JP3659433B2 - タフテッドカーペット成形品 - Google Patents
タフテッドカーペット成形品 Download PDFInfo
- Publication number
- JP3659433B2 JP3659433B2 JP35035895A JP35035895A JP3659433B2 JP 3659433 B2 JP3659433 B2 JP 3659433B2 JP 35035895 A JP35035895 A JP 35035895A JP 35035895 A JP35035895 A JP 35035895A JP 3659433 B2 JP3659433 B2 JP 3659433B2
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven fabric
- fabric
- carpet
- base fabric
- pile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000465 moulding Methods 0.000 title description 5
- 239000004744 fabric Substances 0.000 claims description 34
- 239000000835 fiber Substances 0.000 claims description 33
- 239000004745 nonwoven fabric Substances 0.000 claims description 31
- 238000000034 method Methods 0.000 claims description 11
- 238000009732 tufting Methods 0.000 claims description 7
- 238000009987 spinning Methods 0.000 claims description 4
- 239000000463 material Substances 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 9
- 229920005992 thermoplastic resin Polymers 0.000 description 9
- 230000004927 fusion Effects 0.000 description 8
- 238000002844 melting Methods 0.000 description 6
- 230000008018 melting Effects 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 239000000470 constituent Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 239000004750 melt-blown nonwoven Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- 238000003855 Adhesive Lamination Methods 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000010036 direct spinning Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images



Landscapes
- Passenger Equipment (AREA)
Description
【産業上の利用分野】
この発明はタフテッドカーペットに関し、また、このカーペットを絞り成形したタフテッドカーペット成形品に関する。
【0002】
【従来の技術】
従来より、自動車のフロアカーペット等に用いられるタフテッドカーペットの構成は、ジュート等の天然繊維や熱可塑性樹脂繊維を組織した基布、あるいはスパンボンド等不織布の基布に装飾用のパイル糸をタフティングして基布の表面側にパイルを立設形成し、さらに裏面から熱可塑性樹脂の裏打ち材をほどこした構成であった。これを加熱によって裏打ちを軟化させた上で、所要の形状に絞り成形した上で自動車の床等に敷設している。
裏打ち材として従来用いられてきたのは、低密度ポリエチレン樹脂、エチレン酢酸ビニル樹脂等の比較的低融点の熱可塑性樹脂を厚さ数mmのシート状に押し出して積層するものや、アクリル−スチレン樹脂等のエマルジョンをコーティングした後乾燥させ、カーペットの裏面に付着させるものがあった。
この種の裏打ちの目的は、1つにはタフティングしたパイルの根元部分を基布に固着してパイルの基布からの素抜けを防止することにあり、また、この裏打ち材を加熱して可塑化させることにより、カーペットの絞り成形を可能にすることにある。成形後に裏打ち材が再固化すると成形形状が固定する。
従来技術の課題として、以下があった。
▲1▼裏打ちをおこなうための設備(シート押出機、コーティング機)および工程をカーペットの生産ライン内に持ち込む必要があり、工程、設備等が大型化、煩雑化すること。
▲2▼裏打ちの目付量をある程度以上少なくするのが困難であること。シーティングによる裏打ちの場合はシートのやぶれが生じたり、コーティングの場合はムラになったりして、目的とする均一な裏打ちが得られないこと。
▲3▼裏打ち材が硬く、触感や音響的特性が劣ること。
▲4▼裏打ち材の伸び性が乏しいために、カーペットを深い形状や複雑な形状に絞り成形すると、裏打ち材が追随せず亀裂を生じることから成形の自由度をせばめていたこと。
【0003】
【発明が解決しようとする課題】
本発明は上記課題を解決し、軽量で柔軟な裏打ち材をもったタフテッドカーペットであって、設備、工程を煩雑化せずに得られる構成および成形品を提供する。
【0004】
【課題を解決するための手段】
課題を解決する本発明の手段は、裏面に熱可塑性樹脂繊維を主体とする不織布を積層した基布の、不織布を積層した側からパイル糸のタフティングをおこなうことによって基布の表面にパイルを立設した後、この基布を不織布を配した側から加熱して、不織布構成繊維の融着層を形成し、この融着層によってパイル糸の根元を固定しているタフテッドカーペットにおいて、熱可塑性樹脂繊維を主体とした不織布が、構成繊維の平均径が20マイクロメーター以下のメルトブローン製法により得られる不織布であって、基布の裏面上に直接紡出散布して形成されたものであって、このタフテッドカーペットを所要の形状に絞り成形してなるタフテッドカーペット成形品による。
【0005】
【作用】
本発明では、あらかじめ別工程で得られた熱可塑性樹脂繊維を主体とした不織布を用い、カーペットのタフティングに先だって基布の裏面に一体的に積層形成し、これを加熱して繊維の相互融着層を形成することによって、従来の裏打ち層に代替し、パイルを固定し成形性を付与する作用をなすので、カーペットの生産工程を簡略化できる。
不織布の目付量を調整して、あるいは複数枚の不織布を重ねることによって、細かな目付量の調整が可能であり、均一でより少量の裏打ちも可能である。この作用は特にメルトブローン製法による不織布を用いることによって、より効果的なものになるが、これはメルトブローン不織布に特有の繊維径の細さと見かけ密度の低さに起因しており、特に繊維径は20マイクロメーター以下が適する。
裏打ち材が柔軟になるとカーペットを深い形状や複雑な形状に絞り成形した場合でも裏打ち材の追随性が良く、破れ等がおこらないので、好ましいカーペット成形品が得られる。
【0006】
【発明の実施の形態】
以下、本発明の好適な実施の形態を説明する。
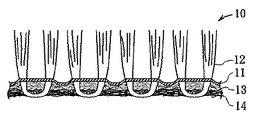
図2は本発明によるタフテッドカーペット10の模式断面図である。
カーペット基布11の裏面には(メルトブローン)不織布13が配され、基布の不織布が配された側からパイル糸16のタフティングをおこなって、基布の表面側にパイル12が立設されている。さらに加熱によって不織布の裏面側は主に構成繊維が融着一体化された融着層14に形成される。また、パイル糸の根元もこの融着層により固定されている。
基布として好ましいのは、タフテッドカーペット用として公知の各種の基布であり、スパンボンド法により開繊、集積させ、ニードリングをおこない形成した不織布や、テープヤーンを経糸、緯糸に組織した織布や、短繊維、長繊維を制織、制編して得た編織布等である。
(メルトブローン)不織布としては、素材がポリエチレン、ポリプロピレン、変成ポリエステル樹脂等の融点が低い素材を用い、平均繊維径が20マイクロメーター以下、より好ましくは10マイクロメーター以下のものを、目付け量が100〜500g/m2 の範囲内になるように複数枚を重ね合わせたものが好ましい。
パイル糸は、耐熱性、耐摩耗性にすぐれたナイロン、ポリエステル等が好ましく、繊維径は3〜30デニールの単繊維集合体を、公知のタフト機によってタフティングする。タフト密度はゲージが5/64〜1/36程度が好ましい。
このタフテッドカーペットの好ましい製造工程について、図1をもとに説明する。
あらかじめ別工程で形成され巻き取られた基布11をロール111より一定の速度で送りだし、送りローラー112を介して(メルトブローン)不織布の積層工程(A)に送る。この工程には単数ないし、複数の繊維紡出機120が備えられていて、基布の裏面に半溶融状態にある繊維を振りまくことで(メルトブローン)不織布13を形成するとともに、基布の裏面に付着積層させる。この紡出機の構成は、溶融状態にある熱可塑性樹脂を主ノズル121より繊維状に押し出し、これと同時に側方のノズル122より加熱空気を吹きつけることによって繊維径を極微にし、嵩密度を低く形成した不織布に形成するものが適している。本発明の不織布はメルトブローン不織布に限定されない通常のスパンボンド不織布なども可能であるが、繊維径は20マイクロメーター以下が適するので、メルトブローン製法によるものが最適である。
次に裏面に不織布を積層した基布はタフティング工程(B)に送られパイル糸16のタフティングを受ける。パイル糸の供給方法として一般的にコーン130に巻かれたパイル糸をタフト機のガイド141を介してニードル140に送り、ニードルの糸通孔内にパイル糸は通される。このニードルは偏心軸142に連結されることによって上下運動して基布に対して裏面側からパイル糸を差し込む。この際、基布の裏面の不織布の繊維径と嵩密度が低いほど針の差し込み抵抗が低く好ましい。
基布の表面側に突出されたパイル糸は先端がルーバー150によって係止され、ループパイルに立設される。パイルの先端をナイフ160でカットするとカットパイルになる。パイル12が立設されたカーペットは送りロール113をへてロール114に巻き取られて、あるいは連続的にカーペットの加熱工程(C)に送られる。
カーペットの加熱工程では、ヒーター170によってカーペットは基布の裏面(不織布側)から加熱され、不織布の構成繊維が溶融して融着層14が形成される。この融着層は構成繊維の全体が溶融して形成されても、(裏面よりの)一部の繊維が溶融して形成されてもよいが、連続した不透水性の層になっていることが好ましい。
成形工程(D)では、融着層が固化する以前にカーペットを対をなす成形型180、180’間に配しプレス成形することによって、所要の形状に絞り成形し、融着層を固化させて成形形状を固定してタフテッドカーペット成形品15を得る。
【0007】
【実施例】
基布:ポリエステルスパンボンド不織布
パイル糸:ナイロンフィラメント糸
タフティング:ゲージ5/64、ループ状パイル
裏打ち:
(実施例1)
メルトブローン不織布:変成ポリエステル繊維(融点130℃)、平均繊維径6マイクロメーター、目付量300g/m2 、厚さ10mm 見かけ密度0.03g/cm3 、熱融着層は裏面側から厚さ8mmまで。
(比較例1)
低密度ポリエチレン樹脂(融点115℃)をシート押出機により基布の裏面に積層付与。密度0.92g/cm3 、厚さ3.5mm
(比較例2)
発泡ポリエチレン樹脂をシート押出機により基布の裏面に積層付与。発泡倍率3倍、厚さ1.0mm
(評価)
表1に実施例、比較例のタフテッドカーペットについての評価項目と、評価結果(◎優れる、○適する、△不適)を表示した。
【表1】

成形性については、実際の自動車フロア相当の深絞り成形をおこなって、裏打ちの柔軟性、カーペットの深絞り成形への追随性を評価した。極細繊維をもとにした実施例の成形性がまさるが、発泡樹脂を用いた比較例2も柔軟性があり、深絞り成形に対応する。完全な固層の裏打ちである比較例1は柔軟性が乏しく、割れや破れがおこる場合もある。
防音性については、図4に示すような装置によって比較評価した。すなわち2つの無響室R1 、R2 間にサンプルの取付用の開口Oを設けた無響−無響型遮音測定装置により、入力装置よりの各周波数の音波の入力を、それぞれの無響室の集音装置M1 、M2 により記録し、両者の差を比較して遮音性を相対評価するものである。図3より、同目付量では実施例が比較例1、比較例2にまさった。これは裏打ちの融着層と基布が間に繊維層をはさんだ2重壁構造をとる効果と思われる。
【発明の効果】
本発明によって加工性、成形性、防音性にすぐれたカーペットの裏打ちが可能である。
熱可塑性樹脂繊維を主体とした不織布の構成を複層化し、各層で相互に異なる繊維組成を有する層に形成することによって、繊維の融着層の形成と、溶融せず繊維の形態を維持した層を混在させることができ、より柔軟性がある裏打ち等の加工も可能である。
【図面の簡単な説明】
【図1】製造工程
【図2】タフテッドカーペット
【図3】防音性の評価グラフ
【図4】防音性の評価装置
【符号の説明】
10・・・タフテッドカーペット
11・・・基布
12・・・パイル
13・・・不織布
14・・・融着層
15・・・タフテッドカーペット成形品
Claims (1)
- 構成繊維の平均繊維径が20マイクロメーター以下のメルトブローン製法により得られる不織布を、基布の裏面上に直接紡出散布して積層し、不織布を積層した側からパイル糸のタフティングをおこなうことによって基布の表面にパイルを立設した後、この基布を不織布を配した側から加熱して、不織布の一部に不織布構成繊維の融着層を形成し、この融着層によってパイル糸の根元を固定するとともに、所要の形状に絞り成形してなるタフテッドカーペット成形品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35035895A JP3659433B2 (ja) | 1995-12-25 | 1995-12-25 | タフテッドカーペット成形品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35035895A JP3659433B2 (ja) | 1995-12-25 | 1995-12-25 | タフテッドカーペット成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09175247A JPH09175247A (ja) | 1997-07-08 |
| JP3659433B2 true JP3659433B2 (ja) | 2005-06-15 |
Family
ID=18409953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP35035895A Expired - Fee Related JP3659433B2 (ja) | 1995-12-25 | 1995-12-25 | タフテッドカーペット成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3659433B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007190242A (ja) * | 2006-01-20 | 2007-08-02 | Suminoe Textile Co Ltd | 防音カーペット。 |
| RU2541285C2 (ru) * | 2009-05-18 | 2015-02-10 | Аутонойм Менеджмент Аг | Ворсовый ковер для автомобильных применений |
-
1995
- 1995-12-25 JP JP35035895A patent/JP3659433B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09175247A (ja) | 1997-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0619849B1 (en) | Process for making moldable, tufted polyolefin carpet | |
| US5925581A (en) | Textile laminate | |
| US4258094A (en) | Melt bonded fabrics and a method for their production | |
| US4104340A (en) | Method of making structural member from prepreg sheet of fusible resin microfibers and heat-resistant reinforcing fibers | |
| US7530147B2 (en) | Machine for production of non-woven material, adjustment procedure for the same and non-woven material produced thus | |
| EP0218473B1 (en) | Nonwoven fabric with improved abrasion resistance | |
| US4774125A (en) | Nonwoven fabric with improved abrasion resistance | |
| CN101490335A (zh) | 簇绒无纺织物和粘合无纺织物 | |
| KR102398706B1 (ko) | 비닐 바닥 깔개용 캐리어 재료 | |
| US3286007A (en) | Process of manufacturing a polyolefin fiber-containing non-woven fabric | |
| JP2010516918A (ja) | 高強度で軽量のタフティング基布及びその製造方法 | |
| JP3659433B2 (ja) | タフテッドカーペット成形品 | |
| JPH09273063A (ja) | 不織布およびタフテッドカーペット用一次基布およびタフテッドカーペットおよびフィルター基材およびフィルター | |
| EP0103140B1 (en) | Process for the production of pile-surfaced textile structures | |
| JPH06294058A (ja) | 複合詰わた、その製造方法及び装置 | |
| CN115023517A (zh) | 可回收簇绒织物及其制造方法 | |
| KR101755034B1 (ko) | 카펫 기포지용 폴리에스테르 스펀본드 부직포 및 이의 제조방법 | |
| JPH0726462A (ja) | 不織布およびその製造方法 | |
| JPH04352861A (ja) | 不織布およびその製造方法 | |
| WO2019245217A1 (ko) | 카펫 기포지용 부직포 및 이의 제조방법 | |
| JPS6338460B2 (ja) | ||
| JP3444019B2 (ja) | タフテッドカーペット用基布 | |
| JPH0931818A (ja) | タフテッドカーペット用一次基布およびその製造方法とタフテッドカーペット | |
| TW202233930A (zh) | 紡絲黏合不織布、包括其的地毯以及其製造方法 | |
| JPH10273863A (ja) | タフテッドカーペット用基布およびタフテッドカーペット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041020 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050310 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050310 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090325 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090325 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100325 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |