押し付けられる。第3のロール21eは、プリプレグシート全体を中子10の表面に積層する。
【0014】
中子10の表面にプリプレグシートを積層するのに先立ち、中子10から製造されたFRP製角パイプを離型するための離型フィルムと称するフィルムを中子10の表面に供給する。中子10のスタンド12に設けられた供給リール61,62から引き出された離型フィルムは、案内ロール61a,62aによって、中子10の表面に積層される。
【0015】
図1に示す実施例にあっては、中子10の上部に2セットのプリプレグシート積層装置21,22が配設され、中子10の下部に2セットのプリプレグシート積層装置31,32が配設される。
同様に、中子10の左右方向にも2セットのプリプレグシート積層装置41,42,51,52が配設される。
【0016】
上述した構成により、FRP製角パイプの断面構造は、各辺が8層のプリプレグシートが積層された構造となる。
この角パイプは後述する送り装置により、断続的にホットプレス装置へ送られる。
離型フィルム外周巻き付け装置200は、テープ状の離型フィルムを角パイプの外周に螺線状に巻き付ける。角パイプは後述する牽引装置によって断続的に送られるので、この送りに合わせて離型フィルムに外周巻き付け装置200は、90度毎に断続的に旋回して、テープ状の離型フィルムを角パイプの外周に巻き付けていく。
【0017】
プリプレグシートの積層装置により角パイプ状に積層されたプリプレグシートの外側には、離型フィルムが積層される。供給リール71,72から引き出された離型フィルムは、案内ロールによってプリプレグシートの表面に重ね合わされる。
【0018】
角パイプ状に積層されたプリプレグシートは、ホットプレス装置100へ送られるが、このホットプレス加工に先立ち、成形品内寸法になるようにテーパー部を通過する。
【0019】
図4は、ホットプレス100と、追加熱炉であるポストキュアー炉110と、ワーククランプ装置120と、製品の牽引装置(プーラー)130のレイアウトを示す説明図である。
ホットプレス装置100は、角パイプ状に積層されたプリプレグシート材を外側から加熱された金型で一定時間、加熱、加圧してプリプレグシート材に含浸されている熱硬化性樹脂の硬化を促進する。
【0020】
ホットプレス中子10は、ホットプレス装置100の金型内を貫通して、出口側へ突出する。
加熱温度、加熱時間は、プリプレグシート材の特性に応じて適宜に選択される。
ホットプレス加工が施された角パイプ成形品は、次に、ポストキュアー炉110へ送られる。ポストキュアー炉110は、炉内を通過する角パイプに所定温度で所定時間加熱を加えて、プリプレグシート中の熱硬化性樹脂を完全に硬化させる。
【0021】
ポストキュアー炉110の出口側に設けられるクランプ装置120は、連結して送られる角パイプ成形品を把持して固定する。プリプレグシート積層用中子10へ送られるプリプレグシート材には、プリプレグシートの供給リールへ戻る方向のテンションが与えられる。そこで、積層されたプリプレグシートは、常に供給リール側は戻ろうとする力が作用する。クランプ装置120は、この力に対抗して、角パイプ成形品を保持する。
牽引装置130は、角パイプ成形品を把持して矢印方向に往復動する構成を備える。往復動の動力源には油圧が利用される。
【0022】
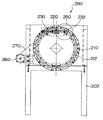
図5は、離型フィルム外周巻き付け装置200の側面図、図6は要部の拡大側面図、図7は正面図である。
離型フィルム外周巻き付け装置200はベース202上に装備されるリング状のガイドレール210を有する。
リング状のガイドレール210の内周部には、回転リング212が旋回動自在に取付けられている。この回転リング212には、駆動ベルト270が巻き付けられており、ベルト270はモータ260により駆動される。
回転リング212には、ブロック220が取付けてあり、このブロック220にはテープ状の離型フィルムを供給するリール250が取付けてある。
このリール250は、巻き出されるテープ状の離型フィルムに対してテンションを与える機能を有する。
【0023】
図8は、本発明装置の作動のタイミングを示すシーケンス図である。
ホットプレス装置100の金型が閉じて、プリプレグシート材に加熱、加圧を加えている間に、図示しない予張装置は拡張して、プリプレグシート材を所定の角パイプ寸法まで予張する。
【0024】
ホットプレス100の加工中は、ワーククランプ装置120は、ワークを把持している。この間は、牽引装置130のクランプは開いている。
ホットプレス加工の一工程が完了すると、ホットプレスの金型を開き、ワーククランプ装置120を開いて牽引装置130を作動して、ワークを一定長さだけ引き出す。図示しないプーラー中子もこの作動に追従する。
【0025】
ワークの移動の間に、テープ巻き付け装置200の回転リング212は、例えば90度旋回して、ワークの外周に対して螺線状にテープ状の離型フィルムを巻き付ける。
この離型フィルムをワークであるFRP製角パイプの外周に巻き付けることにより、ホットプレス時にプリプレグシートから滲出する樹脂によるバリの発生が押えられる。
【0026】
この目的のためには、テープ状の離型フィルムにテンションを与えながら、角パイプの外周に巻き付けることが必要である。
そこで、テープ状の離型フィルムを供給するリールにはテンションの調整機能を備えたものとする。
また、この離型フィルムは、使用されるプリプレグの硬化温度以上の耐熱性を持ち、かつ熱収縮応力を発生する特性を有する延伸フィルムを使用することもできる。
【0027】
上述した工程を繰り返して、FRP製角パイプを連続的に製造する。
連続的に製造されるFRP製角パイプを、図示しないカッターで所定の長さに切断して、製品を得る。
【0028】
【発明の効果】
本発明は以上のように、プリプレグシートを角パイプ状に積層し、ホットプレス、アフターキュアー等の工程を経て、FRP製の角パイプを連続的に製造することができる。
プリプレグシートの積層工程も自動化されており、高品質のFRP製角パイプを効率良く製造することができる。
【図面の簡単な説明】
【図1】本発明のFRP製角パイプの連続製造装置の構成を示す説明図。
【図2】プリプレグシートの積層装置の斜視図。
【図3】テープ状離型フィルムの巻き付け装置の斜視図。
【図4】ホットプレス装置、アウターキュアー炉、クランプ装置、牽引装置のレイアウトを示す説明図。
【図5】テープ状離型フィルムの巻き付け装置の側面図。
【図6】テープ状離型フィルムの巻き付け装置の側面図。
【図7】テープ状離型フィルムの巻き付け装置の正面図。
【図8】作動のタイミングを示す図。
【符号の説明】
1 FRP製角パイプの連続製造装置
10 プリプレグ積層用中子
20 プリプレグ中子の上部に記載されるプリプレグ積層装置
30 プリプレグ中子の下部に記載されるプリプレグ積層装置
40,50 プリプレグ中子の左右に記載されるプリプレグ積層装置
100 ホットプレス装置
110 アフターキュアー炉
120 クランプ装置
130 牽引装置
200 テープ状離型フィルム巻き付け装置
210 リング状ガイドレール
212 回転リング
250 リール
Claims (2)
- 炭素繊維やガラス繊維に熱硬化性樹脂を含浸し半硬化状態にしたプリプレグ材を成形してFRP製角パイプを連続的に製造する装置において、成形すべき角パイプの内径寸法より小さな外径寸法を有するとともに、ホットプレスの手前に設けられる成形品内径に対応する外径寸法を有するテーパー部を備え、片側より固定支持された角柱形状の中子と、中子に成形加工用の離型フィルムを沿わせる装置と、離型フィルム上に順次必要な枚数のプリプレグシートを積層する装置と、所定枚数プリプレグを積層後、テープ状離型フィルムを周方向に巻きつける装置と、成形加工用の離型フィルムを外層に沿わせる装置と、プリプレグシートに熱と圧力を加えるホットプレス装置と、ホットプレスされたプリプレグシートを追加熱させる加熱炉と、成形されたプリプレグ製の角パイプを断続的に牽引する装置と、ホットプレス時に角パイプを固定する装置を備え、テープ状離型フィルムを巻きつける装置は、ベース上に装備されるリング状のガイドレールと、リング状の内周部に旋回動自在に取付られる回転リングと、回転リングの駆動装置と、回転リングに取付られるブロックと、ブロックに取付られるテープ状の離型フィルムを供給するリールと、リールに備えられるテープの繰り出し張り力を制御する機能とを具備し、テープ状離型フィルムは、使用されるプリプレグの硬化温度以上の耐熱性を持ち、かつ熱収縮応力を発生できる特性を有した延伸フィルムを使用することを特徴とするFRP製角パイプの連続製造装置。
- 周方向にテープ状離型フィルムを巻きつける装置とホットプレスと牽引、固定する装置は、お互いに連動して制御されることを特徴とする請求項1記載のFRP製角パイプの連続製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002272614A JP3675786B2 (ja) | 2002-09-19 | 2002-09-19 | Frp製角パイプの連続製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002272614A JP3675786B2 (ja) | 2002-09-19 | 2002-09-19 | Frp製角パイプの連続製造装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004106363A JP2004106363A (ja) | 2004-04-08 |
| JP2004106363A5 JP2004106363A5 (ja) | 2005-06-02 |
| JP3675786B2 true JP3675786B2 (ja) | 2005-07-27 |
Family
ID=32269589
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002272614A Expired - Fee Related JP3675786B2 (ja) | 2002-09-19 | 2002-09-19 | Frp製角パイプの連続製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3675786B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3742082B2 (ja) | 2003-08-08 | 2006-02-01 | 株式会社ジャムコ | 曲率を有した繊維強化プラスチック部材の連続成形方法及び装置 |
| CN107335976B (zh) * | 2017-07-17 | 2019-01-15 | 安徽中佳自动化科技有限公司 | 一种d型蒸发器管自动加工工艺 |
-
2002
- 2002-09-19 JP JP2002272614A patent/JP3675786B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004106363A (ja) | 2004-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3357342B2 (ja) | Frp製角パイプの連続製造装置 | |
| JP4908266B2 (ja) | 段階状の断面厚さを有する複合材の連続成形方法 | |
| JP3742082B2 (ja) | 曲率を有した繊維強化プラスチック部材の連続成形方法及び装置 | |
| EP2951006B1 (en) | Apparatus and method for manufacturing a composite product from plural components | |
| US20010007684A1 (en) | Continuous forming device of H-shaped FRP member | |
| EP2035213B1 (en) | Method and apparatus for producing off-axis composite prepreg material | |
| US5225016A (en) | Method of manufacturing an advanced composite duct having integral ribs | |
| JP4880178B2 (ja) | 金型の溝に繊維を装着する方法、およびこのために使用する繊維装着ヘッド | |
| JP2006218720A (ja) | プリプレグシートの自動積層装置 | |
| JP2007203723A (ja) | 繊維強化プラスチック製管体及びその製造方法 | |
| JP3675786B2 (ja) | Frp製角パイプの連続製造装置 | |
| EP1543943B1 (en) | Apparatus for continuously forming FRP square pipe | |
| JP4072930B2 (ja) | 圧力容器用補強部材の製造方法および製造装置 | |
| JP2006255919A (ja) | 湾曲強化繊維プラスチックおよびそのプリフォームの製造方法ならびに製造装置 | |
| EP4230560A1 (en) | Lamination method and lamination device | |
| JPS62119027A (ja) | 強化プラスチツクパイプの連続成形方法 | |
| JP2012016939A (ja) | 複合材成形品の製造方法 | |
| JPH0230518A (ja) | 連続的繊維強化複合材料の製造装置 | |
| JP6066177B2 (ja) | 複合材料の製造装置および製造方法 | |
| US20220281183A1 (en) | Expansion held prepeg composite | |
| JPS5948120A (ja) | 耐熱frp管の連続引抜成形方法 | |
| JP3143815B2 (ja) | 筒状樹脂製品の成形方法及び成形装置 | |
| JPH0752266A (ja) | 複合材料強化用繊維を使用した繊維強化合成樹脂製パイプ又はシャフトのワインディング成形方法とそのワインディング成形装置 | |
| JPH0834065A (ja) | Frp製中空体の引抜き成形方法 | |
| JP2010285575A (ja) | 短繊維配向プリプレグの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040818 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040831 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050426 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110513 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120513 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130513 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |